

การจัดประเภทห้องสะอาด ISO มีความสำคัญต่อการรักษาความสะอาดของอากาศในระหว่างการผลิตเนื้อสัตว์ที่เพาะเลี้ยง เพื่อความปลอดภัยของผลิตภัณฑ์และลดความเสี่ยงของการปนเปื้อน. นี่คือภาพรวมอย่างรวดเร็วเกี่ยวกับการใช้มาตรฐานเหล่านี้:
- ISO 14644-1:2015 กำหนดประเภทของห้องสะอาดตามขีดจำกัดของอนุภาคในอากาศ (0.1–5 µm) ตั้งแต่ ISO Class 1 (สะอาดที่สุด) ถึง ISO Class 9 (เข้มงวดน้อยที่สุด)
- การผลิตเนื้อสัตว์ที่เพาะเลี้ยงมักต้องการ:
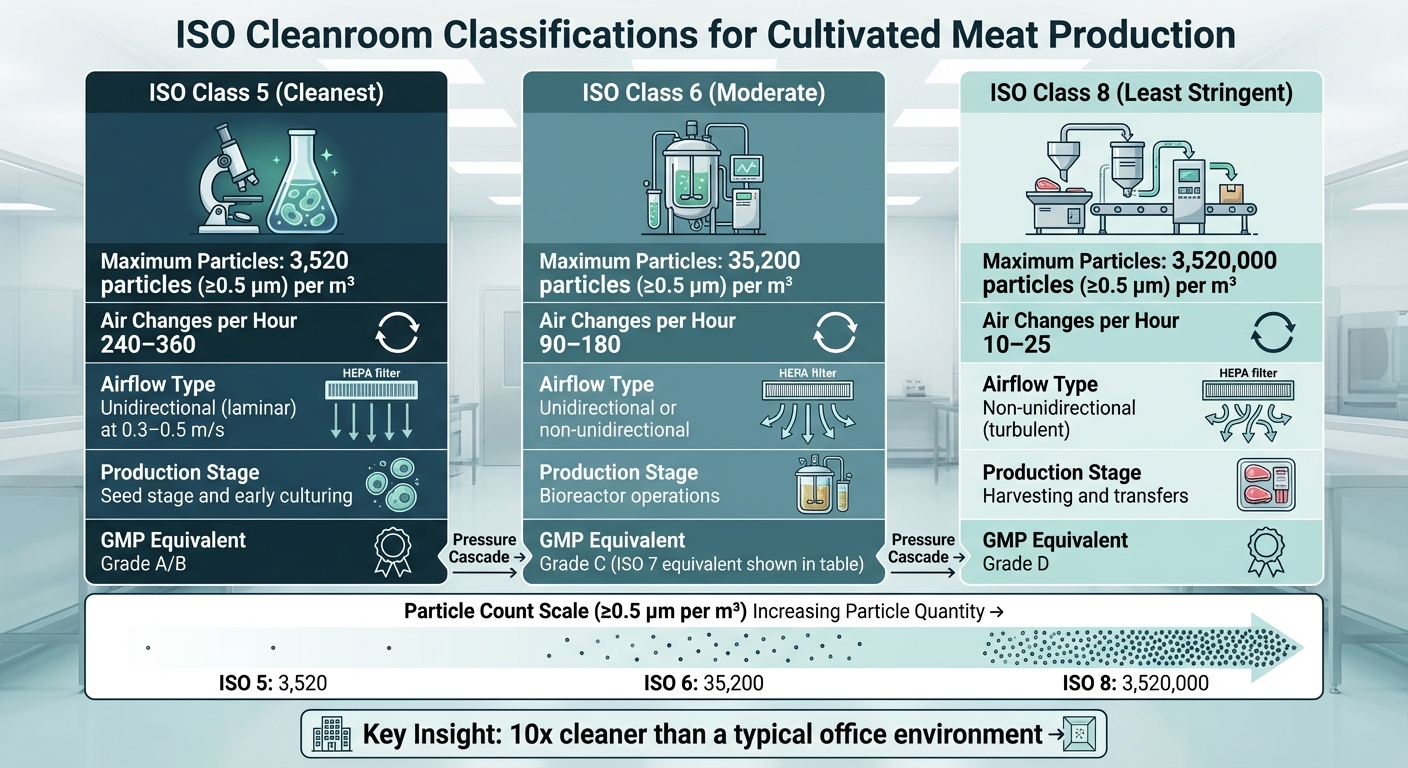
- ISO Class 5: สำหรับขั้นตอนการเพาะเมล็ดและการเพาะเลี้ยงในระยะแรก อนุญาตให้มีอนุภาคได้สูงสุด 3,520 อนุภาค (≥0.5 µm) ต่อหนึ่งลูกบาศก์เมตร
- ISO Class 6: สำหรับการดำเนินการของเครื่องปฏิกรณ์ชีวภาพ อนุญาตให้มีอนุภาคได้สูงสุด 35,200 อนุภาค (≥0.5 µm)
- ISO Class 8: สำหรับการเก็บเกี่ยวและการถ่ายโอน โดยมีขีดจำกัดที่ 3,520,000 อนุภาค (≥0.5 µm)
- แผ่นกรอง HEPA การควบคุมการไหลของอากาศ และการจัดลำดับความดัน รักษาความสะอาด อัตราการเปลี่ยนแปลงของอากาศที่สูงขึ้น ( e.g. , 240–360 ต่อชั่วโมงสำหรับ ISO Class 5) ใช้ในสภาพแวดล้อมที่เข้มงวดมากขึ้น.
- ห้องปลอดเชื้อมีความสำคัญอย่างยิ่งสำหรับเนื้อสัตว์ที่เพาะเลี้ยง เนื่องจากการปนเปื้อนสามารถทำลายชุดการผลิต นำไปสู่การสูญเสียทางการเงินและความกังวลด้านความปลอดภัย.
การสร้างสมดุลระหว่างการใช้ห้องปลอดเชื้อและ ระบบไบโอรีแอคเตอร์ปิด สามารถลดต้นทุนในขณะที่ยังคงมาตรฐานความปลอดภัย ตัวอย่างเช่น ระบบปิดช่วยลดการพึ่งพาสภาพแวดล้อม ISO 5 ที่มีค่าใช้จ่ายสูง ทำให้การผลิตมีความคุ้มค่ามากขึ้น.
ข้อคิดสำคัญ: การจัดประเภทห้องปลอดเชื้อและการควบคุมสิ่งแวดล้อมที่เหมาะสมมีความสำคัญต่อการผลิตเนื้อสัตว์ที่เพาะเลี้ยงอย่างปลอดภัยและมีประสิทธิภาพ โดยเฉพาะในขั้นตอนที่มีความเสี่ยงสูง เช่น การหว่านเซลล์.
ISO Cleanroom Classes for Cultivated Meat
ISO Cleanroom Classifications for Cultivated Meat Production Stages
การผลิตเนื้อสัตว์เพาะเลี้ยงอาศัยการจัดประเภทห้องสะอาด ISO สามประเภทหลัก - Class 5, Class 6, และ Class 8 แต่ละประเภทถูกออกแบบมาเพื่อจัดการกับความเสี่ยงของการปนเปื้อนในระหว่างขั้นตอนการผลิตที่แตกต่างกัน ซึ่งส่งผลกระทบต่อทั้งความปลอดภัยของผลิตภัณฑ์และต้นทุนการดำเนินงาน
เพื่อรักษามาตรฐานเหล่านี้ โรงงานมักใช้การออกแบบห้องแบบชั้นที่สร้างแรงดันอากาศเพื่อป้องกันไม่ให้อากาศปนเปื้อนเข้าสู่พื้นที่สำคัญ [9]. ดร. ไฮโก้ เบาม์การ์ทเนอร์ เน้นว่า "Class 5 ถึง 7 มักใช้ในการผลิตอาหาร" [9], เน้นย้ำถึงความสำคัญของพวกเขาในการผลิตเนื้อสัตว์เพาะเลี้ยง ด้านล่างนี้คือการแบ่งแยกว่าการใช้แต่ละ ISO class นั้นมีผลอย่างไรต่อ กระบวนการขยายขนาดเนื้อสัตว์เพาะเลี้ยง.
ISO Class 5: ระยะเมล็ดพันธุ์และการเพาะเลี้ยงเบื้องต้น
ISO Class 5 แสดงถึงสภาพแวดล้อมที่สะอาดที่สุดในการผลิตเนื้อสัตว์เพาะเลี้ยง โดยอนุญาตให้มีอนุภาคไม่เกิน 3,520 อนุภาค (≥0.5 µm) ต่อหนึ่งลูกบาศก์เมตร [5][7]. ในระยะเมล็ดพันธุ์ แม้แต่การปนเปื้อนที่เล็กที่สุดก็สามารถทำให้ชุดการผลิตทั้งหมดเสียหายได้
เพื่อให้ได้ระดับความสะอาดนี้ สถานที่ใช้ การไหลของอากาศแบบทิศทางเดียว (laminar) ที่ความเร็ว 0.3–0.5 ม./วินาที ร่วมกับ การเปลี่ยนแปลงอากาศ 240–360 ครั้งต่อชั่วโมง [8][3][5]. เงื่อนไขเหล่านี้สอดคล้องกับมาตรฐาน EU GMP Grade A/B (ในขณะพัก) [5]. อัตราการเปลี่ยนแปลงอากาศที่สูงช่วยให้มีการกวาดอนุภาคอย่างต่อเนื่อง รักษาความปลอดเชื้อในระหว่างการดำเนินการที่สำคัญ เช่น การหว่านเซลล์และการจัดการ
ISO Class 6: การดำเนินงานของเครื่องปฏิกรณ์ชีวภาพ
ห้องสะอาด ISO Class 6 มีความเข้มงวดน้อยกว่า Class 5 โดยอนุญาตให้มีอนุภาคได้สูงสุด 35,200 อนุภาค (≥0.5 µm) ต่อหนึ่งลูกบาศก์เมตร. พื้นที่เหล่านี้ทำงานด้วย การเปลี่ยนอากาศ 90–180 ครั้งต่อชั่วโมง, โดยสมดุลการควบคุมที่เข้มงวดกับการใช้งานที่เป็นไปได้จริง [5][7][8][3]. สามารถใช้วิธีการไหลของอากาศทั้งแบบทิศทางเดียวและไม่ทิศทางเดียว [8][3].
GOOD Meat Inc. ได้เน้นในเอกสารการปรึกษาหารือกับ FDA ว่ากระบวนการขยายเซลล์ของพวกเขาเกิดขึ้นในห้องสะอาดที่ติดตั้งด้วยแผ่นกรอง HEPA และระบบความดันอากาศต่างกัน ซึ่งเป็นไปตามมาตรฐานชีวเภสัชกรรม [6]. สิ่งนี้แสดงให้เห็นว่าห้องสะอาด ISO Class 6 สนับสนุนการเติบโตของเซลล์ในขนาดใหญ่ในขณะที่ยังคงรักษาความสะอาด.
ISO Class 8: การเก็บเกี่ยวและการถ่ายโอน
ISO Class 8 เป็นการจัดประเภทที่มีข้อจำกัดน้อยที่สุดที่ใช้ในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง อนุญาตให้มีอนุภาคได้ถึง 3,520,000 อนุภาค (≥0.5 µm) ต่อหนึ่งลูกบาศก์เมตร [5] [7]. แม้จะมีเกณฑ์ที่สูงกว่า แต่ก็ยังสะอาดกว่าสภาพแวดล้อมในสำนักงานทั่วไปอย่างมาก [7]. พื้นที่เหล่านี้ใช้สำหรับ กระบวนการปลายน้ำ เช่น การเก็บเกี่ยว การเตรียมสูตร และการจัดการหลังการเก็บเกี่ยว
ในเดือนพฤศจิกายน 2021 Mosa Meat ได้กล่าวว่า "กระบวนการเก็บเกี่ยวเนื้อสัตว์ ... น่าจะอยู่ในพื้นที่ [International Standards Organisation] ISO Class 8" [6]. โซนเหล่านี้ต้องการเพียง การเปลี่ยนอากาศ 10–25 ครั้งต่อชั่วโมง และอาศัยการไหลของอากาศแบบไม่เป็นทิศทางเดียว (แบบปั่นป่วน) [8] . ในขณะที่มีความคุ้มค่ามากกว่า แต่ยังคงให้การป้องกันที่เพียงพอต่อสารปนเปื้อนจากสิ่งแวดล้อมในระหว่างการจัดการผลิตภัณฑ์ขั้นสุดท้าย
| การจัดประเภท ISO | จำนวนอนุภาคสูงสุด (≥0.5 µm/m³) | การเปลี่ยนแปลงอากาศต่อชั่วโมง | ขั้นตอนการเพาะเลี้ยงเนื้อสัตว์ทั่วไป |
|---|---|---|---|
| ISO Class 5 | 3,520 | 240–360 | ขั้นตอนการเพาะเมล็ดและการเพาะเลี้ยงเบื้องต้น |
| ISO Class 6 | 35,200 | 90–180 | การดำเนินงานของไบโอรีแอคเตอร์ |
| ISO Class 8 | 3,520,000 | 10–25 | การเก็บเกี่ยวและการถ่ายโอน |
sbb-itb-ffee270
ข้อกำหนดการกรองอากาศและการควบคุมสิ่งแวดล้อม
มาตรฐานห้องสะอาด ISO ต้องการการกรองอากาศที่แม่นยำ การควบคุมการไหลของอากาศ และสภาพแวดล้อมที่เสถียรเพื่อรักษาระดับอนุภาคให้อยู่ในขอบเขตที่ยอมรับได้ในระหว่างการผลิตเนื้อสัตว์เพาะเลี้ยงระบบเหล่านี้ได้รับการบูรณาการอย่างรอบคอบในออกแบบโดยรวมของสถานที่เพื่อให้เป็นไปตามการจัดประเภท ISO ที่เข้มงวด
แผ่นกรอง HEPA สำหรับคุณภาพอากาศ
แผ่นกรอง HEPA (High-Efficiency Particulate Air) ถูกออกแบบมาเพื่อดักจับอนุภาคที่มีขนาดเล็กถึง 0.3 µm [3] . ในสภาพแวดล้อม ISO Class 5 - ที่ใช้กันทั่วไปในขั้นตอนการเพาะเมล็ด - แผ่นกรอง HEPA มักจะครอบคลุมทั้งเพดาน ทำให้เกิดการไหลของอากาศในทิศทางเดียว (ลามินาร์) การไหลของอากาศนี้เคลื่อนลงด้วยความเร็วระหว่าง 0.3 m/s ถึง 0.5 m/s กวาดอนุภาคออกไปทางช่องระบายอากาศที่ระดับพื้นได้อย่างมีประสิทธิภาพ [3].
ในพื้นที่ที่มีความเข้มงวดน้อยกว่า เช่น พื้นที่ ISO Class 7 และ 8 มักจะใช้ระบบการไหลของอากาศที่ไม่เป็นทิศทางเดียว (ปั่นป่วน) พื้นที่เหล่านี้พึ่งพาอัตราการเปลี่ยนแปลงของอากาศที่สูงขึ้นเพื่อกำจัดอนุภาคตัวอย่างเช่น ห้อง ISO Class 5 ต้องการการเปลี่ยนแปลงอากาศ 240–360 ครั้งต่อชั่วโมง ในขณะที่ห้อง ISO Class 8 ต้องการเพียง 10–25 ครั้งต่อชั่วโมง [3].
การเปลี่ยนแปลงอากาศ, การจัดลำดับความดัน, และการตรวจสอบ
อัตราการเปลี่ยนแปลงอากาศไม่ใช่ขนาดเดียวที่เหมาะกับทุกคน ผู้เชี่ยวชาญด้าน HVAC คำนวณตามปัจจัยต่างๆ เช่น ขนาดห้อง ความร้อนที่เกิดจากอุปกรณ์ และจำนวนบุคลากรที่อยู่ในห้อง แทนที่จะใช้มาตรฐานทั่วไป [3]. การจัดลำดับความดันเป็นอีกหนึ่งมาตรการที่สำคัญ เพื่อให้แน่ใจว่าโซนที่สะอาดกว่าจะรักษาความดันอากาศที่สูงกว่าเพื่อดันอากาศไปยังพื้นที่ที่สะอาดน้อยกว่า ลดความเสี่ยงของการปนเปื้อน ห้องล็อกอากาศและห้องแต่งตัวทำหน้าที่เป็นกำแพงกั้นทางกายภาพระหว่างโซนที่มีการจัดประเภท ISO ต่างกัน [3].
เพื่อรักษาความสมบูรณ์ของความดัน การเปลี่ยนแปลงระหว่างชั้น ISO ที่อยู่ติดกันต้องได้รับการจัดการอย่างระมัดระวัง [3]. การตรวจสอบแบบเรียลไทม์, ตามที่ระบุไว้ใน ISO 14644-2:2015 ใช้เครื่องนับอนุภาคในอากาศแบบกระจายแสง (LSAPC) เพื่อให้แน่ใจว่าความเข้มข้นของอนุภาคอยู่ภายในขีดจำกัดที่กำหนด [1]. นอกจากนี้ โมเดลทางสถิติของ ISO 14644-1:2015 ยังให้ระดับความเชื่อมั่น 95% ว่าอย่างน้อย 90% ของพื้นที่ห้องสะอาดตรงตามขีดจำกัดของคลาส [2].
การควบคุมอุณหภูมิและความชื้น
การจัดการการไหลของอากาศทำงานร่วมกับการรักษาระดับอุณหภูมิและความชื้นที่เสถียร ซึ่งส่งผลกระทบอย่างมากต่อพฤติกรรมของอนุภาคและประสิทธิภาพการกรอง แม้ว่า ISO 14644-1 จะไม่ได้กำหนดการตั้งค่าอุณหภูมิหรือความชื้นเฉพาะ แต่ปัจจัยเหล่านี้มีความสำคัญต่อการเพิ่มประสิทธิภาพการกรอง [2]. ระบบ HVAC ต้องคำนึงถึงความร้อนที่เกิดจากเครื่องปฏิกรณ์ชีวภาพและบุคลากรเพื่อให้แน่ใจว่าสภาพแวดล้อมคงที่ [3].
ก่อนทำการทดสอบนับอนุภาค ควรทำให้เสถียรอุณหภูมิและความชื้นเพื่อป้องกันการรบกวนผลลัพธ์การจัดประเภท ISO [2]. การควบคุมสิ่งแวดล้อมเหล่านี้จำเป็นต้องถูกรวมเข้าด้วยกันในระหว่างขั้นตอนการออกแบบและก่อสร้างของสถานที่ ตามที่ระบุไว้ใน ISO 14644-4 พร้อมการปรับแต่งให้เหมาะสมเพื่อตอบสนองความต้องการเฉพาะของการผลิตเนื้อสัตว์เพาะเลี้ยง [4].
มาตรฐาน ISO ในกระบวนการชีวภาพเนื้อสัตว์เพาะเลี้ยง
การจัดประเภทห้องสะอาด ISO มีบทบาทสำคัญในการผลิตเนื้อสัตว์เพาะเลี้ยง โดยสอดคล้องกับความต้องการของแต่ละขั้นตอนเพื่อรักษาความสะอาด ป้องกันการปนเปื้อน และรับรองความปลอดภัย มาตรฐานเหล่านี้ให้กรอบการทำงานสำหรับการรักษาการควบคุมสิ่งแวดล้อมที่เข้มงวดตลอดกระบวนการ
ขั้นตอนการเพิ่มจำนวนและการเจริญเติบโต
ในระหว่างขั้นตอนการเพิ่มจำนวน ซึ่งเซลล์เพิ่มจำนวนอย่างรวดเร็ว การรักษาสภาพแวดล้อมที่ปลอดเชื้อเป็นสิ่งสำคัญยิ่งห้องปลอดเชื้อ ISO Class 5 ซึ่งเทียบเท่ากับ GMP Grade A/B ในการผลิตยา มักใช้สำหรับการดำเนินงานในระยะเริ่มต้นและการเพาะเลี้ยงเซลล์ในระยะแรก [11] [13].
การปฏิบัติตามมาตรฐานเหล่านี้เป็นสิ่งสำคัญ Dean Joel Powell เน้นว่าการผลิตเนื้อสัตว์ที่เพาะเลี้ยงในสภาพปลอดเชื้อสะท้อนมาตรฐานทางเภสัชกรรม ซึ่งช่วยลดความเสี่ยงจากเชื้อโรคเช่น Salmonella, Campylobacter, และเชื้อโรค E. coli[6].
แม้จะมีมาตรการเหล่านี้ การปนเปื้อนยังคงเป็นความท้าทาย รายงานอุตสาหกรรมแสดงอัตราความล้มเหลวในการปนเปื้อนเฉลี่ย 11.2%, ซึ่งเพิ่มขึ้นเป็น 19.5% สำหรับการดำเนินงานขนาดใหญ่ ในทางตรงกันข้าม โรงงานชีวเภสัชกรรม - ที่มีประสบการณ์กับโปรโตคอล ISO - รายงานเพียง 3.2% contamination failures in 2022 [6] .
เพื่อสร้างสมดุลระหว่างความปลอดเชื้อกับประสิทธิภาพด้านต้นทุน หลายสถานที่ใช้การออกแบบ "room-in-room". วิธีการนี้วางแกน ISO 5 ไว้ภายในโซนที่มีความสะอาดต่ำกว่า (ISO 6 หรือ 7) โดยใช้แรงดันอากาศเพื่อควบคุมการไหลของอากาศจากพื้นที่ที่สะอาดกว่าไปยังโซนที่มีความสำคัญน้อยกว่า เพื่อลดการปนเปื้อนข้าม[9]. เพื่อการป้องกันเพิ่มเติม สถานที่อาจใช้เครื่องมือแยกเช่น clean air hoods หรือ isolators ตามที่ระบุใน ISO 14644-7[4][12].
เมื่อระยะการแพร่กระจายรับรองความสมบูรณ์ของเซลล์แล้ว กระบวนการจะเปลี่ยนไปสู่การเก็บเกี่ยว ซึ่งสภาพแวดล้อม ISO Class 8 จะเข้ามามีบทบาท
การเก็บเกี่ยวและการจัดการหลังการเก็บเกี่ยว
ขั้นตอนการเก็บเกี่ยว ซึ่งเป็นการรวบรวมเซลล์หลังจากการเจริญเติบโตเต็มที่ ดำเนินการใน ISO Class 8 ห้องสะอาด ซึ่งเทียบเท่ากับ GMP Grade D[13] . ในขั้นตอนนี้ เซลล์มีความเสถียรมากขึ้นและมีโอกาสปนเปื้อนน้อยลงเมื่อเทียบกับช่วงการเจริญเติบโตในระยะแรก สภาพแวดล้อม ISO 8 ต้องการการเปลี่ยนแปลงอากาศน้อยกว่า - 10–25 ครั้งต่อชั่วโมง - เมื่อเทียบกับ 240–360 ที่จำเป็นสำหรับพื้นที่ ISO 5 [8].
ห้องสะอาดเหล่านี้ลดอนุภาคในอากาศลงสิบเท่าเมื่อเทียบกับสภาพแวดล้อมสำนักงานมาตรฐาน โดยรักษาอนุภาคน้อยกว่า 3,520,000 อนุภาค (≥0.5 µm)[15]. สภาพแวดล้อมที่ควบคุมนี้ช่วยให้มั่นใจในคุณภาพของผลิตภัณฑ์ระหว่างการถ่ายโอนและการประมวลผลเริ่มต้น
ISO 14698-1 ให้แนวทางสำหรับการควบคุมการปนเปื้อนทางชีวภาพ รวมถึง ระบบการตรวจสอบ เพื่อตรวจจับแบคทีเรียและสปอร์ที่อาจส่งผลต่อความปลอดภัยของผลิตภัณฑ์[10]. การกำกับดูแลด้านกฎระเบียบก็เปลี่ยนแปลงในช่วงนี้เช่นกัน ในสหรัฐอเมริกา FDA ดูแลขั้นตอนการแพร่กระจายและการเจริญเติบโต ในขณะที่ USDA-FSIS ดูแลการเก็บเกี่ยวและการแปรรูปต่อไป [14].
โปรโตคอลการสวมใส่และการทำงาน
การรักษามาตรฐานห้องสะอาดยังขึ้นอยู่กับโปรโตคอลของบุคลากรอย่างมาก ISO 14644-5:2025 กำหนดข้อกำหนดสำหรับการดำเนินงานในห้องสะอาด โดยเน้นที่การเคลื่อนย้ายของคนและวัสดุเพื่อรักษาความสมบูรณ์ของวัฒนธรรม[4].
การสวมใส่อย่างถูกต้องเป็นสิ่งสำคัญเพื่อป้องกันการปนเปื้อนจากแหล่งมนุษย์ เช่น เซลล์ผิวหนังหรือจุลินทรีย์วัสดุที่ใช้สำหรับการสวมใส่ต้องเข้ากันได้กับระดับ ISO ของโซนเฉพาะ ตามที่ระบุไว้ใน ISO 14644-18:2023[4]. ห้องล็อกอากาศและห้องสวมใส่ทำหน้าที่เป็นอุปสรรค เพื่อให้มั่นใจว่าไม่มีการนำพาสารปนเปื้อนระหว่างโซนที่มีระดับความสะอาดต่างกัน
การฝึกอบรมเป็นอีกองค์ประกอบที่สำคัญ ตามที่ระบุใน ISO 14698-1 Annex G, บุคลากรต้องไม่เพียงแค่เชี่ยวชาญเทคนิคการสวมใส่ แต่ยังต้องเข้าใจถึงความเสี่ยงที่เกี่ยวข้องกับการปนเปื้อนและเหตุผลเบื้องหลังโปรโตคอล[10]. ความรู้เหล่านี้ส่งเสริมความระมัดระวัง ลดข้อผิดพลาดในกระบวนการที่อาจเป็นอันตรายต่อชุดการผลิตทั้งหมด ซอฟต์แวร์ควบคุมกระบวนการชีวภาพขั้นสูงbioprocess control software ช่วยลดความเสี่ยงเหล่านี้โดยการทำให้พารามิเตอร์สิ่งแวดล้อมที่สำคัญเป็นอัตโนมัติ
| ISO Class | GMP Grade Equivalent | Typical Bioprocessing Stage | Air Changes per Hour |
|---|---|---|---|
| ISO 5 | Grade A/B | Seed Stage, Early Culturing | 240–360 |
| ISO 7 | Grade C | Bioreactor Operations | 30–60 |
| ISO 8 | Grade D | Harvesting, Post-Harvest Handling | 10–25 |
| ISO 9 | N/A | General Facility/Support Zones | Variable |
ห้องสะอาดเทียบกับระบบปิด: ต้นทุนและประสิทธิภาพ
เมื่อพิจารณาการจัดประเภท ISO สำหรับการผลิต ไม่ใช่แค่เรื่องการปฏิบัติตามข้อกำหนดด้านความปลอดภัยทางชีวภาพเท่านั้น
ประโยชน์ของระบบไบโอรีแอคเตอร์แบบปิด
ระบบไบโอรีแอคเตอร์แบบปิดเสนอทางเลือกที่คุ้มค่ากว่าห้องสะอาด ในขณะเดียวกันก็ปรับปรุงความปลอดภัยทางชีวภาพ ระบบเหล่านี้อนุญาตให้การเพาะเลี้ยงเซลล์เกิดขึ้นในภาชนะที่ปิดสนิท ลดความจำเป็นในการใช้สภาพแวดล้อมที่ได้รับการจัดอันดับ ISO [17] . วิธีการนี้ไม่เพียงแต่ลดต้นทุนการก่อสร้าง แต่ยังเพิ่มความปลอดภัยผ่านคุณสมบัติเช่นการฆ่าเชื้อด้วยไอน้ำและลดการเปิดภาชนะในระหว่างการสุ่มตัวอย่าง
Dean Joel Powell จาก The Good Food Institute Asia Pacific ได้ชี้ให้เห็นว่าห้องปลอดเชื้อที่มีการจัดประเภทอาจไม่จำเป็นสำหรับทุกขั้นตอนของการผลิตหากอุปกรณ์ได้รับการออกแบบให้เป็นระบบปิด ซึ่งมีความเกี่ยวข้องโดยเฉพาะสำหรับผู้ผลิตเนื้อสัตว์ที่เพาะเลี้ยงที่ต้องการรักษาต้นทุนให้ต่ำ ซึ่งแตกต่างอย่างมากกับโครงสร้างต้นทุนที่สูงกว่ามากซึ่งเป็นแบบทั่วไปของการผลิตชีวเภสัชภัณฑ์ [6].
โดยการพึ่งพาระบบปิด ผู้ผลิตสามารถบรรลุความสมดุลระหว่างความคุ้มค่าและความปลอดภัย ทำให้เป็นทางเลือกที่ใช้งานได้จริงสำหรับการขยายการผลิต
การสร้างสมดุลระหว่างต้นทุนและการปฏิบัติตามข้อกำหนด
การใช้วิธีการแบบผสมผสาน - การรวมระบบปิดกับการใช้ห้องปลอดเชื้อที่มีเป้าหมาย - สามารถช่วยเพิ่มประสิทธิภาพต้นทุนในขณะที่ยังคงปฏิบัติตามข้อกำหนด ตัวอย่างเช่น โรงงานอาจใช้ระบบปิดสำหรับขั้นตอนการประมวลผลทางชีวภาพส่วนใหญ่ โดยสงวนห้องปลอดเชื้อสำหรับขั้นตอนที่มีความเสี่ยงสูงเช่นการเพาะเลี้ยงเมล็ดพันธุ์วิธีการนี้อาจลดการพึ่งพาสภาพแวดล้อม ISO 5 ที่มีค่าใช้จ่ายสูง ซึ่งโดยทั่วไปต้องการการเปลี่ยนแปลงอากาศ 240–360 ครั้งต่อชั่วโมง [8][19].
บริษัทต่างๆ ได้ใช้วิธีการที่หลากหลายเพื่อสร้างสมดุลนี้ GOOD Meat Inc., ตัวอย่างเช่น ใช้ห้องสะอาดที่มีตัวกรอง HEPA และความดันอากาศต่างกัน โดยปฏิบัติตามมาตรฐานชีวเภสัชกรรมสำหรับกระบวนการทั้งหมดของพวกเขา [6]. ในทางกลับกัน Mosa Meat ได้เสนอว่าการเก็บเกี่ยวสามารถเกิดขึ้นในพื้นที่ ISO Class 8 ซึ่งเป็นการจัดประเภทที่เข้มงวดน้อยที่สุด ในขณะที่ UPSIDE Foods ได้เลือกใช้ "อุปกรณ์สะอาด" ในสภาพแวดล้อมที่ควบคุมอุณหภูมิสำหรับบางกระบวนการ [6].
ในที่สุด ผู้ผลิตต้องพิจารณาการแลกเปลี่ยนอย่างรอบคอบระบบปิดสามารถลดทั้งต้นทุนด้านทุนและการดำเนินงานได้อย่างมาก ในขณะเดียวกันก็อาจให้ผลลัพธ์ด้านความปลอดภัยทางชีวภาพที่ดีกว่า ซึ่งทำให้เป็นตัวเลือกที่น่าสนใจสำหรับหลายคนในอุตสาหกรรมเนื้อสัตว์เพาะเลี้ยง
บทสรุป
การจัดประเภทห้องสะอาด ISO มีบทบาทสำคัญในการจัดการการปนเปื้อนระหว่างการผลิตเนื้อสัตว์เพาะเลี้ยง สำหรับการดำเนินงานในระยะเริ่มต้น การรักษาสภาพแวดล้อม ISO Class 5 ด้วยการเปลี่ยนอากาศ 240–360 ครั้งต่อชั่วโมงมักจะจำเป็น ในขณะที่สภาพ ISO Class 8 มักจะเพียงพอสำหรับขั้นตอนการเก็บเกี่ยว [8]. แม้ว่าการบรรลุความปลอดภัยระดับเภสัชกรรม - การกำจัดเชื้อโรคทั้งหมด - จะเป็นไปได้ทางเทคนิค แต่ต้นทุนที่เกี่ยวข้องนั้นสูงมาก เพื่อให้เห็นภาพ การผลิตแอนติบอดีโมโนโคลนัลมีค่าใช้จ่ายต่อกิโลกรัมสูงกว่าเนื้อสัตว์เพาะเลี้ยงมากหากต้องการให้คงความสามารถในการแข่งขันทางการค้า [6]. ข้อจำกัดทางการเงินเหล่านี้เน้นย้ำถึงความสำคัญของกลยุทธ์การควบคุมการปนเปื้อนที่ปรับตัวได้
ผู้นำในอุตสาหกรรมได้แสดงให้เห็นแล้วว่าการออกแบบห้องปลอดเชื้อที่ปรับแต่งและวิธีการระบบปิดสามารถทำงานภายในกรอบการกำกับดูแลที่มีอยู่ได้อย่างไร[6]. ความสมดุลระหว่างมาตรฐานห้องปลอดเชื้อและระบบปิดนี้เน้นย้ำถึงความสำคัญของแนวทาง ISO ในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
กุญแจสู่ความสำเร็จอยู่ที่การดำเนินการเชิงกลยุทธ์ สิ่งอำนวยความสะดวกสามารถรวมระบบปิดสำหรับขั้นตอนการประมวลผลทางชีวภาพส่วนใหญ่เข้ากับการใช้ห้องปลอดเชื้อแบบเลือกสรรสำหรับขั้นตอนที่มีความเสี่ยงสูง วิธีการนี้ช่วยรักษาความปลอดภัยทางชีวภาพในขณะที่จัดการทั้งต้นทุนเงินทุนและการดำเนินงาน เมื่ออุตสาหกรรมก้าวไปสู่แนวทางปฏิบัติด้านการเพาะเลี้ยงเซลล์ที่ดีในระดับอาหาร (GCCP) กลยุทธ์ที่อิงตามความเสี่ยงดังกล่าวจะมีความสำคัญมากขึ้นเรื่อย ๆ สำหรับการปฏิบัติตามข้อกำหนดด้านกฎระเบียบและการรับรองความสามารถในการแข่งขันทางการค้า[6] . สำหรับคำแนะนำที่ละเอียดมากขึ้นเกี่ยวกับการเพิ่มประสิทธิภาพห้องปลอดเชื้อในการผลิตเนื้อสัตว์เพาะเลี้ยง โปรดเยี่ยมชม
คำถามที่พบบ่อย
ข้อดีของการใช้ห้องปลอดเชื้อ ISO Class 5 ในการผลิตเนื้อสัตว์เพาะเลี้ยงคืออะไร?
ห้องปลอดเชื้อ ISO Class 5 มอบสภาพแวดล้อมที่มีการควบคุมความเข้มข้นของอนุภาคอย่างเข้มงวด เพื่อให้มั่นใจถึงพื้นที่ที่สะอาดและควบคุมอย่างยิ่ง ระดับความแม่นยำนี้มีความสำคัญต่อการรักษาความปลอดเชื้อและลดความเสี่ยงของการปนเปื้อนในกระบวนการปลอดเชื้อที่สำคัญในการผลิตเนื้อสัตว์เพาะเลี้ยง
การปฏิบัติตามมาตรฐาน ISO Class 5 ช่วยให้สถานประกอบการรักษาความสมบูรณ์ของผลิตภัณฑ์ ปกป้องวัฒนธรรมเซลล์ที่ละเอียดอ่อน และปฏิบัติตามกฎระเบียบด้านความปลอดภัยทางชีวภาพและสุขอนามัยที่เข้มงวด ในการผลิตเนื้อสัตว์เพาะเลี้ยง แม้แต่การปนเปื้อนที่เล็กที่สุดก็สามารถขัดขวางกระบวนการทั้งหมดได้ ทำให้การควบคุมดังกล่าวเป็นสิ่งที่ขาดไม่ได้
ระบบไบโอรีแอคเตอร์แบบปิดช่วยลดต้นทุนการผลิตในโรงงานผลิตเนื้อสัตว์เพาะเลี้ยงได้อย่างไร?
ระบบไบโอรีแอคเตอร์แบบปิดมีบทบาทสำคัญในการลดต้นทุนการผลิตโดยการลดความเสี่ยงของการปนเปื้อนอย่างมาก ซึ่งหมายถึงการทำความสะอาดและการฆ่าเชื้อที่น้อยลง ซึ่งช่วยประหยัดทั้งเวลาและทรัพยากร
ระบบเหล่านี้ยังให้สภาพการเจริญเติบโตที่ควบคุมอย่างเข้มงวด ทำให้สามารถใช้ปัจจัยการผลิตเช่น สื่อการเจริญเติบโตและพลังงานได้อย่างมีประสิทธิภาพ โดยการเพิ่มประสิทธิภาพและจำกัดของเสีย ไบโอรีแอคเตอร์แบบปิดทำให้การผลิตเนื้อสัตว์เพาะเลี้ยงมีราคาที่สามารถเข้าถึงได้มากขึ้นและง่ายต่อการขยายขนาด
ทำไมอัตราการเปลี่ยนแปลงของอากาศจึงมีความสำคัญต่อการรักษามาตรฐานห้องสะอาดในการผลิตเนื้อสัตว์เพาะเลี้ยง?
อัตราการเปลี่ยนแปลงของอากาศมีบทบาทสำคัญในการรักษามาตรฐานห้องสะอาดในการผลิตเนื้อสัตว์เพาะเลี้ยง มันช่วยให้การควบคุมอนุภาคในอากาศและจุลินทรีย์มีประสิทธิภาพโดยการเปลี่ยนอากาศภายในห้องสะอาดบ่อยครั้ง
กระบวนการนี้ช่วยลดความเสี่ยงของการปนเปื้อนและช่วยรักษาระดับความสะอาดตามมาตรฐาน ISO ที่จำเป็น การหมุนเวียนอากาศอย่างสม่ำเสมอไม่เพียงแต่ปกป้องความปลอดภัยทางชีวภาพ แต่ยังปกป้องคุณภาพของผลิตภัณฑ์ โดยให้สภาพแวดล้อมที่เหมาะสมสำหรับการเพาะเลี้ยงเซลล์เนื้อสัตว์ในขณะที่ปฏิบัติตามข้อกำหนดที่เข้มงวดของอุตสาหกรรม









