

ISO temiz oda sınıflandırmaları, kültürlenmiş et üretimi sırasında hava temizliğini korumak, ürün güvenliğini sağlamak ve kontaminasyon risklerini. en aza indirmek için gereklidir. İşte bu standartların nasıl uygulandığına dair kısa bir genel bakış:
- ISO 14644-1:2015, ISO Sınıf 1 (en temiz) ile ISO Sınıf 9 (en az katı) arasında, havadaki partikül limitlerine (0.1–5 µm) dayalı olarak temiz oda sınıflarını tanımlar.
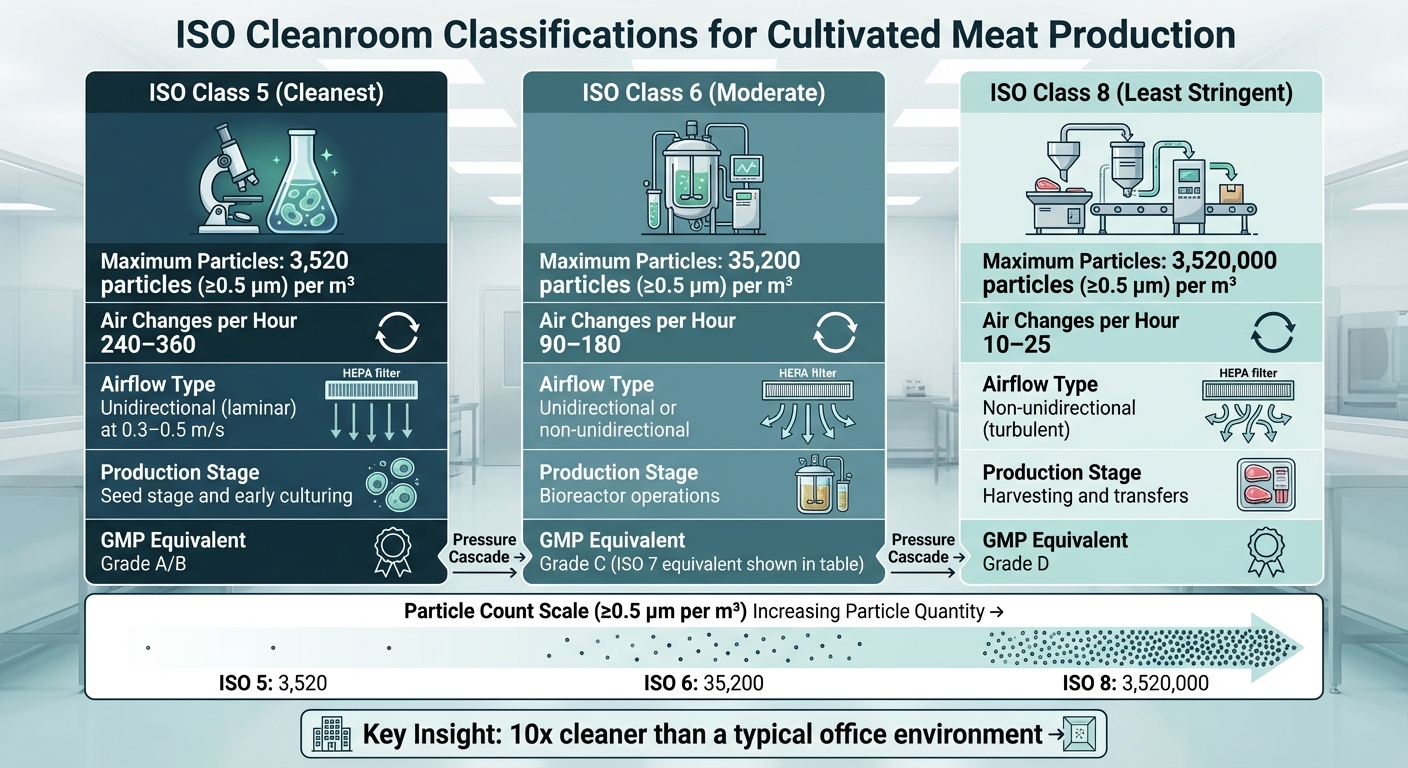
- Kültürlenmiş et üretimi genellikle gerektirir:
- ISO Sınıf 5: Tohum aşaması ve erken kültürleme için, metreküp başına 3,520 partiküle (≥0.5 µm) kadar izin verir.
- ISO Sınıf 6: Biyoreaktör operasyonları için, 35,200 partiküle (≥0.5 µm) kadar izin verir.
- ISO Sınıf 8: Hasat ve transferler için, 3,520,000 partikül (≥0.5 µm) sınırı ile.
- HEPA filtreler, hava akışı kontrolü ve basınç kademeleri temizliği sağlar. Daha yüksek hava değişim oranları ( e.g. , 240–360 saat başına ISO Sınıf 5 için) daha sıkı ortamlarda kullanılır.
- Temiz odalar, kültürlenmiş et için kritik öneme sahiptir çünkü kontaminasyon partileri yok edebilir, bu da finansal kayıplara ve güvenlik endişelerine yol açabilir.
Temiz oda kullanımı ile kapalı biyoreaktör sistemleri arasındaki denge, maliyetleri düşürürken güvenlik standartlarını karşılayabilir. Örneğin, kapalı sistemler pahalı ISO 5 ortamlarına olan bağımlılığı en aza indirir, bu da üretimi daha maliyet etkin hale getirir.
Anahtar çıkarım: Temiz oda sınıflandırmaları ve uygun çevresel kontroller, özellikle hücre ekimi gibi yüksek riskli aşamalarda, güvenli ve verimli kültürlenmiş et üretimi için hayati öneme sahiptir.
ISO Temiz Oda Sınıfları için Yetiştirilmiş Et
Yetiştirilmiş Et Üretim Aşamaları için ISO Temiz Oda Sınıflandırmaları
Yetiştirilmiş et üretimi, üç ana ISO temiz oda sınıflandırmasına dayanır - Sınıf 5, Sınıf 6 ve Sınıf 8. Her biri, farklı üretim aşamalarında belirli kontaminasyon risklerini ele almak için tasarlanmıştır ve hem ürün güvenliğini hem de operasyonel maliyetleri etkiler.
Bu standartları korumak için, tesisler genellikle kritik alanlara kirli havanın girmesini önlemek amacıyla basınç kademeleri oluşturan katmanlı bir oda tasarımı kullanır [9]. Dr. Heiko Baumgartner, "Sınıf 5'ten 7'ye kadar olanlar çoğunlukla gıda üretiminde kullanılır" diyerek [9], yetiştirilmiş et üretimindeki önemlerini vurgular. Aşağıda, her bir ISO sınıfının yetiştirilmiş et ölçeklendirme sürecine. nasıl uygulandığına dair bir döküm bulunmaktadır.
ISO Sınıf 5: Tohum Aşaması ve Erken Kültürleme
ISO Sınıf 5, kültürlenmiş et üretiminde en temiz ortamı temsil eder ve metreküp başına 3.520 parçacıktan (≥0.5 µm) fazla olmamasına izin verir [5][7]. Tohum aşamasında, en küçük bir kontaminasyon bile tüm partiyi tehlikeye atabilir.
Bu temizlik seviyesine ulaşmak için tesisler, 0.3–0.5 m/s hızında tek yönlü (laminer) hava akışı ve saatte 240–360 hava değişimi [8][3][5]. Bu koşullar, AB GMP A/B Sınıfı standartlarıyla (dinlenme halinde) uyumludur [5]. Yüksek hava değişim oranı, hücre ekimi ve elleçleme gibi kritik operasyonlar sırasında steriliteyi koruyarak parçacıkların sürekli süpürülmesini sağlar.
ISO Sınıf 6: Biyoreaktör Operasyonları
ISO Sınıf 6 temiz odalar, Sınıf 5'ten daha az katıdır ve metreküp başına 35.200 parçacığa (≥0.5 µm) izin verir. Bu bölgeler, saatte 90–180 hava değişimi ile çalışır, katı kontrol ile pratik kullanılabilirliği dengeler [5][7][8][3]. Hem tek yönlü hem de çok yönlü hava akışı yöntemleri kullanılabilir [8][3].
GOOD Meat Inc., FDA danışma dosyasında, hücre genişletme süreçlerinin HEPA filtreler ve diferansiyel hava basıncı sistemleri ile donatılmış temiz odalarda gerçekleştiğini ve biyofarmasötik standartlara uyduğunu vurguladı [6]. Bu, ISO Sınıf 6 ortamlarının büyük ölçekli hücre büyümesini desteklerken temizliği nasıl koruduğunu göstermektedir.
ISO Sınıf 8: Hasat ve Transferler
ISO Sınıf 8, kültür et üretiminde kullanılan en az kısıtlayıcı sınıflandırmadır ve metreküp başına 3.520.000 parçacığa (≥0.5 µm) kadar izin verir [5] [7]. Bu daha yüksek eşik değerine rağmen, tipik bir ofis ortamından önemli ölçüde daha temiz kalır [7]. Bu alanlar, hasat, formülasyon ve hasat sonrası işlemler gibi aşağı akış süreçleri için kullanılır.
Kasım 2021'de, Mosa Meat "et hasat sürecinin … muhtemelen bir [Uluslararası Standartlar Organizasyonu] ISO Sınıf 8 alanında olacağını" belirtti [6]. Bu bölgeler yalnızca saatte 10–25 hava değişimi gerektirir ve yönsüz (türbülanslı) hava akışına dayanır [8] . Daha maliyet etkin olmalarına rağmen, nihai ürün işleme sırasında çevresel kirleticilere karşı yeterli koruma sağlarlar.
| ISO Sınıflandırması | Maksimum Parçacıklar (≥0.5 µm/m³) | Saat Başına Hava Değişimi | Tipik Yetiştirilmiş Et Aşaması |
|---|---|---|---|
| ISO Sınıf 5 | 3,520 | 240–360 | Tohum aşaması ve erken kültürleme |
| ISO Sınıf 6 | 35,200 | 90–180 | Biyoreaktör operasyonları |
| ISO Sınıf 8 | 3,520,000 | 10–25 | Hasat ve transferler |
sbb-itb-ffee270
Hava Filtrasyonu ve Çevresel Kontrol Gereksinimleri
ISO temiz oda standartları, yetiştirilmiş et üretimi sırasında partikül seviyelerini kabul edilebilir sınırlar içinde tutmak için hassas hava filtrasyonu, kontrollü hava akışı ve kararlı çevresel koşullar gerektirir.Bu sistemler, katı ISO sınıflandırmalarını karşılamak için tesisin genel tasarımına dikkatlice entegre edilmiştir.
Hava Kalitesi için HEPA Filtreler
HEPA (Yüksek Verimli Partikül Hava) filtreleri, 0.3 µm kadar küçük parçacıkları yakalamak için tasarlanmıştır [3] . ISO Sınıf 5 ortamlarında - genellikle tohum aşaması operasyonları için kullanılır - HEPA filtreler genellikle tüm tavanı kaplar, tek yönlü (laminer) hava akışını mümkün kılar. Bu hava akışı, 0.3 m/s ile 0.5 m/s arasında hızlarla aşağı doğru hareket eder ve parçacıkları etkili bir şekilde zemin seviyesindeki egzozlar aracılığıyla dışarı süpürür [3].
ISO Sınıf 7 ve 8 gibi daha az katı alanlarda, genellikle tek yönlü olmayan (türbülanslı) hava akış sistemleri kullanılır. Bu alanlar, parçacıkları uzaklaştırmak için daha yüksek hava değişim oranlarına güvenir.Örneğin, ISO Sınıf 5 odaları saatte 240–360 hava değişimi gerektirirken, ISO Sınıf 8 odaları sadece saatte 10–25 hava değişimi gerektirir [3].
Hava Değişimleri, Basınç Kademeleri ve İzleme
Hava değişim oranları tek tip değildir. HVAC uzmanları, bunları oda büyüklüğü, ekipmanın ürettiği ısı ve mevcut personel sayısı gibi faktörlere göre hesaplar, genel standartları uygulamak yerine [3]. Basınç kademeleri, daha temiz bölgelerin daha yüksek hava basıncını koruyarak havayı daha az temiz alanlara itmesini sağlayarak kontaminasyon risklerini azaltan bir diğer kritik ölçüdür. Hava kilitleri ve giyinme odaları, farklı ISO sınıflandırmalarına sahip bölgeler arasında fiziksel bariyerler olarak hizmet eder [3].
Basınç bütünlüğünü korumak için, bitişik ISO sınıfları arasındaki geçişler dikkatlice yönetilmelidir [3]. Gerçek zamanlı izleme, ISO 14644-2:2015'te belirtildiği gibi, partikül konsantrasyonlarının belirtilen sınırlar içinde kalmasını sağlamak için Işık Saçan Havadaki Partikül Sayacıları (LSAPC) kullanır [1]. Ayrıca, ISO 14644-1:2015 istatistiksel modeli, temiz oda alanının en az %90'ının sınıf sınırlarını karşıladığını %95 güven düzeyiyle sağlar [2].
Sıcaklık ve Nem Kontrolü
Hava akışı yönetimi, partikül davranışı ve filtrasyon performansını önemli ölçüde etkileyen sabit sıcaklık ve nem seviyelerini korumakla el ele çalışır. ISO 14644-1 belirli sıcaklık veya nem ayarlarını belirtmese de, bu faktörler filtrasyon verimliliğini optimize etmek için kritiktir [2]. HVAC sistemleri, biyoreaktörler ve personel tarafından üretilen ısıyı hesaba katarak tutarlı koşulları sağlamalıdır [3].
Parçacık sayımı testleri yapmadan önce, sıcaklık ve nemin ISO sınıflandırma sonuçlarına müdahale etmemesi için stabilize edilmesi gerekir [2]. Bu çevresel kontroller, ISO 14644-4'te belirtildiği gibi, tesisin tasarım ve inşaat aşamalarında dahil edilmeli ve kültürlenmiş et üretiminin benzersiz taleplerini karşılamak için özel ayarlamalar yapılmalıdır [4].
Kültürlenmiş Et Biyoprosesinde ISO Standartları
ISO temiz oda sınıflandırmaları, kültürlenmiş et üretiminde her aşamanın ihtiyaçlarına uyum sağlayarak temizlik, kontaminasyonu önleme ve güvenliği sağlama açısından kritik bir rol oynar. Bu standartlar, süreç boyunca sıkı çevresel kontrollerin sürdürülmesi için bir çerçeve sağlar.
Çoğalma ve Büyüme Aşamaları
Hücrelerin hızla çoğaldığı çoğalma aşamasında, steril bir ortamın korunması çok önemlidir.ISO Sınıf 5 temiz odalar, ilaç üretiminde GMP Sınıf A/B eşdeğeri olup, genellikle tohum aşaması operasyonları ve erken hücre kültürleme için kullanılır [11] [13].
Bu standartlara uyum sağlamak esastır. Dean Joel Powell, steril koşullarda üretilen kültive etin, ilaç standartlarını yansıttığını ve Salmonella, Campylobacter, ve patojenik E. coli gibi patojenlerden kaynaklanan riskleri önemli ölçüde azalttığını vurgulamaktadır.[6].
Bu önlemlere rağmen, kontaminasyon hala bir zorluktur. Sektör raporları, %11.2 ortalama kontaminasyon başarısızlık oranı, gösterirken, bu oran büyük ölçekli operasyonlarda %19.5'e yükselmektedir. Buna karşılık, ISO protokollerinde deneyimli biyofarmasötik tesisler yalnızca %3.2% kontaminasyon hataları 2022'de [6] .
Sterilliği maliyet etkinliği ile dengelemek için birçok tesis, "oda içinde oda" tasarımını. benimser. Bu yaklaşım, ISO 5 çekirdeğini daha düşük temizlik seviyelerine sahip bölgeler (ISO 6 veya 7) içine yerleştirir ve hava akışını daha temiz alanlardan daha az kritik bölgelere yönlendirmek için basınç kaskadları kullanarak çapraz kontaminasyonu en aza indirir[9]. Ek koruma için, tesisler ISO 14644-7'de belirtildiği gibi temiz hava başlıkları veya izolatörler gibi ayırıcı cihazlar kullanabilir[4][12].
Proliferasyon aşaması hücresel bütünlüğü sağladıktan sonra, süreç ISO Sınıf 8 ortamlarının devraldığı hasat aşamasına geçer.
Hasat ve Hasat Sonrası İşleme
Hücrelerin olgunlaştıktan sonra toplandığı hasat aşaması, ISO Sınıf 8 temiz odalarda, GMP Derece D eşdeğerinde çalışır. [13]. Bu aşamada, hücreler daha kararlı ve önceki büyüme aşamalarına göre kontaminasyona daha az eğilimlidir. ISO 8 ortamları, ISO 5 alanları için gereken 240–360 hava değişimine kıyasla daha az hava değişimi gerektirir - saatte 10–25. [8] .
Bu temiz odalar, standart ofis ortamlarına kıyasla havadaki partikülleri on kat azaltır ve 3,520,000 partikülden (≥0.5 µm) daha azını korur.[15]. Bu kontrollü ortam, transferler ve ilk işleme sırasında ürün kalitesini sağlar.
ISO 14698-1, ürün güvenliğini etkileyebilecek bakteri ve sporları tespit etmek için izleme sistemleri dahil olmak üzere biyokontaminasyon kontrolü için kılavuzlar sağlar[10] . Bu aşamada düzenleyici denetim de değişir. Amerika Birleşik Devletleri'nde, FDA çoğalma ve büyüme aşamalarını denetlerken, USDA-FSIS hasat ve sonraki işleme aşamalarını denetler[14].
Giyinme ve İş Akışı Protokolleri
Temiz oda standartlarının korunması, personel protokollerine de büyük ölçüde bağlıdır. ISO 14644-5:2025, kültür bütünlüğünü korumak için insanların ve malzemelerin hareketine odaklanarak temiz oda operasyonları için gereklilikleri açıklar[4] .
Doğru giyinme, deri hücreleri veya mikroorganizmalar gibi insan kaynaklı kontaminasyonu önlemek için gereklidir.Giyinme için kullanılan malzemeler, ISO 14644-18:2023[4]. belirtildiği gibi, belirli bölgenin ISO sınıfı ile uyumlu olmalıdır. Hava kilitleri ve giyinme odaları, farklı temizlik seviyelerine sahip bölgeler arasında kirleticilerin taşınmasını engelleyerek bariyer görevi görür.
Eğitim, bir diğer kritik bileşendir. ISO 14698-1 Ek G, göre, personel sadece giyinme tekniklerini ustalıkla öğrenmekle kalmamalı, aynı zamanda kontaminasyonla ilgili riskleri ve protokollerin arkasındaki mantığı da anlamalıdır[10]. Bu bilgi, dikkatli olmayı teşvik eder ve tüm üretim partilerini tehlikeye atabilecek prosedürel hataları azaltır. Gelişmiş biyoproses kontrol yazılımı, kritik çevresel parametreleri otomatikleştirerek bu riskleri daha da azaltır.
| ISO Sınıfı | GMP Sınıfı Eşdeğeri | Tipik Biyoproses Aşaması | Saat Başına Hava Değişimi |
|---|---|---|---|
| ISO 5 | Sınıf A/B | Tohum Aşaması, Erken Kültürleme | 240–360 |
| ISO 7 | Sınıf C | Biyoreaktör Operasyonları | 30–60 |
| ISO 8 | Sınıf D | Hasat, Hasat Sonrası İşleme | 10–25 |
| ISO 9 | Genel Tesis/Destek Alanları | Değişken |
Temiz Odalar ve Kapalı Sistemler: Maliyet ve Verimlilik
Üretim için ISO sınıflandırmasına karar verirken, sadece biyogüvenlik gereksinimlerini karşılamak yeterli değildir. Yaptığınız seçimler, ticari başarıyı etkileyebilecek önemli maliyet ve verimlilik sonuçları da beraberinde getirir.
Temiz Oda İnşaat ve Bakım Maliyetleri
ISO uyumlu temiz odalar inşa etmek küçük bir yatırım değildir. Maliyetler, gereken sınıflandırma seviyesi ve teknik özelliklere bağlı olarak büyük ölçüde değişir [16]. Bu durumu perspektife oturtmak gerekirse, bir temiz oda inşa etmek, kapalı işlem için sınıflandırılmamış bir alan kurmaktan on kat daha pahalı olabilir [17].
"Bir temiz oda inşa etmek, sınıflandırılmamış bir oda inşa etmeye kıyasla on kat daha pahalı olabilir." – Sebastian Bohn, Alt Pazar Lideri, Alternatif Proteinler, CRB [17]
Bu maliyetlerin en büyük katkılarından biri, toplam masrafların %25–%50'sini. oluşturabilen HVAC sistemidir.Örneğin, bir ISO 6 temiz odası, ISO 8 ortamı için gereken hava hacminin iki katından fazlasını şartlandırmayı gerektirir [18]. Ve bu hepsi değil - izleme sistemleri ve kilitler veya özel zemin kaplaması gibi özel özellikler gibi masraflar genellikle ilk tekliflerde yer almaz [18].
Kapalı Biyoreaktör Sistemlerinin Faydaları
Kapalı biyoreaktör sistemleri, temiz odalara kıyasla daha maliyet-etkin bir alternatif sunarken, aynı zamanda biyogüvenliği de artırır. Bu sistemler, hücre yetiştirmenin kapalı kaplarda gerçekleşmesine olanak tanır, ISO dereceli ortamlar ihtiyacını azaltır [17]. Bu yaklaşım, inşaat maliyetlerini düşürmekle kalmaz, aynı zamanda buhar sterilizasyonu ve örnekleme sırasında kap açılmasını en aza indirme gibi özelliklerle güvenliği artırır.
Asya Pasifik The Good Food Institute'den Dean Joel Powell, ekipman kapalı bir sistem olarak tasarlandığında her üretim adımı için sınıflandırılmış temiz odaların gerekli olmayabileceğini belirtti. Bu, maliyetleri düşük tutmayı hedefleyen kültürlenmiş et üreticileri için özellikle önemlidir ve biyofarmasötik üretiminin tipik olarak çok daha yüksek maliyet yapısına keskin bir tezat oluşturur [6].
Kapalı sistemlere güvenerek, üreticiler uygun fiyat ve güvenlik arasında bir denge sağlayabilir, bu da üretimi ölçeklendirmek için pratik bir seçim haline getirir.
Maliyet ve Uyumluluğu Dengelemek
Hibrit bir yaklaşım benimsemek - kapalı sistemleri hedeflenen temiz oda kullanımıyla birleştirmek - maliyetleri optimize ederken düzenlemelere uyum sağlamaya yardımcı olabilir. Örneğin, tesisler çoğu biyoproses adımı için kapalı sistemler kullanabilir, temiz odaları ise tohum kültürü gibi yüksek riskli aşamalar için ayırabilir.Bu yaklaşım, genellikle saatte 240–360 hava değişimi gerektiren [8][19] .
pahalı ISO 5 ortamlarına olan bağımlılığı azaltabilir. Farklı şirketler bu dengeye farklı yaklaşımlar benimsemiştir. Örneğin, GOOD Meat Inc., tüm süreçleri için biyofarmasötik standartları takip ederek HEPA filtreli ve farklı hava basınçlı temiz odalar kullanmaktadır [6]. Öte yandan, Mosa Meat hasat işleminin en az katı sınıflandırma olan ISO Sınıf 8 alanında gerçekleşebileceğini önermiştir, UPSIDE Foods ise bazı operasyonlar için sıcaklık kontrollü koşullarda "temiz ekipman" tercih etmiştir [6] .
Sonuç olarak, üreticiler dikkatlice ödünleri tartmalıdır.Kapalı sistemler, hem sermaye hem de işletme maliyetlerini önemli ölçüde azaltabilir ve aynı zamanda daha iyi biyogüvenlik sonuçları sunabilir. Bu, onları kültürlenmiş et endüstrisinde birçok kişi için çekici bir seçenek haline getirir.
Sonuç
ISO temiz oda sınıflandırmaları, kültürlenmiş et üretimi sırasında kontaminasyonu yönetmede kritik bir rol oynar. Tohum aşaması operasyonları için, genellikle saatte 240–360 hava değişimi ile bir ISO Sınıf 5 ortamının korunması gereklidir, hasat aşamaları için ise genellikle ISO Sınıf 8 koşulları yeterlidir [8]. Eczacılık derecesinde steriliteye ulaşmak - patojenleri tamamen ortadan kaldırmak - teknik olarak mümkün olsa da, bununla ilgili maliyetler yüksektir. Perspektif olarak, monoklonal antikor üretimi, ticari olarak uygun kalması gerekiyorsa, kilogram başına kültürlenmiş etten çok daha pahalıdır [6]. Bu finansal kısıtlamalar, uyarlanabilir kontaminasyon kontrol stratejilerinin önemini vurgulamaktadır.
Endüstri liderleri, mevcut düzenleyici çerçeveler içinde nasıl özel temiz oda tasarımları ve kapalı sistem yaklaşımlarının çalışabileceğini zaten göstermektedir [6] . Temiz oda standartları ve kapalı sistemler arasındaki bu denge, kültive edilmiş et üretiminde ISO yönergelerinin önemini vurgulamaktadır.
Başarıya giden yol stratejik uygulamada yatmaktadır. Tesisler, biyoproses adımlarının çoğunluğu için kapalı sistemleri, yüksek riskli aşamalar için seçici temiz oda kullanımı ile birleştirebilir. Bu yaklaşım, hem sermaye hem de operasyonel maliyetleri yönetirken biyogüvenliği korumaya yardımcı olur. Endüstri, gıda sınıfı İyi Hücre Kültürü Uygulamaları (GCCP) yönünde ilerledikçe, bu tür risk bazlı stratejiler, düzenleyici gereklilikleri karşılamak ve ticari uygulanabilirliği sağlamak için giderek daha önemli hale gelecektir [6]. Daha ayrıntılı rehberlik için kültürlenmiş et üretiminde temiz oda optimizasyonu hakkında,
SSS
Kültürlenmiş et üretiminde ISO Sınıf 5 temiz odaların avantajları nelerdir?
ISO Sınıf 5 temiz odalar, son derece temiz ve kontrollü bir alan sağlayarak, partikül konsantrasyonlarının sıkı bir şekilde düzenlendiği bir ortam sunar. Bu düzeyde bir hassasiyet, kültürlenmiş et üretiminde kritik aseptik süreçler sırasında steriliteyi korumak ve kontaminasyon risklerini azaltmak için gereklidir.
ISO Sınıf 5 standartlarına uymak, tesislerin ürün bütünlüğünü korumasına, hassas hücre kültürlerini korumasına ve sıkı biyogüvenlik ve hijyen düzenlemelerine uymasına yardımcı olur. Kültürlenmiş et üretiminde, en küçük bir kontaminasyon bile tüm süreci bozabilir, bu nedenle bu tür kontroller vazgeçilmezdir.
Kapalı biyoreaktör sistemleri, kültürlenmiş et tesislerinde üretim maliyetlerini nasıl düşürür?
Kapalı biyoreaktör sistemleri, kontaminasyon riskini önemli ölçüde azaltarak üretim maliyetlerini düşürmede önemli bir rol oynar. Bu, daha az sık temizlik ve sterilizasyon anlamına gelir, bu da hem zaman hem de kaynak tasarrufu sağlar.
Bu sistemler ayrıca sıkı kontrol edilen büyüme koşulları sağlar, büyüme ortamı ve enerji gibi girdilerin verimli kullanımına olanak tanır. Verimliliği artırarak ve israfı sınırlayarak, kapalı biyoreaktörler kültürlenmiş et üretimini daha uygun maliyetli ve ölçeklenebilir hale getirir.
Kültürlenmiş et üretiminde temiz oda standartlarını korumak için hava değişim oranı neden önemlidir?
Hava değişim oranı, kültürlenmiş et üretiminde temiz oda standartlarını korumada önemli bir rol oynar. Temiz oda içindeki havayı sık sık değiştirerek havadaki partiküllerin ve mikroorganizmaların etkin kontrolünü sağlar.
Bu süreç, kontaminasyon risklerini azaltır ve gerekli ISO temizlik sınıflandırmasının korunmasına yardımcı olur. Tutarlı hava dolaşımı sadece biyogüvenliği korumakla kalmaz, aynı zamanda ürün kalitesini de korur, et hücrelerinin yetiştirilmesi için ideal koşulları sağlarken sıkı endüstri gereksinimlerini karşılar.









