

- 目的: 确保生物反应器符合监管和生产标准,保持无菌、精确的环境控制, 和食品安全。
- 关键特性: 搅拌罐式生物反应器因其适合牛肌肉细胞而被选中,提供可控的剪切力和可扩展性。
- 挑战: 为了实现高细胞密度的生物反应器扩展并降低成本,需要重新考虑材料、灭菌方法和工艺设计。
- 解决方案: 改用食品级材料,采用具有成本效益的灭菌方法,并集成生物过程控制软件进行工艺优化,显著降低了成本。
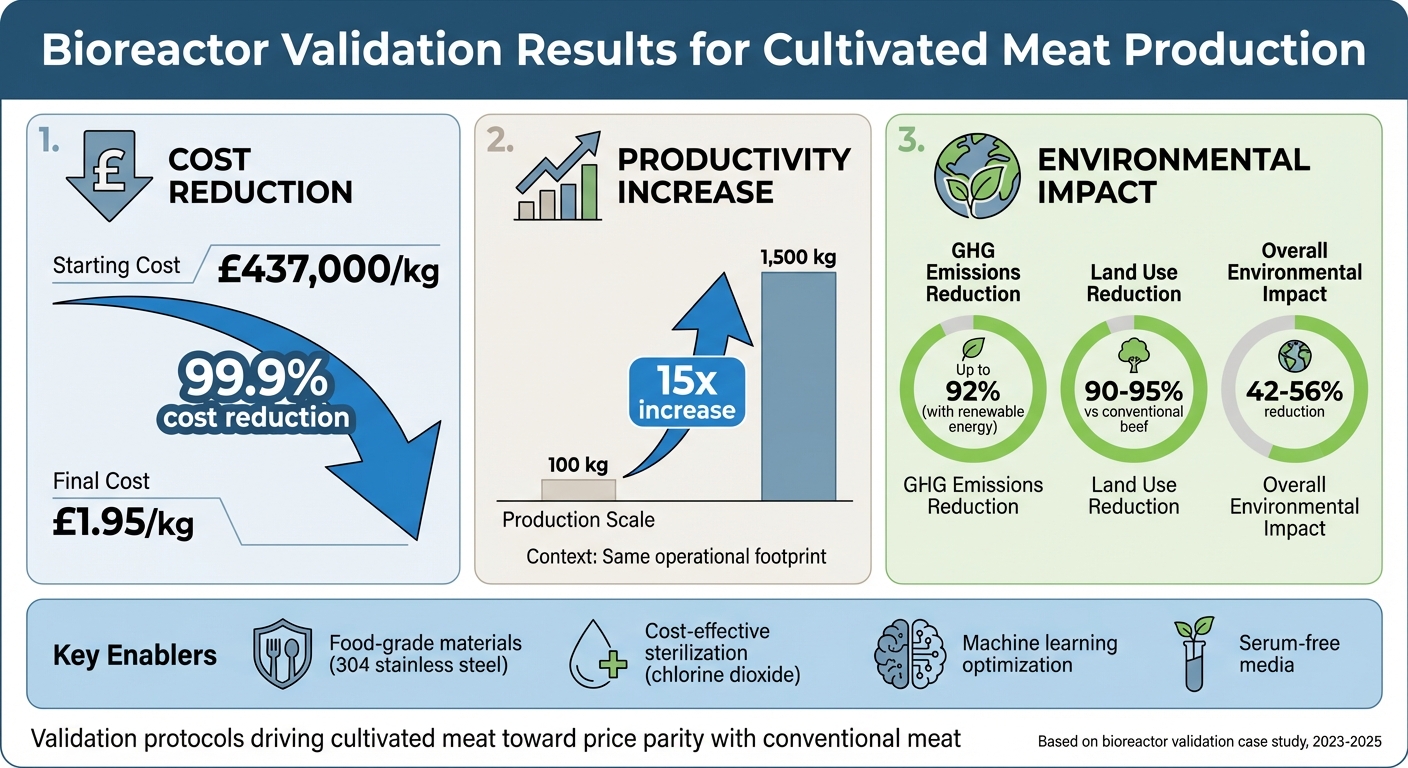
- 结果: 生产成本大幅下降,生产力提高了15倍,使用可再生能源时温室气体排放量减少高达92%。
本研究概述了验证协议和智能设计选择如何推动培养肉类更接近于与传统肉类的价格平价。
生物反应器验证影响:培养肉生产中的成本降低和环境效益
生物反应器验证的监管要求
适用的监管标准
在培养肉行业中,满足严格的监管标准是生物反应器验证过程中的关键部分。在英国,食品标准局(FSA)和苏格兰食品标准局(FSS)将培养肉归类为“动物源性产品”(POAO)。这一分类确保食品安全和卫生法规适用于所有生产阶段,包括生物反应器操作。然而,根据英国指导意见(2025年12月),虽然这些产品属于POAO类别,但它们在法律上不被视为“肉类”。这一区别意味着某些传统的动物福利和微生物要求被排除在外,从而影响了英国所需的特定验证协议。 全球范围内,安全评估的持续时间各不相同。新加坡和美国通常在12个月内完成审查,而欧盟平均约为18个月。英国通过CCP Sandbox计划开辟了自己的道路,该计划资助至2027年2月。此举措使监管机构能够与像Gourmey、Hoxton Farms和Mosa Meat这样的公司直接合作,简化数据要求并加快安全评估。
"沙盒计划使我们能够快速获取监管知识,以减少新兴食品技术的障碍,同时不影响安全标准。"
– Dr. Thomas Vincent, 创新副主任, FSA [3]
无论管辖权如何,公司在进入市场之前必须提交详细的安全档案。这些档案概述了生产过程、产品成分和安全数据。它们还必须确认培养肉在营养上与传统肉类相当,包括宏量和微量营养素的分析,以及氨基酸和脂肪酸的剖析。
验证协议要求
监管标准要求严格的生物反应器验证协议,以确保安全和可控的操作。一个关键组成部分是实施危害分析和关键控制点 (HACCP) 计划。这个框架在生产的每个阶段识别和减轻风险,从最初的细胞活检到细胞团的最终收获。鉴于培养肉生产的新颖性,安全评估必须在整个过程中解决潜在的危害。
验证协议必须证明生物反应器系统在生产周期内保持无菌条件,有效防止微生物污染。此外,这些协议需要评估培养肉中的蛋白质是否可能引发消费者的过敏反应。
“我们的新指南为企业提供了清晰的指引,帮助他们理解并正确向英国食品监管机构展示其产品的安全性。具体来说,该指南确保公司在产品被授权销售之前,已经评估了潜在的过敏风险,并且它们在营养上是适当的。”
– Dr.Thomas Vincent, 创新副主任,FSA [2]
在英国,验证的重点是提供足够的数据进行科学风险评估,而不是授予市场授权。Nicolas Morin-Forest,GOURMEY 的联合创始人兼 CEO,强调了这一区别:
“大不列颠的验证标志着我们新型食品监管旅程中的关键一步,并确认我们现在正在推进全面风险评估,使我们离将产品提供给消费者更近了一步。”[4]
sbb-itb-ffee270
生物反应器选择和系统规格
选择的生物反应器技术
该设施选择了搅拌罐式生物反应器, 这一选择是由于其在牛肌肉祖细胞. 上的可靠性能驱动的。影响这一决策的关键因素包括细胞的具体需求、所需的生产规模以及整体成本考虑。
牛肌肉细胞是依赖附着的,需要低于0.1 N/m²的低剪切力,以避免在培养过程中受损。搅拌罐设计满足了这一要求,同时证明了其在试验规模实验和商业生产中的适应性。成本是另一个主要因素,试验规模的设备在培养肉行业的预算中比在制药行业更具可及性[5][7].
生产规模目标在100到1,000升之间,以确保商业可行性。模块化搅拌罐系统被选择而不是填充床替代方案,因为它们能够在不超过传质限制的情况下放大10倍,保持kLa值在50 h⁻¹以上。这些系统旨在每批生产1–10公斤的培养肉,同时平衡可扩展容量的资本投资[7][8].
系统设计特点
一旦选择了搅拌罐式生物反应器,其设计就结合了先进的功能以促进最佳细胞生长。气体交换系统采用微型喷射技术,提供20–100 µm的气泡。此设置在37°C下实现100–200 h⁻¹的kLa值,保持溶解氧水平在30–50%饱和度。为了管理CO₂剥离,顶空曝气与膜接触器和消泡传感器相结合 [5][6].
为了实现高效混合,生物反应器使用双Rushton搅拌器, 以50–150 rpm的速度运行。这确保了在剪切速率低于5000 s⁻¹, 的情况下均匀混合,保护细胞免受损伤,同时保持营养梯度低于10%。搅拌是PID控制的,实时反馈pH值和溶解氧水平,支持每天1-5个容器体积的灌流速率[5][7].
可扩展性是设计的一个关键重点。生物反应器在不同规模上保持几何相似性,遵循2:1的高径比。CFD优化的叶轮确保线性放大,试点测试显示从10升到200升放大时细胞活力保留率为95%。模块化设计允许集成到更大的生产系统中,同时符合GxP合规标准[7][8].
过程分析技术 也被集成,具有拉曼光谱 用于实时监测关键参数,如pH(6.8–7.2)和乳酸(保持在2 g/L以下)。从单克隆抗体生产中改编的预测模型,跟踪葡萄糖水平,R²值高于0.95,确保精确的过程控制[5][6][7] .
这些功能不仅增强了细胞培养,还满足了英国监管机构要求的严格验证标准。
验证协议执行
核心验证程序
为了确保操作完整性,进行了全面的验证协议,结合了先进的设计特征. 实时监测发挥了关键作用,过程分析技术 (PAT) 传感器持续跟踪每次培养运行期间的关键参数,如溶解氧、pH 和 CO₂ 水平[6]. 该过程始于以 1×10⁵ 个细胞/mL 的密度接种的细胞,在含有 3 g/L 葡萄糖的培养基中培养一周。拉曼光谱用于监测整个过程中的乳酸和葡萄糖水平[5].
剪切应力分析确认搅拌力保持在 0.1 Pa 以下,这是牛肌肉细胞的临界限度。应力测试后显示细胞活力保持在 90%以上[6] .
无菌测试扩展到所有原材料,特别关注生长培养基。供应商需提供分析证书,并通过第三方测试验证,以符合英国设施标准。该协议包括ELISA免疫测定以检测革兰氏阴性菌的内毒素,同时使用流式细胞术根据细胞大小、形状和荧光特性识别污染物[9].
工艺优化方法
一旦系统稳定性得到确认,工作重点转向使用高级分析技术优化工艺。机器学习算法根据连续的PAT数据动态调整介质流速和搅拌速度。这些模型基于实验设计 (DoE)数据集进行训练,通过将电导率测量与生物质质量相关联,识别出具有成本效益的供料策略 [6] . 这种方法在增殖阶段特别有效,在该阶段,一致的生长速率对于商业生产至关重要。
拉曼光谱最初用于单克隆抗体生产,后来成功地应用于培养肉的应用。其分析物特异性使得该设施能够采用已建立的验证协议,同时保持在整个培养周期中进行实时监测所需的精度[5].
技术挑战与解决方案
扩大规模和生产力问题
将生物反应器从实验室环境扩大到商业生产绝非易事。该设施的目标是生产10–100公斤的培养肉,这需要大量的10¹²–10¹³个细胞来实现这一目标[11]. 然而,实现高细胞密度被证明是一个重大障碍。虽然中空纤维生物反应器理论上可以实现10⁸到10⁹个细胞/mL的密度[13], ,但传统的生物反应器设计在培育肉生产方面未能达到预期。
GFI研究员Matt McNulty解释了问题的根源:“用于培育肉的生物反应器仍然主要是从传统食品和制药设计中改造而来的。这些设计并没有专门针对培育肉生产的需求进行调整,因此由于这种不匹配而导致成本增加。”[12]. 这种设计与用途之间的不匹配需要对设备和流程进行彻底的重新思考。
实施的解决方案和性能数据
为了解决这些挑战,该设施重新调整了其设备和协议,以更好地符合培育肉生产的特定需求。其中一个关键变化是从药品级标准过渡到食品级标准。例如,团队用304不锈钢替代316不锈钢容器,这满足了食品安全要求,同时显著降低了资本成本[12]. 此外,传统的就地蒸汽灭菌工艺被二氧化氯气体处理所取代。这一调整允许使用由替代材料制成的薄壁容器,进一步降低了成本[12].
另一项节约成本的措施是将药品级水更换为被分类为“普遍认为安全”(GRAS)的食品级水用于培养基制备[12]. 团队还引入了可食用的微载体和支架,这不仅解决了细胞脱离问题,还符合食品安全法规[11].
为了进一步优化运营,设施实施了多路传感器系统. 这些传感器提供了实时性能数据,可以用于机器学习应用以微调流程[12]. 总体而言,这些变化对生产成本产生了显著影响,大幅降低了成本[10]. 这种显著的成本降低突显了如何通过将生产协议与监管标准对齐来实现商业规模化,而不牺牲安全性或质量。
验证结果和行业影响
测量的性能结果
通过严格测试,系统展示了生产力的显著提升。使用无气泡连续生物反应器技术,细胞生长生产率提高了15倍, 将产量从100公斤提升到1,500公斤——所有这些都在相同的操作空间内完成[16]. 在分化阶段,优化细胞生物量的调整导致增加128%, 显著减少了整体环境影响42–56%. 从C2C12到CHO细胞代谢的转变也在减少环境影响方面发挥了重要作用,在使用可再生能源时实现了高达67%的减少[14]. 更为显著的是,可再生能源的使用将温室气体排放量减少了高达92%,并将土地使用减少了90–95%,与传统牛肉生产方法相比[15][16] . 这些结果为整个行业的更广泛采用铺平了道路。
对行业实践的贡献
验证结果重新定义了生物反应器设计 和培养肉生产中的法规合规标准。通过证明食品级标准可以有效替代药品级标准而不影响安全性,该过程为行业引入了一条节省成本的路线图。例如,从316不锈钢切换到304不锈钢,结合二氧化氯灭菌和使用GRAS分类的水,大大降低了资本成本,同时保持了合规性。
除了证明技术可行性之外,这些进步正在改变行业基准。经济模型表明,连续与补料分批处理在十年内可以节省55%的资本和运营成本[1]. 对于采购团队来说,像
结论
主要发现
本分析强调了通过明智的设备选择和优化操作协议,培养肉生产如何迈向商业成功。选择像304不锈钢这样的食品级材料而不是更昂贵的316不锈钢,确保了安全性和合规性,同时降低了成本。转向 无血清培养基, ,正如新加坡食品局在2023年初批准GOOD Meat的配方所验证的那样,消除了与动物衍生投入相关的伦理和财务挑战 [15].
使用气升反应器扩大生产规模,特别是在260,000升的情况下,与较小的42,000升搅拌罐反应器相比,显示出降低成本的强大潜力[17]. 然而,实现高细胞密度 - 高达2 × 10⁸个细胞/mL - 需要先进的灌流系统来处理代谢废物,如氨和乳酸。工艺优化已被证明在解决这些挑战中至关重要[11]. 对于采购团队,像
未来发展
随着成本效益和过程控制的验证,重点现在转向超大规模生物反应器,这有望重新定义生产经济学。GOOD Meat于2022年5月宣布建立一个设施,配备十个250,000升的生物反应器——每年可生产13,700公吨的培养鸡肉和牛肉——标志着从试点项目向工业规模生产的重大转变[11][15]. 这与加州大学戴维斯分校Patrick G. Negulescu等人设定的经济基准一致:
“为了直接与牛肉竞争,CM产品,或至少生产成本,必须降至具有商业竞争力的水平”[17]
预测表明,这一目标是可以实现的,尤其是在培养基成本继续进一步下降的情况下。
像可食用微载体和混合系统这样的创新,将细胞扩增和分化结合在一个容器中,预计将简化验证过程并降低污染风险。本案例研究中概述的协议为公司扩大运营规模提供了一个可复制的模型,证明严格的测试可以与成本降低共存。随着更多设施采用这些经过验证的方法,培养肉行业正逐步接近与传统肉类的价格平价。同时,该行业带来了显著的环境效益,包括在使用可再生能源时温室气体排放量减少高达92%[15].
生物反应器回顾:传感器、建模、放大和替代反应器设计
常见问题
监管机构在培养肉的生物反应器验证档案中期望看到哪些证据?
监管机构要求生物反应器验证档案以确认系统在定义的参数内运行。这涉及确保 一致的过程性能和关键因素的实时监控,如pH值, 溶解氧, 和温度. 此外,进行无菌测试在防止污染方面起着至关重要的作用。遵循ISO 14644-1和EU GMP 附录1 等标准是维持微生物控制和保持无菌生产实践的强制要求。
如何在不损害牛肌肉细胞的情况下放大搅拌罐式生物反应器?
为了培养肉生产而放大搅拌罐式生物反应器涉及管理剪切应力, ,这可能会损害牛肌肉细胞。为了解决这个问题,使用了计算流体动力学(CFD)和缩小模型等工具来预测流动模式。这些见解指导了对搅拌器设计和搅拌速度的调整,有助于减少细胞损伤。
同样重要的是确保营养和氧气的均匀分布。先进的监测系统结合有效的混合技术,是创造一致条件的关键。这种方法有助于最大限度地减少局部应力,并在大规模生产过程中支持细胞健康。
哪些成本削减验证变更对单位经济效益影响最大?
采用一次性生物反应器 对降低以£/kg计的成本有显著效果。虽然这些系统减少了初始资本投资和劳动力费用,但它们确实伴随着更高的耗材成本。此外,引入实时监控和培养基回收技术提高了运营效率。这些进步不仅简化了流程,还带来了长期的成本节约。










