

หากคุณดำเนินการเครื่องปฏิกรณ์ชีวภาพเซลล์สัตว์เลี้ยงลูกด้วยนมเป็นเวลาสูงสุด 28 วัน, การออกแบบสัญญาณเตือนที่อ่อนแออาจทำให้คุณสูญเสียชุดการผลิต ในกรณีนี้ ฉันจะสรุปบทความให้เหลือเพียงจุดเดียว: การเชื่อมโยงสัญญาณเตือนกับเฟสของชุดการผลิต สถานะ CIP/SIP และมุมมองข้อมูลเดียวทำให้ไซต์มีการควบคุมที่เข้มงวดขึ้นของ pH, DO, อุณหภูมิ, และความดัน, ลดการตรวจสอบด้วยตนเอง และลดเวลาการตรวจสอบ QA ผ่าน release-by-exception.
สำหรับ วิศวกรกระบวนการชีวภาพ นักวิทยาศาสตร์เพาะเลี้ยงเซลล์ และทีมวิจัยและพัฒนาการผลิตเนื้อสัตว์เพาะเลี้ยง, ข้อความนั้นง่ายมาก สัญญาณเตือนเฉพาะจุดเพียงอย่างเดียวไม่เพียงพอ ไซต์มีการตั้งค่าผู้ขายผสม ข้อมูลแยกส่วน และไม่มีมุมมองประวัติกลาง หลังจากที่มีการเพิ่มชั้นข้อมูลที่เชื่อมโยง 100+ แท็ก PLC/HMI, ผู้ปฏิบัติงานสามารถตรวจสอบแนวโน้มสด ตอบสนองด้วยบริบทที่มากขึ้น และรักษาร่องรอยการตรวจสอบที่สะอาดขึ้นโดยไม่ต้องเปลี่ยนอุปกรณ์ที่ผ่านการตรวจสอบแล้ว
สิ่งที่เปลี่ยนแปลงมากที่สุด:
- ตรรกะการเตือนภัยย้ายจากจุดคงที่ไปยังกฎที่อิงตามบริบท
- สถานะ Batch phase และ CIP/SIP ถูกบันทึกพร้อมกับแต่ละเหตุการณ์
- การดำเนินการเต็ม 28 วันตั้งค่ามาตรฐานก่อนการใช้งานจริง
- การตรวจสอบแนวโน้มระยะไกลลดความจำเป็นในการตรวจสอบในสถานที่
- QA ใช้เวลาน้อยลงในการตรวจสอบบันทึกด้วยตนเอง
- ชั้นข้อมูลเดียวกันนี้รองรับการทำงานของเซ็นเซอร์ซอฟต์ในภายหลัง
ข้อคิดที่สองมีความสำคัญเช่นกัน: การเตือนภัยตามเกณฑ์และการตรวจจับแบบหลายตัวแปรทำงานต่างกัน เกณฑ์เป็นชั้นแรกสำหรับขีดจำกัดที่สำคัญต่อความมีชีวิต วิธีการหลายตัวแปรจะมาในภายหลัง เมื่อคุณมีประวัติการผลิตที่สะอาดและมีการดำเนินการเพียงพอที่จะสนับสนุนการสร้างโมเดล
| พื้นที่ | ก่อน | หลังจาก |
|---|---|---|
| การมองเห็นข้อมูล | แยกตามการควบคุม | ชั้นการตรวจสอบเดียว |
| ความหมายของการเตือน | การเตือนจุดที่แยกออกมา | บริบทที่ผูกกับสถานะของกระบวนการ |
| การตอบสนองของผู้ปฏิบัติงาน | ช้าลงและไม่ชัดเจน | การตรวจสอบเหตุการณ์ที่ตรงไปตรงมามากขึ้น |
| การตรวจสอบ QA | ด้วยมือและใช้เวลามาก | ปล่อยโดยข้อยกเว้น |
| ผลกระทบของการตรวจสอบความถูกต้อง | การเปลี่ยนแปลงในโรงงานจะเพิ่มงาน | ชั้นที่เพิ่มเข้ามาหลีกเลี่ยงสิ่งนั้น |
ถ้าฉันจะเรียนรู้บทเรียนจากกรณีนี้ มันจะเป็นดังนี้: จัดลำดับความสำคัญของการเตือนตั้งแต่เนิ่นๆ แยกแท็กที่สำคัญต่อความมีชีวิตออกจากเสียงรบกวน และนำ QA เข้ามาในปรัชญาการเตือนตั้งแต่วันแรก.
การตั้งค่าพื้นฐานของสถานที่และปัญหาการเตือนก่อนการอัปเกรด
การกำหนดค่าชีวปฏิกรณ์, เซ็นเซอร์ และสถาปัตยกรรมการควบคุม
ความเสี่ยงเหล่านั้นเปิดเผยปัญหาที่สอง: ชั้นควบคุมของโรงงานไม่สามารถแสดงทุกอย่างในที่เดียวได้โรงงานนำร่องกำลังใช้งานระบบอัตโนมัติจากผู้ขายหลายราย โครงสร้างการควบคุมใช้ Siemens PLC และซอฟต์แวร์ HMI ที่เป็นกรรมสิทธิ์ ในขณะที่ชุดเซ็นเซอร์ครอบคลุมอุณหภูมิ, pH, ออกซิเจนละลาย (DO), ความดัน และอัตราการไหลของก๊าซ เป็นส่วนหนึ่งของการอัปเกรด ทีมงานได้ทำการแมปแท็ก PLC และ HMI กว่า 100 รายการเพื่อสร้างมุมมองแบบเรียลไทม์เดียว [1].
ปัญหาที่สังเกตเห็น: การตอบสนองล่าช้าและการจัดลำดับความสำคัญที่อ่อนแอ
ปัญหาหลักไม่ใช่สินทรัพย์ที่ล้มเหลวเพียงอย่างเดียว มันคือการมองเห็นที่ไม่ดี การเติบโตของแบทช์ได้ก้าวไปข้างหน้าสิ่งที่ ชั้นควบคุมจากผู้ขายหลายราย สามารถแสดงได้อย่างชัดเจน [1] .
ข้อมูลถูกแยกเก็บในไซโลที่ต่างกัน ซึ่งหมายความว่าไม่มีมุมมองแบบแบทช์เดียว และเนื่องจากไม่มีระบบบันทึกข้อมูลกลาง วิศวกรจึงขาดแดชบอร์ดสดและข้อมูลแนวโน้มแบทช์ ทำให้การตรวจสอบการเบี่ยงเบนช้าลงและการตัดสินใจปล่อยแบทช์ล่าช้า QA ยังต้องพึ่งพาการตรวจสอบด้วยตนเอง ซึ่งทำให้การตัดสินใจช้าลงและเพิ่มเวลาการถือครองสินค้าคงคลัง [1].
ช่องว่างในการมองเห็นเหล่านี้นำไปสู่การออกแบบใหม่ของระบบเตือนภัยในขั้นตอนถัดไป.
sbb-itb-ffee270
การออกแบบและการดำเนินการระบบเตือนภัยใหม่
ปรัชญาการเตือนภัยสำหรับสัญญาณ pH, ออกซิเจนละลาย, อุณหภูมิ, ความดัน และการปนเปื้อน
ทีมได้สร้างกรอบการเตือนภัยใหม่เพื่อแก้ไขปัญหาทั่วไปสองประการในพื้นที่โรงงาน: การมองเห็นที่กระจัดกระจายและการตอบสนองที่ช้า แทนที่จะพึ่งพาการเตือนภัยแบบจุดง่าย ๆ ที่แยกกัน พวกเขาได้ย้ายไปใช้ ตรรกะการเตือนภัยตามบริบท. pH, ออกซิเจนละลาย (DO), อุณหภูมิ, ความดัน และการไหลของก๊าซถูกตั้งค่าเป็นข้อมูลเตือนหลัก ในขณะที่สถานะของเฟสแบทช์และ CIP/SIP ถูกบันทึกพร้อมกับการเตือนแต่ละครั้ง [1].
สิ่งนี้มีความสำคัญในทางปฏิบัติ การเตือน DO ต่ำในระหว่างการเปลี่ยนแปลงการเติมอากาศไม่ได้หมายถึงสิ่งเดียวกันกับการเตือน DO ต่ำในระหว่างเฟสแบทช์อื่นๆ โดยการผูกสัญญาณกระบวนการกับบริบทการดำเนินงาน ระบบเตือนให้ผู้ปฏิบัติงานมีการอ่านที่ชัดเจนขึ้นเกี่ยวกับสิ่งที่เกิดขึ้นและเมื่อใดที่ต้องดำเนินการ [1]. ปรัชญาการเตือนนี้จึงกำหนดรูปแบบการทำงานของการบูรณาการที่ตามมา
การบูรณาการระบบ, เซ็นเซอร์ซอฟต์ และเวิร์กโฟลว์ของผู้ปฏิบัติงาน
การเปิดตัวมุ่งเน้นไปที่การดึงข้อมูลการควบคุมที่มีอยู่เข้าสู่ชั้นการตรวจสอบเดียว ในการทำเช่นนั้น ทีมงานได้เพิ่ม ชั้นข้อมูลเสริม ที่ทำแผนที่แท็ก PLC และ HMI กว่า 100 แท็ก โดยไม่ต้องตรวจสอบอุปกรณ์ใหม่ [1]. ตัวเลือกนั้นทำให้การดำเนินการเบาในขณะที่ยังคงดึงสัญญาณที่จำเป็นสำหรับการตรวจสอบสัญญาณเตือนและการวิเคราะห์แบทช์
การดำเนินการเต็ม 28 วันถูกใช้เพื่อกำหนดพื้นฐานสำหรับการตรวจสอบ [1]. จากนั้นผู้ปฏิบัติงานได้รับการฝึกอบรม และระบบเริ่มใช้งานจริงภายในหนึ่งสัปดาห์ [1]. ผู้ใช้ที่ได้รับอนุญาตสามารถเข้าถึงแนวโน้มสดและรายงานแบทช์จากระยะไกล [1], ซึ่งทำให้ง่ายต่อการตรวจสอบเหตุการณ์โดยไม่ต้องรอการดึงข้อมูลด้วยตนเองหรือการเข้าถึง HMI ในท้องถิ่น
ชั้นข้อมูลเดียวกันนี้ยังตั้งค่าระบบสำหรับการใช้เซ็นเซอร์แบบซอฟต์ในอนาคต [1]. กล่าวอีกนัยหนึ่ง มันทำมากกว่าการสนับสนุนการจัดการสัญญาณเตือน; มันสร้างเส้นทางสำหรับการมองเห็นกระบวนการที่ใช้โมเดลในภายหลัง ซึ่งทำให้ทีมมีพื้นฐานที่มั่นคงสำหรับการวัดผลกระทบของกรอบการทำงานสัญญาณเตือนใหม่ [1].
ผลลัพธ์: ผลกระทบที่วัดได้หลังการปรับใช้
ตัวชี้วัดประสิทธิภาพก่อนและหลัง
หลังการปรับใช้ ค่า pH, ออกซิเจนละลาย, อุณหภูมิ และความดันอยู่ในขอบเขตที่เข้มงวดขึ้นตลอดการผลิต 28 วันเต็ม [1]. การแทรกแซงด้วยตนเองลดลง และวิศวกรที่ได้รับอนุญาตสามารถใช้ VPN เพื่อทบทวนแนวโน้มสดและข้อมูลแบทช์นอกสถานที่ [1].
การเปลี่ยนแปลงหลักหลังการปรับใช้คือ:
| เมตริก | ก่อนการอัปเกรด | หลังการอัปเกรด | ความคิดเห็นการดำเนินงาน |
|---|---|---|---|
| การควบคุมพารามิเตอร์ที่สำคัญ | การมองเห็นที่จำกัดในแต่ละการควบคุม | การควบคุมที่เข้มงวดขึ้นของ pH, ออกซิเจนละลาย, อุณหภูมิ และความดัน | การมองเห็นที่ดีขึ้นในรอบการผลิต |
| การแทรกแซงด้วยตนเอง | การตรวจสอบด้วยตนเองระหว่างการทำงาน | การแทรกแซงที่ต้องการน้อยลง | การตรวจสอบระยะไกลลดความจำเป็นในการอยู่ในสถานที่[1] |
| เวลาตรวจสอบ QA | การตรวจสอบด้วยตนเองที่ยาวนาน | ลดลงผ่านการปล่อยโดยข้อยกเว้น | QA มุ่งเน้นไปที่ชุดที่มีการเบี่ยงเบนที่ยืนยันแล้ว [1] |
ผลกระทบต่อภาระงานของผู้ปฏิบัติงาน, บันทึกคุณภาพ และความพร้อมในการตรวจสอบ
โปรโตคอลการปล่อยโดยข้อยกเว้นมีประโยชน์อย่างยิ่งสำหรับทีม QA.แทนที่จะตรวจสอบทุกจุดข้อมูลจากการทำงาน 28 วัน วิศวกรเพียงแค่ต้องดูที่ชุดข้อมูลที่พารามิเตอร์เคลื่อนออกนอกขอบเขตที่กำหนดไว้ล่วงหน้า [1]. ซึ่งเปลี่ยนความพยายามจากการตรวจสอบตามปกติไปสู่การเบี่ยงเบนที่แท้จริง.
การเก็บข้อมูลอัตโนมัติแทนที่การบันทึกด้วยมือสำหรับบันทึกชุดข้อมูลที่ครอบคลุมพารามิเตอร์สำคัญ เช่น ค่า pH อุณหภูมิ และออกซิเจนละลาย [1]. ในทางปฏิบัติ หมายถึงการบันทึกด้วยมือที่น้อยลงและเส้นทางข้อมูลที่สะอาดขึ้น.
วิธีการเสริมยังคงรักษาสถานะการตรวจสอบอุปกรณ์ไว้ สถานที่ไม่จำเป็นต้องออกแบบเครือข่ายโรงงานใหม่หรือปรับเปลี่ยน ระบบการผลิตเชิงพาณิชย์ที่มีอยู่แล้ว [1].
ผลประโยชน์เหล่านี้มาจากบริบทการเตือนที่เข้มงวดขึ้น การตรวจสอบการเบี่ยงเบนที่รวดเร็วขึ้น และบันทึกชุดข้อมูลที่สะอาดขึ้น.
บทเรียนสำคัญและข้อสรุป
การเตือนภัยตามเกณฑ์เทียบกับการตรวจจับแบบหลายตัวแปรในเครื่องปฏิกรณ์ชีวภาพเนื้อสัตว์เพาะเลี้ยง
สิ่งที่กรณีนี้แนะนำสำหรับการขยายขนาดและการใช้งานในอนาคต
จากการออกแบบการเตือนภัยใหม่ข้างต้น ข้อสรุปหลักคือ: กลยุทธ์การเตือนภัยจำเป็นต้องเป็นส่วนหนึ่งของการออกแบบกระบวนการตั้งแต่เริ่มต้น.
ทีมงานได้ระบุแท็กที่สำคัญที่สุดตั้งแต่เนิ่นๆ และแยกตัวแปรที่สำคัญต่อความมีชีวิต - pH, ออกซิเจนละลาย, อุณหภูมิ และความดัน - ออกจากสัญญาณอรรถประโยชน์ที่มีลำดับความสำคัญต่ำกว่า.
การจัดเรียงล่วงหน้านั้นสำคัญกว่าที่คิด หากทุกสัญญาณถูกมองว่าเร่งด่วน ผู้ปฏิบัติงานจะหยุดเชื่อถือระบบ แต่เมื่อชั้นการเตือนภัยสะท้อนถึงความเสี่ยงของกระบวนการจริง ผู้คนสามารถดำเนินการได้เร็วขึ้นและมั่นใจมากขึ้น.
ข้อมูลจากการพัฒนากระบวนการ วิศวกรรม และ QA ช่วยให้ทีมตัดสินใจได้เร็วขึ้นและทำให้การปล่อยโดยข้อยกเว้นง่ายต่อการสนับสนุน สำหรับทีมที่ย้ายจาก การทดลองไปสู่ระดับก่อนการค้า, สิ่งนี้ชี้ให้เห็นถึงความสำคัญที่ชัดเจน: นำ QA เข้าสู่การสนทนาปรัชญาการเตือนภัยตั้งแต่เนิ่นๆ และตรวจสอบให้แน่ใจว่ามีการตรวจสอบขั้นตอนการตอบสนองในทุกกะ
ชั้นข้อมูลเดียวกันนี้ยังสามารถสนับสนุนการให้อาหารอัตโนมัติ การควบคุมแบบปรับตัว และการสุ่มตัวอย่างอัตโนมัติในภายหลัง กล่าวง่ายๆ คือ มันตั้งค่ากระดูกสันหลังการควบคุมสำหรับโรงงานที่มีระบบอัตโนมัติมากขึ้น
การทำให้การเตือนภัยมีเหตุผลจึงควรมองว่าเป็นชั้นฐานสำหรับ การผลิตเนื้อสัตว์เพาะเลี้ยง, ที่มีระบบอัตโนมัติมากขึ้น ไม่ใช่จุดสิ้นสุด
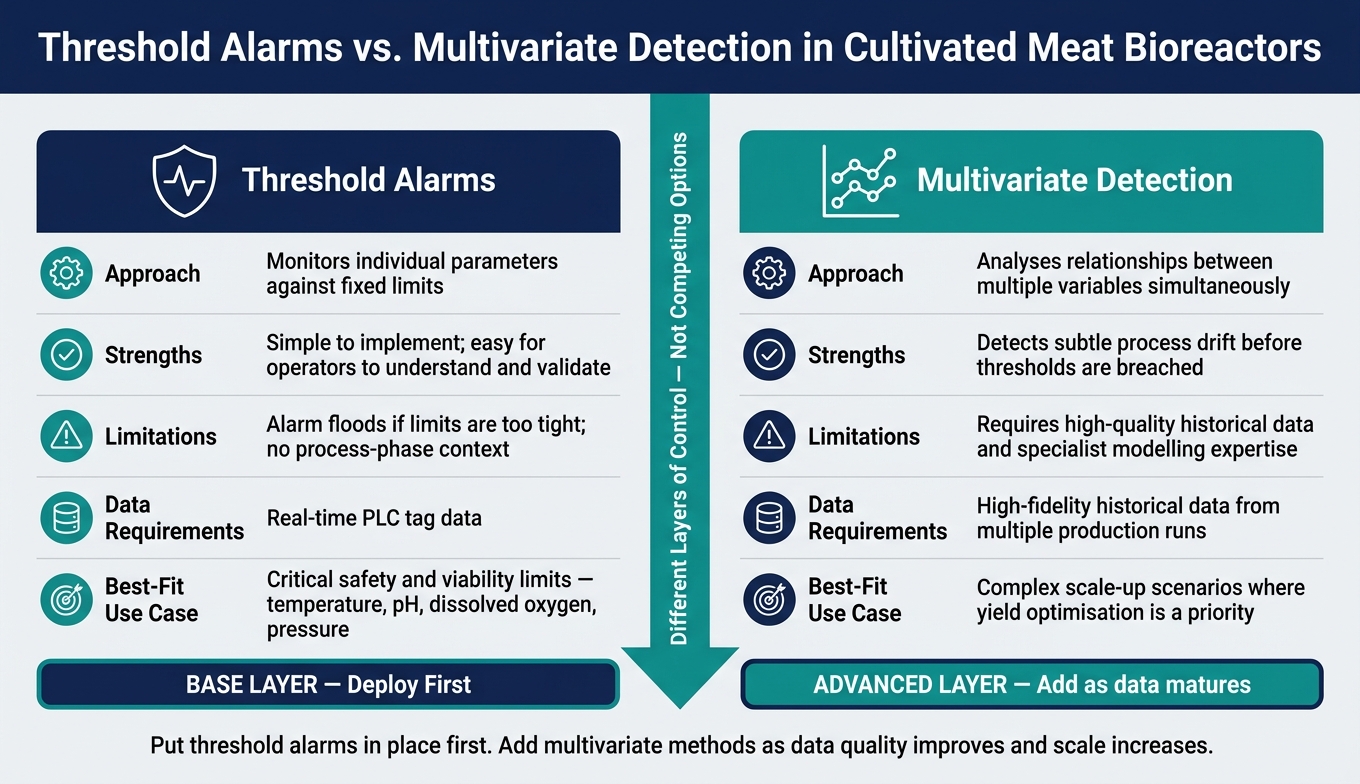
การเตือนภัยตามเกณฑ์เทียบกับการตรวจจับแบบหลายตัวแปร: การเปรียบเทียบ
การเตือนภัยตามเกณฑ์เป็นแนวป้องกันแรกในเครื่องปฏิกรณ์ชีวภาพเนื้อสัตว์เพาะเลี้ยง พวกมันตั้งค่าได้ง่าย เข้าใจง่าย และตรวจสอบได้ตรงไปตรงมาข้อจำกัดคือบริบท: ขีดจำกัดที่กำหนดบอกคุณเมื่อค่าตัวแปรข้ามขอบเขต แต่ไม่ได้บอกว่ามันหมายถึงอะไรสำหรับกระบวนการในแต่ละขั้นตอน
นั่นคือเหตุผลที่การเตือนขีดจำกัดควรอยู่ที่ชั้นฐาน โดยเพิ่มการตรวจจับแบบหลายตัวแปรในภายหลัง
การตรวจจับแบบหลายตัวแปรจัดการกับช่องว่างนั้น แต่มีมาตรฐานที่สูงกว่า ต้องการข้อมูลประวัติที่ดีจากหลายชุดการผลิต รวมถึงความเชี่ยวชาญด้านการวิเคราะห์เฉพาะทางในการสร้างและบำรุงรักษารูปแบบ มันเริ่มมีเหตุผลมากขึ้นเมื่อการดำเนินงานเติบโตและการเพิ่มประสิทธิภาพกระบวนการเริ่มมีความสำคัญมากขึ้นสำหรับผลผลิตและความสม่ำเสมอ
| คุณสมบัติ | การเตือนเกณฑ์ | การตรวจจับแบบหลายตัวแปร |
|---|---|---|
| วิธีการ | ตรวจสอบพารามิเตอร์แต่ละตัวเทียบกับขีดจำกัดที่กำหนดไว้ | วิเคราะห์ความสัมพันธ์ระหว่างตัวแปรหลายตัวพร้อมกัน |
| จุดแข็ง | ง่ายต่อการนำไปใช้; ง่ายสำหรับผู้ปฏิบัติงานในการเข้าใจและตรวจสอบ | ตรวจจับการเปลี่ยนแปลงของกระบวนการที่ละเอียดอ่อนก่อนที่เกณฑ์จะถูกละเมิด |
| ข้อจำกัด | การเตือนที่มากเกินไปหากขีดจำกัดแน่นเกินไป; ไม่มีบริบทของกระบวนการ | ต้องการข้อมูลประวัติคุณภาพสูงและความเชี่ยวชาญในการสร้างแบบจำลองเฉพาะทาง |
| ข้อกำหนดของข้อมูล | ข้อมูลแท็ก PLC แบบเรียลไทม์ | ข้อมูลประวัติความละเอียดสูงจากการผลิตหลายรอบ |
| กรณีการใช้งานที่เหมาะสมที่สุด | ขีดจำกัดความปลอดภัยและความเป็นไปได้ที่สำคัญ เช่น อุณหภูมิ, pH, ออกซิเจนละลาย และความดัน | สถานการณ์การขยายขนาดที่ซับซ้อนซึ่งการเพิ่มประสิทธิภาพผลผลิตเป็นสิ่งสำคัญ |
จุดปฏิบัติที่ง่ายคือ: การเตือนภัยพื้นฐานและการวิเคราะห์ขั้นสูงเป็น ชั้นของการควบคุมที่แตกต่างกัน, ไม่ใช่ตัวเลือกที่แข่งขันกัน. วางชั้นเกณฑ์ในตำแหน่งก่อน จากนั้นเพิ่มวิธีการหลายตัวแปรเมื่อคุณภาพของข้อมูลดีขึ้นและขนาดเพิ่มขึ้น.
คำถามที่พบบ่อย
ทำไมการเตือนภัยตามบริบทถึงดีกว่าขีดจำกัดการเตือนภัยที่กำหนดไว้?
ขีดจำกัดการเตือนภัยที่กำหนดไว้นั้นคงที่ ในทางปฏิบัติ พวกมันมักจะติดตาม พารามิเตอร์หนึ่งตัวในแต่ละครั้ง, ซึ่งหมายความว่าพวกมันอาจพลาดการเปลี่ยนแปลงช้าๆ หรือการเปลี่ยนแปลงที่เชื่อมโยงกันใน ออกซิเจนละลาย, pH, และอุณหภูมิ ที่อาจบ่งชี้ถึงการปนเปื้อนในระยะแรก.
ระบบตามบริบทใช้วิธีการที่แตกต่างออกไป พวกมันใช้ การเรียนรู้ของเครื่อง และ การวิเคราะห์หลายตัวแปร เพื่ออ่านรูปแบบข้ามพารามิเตอร์หลายตัวในเวลาเดียวกัน ดังนั้นทีมสามารถได้รับการแจ้งเตือนที่แม่นยำและรวดเร็วกว่าก่อนที่ชุดข้อมูลจะถูกทำลาย.
การปล่อยโดยข้อยกเว้นช่วยทีม QA ได้อย่างไร?
การปล่อยโดยข้อยกเว้นช่วยให้ทีม QA เปลี่ยนจากการตรวจสอบชุดข้อมูลทั้งหมดไปเป็นการจัดการเฉพาะจุดข้อมูลที่อยู่นอกช่วงปกติที่กำหนดไว้.
ด้วยการตรวจสอบอัตโนมัติของ พารามิเตอร์ที่สำคัญ, ระบบจะเตือนทีมเฉพาะเมื่อเกิดการเบี่ยงเบนเท่านั้น ซึ่งช่วยลดเวลาการตรวจสอบ สนับสนุนการปฏิบัติตามกฎระเบียบ และช่วยรักษาความสม่ำเสมอระหว่างชุดการผลิตโดยไม่ต้องเก็บตัวอย่างด้วยตนเองอย่างต่อเนื่อง
เมื่อใดที่ควรเพิ่มการตรวจจับแบบหลายตัวแปรในไซต์?
ไซต์ควรเปลี่ยนไปใช้การตรวจจับแบบหลายตัวแปรเมื่อวิธีการแบบตัวแปรเดียว เช่น เกณฑ์ค่าเบี่ยงเบนมาตรฐานแบบง่าย ไม่สามารถตรวจจับการเปลี่ยนแปลงที่ซับซ้อนและขึ้นอยู่กับเวลา ซึ่งอาจบ่งชี้ถึงการปนเปื้อนในระยะแรกได้
เมื่อการผลิตขยายตัว ระบบแบบตัวแปรเดียวอาจพลาดการเปลี่ยนแปลงที่ช้าและผลกระทบข้ามระหว่างตัวแปรกระบวนการ วิธีการแบบหลายตัวแปรเหมาะสมกับกรณีเหล่านี้มากกว่าเพราะพิจารณาออกซิเจนที่ละลาย แรงดัน pH และอุณหภูมิร่วมกัน แทนที่จะพิจารณาสัญญาณแต่ละตัวแยกกัน









