

洁净室验证确保生产环境符合严格的污染标准,这对于培养肉生产至关重要。这是在扩大培养肉工艺. 时的关键步骤。适当的验证可以防止污染风险, ,保护产品质量,并符合ISO 14644和GMP等法规。该过程包括四个关键阶段:
- 设计确认 (DQ): 确认洁净室的设计符合操作和法规要求。
- 安装确认 (IQ): 验证组件安装正确并符合规格。
- 操作确认 (OQ): 在非活动状态下测试系统以确保其按预期运行。
- 性能确认 (PQ): 评估洁净室在实际生产中的性能。
测试协议,包括粒子计数、HEPA过滤器完整性检查和气流测量,对于保持合规性至关重要。持续监测和定期重新验证有助于长期维持洁净室性能。遵循这些步骤可确保将污染风险降至最低,保障产品一致性和法规批准。
从URS到PQ的洁净室验证
sbb-itb-ffee270
洁净室验证的四个阶段
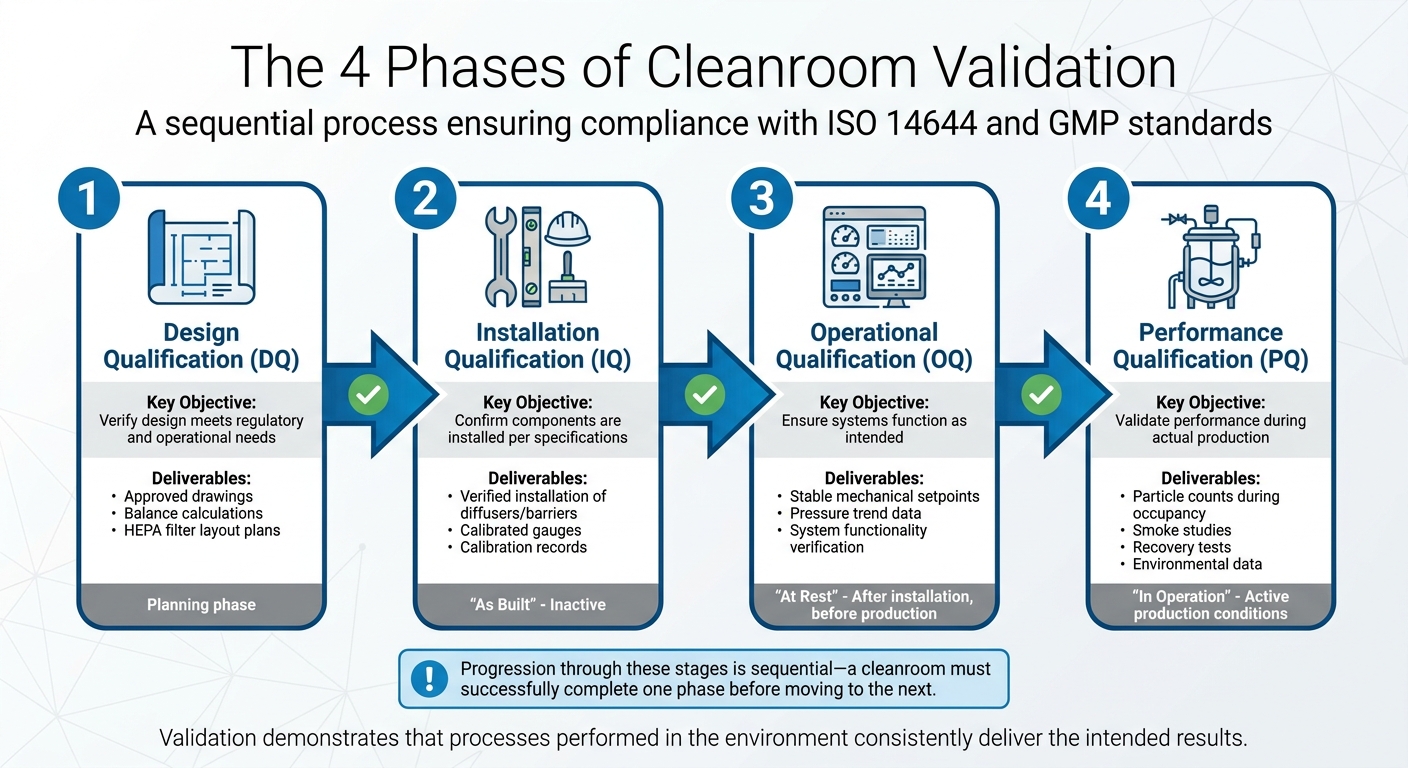
培养肉生产的洁净室验证四个阶段
洁净室验证是一个逐步的过程,分为四个不同的阶段,每个阶段都建立在前一个阶段的基础上。通过这些阶段的进展是顺序的——洁净室必须成功完成一个阶段才能进入下一个阶段。正如Allied Cleanrooms恰当地指出的:
“验证是将看似准备好的洁净室与实际准备好的洁净室区分开来的关键”[8].
虽然确认确保了洁净室及其系统按照设计安装并运行,但验证更进一步。它证明在该环境中执行的过程始终如一地交付预期结果[7]. 四个阶段——设计确认(DQ)、安装确认(IQ)、操作确认(OQ)和性能确认(PQ)——旨在为经过验证的生产过程做好准备。这些阶段也为严格的测试协议奠定了基础。
| 验证阶段 | 关键目标 | 典型交付物/测试 |
|---|---|---|
| 设计确认 (DQ) | 验证设计符合监管和操作需求。 | 批准的图纸、平衡计算、HEPA过滤器布局计划。 |
| 安装确认 (IQ) | 确认组件按照规格安装。 | 验证扩散器/屏障的安装,校准的仪表。 |
| 操作确认 (OQ) | 确保系统按预期运行。 | 稳定的机械设定点,压力趋势数据。 |
| 性能确认 (PQ) | 验证生产/占用期间的性能。 | 颗粒计数、烟雾研究、恢复测试、环境监测 数据。 |
设计确认 (DQ)
设计确认 (DQ) 阶段确保洁净室的设计符合培养肉生产的特定要求。这涉及验证设计文件,如平衡计算和HEPA过滤器布局,是否反映实际操作需求。每个设计元素必须符合严格的验收标准,通常基于ISO 14644标准或用户定义的要求 [7].
安装确认 (IQ)
安装确认 (IQ) 侧重于验证洁净室在非活动状态下的“按建造”条件。此阶段确认扩散器、回风口和屏障符合设计规范。它还检查压力监测器和仪表是否正确校准并完全运行。详细的文档,包括校准记录和测试位置的映射,对于此阶段至关重要 [7][8].
操作确认 (OQ)
操作确认 (OQ) 测试洁净室在“静止”状态下的性能 - 安装后但生产开始前。此阶段通过记录稳定的机械设定点和一致的压力趋势来确保系统按预期运行。如果发生任何重大变化,例如设备重新定位或气流修改,则需要进行有针对性的重新测试以保持平衡 [7][8]. 一旦确认系统正常运行,设施即可准备在活动条件下进行性能验证。
性能确认 (PQ)
最后阶段,性能确认 (PQ),验证洁净室在实际生产条件下的性能。此阶段评估设施在用于培养肉生产时是否达到性能目标。关键评估包括占用期间的颗粒计数、关键区域周围的气流可视化(如烟雾研究)以及测量干扰后房间恢复到所需清洁度的恢复测试。在开始PQ之前,确保机械设定点稳定,通过生物过程控制软件, 管理,识别关键采样位置,并确认清洁记录验证条件[7].
对于培养肉设施,强烈建议使用独立的第三方验证机构。这种公正的验证在监管机构和审计员中更具分量。Allied Cleanrooms强调:
“监管机构和审计员更重视来自没有利益关系的外部方的结果”[8].
这种独立的方法对于寻求USDA检查授权的设施尤为重要,这需要成功完成FDA上市前咨询 [5] [6].
洁净室验证所需的测试协议
一旦设计确认 (DQ)、安装确认 (IQ)、操作确认 (OQ) 和性能确认 (PQ) 完成,下一步就是进行一系列彻底的测试以验证洁净室的性能。这些测试确保洁净室符合其ISO分类,并适合培养肉生产。以下是关键测试协议的概述。
空气颗粒计数测试
此测试测量空气中的颗粒数量,以确认洁净室符合其ISO分类。例如,ISO 5 洁净室每立方米不应超过 3,520 个 0.5 µm 或更大颗粒。测试涉及在指定采样点使用校准的粒子计数器,在“静止”和“运行”条件下进行。根据 ISO 14644-2,ISO 5 及更严格的分类应每六个月进行一次粒子浓度测试,ISO 6 及以上的应每年进行一次 [8].
HEPA 过滤器完整性测试
这些测试确保高效微粒空气 (HEPA) 过滤器正常工作,没有泄漏或缺陷。虽然粒子计数测试评估房间的整体清洁度,但完整性测试则专注于过滤器本身。任何重大变化,例如更换过滤器或房间改动,都需要立即重新测试。许多设施选择第三方机构进行这些测试,因为独立验证通常受到监管机构的高度重视[8].
气流速度和体积测量
适当的气流对于保持清洁度至关重要。单向洁净室的气流通常应在0.45 m/s ±20%(介于0.36和0.54 m/s之间)。测量通常在工作高度进行——在可扩展生物反应器系统中进行敏感操作(如生物反应器接种)——或距离过滤器表面150至300毫米处。ISO 14644-3:2005规定,采样点的数量应等于房间面积(平方米)的10倍的平方根,至少要有四个读数,并且每个过滤器至少要有一个点。烟雾研究或气流可视化映射可以进一步验证单向气流并检测称为“尾流区”的空气滞留区域 [9].
压力差检查
保持洁净室区域之间适当的压力差对于防止污染至关重要。洁净区必须相对于相邻的较不洁净区域保持正压。校准的压力表和传感器用于记录和确保稳定的压力差。
温度和湿度验证
洁净室的温度和湿度水平必须仔细控制以支持培养肉生产。这些条件会影响产品质量以及HEPA过滤器和其他系统的性能。持续监测有助于确保这些参数在整个生产周期内保持在所需的设定点内。
持续监测和再验证
验证并不会在系统到位后停止。持续监测和定期再验证对于应对过滤器磨损、HVAC系统退化和工艺变化的影响至关重要。在通过DQ、IQ、OQ和PQ实现初始合规后,保持在生产活动期间的性能需要持续的监督。
环境监测计划
一个强大的环境监测计划根据定义的时间表跟踪空气中的颗粒计数、微生物污染、温度、湿度和压力差异。对于A级区域,监测必须是连续的,而B级区域需要每15-30分钟检查一次。C级和D级区域可以根据风险评估每小时或每班次进行监测[3][4].
微生物监测结合了主动空气采样和沉降平板。根据英国GMP指南,沉降平板应至少每周测试一次,而非活性粒子计数应每天进行。维护活动后应增加监测频率[3][4]. 所有数据应实时记录,并设定警报限值。例如,A级区域可能会为活性粒子设定1 CFU/m³的行动限值[1][2]. 分析这些数据的趋势可以帮助及早识别潜在问题。
先进工具如远程激光粒子计数器、主动空气采样器和具有实时警报的数据记录器确保持续监测。无线传感器网络通过仪表板提供24/7的监督,减少对人工检查的依赖。为了保持准确性,传感器应每六个月进行预防性维护。 重新验证计划 重新验证确保洁净室性能保持在所需规格内,即使设备老化、工艺演变或监管要求发生变化。重新验证的触发因素包括重大变化,如安装新的生物反应器、升级HVAC系统或改变设施布局。对于培养肉设施,工艺变化——如培养基配方的修改——也必须考虑在内,以管理污染风险。
关键参数应每年重新验证,进行半年检查,并在发生重大变化后立即重新验证。根据MHRA GMP 指南,培养肉类的高风险洁净室应每12个月重新验证其性能确认(PQ),涵盖所有 IQ、OQ 和 PQ 元素。在 HVAC 升级后,应在30天内进行重新测试[4][10]. 预防性维护计划也应与 GMP 审核保持一致[2][3].
对于持续的验证需求,
培养肉洁净室的合规标准
在解决验证和测试协议后,培养肉生产的最后一个障碍是满足合规标准以获得监管批准。用于此过程的洁净室必须遵循ISO 14644 的粒子限制和测试方法,以及良好生产规范(GMP)的污染控制和验证指南。通过遵循这些框架,制造商可以确保其设施符合严格的监管要求。让我们分解每个标准在洁净室合规中的作用。
ISO 14644 洁净室分类标准
ISO 14644 根据空气中颗粒物的浓度来定义洁净室的分类。它测量每立方米中尺寸≥0.5 μm的颗粒,分类从ISO 1(最洁净)到ISO 9。对于培养肉生产,最相关的分类是ISO 5到ISO 8,这与GMP等级A到D相对应。这些标准关注“静态”条件——即洁净室完全设置但无人使用时的状态。
虽然ISO 14644为洁净室分类奠定了基础,但它不涵盖活跃操作期间的验证,也不要求微生物监测。这就是GMP指南发挥作用的地方,为培养肉设施增加了一层合规性。
培养肉的GMP要求
与ISO标准不同,GMP要求对 “静止”(无人)和“运行中”(有人)状态进行验证。例如,B级洁净室在静止状态下允许每立方米最多3,520个≥0.5 μm的颗粒,但在运行中增加到352,000个颗粒[12] .
GMP采用污染控制策略 (CCS) , ,由质量风险管理 (QRM) 指导,以识别和最小化污染风险。指南还规定了结构和表面要求,以防止颗粒堆积并实现有效清洁。表面必须光滑、防水且耐用,同时不建议使用滑动门,因为清洁困难。此外,为避免微生物储存库,A级和B级区域禁止设置水槽和排水口。
由于人类在洁净室检查中检测到的颗粒中占75-80%,[11] , GMP实施严格的穿戴协议,并在关键的性能确认(PQ)阶段限制人员进入。
对于需要无菌处理的产品,GMP验证包括无菌工艺模拟(培养基灌装)以确认生产过程能够防止微生物污染。环境监测是另一个关键方面,涵盖非生物颗粒和活微生物。A级区域需要持续监测,而较低等级区域则需频繁检查以保持合规。
使用 Cellbase 进行洁净室验证资源
为培养肉设施采购洁净室验证设备可能是一个棘手的过程,主要是因为需要专门的监测工具来满足 ISO 14644 和 GMP 标准。一般的实验室供应平台通常无法储备这些小众物品,导致采购团队需要从零散的供应商网络中拼凑解决方案。进入
获取经过验证的设备和材料
例如,一家初创公司通过
简化验证需求的采购
除了提供经过验证的设备,
采购经理报告称,关键监测工具的补货速度加快,包括实时粒子计数器和数据记录器,这些工具对于维护有效的环境监测计划和根据GMP指南安排再验证至关重要[18]. 此外,
结论
在培养肉生产中的洁净室验证是一个精细的过程,旨在确保设施在生物反应器操作开始之前符合ISO 14644粒子限制和GMP标准。数据本身说明问题:经过验证的洁净室始终达到99.99%的无菌保证率,符合ISO 14644的设施报告的污染率低于1%。相比之下,未经验证的环境面临高达15%的污染率——这一显著差异突显了适当验证的重要性[13][14].
但工作并不在初步验证后停止。保持洁净室性能同样重要。根据洁净室技术研究所的专家,验证不足占生物制药GMP不合规的40%。对于培养肉来说,这构成了严重风险,因为即使是一次污染事件也可能危及价值数万英镑的生产批次,突显出需要一个可靠的采购层来确保高质量的投入 [13] [14].
常见问题
在洁净室中,资格认证和验证有什么区别?
资格认证和验证在保持洁净室合规性方面扮演着不同但同样重要的角色。
资格认证是确保洁净室及其系统正确安装并按预期运行。此过程涉及多个阶段,包括设计认证 (DQ), 安装认证 (IQ), 和操作认证 (OQ). 每个步骤都确认洁净室符合其设计规范并有效运行。
验证, 另一方面,验证关注的是洁净室在实际生产过程中持续提供所需环境的能力。它关乎于确保长期的可靠性、安全性和遵循法规标准。
我如何为培养肉区域选择合适的ISO等级/GMP等级?
在为培养肉生产选择合适的ISO等级或GMP等级时,关键在于生产的具体阶段和相关的污染风险。
- ISO等级5: 最适合早期培养阶段,此时保持无菌状态至关重要。
- ISO等级6: 理想用于生物反应器操作,平衡清洁度与实用性。
- ISO等级8 : 适用于收获和转移过程,此时污染风险较低。
在无菌性不能妥协的区域,保持更高的清洁标准是必不可少的。此外,适当的环境控制是满足监管要求的必要条件。
哪些变化需要立即进行洁净室重新验证?
当发生重大变化时——例如洁净室布局的改变、新设备的添加或可能影响无菌性或合规性的环境控制更新——就需要立即进行重新验证。这些变化可能影响关键条件,因此重新验证可确保一切继续符合监管要求。









