

如果我在为培养肉选择静电纺丝系统,我会从一个事实开始:机器在细胞培养开始之前很久就设定了纤维对齐、缺陷率、无菌性和产量的限制。
对于生物工艺工程师和培养肉研发团队,决策通常归结为四个相关选择:
- 系统类型:单针、多针或无针
- 收集器设置:随机、对齐或分层支架输出
- 工艺窗口:电压、流速、针尖到收集器距离、湿度和温度
- 制造路线:溶液静电纺丝或熔融静电纺丝
文章的核心观点很简单。静电纺丝可以制造类似ECM的纤维支架,引导肌母细胞排列并支持质量传递,通常需要表面功能化来优化细胞附着,但合适的系统取决于您是否需要 精细纤维控制、更高产量、食品级溶剂处理或中试规模的可重复性 . 在实践中,您需要平衡形态控制与吞吐量和溶液灵活性与溶剂负担 .
如果我是筛选设备,我会先检查这些:
- 它能否始终如一地生产出目标纤维直径和排列?
- 收集器是否符合我所需的支架结构?
- 聚合物-溶剂或聚合物-熔体系统能否在食品加工限制内运行?
- 接触面是否可清洁并适合无菌操作?
- 湿度和温度能否在整个运行过程中保持控制?
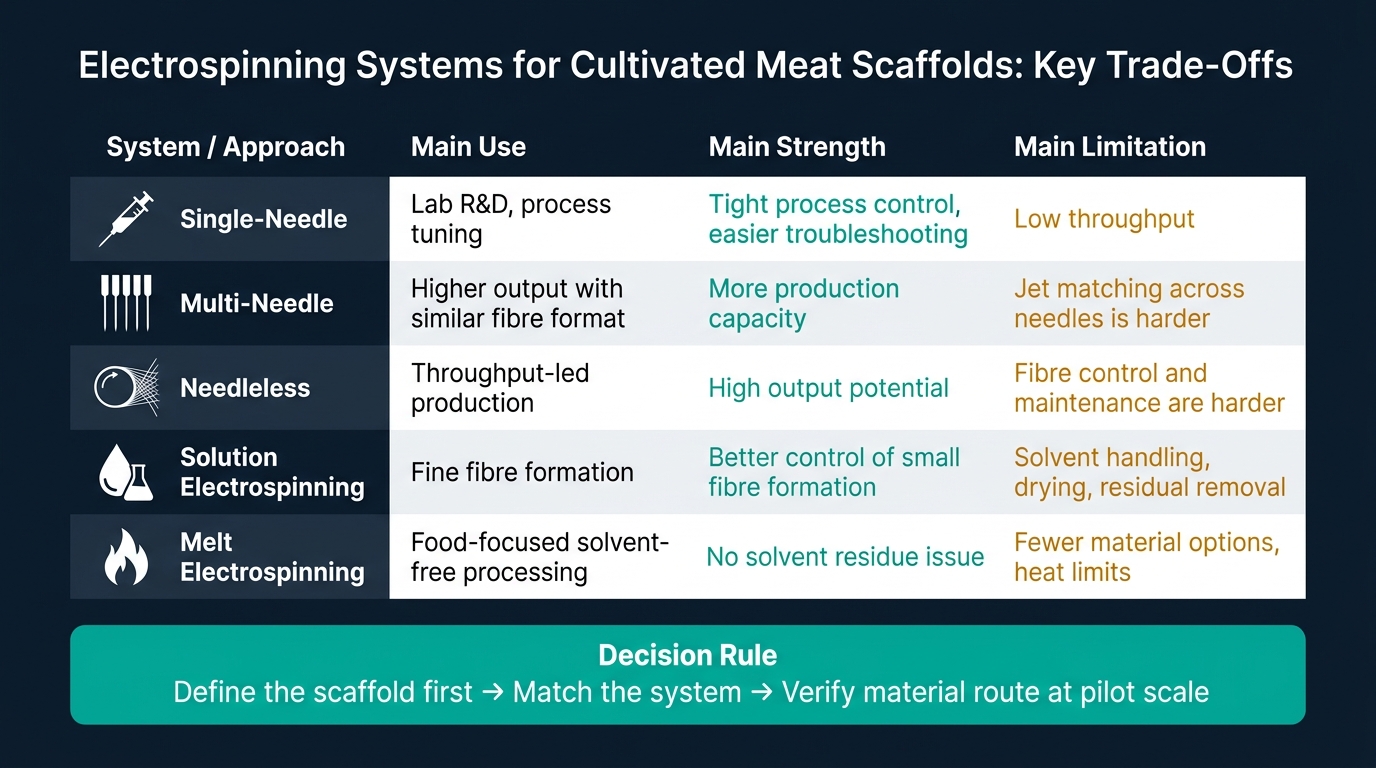
培养肉用静电纺丝系统:关键权衡一览
Dr.大卫·卡普兰:使用组织工程培育培养肉
sbb-itb-ffee270
快速比较
| 系统选择 | 主要用途 | 主要优势 | 主要限制 |
|---|---|---|---|
| 单针 | 实验室研发,工艺调整 | 严格的工艺控制,更容易排除故障 | 低吞吐量 |
| 多针 | 类似纤维格式的更高输出 | 更大的生产能力 | 跨针的喷射匹配更难 |
| 无针 | 以吞吐量为导向的生产 | 高输出潜力 | 纤维控制和维护更难 |
| 溶液静电纺丝 | 细纤维形成 | 更好地控制小纤维的形成 | 溶剂处理、干燥、残留去除 |
| 熔融静电纺丝 | 以食品为中心的无溶剂加工 | 无溶剂残留问题 | 材料选择较少,热限制 |
所以,我的结论是:首先定义支架和生物材料,然后匹配系统,再测试材料路线在试验规模下是否仍然有效。这种方法有助于有效应对扩大培养肉类生产的更广泛挑战。这种顺序避免了大量的时间浪费和不合适的设备决策。
静电纺丝系统架构和核心组件
支架的成败取决于系统架构。它设定了纤维控制、对齐和吞吐量的实际限制。. 无论格式如何,静电纺丝系统使用相同的核心链:高压电源、供料系统、喷头、收集器和外壳。. 变化的是该架构在多大程度上支持培养肉类所需的纤维控制、对齐和污染控制。如果设置不符合材料流变学或目标几何形状,支架性能可能在培养过程中不达标[1].
单针、多针和无针系统
单针系统非常适合研发工作,因为它们更容易调试和排除故障。权衡之下,产量较低。
多针系统通过同时运行多个喷丝头来提高产量。话虽如此,保持喷射行为在各针之间的一致性更难,因此需要更严格的过程控制。
无针系统用于以产量为主要目标的情况。但额外的产量伴随着更高的纤维控制要求和更困难的维护。
用于对齐和多层支架的收集器设计
收集器设计决定了纤维的取向和最终支架的结构。根据收集器的不同,可以生产 随机、对齐或分层纤维. 因此,收集器的选择应与目标组织结构和下游所需的培养性能相匹配。
对于培养肉生产,无菌操作对于食品安全和工艺可靠性至关重要[2]. 因此,外壳需要在整个运行过程中控制污染。
一旦架构确定,工艺参数决定最终的纤维形态。
工艺参数和支架性能目标
一旦系统架构到位,纤维质量取决于工艺控制。
主要变量是电压、流速、尖端到收集器的距离、湿度和温度. 每一个都以直接、可测量的方式改变纤维形态。较高的电压通常会减少纤维直径,但如果推得太远,珠状缺陷的可能性会增加。较低的流速往往会产生更细、更均匀的纤维,而较高的流速可能会导致溶剂蒸发时间过短,从而导致纤维变厚且不规则。较长的喷头到收集器距离为喷射提供了更多的干燥时间,这可以提高纤维的稳定性并减少表面缺陷。湿度和温度影响溶剂蒸发和聚合物固化,因此对纺丝环境的严格控制有助于提高运行的一致性并降低缺陷率。
这些设置并不是孤立起作用的。改变一个,其他的通常也需要随之调整。例如,增加电压可能会缩小纤维直径,但也可能需要改变流速或喷头到收集器的距离,以防止珠状物形成或纤维融合。收集器的几何形状为对齐提供了基础,但参数调整可以进一步优化对齐。在实践中,较低的流速和良好的电压设置通常能在收集器表面上提供更一致的纤维取向,从而改善支架的均匀性。
支架形态直接影响培养肉的性能。纤维直径和孔隙率控制营养物质和氧气通过支架的扩散,这对于较厚结构中的细胞存活至关重要。纤维对齐引导成肌细胞沿共享轴线的延伸和组织,这对于形成具有肌肉样结构的组织至关重要。因此,这不仅仅是一个加工细节。精确控制是将选定的静电纺丝设置转变为符合定义的培养性能目标的可食用支架的关键。
当单一材料纤维不足时,先进的静电纺丝模式可以在支架中构建复合结构和分层功能。
材料、食品级加工和规模化限制
一旦支架结构和工艺窗口确定,接下来的瓶颈很简单:你能否用适合培养肉生产的材料和溶剂制造支架? 纤维形态可能决定结构,但材料选择决定了该结构是否可以在食品兼容的工艺中以试点规模制造。 这种转变需要一个强大的生产规模规划师来管理成本和产能。
材料、食品级加工和规模化限制
在架构和工艺参数固定后,下一个限制是支架是否可以用适合培养肉生产的材料和溶剂制成。一旦纤维形态确定,材料选择决定了支架是否可以在食品兼容、可扩展的工艺中生产。
可食用聚合物选项和溶剂考虑
首先选择食品兼容聚合物,这些聚合物可以形成稳定的纤维并支持细胞附着。这听起来很简单,但实际上涉及许多工艺权衡。溶剂使用、溶剂去除、残留限值和热稳定性都必须保持在食品加工的限制范围内。
聚合物的选择也会影响机器本身。这不是与设备选择分开的决定。聚合物-溶剂系统可能意味着您需要溶剂回收、额外的干燥能力、加热输送管线或更严格的封闭控制。换句话说,材料不仅仅塑造支架,它还塑造整个生产设置。
食品应用中的溶液静电纺丝与熔体静电纺丝
溶液静电纺丝可以更好地控制细纤维的形成,但它伴随着溶剂处理、干燥和残留去除问题。一旦超出台式工作范围,这可能会增加很多流程负担。
熔融静电纺丝消除了溶剂问题,这对食品使用来说是一个重大优势。但有一个问题:材料选择变得更加有限,工艺温度可能成为一个严格的限制。如果聚合物的热窗口狭窄或热暴露影响下游使用,这一点就很重要。
从一开始,溶液和熔融静电纺丝的选择就应该与支架规格并列。这直接影响到设备布局和团队可以使用的材料选项。
从实验室设置到试点生产
试点规模的系统不仅仅是制造在显微镜下看起来不错的纤维。它需要稳定的喷射行为、可重复的纤维形态、可清洁的产品接触表面以及湿度、温度和吞吐量的在线监测。
在评估设备时,买家应检查:
- 所有接触表面的可清洁性
- 运行间的一致性
- 旋转过程中的环境控制
- 与食品级处理步骤的适配,包括干燥、收集和灭菌
这些不是可以以后再解决的细节。它们应该从一开始就驱动系统选择。
选择静电纺丝系统和关键采购决策
培养肉团队的采购标准
首先定义目标支架格式, 纤维结构, 和吞吐量. 这听起来很基础,但它可以节省以后大量的时间浪费。如果支架规格仍然模糊,供应商比较往往会变成猜测。
从那里,根据以下条件筛选系统:
- 喷丝板类型
- 收集器设计
- 环境控制
- 材料兼容性
材料兼容性需要适当检查,而不是快速假设。在实践中,这意味着确认聚合物-溶剂系统可以在食品兼容的限制内进行处理。如果它在实验室设置中有效,但依赖于不符合您的工艺限制的溶剂处理,那么这可能是错误的路线。
此外,当纤维直径和对齐需要保持一致时,指定温度和 湿度控制。在静电纺丝中,环境条件的微小变化可能会迅速使输出偏离目标。这种敏感性突显了 选择传感器能够实时监控这些变量的重要性。
使用 Cellbase 来支持采购和供应商发现
一旦脚手架规格确定,买家可以根据这些要求筛选供应商。
列表包括用例详细信息, ,这有助于采购团队筛选与脚手架兼容的材料和符合GMP标准的设备。这使得更容易缩小范围并更快地筛选出相关供应商。
结论:影响系统选择的关键权衡
静电纺丝使培养肉团队能够精确控制纤维形态和对齐 , 但系统选择仍然取决于支架格式, 材料兼容性, 溶剂策略 , 和环境控制.
从支架需求开始。然后匹配系统规格。然后验证供应商的适合性。
常见问题解答
哪种静电纺丝系统最适合试点规模?
对于试点规模的培养肉支架生产,最佳选择通常取决于吞吐量与组织工程所需的控制水平之间的权衡。
在大多数情况下,多针或无针静电纺丝系统是首选。他们可以在保持所需的细胞粘附 和细胞生长的支架结构的同时,提高纤维输出。.
我该如何在溶液静电纺丝和熔融静电纺丝之间做出选择?
这取决于您需要纺丝的材料和工艺的限制。 溶液静电纺丝使用溶剂中溶解的聚合物。这为您提供了更广泛的材料选择,并且通常会产生更薄、更细的纤维。权衡之下,您需要去除溶剂,并且放大生产可能更困难。
熔融静电纺丝使用热而不是溶剂。对于食品级生产,这可以简化处理并降低与溶剂相关的担忧。但它仅适用于具有正确热行为的聚合物。
为什么纤维对齐对培养肉支架如此重要?
纤维对齐很重要,因为它反映了动物肌肉组织的天然结构。这直接影响到质地和口感,而这两者是培养肉中最难做到的。
在静电纺丝支架中,对齐的纤维为肌肉细胞提供了明确的物理信号。细胞更有可能分化并组织成肌肉状纤维,而不是形成随机聚集。如果目标是结构化组织,这种转变很重要。它使过程更接近于生产复杂的切块,而不仅仅停留在适合于绞肉产品的形式。









