

ISO 洁净室分类对于在培养肉生产过程中保持空气清洁度至关重要,确保产品安全并最大限度地减少污染风险. 以下是这些标准的快速概述:
- ISO 14644-1:2015 根据空气中颗粒物的限制(0.1–5 µm)定义洁净室等级,从 ISO 1 级(最洁净)到 ISO 9 级(最宽松)。
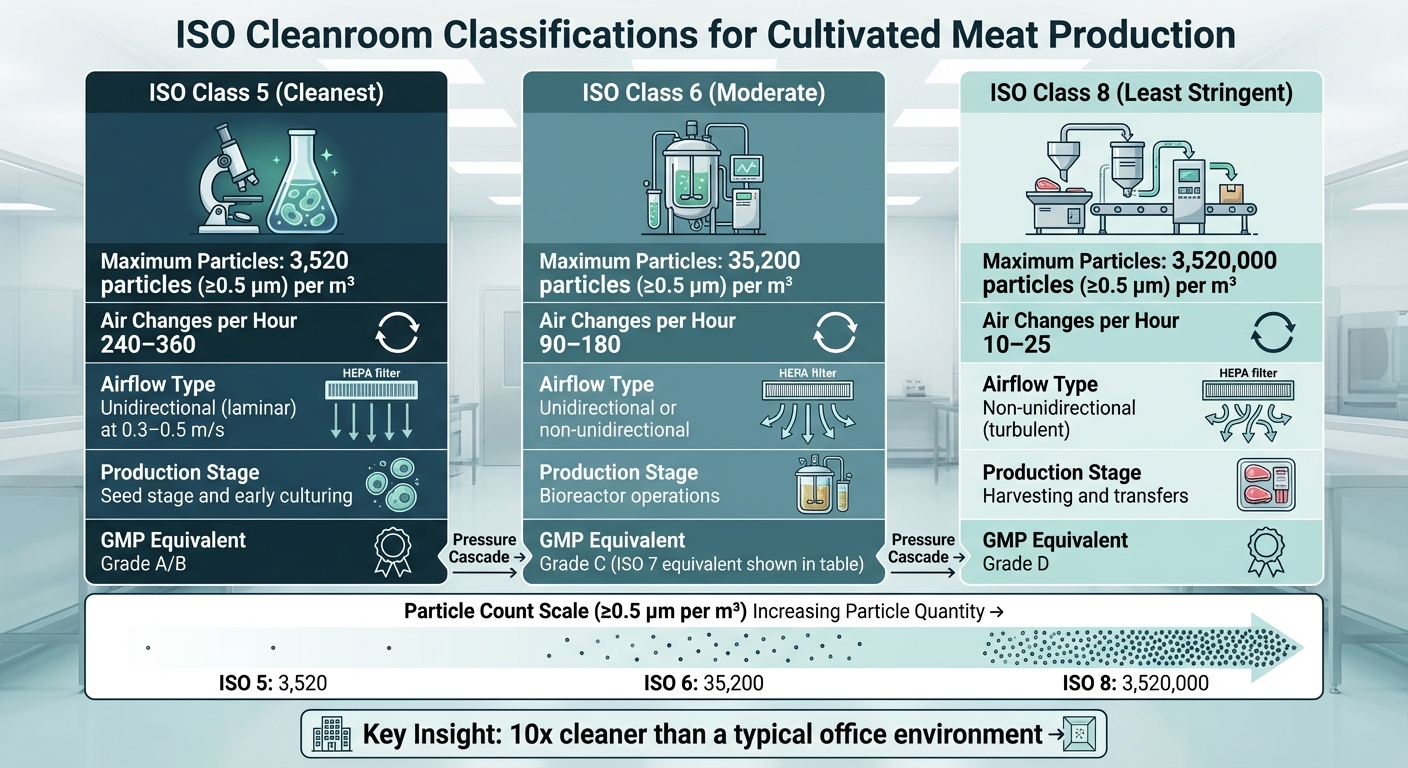
- 培养肉生产通常需要:
- ISO 5 级: 用于种子阶段和早期培养,每立方米允许最多 3,520 个颗粒(≥0.5 µm)。
- ISO 6 级: 用于生物反应器操作,允许最多 35,200 个颗粒(≥0.5 µm)。
- ISO 8 级: 用于收获和转移,限制为 3,520,000 个颗粒(≥0.5 µm)。
- HEPA 过滤器、气流控制和压力梯度 维持清洁度。更高的换气率( e.g. , 240–360 每小时用于 ISO 5 级)用于更严格的环境。
- 洁净室对于培养肉类至关重要,因为污染会破坏批次,导致财务损失和安全问题。
洁净室使用与封闭式生物反应器系统之间的平衡可以降低成本,同时满足安全标准。例如,封闭系统可最大限度地减少对昂贵的 ISO 5 环境的依赖,使生产更具成本效益。
关键要点: 洁净室分类和适当的环境控制对于安全、高效的培养肉类生产至关重要,尤其是在细胞播种等高风险阶段。
培养肉的ISO洁净室等级
培养肉生产阶段的ISO洁净室分类
培养肉生产依赖于三个主要的ISO洁净室分类 - 5级、6级和8级。每个等级都旨在解决不同生产阶段的特定污染风险,影响产品安全和运营成本。
为了保持这些标准,设施通常使用分层房间设计,创建压力梯度以防止污染空气进入关键区域[9]. Heiko Baumgartner博士强调,“5级到7级主要用于食品生产”[9], 强调了它们在培养肉制造中的重要性。以下是每个ISO等级在培养肉规模化过程. 中的应用细分。
ISO 5级:种子阶段和早期培养
ISO 5级代表了培养肉生产中最洁净的环境,每立方米允许不超过3,520个颗粒(≥0.5 µm) [5][7]. 在种子阶段,即使是最小的污染也可能危及整个批次。
为了达到这种洁净度,设施使用单向(层流)气流,速度为0.3–0.5 m/s,结合每小时240–360次换气 [8][3][5]. 这些条件符合欧盟GMP A/B级标准(静止时)[5]. 高换气率确保了颗粒的持续清除,在细胞播种和处理等关键操作期间保持无菌。
ISO 6级:生物反应器操作
ISO 6级洁净室比5级要求稍低,允许每立方米最多有35,200个颗粒(≥0.5 µm). 这些区域每小时进行90–180次换气, 在严格控制和实用性之间取得平衡[5][7][8][3]. 可以采用单向和非单向气流方法[8][3].
GOOD Meat Inc.在其FDA咨询文件中强调,他们的细胞扩增过程是在配备HEPA过滤器和差压系统的洁净室中进行的,符合生物制药标准[6]. 这表明ISO 6级环境如何在保持清洁的同时支持大规模细胞生长。
ISO 8级:收获和转移
ISO 8级是培养肉生产中使用的限制最少的分类,允许每立方米最多3,520,000个颗粒(≥0.5 µm) [5] [7]. 尽管这一阈值较高,但仍显著比典型的办公环境更清洁[7]. 这些区域用于下游工艺,如收获、配方和收获后处理。
2021年11月,Mosa Meat指出,“肉类收获过程……可能会在[国际标准化组织]ISO 8级区域” [6]. 这些区域只需每小时10-25次换气,并依赖于非单向(湍流)气流[8] . 虽然更具成本效益,但它们在最终产品处理过程中仍能提供足够的环境污染物防护。
| ISO 分类 | 最大颗粒数 (≥0.5 µm/m³) | 每小时换气次数 | 典型的培养肉阶段 |
|---|---|---|---|
| ISO 5级 | 3,520 | 240–360 | 种子阶段和早期培养 |
| ISO 6级 | 35,200 | 90–180 | 生物反应器操作 |
| ISO 8级 | 3,520,000 | 10–25 | 收获和转移 |
sbb-itb-ffee270
空气过滤和环境控制要求
ISO 洁净室标准要求精确的空气过滤、受控的气流和稳定的环境条件,以在培养肉生产过程中将颗粒水平维持在可接受的范围内。这些系统经过精心整合到设施的整体设计中,以满足严格的ISO分类标准。
空气质量用HEPA过滤器
HEPA(高效微粒空气)过滤器 旨在捕捉小至0.3微米的颗粒 [3] . 在ISO 5级环境中 - 通常用于种子阶段操作 - HEPA过滤器通常覆盖整个天花板,实现单向(层流)气流。此气流以0.3 m/s到0.5 m/s的速度向下移动,有效地通过地面排气口清除颗粒 [3].
在要求较低的区域,如ISO 7级和8级空间,通常使用非单向(湍流)气流系统。这些区域依赖于更高的换气率来去除颗粒。例如,ISO 5级房间需要每小时240-360次换气,而ISO 8级房间只需每小时10-25次换气 [3].
换气次数、压力梯度和监控
换气率并非一刀切。暖通空调专家根据房间大小、设备产生的热量和在场人员数量等因素来计算,而不是应用通用标准 [3]. 压力梯度是另一个关键措施,确保更洁净的区域保持较高的气压,将空气推向较不洁净的区域,降低污染风险。气闸和更衣室作为不同ISO分类区域之间的物理屏障 [3].
为了保持压力完整性,必须仔细管理相邻ISO等级之间的过渡 [3]. 实时监测, 如ISO 14644-2:2015所述,使用光散射空气颗粒计数器(LSAPC)确保颗粒浓度保持在规定限度内[1]. 此外,ISO 14644-1:2015统计模型提供95%的置信水平,至少90%的洁净室区域符合等级限制[2].
温度和湿度控制
气流管理与保持稳定的温度和湿度水平密切相关,这对颗粒行为和过滤性能有显著影响。虽然ISO 14644-1没有规定具体的温度或湿度设置,但这些因素对于优化过滤效率至关重要[2]. 暖通空调系统必须考虑生物反应器和人员产生的热量,以确保条件的一致性[3].
在进行颗粒计数测试之前,应稳定温度和湿度,以防止对ISO分类结果的干扰[2]. 这些环境控制需要在设施的设计和施工阶段纳入,如ISO 14644-4中所规定,并进行量身定制的调整以满足培养肉生产的独特需求[4].
ISO标准在培养肉生物加工中的应用
ISO洁净室分类在培养肉生产中起着至关重要的作用,与每个阶段的需求保持一致,以维持清洁、防止污染并确保安全。这些标准为整个过程中的严格环境控制提供了框架。
增殖和生长阶段
在细胞快速增殖的增殖阶段,保持无菌环境至关重要。ISO Class 5 洁净室,相当于制药生产中的 GMP Grade A/B,通常用于种子阶段操作和早期细胞培养 [11] [13].
遵守这些标准至关重要。Dean Joel Powell 强调,在无菌条件下生产的培养肉类符合制药标准,显著降低了来自 沙门氏菌, 弯曲杆菌, 和致病性 大肠杆菌[6].
等病原体的风险。尽管采取了这些措施,污染仍然是一个挑战。行业报告显示,平均污染失败率为 11.2%, ,而大规模操作的失败率上升到 19.5%。相比之下,熟悉 ISO 协议的生物制药设施报告的失败率仅为 3.2% 污染故障 在 2022 年 [6] .
为了平衡无菌性和成本效益,许多设施采用 "房中房" 设计. 这种方法将 ISO 5 核心置于较低洁净度的区域(ISO 6 或 7)内,利用压力梯度将气流从较洁净的区域引导至较不关键的区域,最大限度地减少交叉污染[9]. 为了提供额外的保护,设施可能会使用分隔设备,如洁净空气罩或隔离器,正如 ISO 14644-7 中所规定的[4][12].
一旦增殖阶段确保细胞完整性,过程将过渡到收获阶段,此时 ISO 8 级环境接管。
收获和收获后处理
收获阶段,即细胞成熟后被收集的阶段,在ISO 8级洁净室中进行,相当于GMP D级[13] . 在这个阶段,细胞比早期生长阶段更稳定,更不易受到污染。ISO 8环境所需的换气次数较少 - 每小时10–25次 - 相比之下,ISO 5空间需要每小时240–360次[8] .
这些洁净室将空气中的颗粒物减少了十倍,与标准办公室环境相比,保持少于3,520,000个颗粒(≥0.5 µm)[15]. 这种受控环境确保了在转移和初步加工期间的产品质量。
ISO 14698-1 提供了生物污染控制的指南,包括 监测系统 以检测可能影响产品安全的细菌和孢子[10]. 在此阶段,监管监督也会发生变化。在美国,FDA 监督增殖和生长阶段,而 USDA-FSIS 负责收获和后续加工 [14].
穿戴和工作流程协议
保持洁净室标准也在很大程度上依赖于人员协议。ISO 14644-5:2025 规定了洁净室操作的要求,重点是人员和物料的流动以保持培养的完整性[4].
正确的穿戴对于防止来自人类来源的污染(如皮肤细胞或微生物)至关重要。用于穿戴的材料必须与特定区域的ISO等级兼容,如ISO 14644-18:2023[4]. 所述。气闸和穿戴室充当屏障,确保污染物不会在不同洁净度水平的区域之间传播。
培训是另一个关键组成部分。根据ISO 14698-1 附录G, ,人员不仅要掌握穿戴技术,还要了解与污染相关的风险以及协议背后的原因[10]. 。这种知识培养了警觉性,减少了可能危及整个生产批次的程序错误。先进的生物过程控制软件通过自动化关键环境参数进一步降低了这些风险。
| ISO 类别 | GMP 等级等效 | 典型生物加工阶段 | 每小时换气次数 |
|---|---|---|---|
| ISO 5 | 等级 A/B | 种子阶段,早期培养 | 240–360 |
| ISO 7 | 等级 C | 生物反应器操作 | 30–60 |
| ISO 8 | 等级 D | 收获,收获后处理 | 10–25 |
| ISO 9 | N/A | 一般设施/支持区域 | 可变 |
洁净室与封闭系统:成本与效率
在决定生产的 ISO 分类时,不仅仅是满足生物安全要求。您所做的选择也伴随着重大的成本和效率影响,这些影响可能会影响商业成功。
洁净室建设和维护成本
建设符合ISO标准的洁净室是一项不小的投资。成本因所需的分类级别和技术规格而异 [16]. 为了更好地理解这一点,建设一个洁净室的成本可能是设置一个未分类的封闭处理空间的 十倍 [17].
“建设一个洁净室的成本可能是建设一个未分类房间的十倍。” – Sebastian Bohn,子市场领导者,替代蛋白质,CRB [17]
这些成本的最大贡献者之一是HVAC系统,其可能占总费用的 25%–50%. 例如,ISO 6 洁净室需要调节的空气量是 ISO 8 环境所需的两倍以上 [18]. 而且这还不是全部——监控系统和像联锁装置或定制地板这样的特殊功能等费用通常未包含在初始报价中 [18].
封闭式生物反应器系统的优势
封闭式生物反应器系统提供了一种比洁净室更具成本效益的替代方案,同时也提高了生物安全性。这些系统允许细胞培养在密封容器中进行,减少了对 ISO 评级环境的需求 [17]. 这种方法不仅降低了建设成本,还通过蒸汽灭菌和在取样过程中减少容器开口等功能提高了安全性。
来自Good Food Institute亚太地区的院长Joel Powell指出,如果设备设计为封闭系统,则可能不需要在生产的每个步骤中使用洁净室。这对于希望降低成本的培养肉生产商尤其重要,这与生物制药生产通常更高的成本结构形成鲜明对比。[6].
通过依赖封闭系统,生产商可以在经济性和安全性之间取得平衡,使其成为扩大生产的实用选择。
平衡成本与合规性
采用混合方法——结合封闭系统和有针对性的洁净室使用——可以帮助优化成本,同时遵守法规。例如,设施可以在大多数生物加工步骤中使用封闭系统,将洁净室保留用于种子培养等高风险阶段。这种方法可以减少对昂贵的ISO 5环境的依赖,这些环境通常需要每小时240–360次换气 [8][19] .
不同公司对此平衡采取了不同的方法。GOOD Meat Inc., 例如,使用配备HEPA过滤器和差压的洁净室,按照生物制药标准进行整个过程[6]. 另一方面,Mosa Meat建议在ISO 8级区域进行收获,这是最宽松的分类,而UPSIDE Foods则选择在温控条件下使用“清洁设备”进行某些操作[6] .
最终,生产商必须仔细权衡这些权衡。封闭系统可以大幅降低资本和运营成本,同时可能提供更好的生物安全结果。这使得它们成为许多培养肉行业的一个有吸引力的选择。
结论
ISO洁净室分类在管理培养肉生产过程中的污染方面起着关键作用。对于种子阶段的操作,通常需要维持ISO 5级环境,每小时240-360次换气,而ISO 8级条件通常足以满足收获阶段的需求[8]. 虽然实现药品级无菌——完全去除病原体——在技术上是可能的,但相关成本非常高。作为参考,生产单克隆抗体的成本远高于培养肉每公斤的成本,如果要保持商业可行性的话[6]. 这些财务限制突显了适应性污染控制策略的重要性。
行业领导者已经展示了如何在现有监管框架内运作定制的洁净室设计和封闭系统方法 [6]. 这种在洁净室标准和封闭系统之间的平衡强调了ISO指南在培养肉生产中的重要性。
成功的关键在于战略实施。设施可以将封闭系统用于大多数生物加工步骤,并在高风险阶段选择性地使用洁净室。这种方法有助于在管理资本和运营成本的同时保持生物安全性。随着行业向食品级良好细胞培养实践(GCCP)迈进,这种基于风险的策略将对满足监管要求和确保商业可行性变得越来越重要 [6]. 有关培养肉生产中洁净室优化的更详细指导,请访问
常见问题
在培养肉生产中使用ISO 5级洁净室的优势是什么?
ISO 5级洁净室提供了一个颗粒浓度严格受控的环境,确保极其清洁和受控的空间。这种精确度对于在培养肉生产中的关键无菌过程中保持无菌和减少污染风险至关重要。
遵循ISO 5级标准有助于设施维护产品完整性,保护脆弱的细胞培养物,并符合严格的生物安全和卫生法规。在培养肉生产中,即使是最小的污染也可能破坏整个过程,因此这种控制是不可或缺的。
封闭式生物反应器系统如何降低培养肉设施的生产成本?
封闭式生物反应器系统通过大幅降低污染风险,在降低生产成本方面发挥了关键作用。这意味着清洁和消毒的频率减少,从而节省了时间和资源。
这些系统还提供严格控制的生长条件,使得生长培养基和能源等投入的使用更加高效。通过提高效率和减少浪费,封闭式生物反应器使培养肉的生产更加经济实惠且易于扩展。
为什么空气更换率对于维持培养肉生产的洁净室标准至关重要?
空气更换率在维持培养肉生产的洁净室标准中起着关键作用。它通过频繁更换洁净室内的空气,确保对空气中的颗粒物和微生物进行有效控制。
此过程降低了污染风险,并有助于维持必要的ISO清洁度等级。持续的空气循环不仅保障了生物安全,还保护了产品质量,为培养肉细胞提供了理想条件,同时满足严格的行业要求。









