

无菌测试对于培养肉生产至关重要,即使是轻微的污染也可能导致昂贵的批次失败。此过程确保没有有害微生物干扰生物反应器的操作,从而保障产品质量和财务可行性。污染率平均为11.2%,而大规模生产时上升至19.5%,生产商在维持无菌环境方面面临重大挑战。
关键点包括:
- 主要污染来源:人员、原材料和生物反应器操作是微生物的常见入口。
- 测试方法:大体积的膜过滤、小样本的直接接种以及生产过程中的生物负载测试被广泛使用。
- 实时监测:溶解氧传感器和废气分析等工具能够及早检测微生物活动。
- 新兴技术:人工智能驱动的监测、冷等离子体灭菌和自动成像系统提供更快速和精确的污染管理。
对于培养肉生产商来说,将传统的无菌测试与先进的监测解决方案相结合是降低风险和提高生产效率的关键。
Rocker Discover - 如何进行无菌测试?
sbb-itb-ffee270
生物反应器系统中的污染源
为了防止生物反应器系统中的批次失败,识别污染源至关重要。污染物通常分为三大类:微生物、颗粒物和内毒素。每种类型对培养肉生产都提出了独特的挑战,因此制定特定的预防策略是必不可少的。
人员是污染的主要来源,通常通过皮肤脱落、不当穿戴或不良手部卫生引入污染物[4][7]。即使有严格的协议,简单的动作也可能扰乱气流,导致湍流或污染物可能积聚的静止区域[4][9]。U.S。食品和药物管理局强调了所涉及的风险,指出“在无菌组装之前或期间对灭菌药物、组件、容器或封闭物的任何手动或机械操作都存在污染风险,因此需要仔细控制”[4]。
环境因素也起着重要作用。例如,未能维持10-15帕斯卡的正压可能会导致未经过滤的空气进入无菌区域[3][4]。此外,HEPA过滤器效率低下(颗粒保留率低于99.97%)或压缩气体过滤器受损等问题可能会迅速破坏无菌环境[4]。
原材料和细胞系污染
进入生物反应器系统的原材料是主要的污染风险。未经验证的成分、培养基成分和细胞系(通过专业的B2B市场获得)可能引入机会性病原体[2]。细胞培养基的营养丰富环境特别容易受到污染,使得培养肉工艺比微生物生物工艺更容易受到影响[8]。
不能进行高压灭菌的热敏性成分尤其危险,因为它们需要使用过滤等替代灭菌方法 [1] [8]。此外,接种过程本身也存在固有风险。即使在用酒精消毒膜或在明火附近进行操作时,也不能绝对保证在细胞系引入过程中不发生污染[8]。这些风险强调了在将原材料引入系统之前进行彻底验证的重要性。
生物反应器操作风险
生物反应器的日常操作中存在许多污染机会。手动取样尤其高风险,因为每个接入点都会增加引入污染物的机会[1]。密封件受损、O形圈损坏或未消毒的封闭件等问题进一步增加了风险[4][8]。此外,在没有适当去污的情况下,将材料从低级别区域转移到高级别区域是另一个关键漏洞[7]。
保持严格的环境控制是不可协商的。应持续监测洁净室区域之间的压力差,并且任何异常变化都必须立即调查[4]。在Class 100(ISO 5)关键区域,操作期间粒径≥0.5 μm的颗粒计数必须保持在每立方米3,520个颗粒以下[4]。此外,在空气采样器附近喷洒消毒剂或70%异丙醇可能会增加颗粒读数,而气体过滤器上的冷凝物可能导致堵塞或促进微生物生长[4][7]。
这些操作风险强调了实施严格无菌测试方法以保护生物反应器过程的重要性。
生物反应器的无菌测试方法
生物反应器无菌测试方法的比较
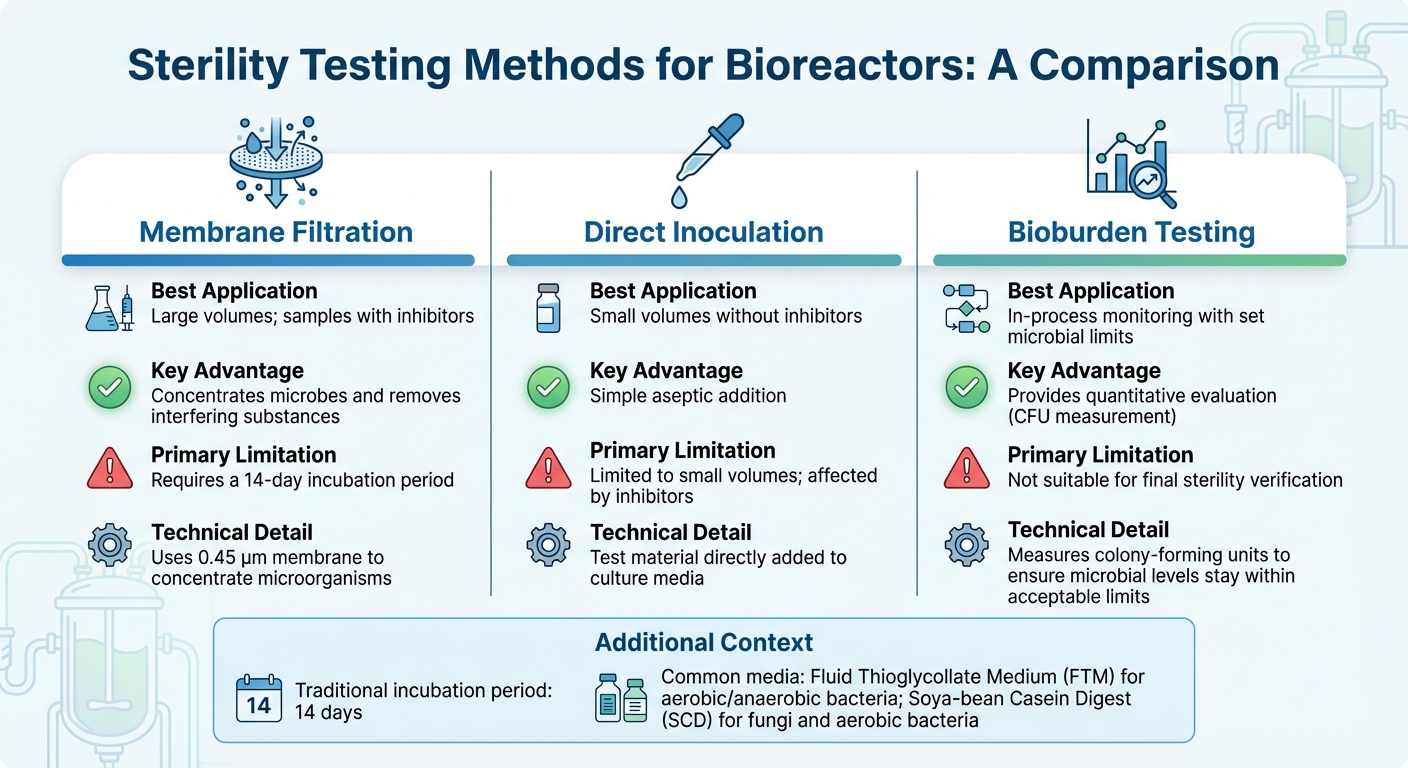
选择合适的生物反应器无菌测试取决于生物反应器的大小、生产阶段和规模化挑战,以及样品的成分——尤其是在存在抑制剂时。对于大多数工业应用,膜过滤是首选方法[3] 。同时,像PCR这样的分子技术可以更快地检测特定污染物。下面,我们将探讨针对培养肉生产的方法,解决大样本和小样本测试的独特挑战。
对于工业规模生物反应器中常见的大体积样本,膜过滤使用0.45 µm的膜来浓缩微生物,提高检测灵敏度[10] 。这种方法对于含有抗生素的样本特别有效,因为冲洗可以在孵育前消除抑制剂。另一方面,直接接种,即将测试材料直接添加到培养基中,更适合较小的样本体积,但难以处理抑制性物质。在浓缩样本和去除抑制剂后,孵育和验证确保结果的准确性。
传统的无菌测试依赖于14天的培养期以目视确认微生物生长[3]。常用的培养基包括流体硫乙醇酸盐培养基 (FTM)用于需氧和厌氧细菌,以及大豆酪蛋白消化培养基 (SCD)用于真菌和需氧细菌。在进行任何无菌测试之前,验证产品不会通过抑菌和抑真菌测试抑制微生物生长是至关重要的。
对于持续的过程监控, 定量生物负载测试比二元无菌测试提供了更实用的解决方案,特别是在培养肉生产中。与仅提供简单通过/失败结果的无菌测试不同,生物负载测试测量菌落形成单位 (CFU) 以确保微生物水平保持在可接受的范围内。这种方法符合新兴的食品级标准,在严格的制药控制和大规模食品生产的经济现实之间取得平衡。
对于无菌测试用品和生物反应器解决方案,培养肉类专业人士可以求助于像
| 方法 | 最佳应用 | 主要优势 | 主要限制 |
|---|---|---|---|
| 膜过滤 | 大体积;含有抑制剂的样品 | 浓缩微生物并去除干扰物质[3] | 需要14天的孵育期[3] |
| 直接接种 | 无抑制剂的小体积 | 简单的无菌添加 | 仅限于小体积;受抑制剂影响[3] |
| 生物负载测试 | 具有设定微生物限度的过程监控 | 提供定量评估 | 不适合最终无菌验证 [3] |
实时监控和无菌保证
依赖传统的14天无菌测试,如果发现污染过晚,可能会导致整批产品损失。实时监控通过关注关键过程参数的发生情况,提供了一种主动的解决方案。这使得在出现问题时可以立即采取行动。在培养肉生产中,生物反应器运行持续数周并使用昂贵的生长培养基,早期检测污染可以节省数千英镑并避免生产延误。通过将实时数据与传统的无菌测试相结合,生产者可以弥合延迟确认与快速干预之间的差距。
基于传感器的监控
溶解氧(DO)和pH值等关键指标可以早期预示污染。当细菌或真菌侵入生物反应器时,它们会迅速消耗氧气——导致DO水平下降——并释放代谢酸,使pH值显著降低[12]。这些变化可以在污染变得肉眼可见之前数小时被检测到。虽然传统的无菌测试在过程结束后确认结果,但实时监测作为一种保障措施,确保过程保持在正轨上,并更早地解决污染风险。
废气分析,使用磁扇区质谱法,持续测量生物反应器排气中的氧气和二氧化碳水平。在受控污染研究中,该方法通过氧气变化在22.4小时内识别出微生物生长,而基于pH的检测则滞后至25.8小时[13]。磁扇区系统提供精确的氧气测量,七天内的精度高达0.003% (v/v),优于传统的顺磁检测器,其精度仅为±0.2% (v/v)[13]。
光谱传感器通过一次性使用生物反应器的壁进行非侵入性监测,这对于保持无菌至关重要。UV-vis光谱可以通过测量350–400 nm的光吸收来检测膜损伤,而泄漏的细胞内物质则出现在800–900 nm [14]。电容探头是唯一设计用于测量活细胞密度的商用传感器,通过检测膜极化的变化来实现这一点 [14]。对于管理多个生物反应器的设施,像快速多流采样器这样的工具可以同时监测多达16个气体流 [13]。
这些基于传感器的系统结合环境控制措施,如暖通空调污染预防,构建了一个强大的防污染防线。
环境和压力控制
保持洁净室区域之间的正压对于防止污染物进入至关重要 [3]。正压系统与HEPA过滤结合使用时,可作为防止微生物入侵的物理屏障。HEPA过滤器上的声音或视觉警报可以在压力降至可接受水平以下时立即通知工作人员[3]。
非活性颗粒计数是另一层防御措施。激光粒子计数器在操作期间持续验证环境是否符合ISO空气洁净度标准。通过监测0.5 µm和5.0 µm颗粒,这些设备确保空气质量保持在要求的限度内[7]。如果发生意外偏差——例如溶解氧突然下降或pH波动——立即隔离受影响的生物反应器并停止进料可以防止污染扩散 [12]。
对于专门为培养肉类操作定制的传感器和设备的采购,像
无菌检测的新技术
传统的无菌检测方法由于其长达14天的培养期和对手动采样的依赖,往往不够理想,这可能导致检测漏洞。较新的技术正在介入以解决这些挑战,提供更快速和更精确的污染检测。这在培养肉生产中尤为重要,因为生长培养基的高成本和延长的培养时间使得后期污染成为财务上的噩梦。
人工智能驱动的监控系统
人工智能通过分析实时数据来识别微生物入侵,正在重塑污染检测。当细菌侵入生物反应器时,它们消耗氧气并产生代谢酸,导致溶解氧和pH值显著下降。AI系统可以检测到这些氧气和营养物质消耗的偏差,比传统的生物负载测试和无菌协议更早地标记潜在的污染[12]。
这些AI平台还结合了数学模型来精确定位污染发生的时间,并模拟微生物群体随时间的增长。这有助于操作员追溯污染源,无论是故障的供料源、操作失误还是设备问题。像泊松概率分析这样的技术进一步提高了生物负载测试的准确性,减少了假阴性的可能性[12]。
"数学模型有助于估算污染引入时间和微生物生长动态,提高污染可追溯性。" - Naveenganesh Muralidharan,高级经理,MSAT,AGC Biologics [12]
当异常被标记时,立即采取行动 - 如隔离生物反应器并停止所有饲料添加 - 可以防止问题扩散 [12]。涉及生物负载测试、分子鉴定和生长速率分析的系统方法对于识别根本原因和实施纠正措施至关重要。这些AI工具弥合了传统方法与主动污染管理之间的差距。
冷等离子体灭菌
冷等离子体技术提供了一种非热灭菌选项,特别适合于培养肉生产。在室温或接近室温下操作,非常适合对生物反应器部件、传感器和塑料等无法承受传统高压灭菌热量的敏感组件进行灭菌。此方法使用活性氧和氮物种以及紫外线来破坏微生物膜和DNA。它对包括细菌孢子(Bacillus、Clostridium)、真菌、病毒,甚至朊病毒在内的多种污染物有效。 冷等离子体的一个突出特点是它不会留下任何有毒残留物。一旦电源关闭,活性物种会迅速还原为氧气,消除了解吸阶段的需要。它也很节能,只需一个标准电源插座,而不是基于化石燃料的热源[15] [16]。例如,研究表明,冷等离子体可以在25分钟内以300W功率实现>5个对数减少蜡样芽孢杆菌孢子[15]。
然而,这项技术并非没有局限性。其灭菌效果主要是表面级别,这意味着它难以穿透复杂的几何形状,微生物可能会藏在裂缝或凹槽中[15][16]。生物反应器环境中的高蛋白或脂肪含量也可以通过清除活性物质来保护微生物,从而降低灭菌效率[15][18]。
| 特点 | 冷等离子体 |
|---|---|
| 优点 | 非热、无毒、节能、无残留、快速[16] |
| 局限性 | 穿透力有限,在复杂几何形状中效果降低[15][16] |
自动图像检测系统
自动成像系统的加入,为实时污染检测提供了强大的工具。这些系统提供细致的细胞生长形态学见解,这对于在污染模式发生时进行识别至关重要[19].与传统的离线显微镜不同 - 传统显微镜需要手动取样和染色 - 自动成像可以无缝集成到在线或在位监测设置中。这使得操作员可以在不影响无菌性的情况下监测生物量和细胞健康[19]。
通过减少手动干预,这些系统减少了人为错误并提高了培养过程中的可重复性[19]。先进的图像处理算法可以跟踪发酵进程,优化代谢产物生产,并确保一致性 - 这是放大生物工艺时的关键因素[19]。
"先进采样技术的可用性与自动化测量工具相结合...可能会大大减少菌株选择、工艺开发和过程控制所需的时间,通过减少生产/培养过程中的步骤,尤其是手动步骤,并减少错误传播。" - A.C. Veloso 和 E.C. Ferreira,Minho 大学 [19]
尽管有这些优势,整合这些系统并不总是那么简单。细胞培养是复杂的,原材料各不相同,传感器必须能够承受如蒸汽或伽马辐射等严苛的灭菌方法 [19]。对于希望采用这些技术的公司,像
结论
确保生物反应器在培养肉生产中的无菌性并非易事,但综合的无菌测试策略可以使其成为可能。这种策略结合了传统方法,如用于较大样本量的膜过滤和用于较小样本量的直接接种,以及现代分子工具如PCR和qPCR进行快速病原体筛查。此外,通过空气采样和表面拭子进行的环境监测增加了一道额外的保障,解决了HVAC系统中的污染风险,在其影响生产容器之前捕捉潜在污染[11]。
测试方法的选择取决于样本大小、可能干扰结果的物质的存在,以及关注点是全面的无菌验证还是仅仅监测生物负载。从生物反应器的多个点采样——顶部、中部和底部——有助于创建全面的微生物概况,并减少遗漏局部污染的机会[1]。鉴于培养肉生产中的污染风险明显高于生物制药制造,这一点尤为关键,强调了严格无菌协议的必要性[6]。
在生物反应器中保持培养基无菌的关键是采购合适的设备。诸如带有预先灭菌隔膜的无菌采样系统和能够捕获99.97%大于0.3 μm颗粒的HEPA过滤器等工具是必不可少的[4]。
随着行业的发展,混合无菌方法变得越来越重要。在早期种子培养阶段应用药品级控制,同时在大规模生产中采用食品级标准,在安全性和成本效益之间取得平衡[5] [6]。这些综合措施将成为安全高效培养肉生产的基石,随着该领域的不断进步。
常见问题
培养肉生产中使用的生物反应器系统污染的主要原因是什么?
生物反应器系统中的污染发生在无菌环境被破坏或营养丰富的培养基为微生物提供理想的生长环境时。这可能由多种因素引起,例如取样、维护或细胞收获期间的破损;气体过滤器损坏或堵塞;生长培养基中已存在的污染;或在安装或维护传感器时产生的临时开口。此外,磨损的设备可能会释放微塑料颗粒,这些颗粒可能成为微生物的栖息地。
在培育肉类的生产中,即使是最小的污染也可能危及批次的安全性和产量。为了降低这些风险,投资于高质量的设备,如无菌过滤器、生物反应器和符合严格无菌标准的传感器套件是至关重要的。像
人工智能如何增强生物反应器中的无菌测试?
人工智能驱动的系统通过持续监测提供实时洞察,正在改变培育肉类生物反应器中的无菌测试。使用先进的生物传感器,这些系统跟踪关键因素,如pH、溶解氧和葡萄糖及氨基酸等必需代谢物。所有这些都无需人工检查,从而大大降低了污染风险。
这些系统的独特之处在于其能够使用算法分析数据,将读数与既定的无菌标准进行比较。这意味着它们可以比传统方法更早检测到微生物生长的最小迹象。除了检测之外,预测分析也发挥作用,识别潜在风险,如传感器安装过程中或通过端口进入的问题。这些系统甚至建议纠正措施,帮助生产者避免昂贵的批次损失。
AI驱动的显微技术通过即时区分健康细胞和污染物,增加了另一层效率,加快了无菌验证过程。对于生产商来说,像
在培养肉生产的生物反应器中,哪些挑战限制了冷等离子体灭菌的使用?
冷等离子体灭菌在中和微生物方面是有效的,但在应用于培养肉生产的生物反应器时会遇到一系列挑战。一个主要问题是等离子体产生的活性物质的穿透深度有限。这使得彻底灭菌大体积或密集包装的介质变得困难。此外,随着系统规模的扩大,实现整个反应器的均匀等离子体覆盖变得越来越困难。
将冷等离子体系统从实验室环境扩大到商业规模的生物反应器会引入额外的障碍。较大的反应器需要更高的功率体积比,这可能导致灭菌时间远非实用。许多冷等离子体系统也在真空条件下运行或依赖于反应性气体,在安全性、法规合规性和设备设计方面增加了复杂性。这些因素使得该方法不太适合商业化培养肉生产中通常需要的大规模生物反应器。
另一个问题是由活性氧和氮物种(RONS)引起的潜在损害,这些物种是微生物灭活的关键。这些活性物种可能会损害敏感的哺乳动物细胞或降解培养基成分,因此需要仔细优化以维持细胞活力。因此,冷等离子体通常与其他灭菌技术结合使用,而不是作为单一解决方案。









