

洁净室认证对于培养肉生产至关重要,确保安全并符合英国法规,如法规 (EC) 853/2004。没有认证,设施面临污染、不合规和产品质量问题的风险。以下是该过程的快速概述:
- 认证的重要性:防止微生物污染,符合HACCP原则,确保生产一致性。
- 关键标准:ISO 14644-1(空气洁净度)、EU GMP 附录1(无菌生产)和EN 17141(微生物控制)。
-
认证步骤:
- 设计和建造:安装HEPA过滤器、气流系统,并保持适当的压力差。
- 安装确认 (IQ):验证洁净室是否符合设计规格。
- 操作确认 (OQ):在受控条件下测试性能。
- 性能确认 (PQ): 在实际操作中验证功能。
- 持续监测: 定期检查颗粒、压力、温度和湿度。
- 持续合规: 每6-12个月或重大变更后重新确认。
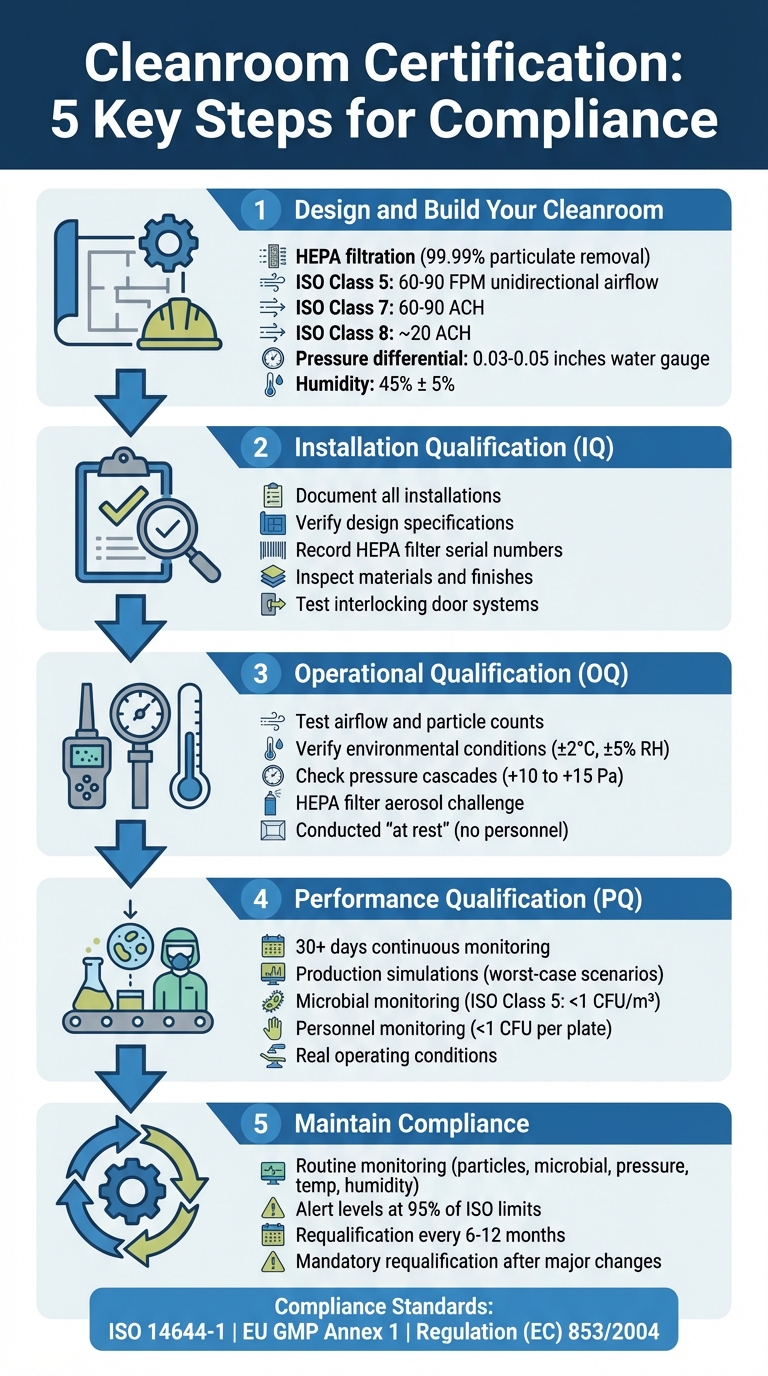
培养肉设施的5步洁净室认证流程
洁净室设计和认证
步骤1:设计和建造您的洁净室
为培养肉生产建造洁净室需要围绕三个主要系统进行仔细规划:HEPA过滤、环境控制和工作流程分离。这些元素确保无菌条件,并帮助您避免后期昂贵的修改。一旦这些系统到位,专注于在安装期间优化其性能。
HEPA过滤和气流要求
空气处理系统是洁净室的支柱,决定其是否符合所需的ISO分类。HEPA过滤器去除99.99%的颗粒物[5],但其有效性取决于以特定速率和模式输送空气,以适应每个生产区域。
对于ISO 5级区域 - 如无菌过程如肉类采集 - 需要单向(层流)气流,速度为60到90英尺每分钟(FPM) [5]。这涉及到天花板安装的风扇过滤单元(FFU)通过低墙通风口以窄排放角度引导气流。
在ISO 7级和8级区域,使用混合气流设计。在这里,新鲜供应空气与内部空气混合,每小时换气次数(ACH)较少。ISO Class 7 区域需要 60–90 ACH,而 ISO Class 8 区域需要大约 20 ACH[1][6]。要计算 ACH,将供应空气量(每小时)除以房间体积。请记住,较高的天花板会增加气流需求和成本[3]。
压力差是防止污染物进入的关键。在洁净室和相邻区域之间保持 0.03–0.05 英寸水柱的正压差 [7]。然而,不要超过门的 0.1 英寸水柱,因为这会使门难以打开——需要在标准 3×7 英尺的门上施加高达 11 磅的力[7]。
安装后,使用气溶胶挑战测试(如 DOP 或 PAO 测试)测试过滤系统的完整性,以确认 HEPA 过滤器外壳中没有泄漏或密封不良[1]。烟雾可视化研究还可以帮助验证层流气流,并确保在敏感区域没有湍流或回流。
在安装过滤系统后,下一步是确保环境条件的一致性。
生产环境控制
保持稳定的温度、湿度和压力对于降低微生物风险至关重要[9]。您的HVAC系统必须持续保持这些参数,同时支持您的洁净室ISO分类所需的高换气率。
温度控制尤为重要。系统必须抵消来自生物反应器、照明和人员的热量,而不干扰气流模式。相对湿度应保持在45% ± 5%,这有助于防止吸引颗粒物的静电荷并避免冷凝问题。该范围还确保穿着工作服的员工有一个舒适的工作环境[7]。
对pH值和溶解氧等环境参数的实时监测可以帮助检测微生物生长的早期迹象[9]。对空气、表面和水的连续监测是另一项重要的做法,以在污染升级之前捕捉到污染。此外,设计您的HVAC系统以实现短恢复时间 - 这确保了洁净室在污染事件后迅速恢复到其指定的清洁度水平,从而减少停机时间[1]。
一旦环境控制措施到位,重点管理材料和人员如何在空间中移动,以尽量减少污染风险。
管理材料和人员流动
“洁净室工作人员是洁净室最大的污染源,所有关键过程都应与人员出入口和通道隔离。” - Vincent A. Sakraida,工程师[7]
人员是洁净室中最大的污染风险,会脱落皮肤颗粒、头发和其他碎屑[7][6]。为了解决这个问题,您的洁净室布局应将关键过程与高流量区域和出入口物理隔离。
材料应单向移动 - 从低等级区域到高等级区域 - 在此过程中使用经过验证的消毒或灭菌过程[8]。双端灭菌器,如双门高压灭菌器或去热原隧道,是将物品转移到无菌加工区域而不影响空气质量的理想选择[8].
气闸作为不同洁净度等级区域之间的缓冲区。ISO 7级或更洁净的区域应包括一个更衣室,以防止外部污染物进入生产区域[6]。对于A级和B级区域,互锁门系统确保一次只能打开一扇门[8]。如果无法为人员和物料设置单独的气闸,基于程序的时间分隔可以帮助避免区域之间的同时移动[8].
将关键空间限制为单一入口点,以减少交叉污染风险[7]。观察窗或远程摄像头可以让主管在不进入洁净室的情况下监控活动,从而减少不必要的进入[8].
这些措施中的每一项都在实现洁净室认证方面发挥着重要作用,并确保您的设施符合安全和合规的培养肉生产所需的严格标准。
步骤2:完成安装确认(IQ)
一旦施工完成,下一步就是安装确认(IQ)。此过程确保洁净室的每个组件在进行操作测试之前已正确安装。基本上,IQ 充当完成物理施工和开始 HVAC 平衡之间的桥梁,确认一切准备就绪以进入下一个阶段。
"安装确认 (IQ) 检查确保设备、组件和洁净室设置符合制造商的规格,并且所有内容均已正确安装。" - Kjeld Lund, 洁净室专家 [11]
IQ 关注“竣工”状态 - 当洁净室结构完成但生产设备尚未到位时。这里的主要目的是确保所建内容与原始设计相符,任何偏差都得到适当记录和处理。
记录所有安装步骤
在此阶段,详尽的文档记录至关重要。您需要详细的竣工记录,其中包括更新的建筑图纸、HVAC 设备清单、控制序列和电气布线图。这些记录应反映洁净室的实际建造情况,而不仅仅是计划情况。
对于每个HEPA或ULPA过滤器,记录序列号、确切位置和安装日期。安装后立即检查过滤器是否有运输损坏至关重要,因为即使是微小的泄漏也会影响洁净室的完整性。为每件设备和传感器标记一个与您的设备清单匹配的唯一ID,以简化未来的审计和维护。
所有监测仪器的校准证书也必须归档。这包括粒子计数器、差压传感器、温湿度探头和气流设备。正如ISO Cleanroom的Toni Horsfield所解释的,“粒子计数器的校准证书包含在您的洁净室验证报告中。”[10]
材料和饰面的检查同样重要。验证墙板、地板、门、传递窗和密封剂是否符合GMP标准。表面应无脱落、低挥发性有机化合物,并正确密封。门窗必须与墙壁齐平以保持压力完整性。
为任何设计偏差保留偏差日志,记录评估和采取的纠正措施。此日志稍后将成为您最终验证报告的一部分,整合安装阶段的所有发现。
验证设计规范
一旦您的安装记录完成,下一步是确保每个系统都符合批准的设计。将用户需求规范(URS)与实际安装进行交叉参考,以确认在运输或组装过程中没有遗漏。
对于暖通空调和过滤系统,检查空气处理单元、管道连接和扩散器位置是否与设计图纸一致。确认HEPA过滤器已正确安装在其外壳中,并且所有管道压力测试已成功完成。记录每个风扇过滤单元的规格和数据表。
结构验证包括检查联锁装置、气闸和传递窗,以确保其按预期运行。测试联锁门系统,确保两扇门不能同时打开。检查所有密封是否完好,并确保洁净室能够维持所需的压力差。
运行HVAC系统以达到稳态条件,然后再进行下一阶段的测试。
精确地进行IQ至关重要,因为它为所有后续的资格阶段奠定了基础。跳过步骤或匆忙完成文档可能会在操作测试和监管审计中导致问题。通过彻底完成这些检查,确保顺利过渡到操作资格。
步骤 3:执行操作确认 (OQ)
一旦安装确认证实所有设备正确安装,下一步就是操作确认 (OQ)。此阶段确保您的洁净室在规定条件下按预期运行。通常,这些测试是在“静止”状态下进行的,这意味着空调系统正在运行,但没有人员或生产活动进行。
“验证提供了客观的证据,证明洁净室在静态(静止)和操作条件下能够维持稳定、无污染的环境。” - Standard Tech [12]
OQ 测试对于证明符合 ISO 14644-1 和 GMP 标准至关重要。对于培养肉设施,这一步尤为重要,因为生物过程依赖于严格的颗粒和微生物控制。为了确保准确的结果,在开始测试前至少稳定洁净室30分钟,以避免偏差的粒子计数[12]。这些检查建立在安装阶段的基础上,为微调您的环境控制奠定基础。
测试气流和粒子计数
空气中粒子计数是ISO分类的基石。使用校准的激光粒子计数器,测量空气中粒子的浓度,以确认符合所需的ISO等级。对于ISO 5级,请参阅标准表中规定的粒子限值。
采样位置的数量取决于洁净室的大小。ISO 14644-1提供了明确的指导:较大的房间需要更多的采样点,按网格模式排列[16]。如果您正在测试两个到九个位置,您需要计算95%的上置信限(UCL)以确定合规性。对于十个或更多的采样点,此计算是不必要的[15]。
气流速度和体积测量确保您的换气率符合设计规范。使用风速计在各个点测量速度,特别是在关键工艺区域附近,并确认这些值与您的设计目标相符。
烟雾研究提供了一种可视化的方法来检查气流方向,确保其从较清洁区域流向较不清洁区域。在门、传递窗和其他易受影响的区域附近产生烟雾,以检测可能扰乱气流的泄漏或湍流[12]。虽然粒子计数器很精确,但烟雾研究可以揭示可能被忽视的停滞区域等问题。
HEPA和ULPA过滤器也必须在OQ期间重新验证。使用气溶胶挑战来检查过滤器或其密封处的泄漏。即使是轻微的安装错误也可能影响性能,因此在任何维护或更换过滤器后始终重新测试[12]。
一旦确认气流性能,重点就转向影响产品质量和操作员舒适度的环境条件。
验证环境条件
温度和湿度在保持产品质量和确保舒适的工作环境中起着重要作用。对于培养肉设施,验证目标通常是温度±2°C和相对湿度±5%[12]。建议至少连续监测24小时,因为抽查可能会遗漏影响验证的波动[12]。
培养肉的洁净室通常保持在18–22°C的温度范围和30–60%的相对湿度[14]。这些条件支持细胞培养过程,同时防止可能促进微生物生长的冷凝。使用校准的热传感器和相对湿度探头放置在洁净室内,以识别条件的任何变化。
压力梯度是另一个关键因素。这些确保空气从更清洁的区域流向较不清洁的区域,减少污染风险。使用校准的仪表验证压力差异 - 通常在相邻的分类房间之间为+10到+15 Pa。在门口和传递窗下的稳态条件下进行测量,以确认适当的压力关系[12]。
恢复时间测试测量洁净室在污染事件后恢复合规的速度。引入受控的颗粒源,然后监测颗粒计数恢复到基线所需的时间。更快的恢复时间表明更好的气流设计和更有效的污染控制[1]。
为了避免延误或昂贵的重测,请在OQ测试之前立即校准所有仪器。记录所有相关细节,包括日期、时间、地点、仪器ID和每次测试的环境条件。这些文档对于您的验证报告至关重要,并将在监管审计期间需要[12]。
sbb-itb-ffee270
步骤4:进行性能确认(PQ)
性能确认(PQ)评估您的洁净室在实际生产条件下的性能,包括设备运行和工作人员的积极工作[1][12]。在安装和操作确认的基础上,PQ提供了洁净室在实际操作中一致且可靠的性能确认。
"PQ验证了洁净室在实际操作条件下的性能,包括设备操作和人员活动。" - G-CON [1]
为了确保彻底测试,PQ阶段应包括至少30天的连续监测。这个延长的时间框架有助于识别变化,例如生产周期中的温度波动或由于人员移动导致的微生物污染变化,这些是较短测试可能忽略的。对于培养肉设施来说,严格的污染控制至关重要,PQ提供了洁净室在常规操作中保持合规的书面证明。
运行生产模拟
生产模拟应复制最坏情况。这些可能包括最大占用量、所有设备的同时运行以及临时污染风险,如频繁开门或剧烈运动。基于风险的方法,例如使用失效模式与影响分析(FMEA),可以帮助根据污染风险、物料流动和高流量区域识别采样位置。 在这些模拟期间进行微生物监测是关键。应使用主动和被动采样方法跟踪菌落形成单位(CFU)。对于ISO 5级洁净室,微生物污染的行动限值通常为1 CFU/m³。 由于人类是洁净室中颗粒的最大来源,因此人员监测同样重要。手套指尖采样可以确认正确的无菌技术,接受的限度是每个平板小于1 CFU。操作人员应事先了解穿戴和移动协议,以防止污染水平的人工激增。 此外,测试洁净室在受控颗粒挑战后的恢复速度。引入颗粒源并测量条件恢复到基线所需的时间。此过程评估气流和污染控制系统的有效性。 设置环境监测 模拟测试后,持续的环境监测确保一致的性能。这些系统提供关于关键参数的实时数据,如空气中的颗粒物、微生物污染、温度、湿度和压力差。这对于在性能变化导致合规问题之前进行检测至关重要。对于培养肉生产,持续监测是不可或缺的。 在资格认证阶段,每1-2小时在关键区域进行微生物空气采样,以确认有效的污染控制。使用胰蛋白胨大豆琼脂(TSA)检测细菌,将样品在30-35°C下孵育至少三天;使用沙氏葡萄糖琼脂(SAB)检测真菌和霉菌,将样品在20-25°C下孵育至少七天。测试期间避免在空气采样器附近使用气溶胶喷雾或消毒剂。如果使用了旋转消毒剂或70%异丙醇,请等待至少五分钟后再开始空气采样[17]。
为所有监测参数建立明确的警报和行动限值。当数值开始偏离时,警报水平表示需要进行调查,而行动限值则要求在参数超出可接受范围时立即采取纠正措施[14]。详细记录每次测量,包括日期、时间、地点、仪器详情和环境条件。这确保您始终为审计做好准备,并能证明符合ISO 14644和GMP标准。
步骤5:通过监测保持合规性
一旦完成性能确认,工作并未就此结束。保持合规性需要持续监测和定期重新确认。洁净室认证不是一次性的里程碑——它需要持续的努力以保持您的设施处于“受控状态”。对于培养肉设施,这一持续过程确保您符合监管和运营标准,将资格阶段的细致实践延伸到日常运营中。
实施常规监测
为了确保您的洁净室符合ISO 14644和GMP标准,您需要定期监测微生物和颗粒污染物。需要关注的关键参数包括:
- 颗粒计数
- 微生物水平
- 压力
- 温度
- 湿度
- 气流
监测的频率应与您的洁净室分类和全面的风险评估相一致。例如,ISO 5级区域通常需要在生产过程中进行连续或每小时的颗粒监测,而不太关键的区域可能只需要每天或每周检查。
将警报水平设置为ISO限制的95%以便及早发现潜在问题。这些水平在参数开始偏离时起到警告作用,促使在问题升级之前进行调查。另一方面,行动限值要求在参数超出可接受范围时立即采取纠正措施[14]。
监测的另一个重要部分是手套指尖取样 (GFS)。这种方法确保人员保持正确的无菌技术。标准标准通常是每个平板少于1 CFU[17]。在关键无菌操作后或每班结束时进行GFS有助于及早识别和解决技术上的不足。
虽然常规监测有助于维持日常控制,但重新验证可确保您的洁净室系统在长期内保持有效。
安排重新验证
重新验证应每6到12个月进行一次。然而,某些事件使重新验证成为强制性要求,例如结构翻新、新设备安装、HEPA过滤器更换或重大HVAC系统更改[1][14] 。
在重新验证期间,许多操作验证阶段的测试需要重复进行。这些包括:
- 空气颗粒计数
- HEPA过滤器完整性测试(证明对≥0.3 microns)
- 气流速度测量
- 压差检查
一个特别关键的测试是恢复时间测试,它测量洁净室在污染事件后恢复到目标洁净度水平的速度。此测试验证您的HVAC系统在压力下的有效处理能力[1].
保留一个验证主计划 (VMP),以记录所有资格阶段(IQ, OQ, PQ)和您的再资格计划。确保用于测试的所有仪器 - 如粒子计数器和风速计 - 都经过校准,并具有可追溯到国家标准的证书 [1] [14]。这确保了您的合规工作中的准确性和可靠性。
采购洁净室设备以确保合规
在 Cellbase 上寻找经过验证的供应商
一旦您的洁净室的操作和性能标准得到建立和验证,下一步就是采购合适的设备以保持合规。对于培养肉生产,这意味着与了解行业独特需求的供应商合作。
此外,该平台优先考虑符合 GMP 要求的材料。例如,像 316L 不锈钢 这样的建筑材料,具有抛光的、不脱落的表面。这些材料能够抵抗反复的化学消毒,并支持经过验证的就地清洗(CIP)和就地灭菌(SIP)协议 [4]。通过在一开始就验证材料兼容性,您可以避免以后昂贵的改造或重新验证周期。这种积极的方法有助于保持合规,同时节省时间和资源。
结论
关键要点
获得洁净室认证对于保持产品质量和满足监管标准至关重要。首先需要设计一个配备HEPA过滤、受控气流和高效物料流的洁净室。该过程继续通过三个阶段的资格认证方法:安装资格(IQ)、操作资格(OQ)和性能资格(PQ)。这些阶段确保所有系统在实际工作条件下有效运行。
认证并不止于此。对温度、湿度、压力和颗粒计数等因素的持续监测对于识别任何性能问题至关重要。定期的再验证确保符合 ISO 14644-1和GMP标准,为未来的改进创建了坚实的框架。
您设施的下一步措施
为了使您的设施符合这些标准,请考虑制定一个验证主计划 (VMP)。该计划将资格认证过程与日常运营需求相结合,帮助您在监管要求方面保持领先[1]。此外,实施基于HACCP的食品安全管理系统也是关键。至少有一名团队成员应接受HACCP原则的4级培训,以确保合规[2]。
对于设备需求,请转向
常见问题
洁净室认证对培养肉生产有哪些好处?
洁净室认证在培养肉生产中起着至关重要的作用,确保符合严格的安全和环境标准。认证的洁净室旨在最大限度地减少微生物和颗粒的污染风险,保持细胞培养所需的无菌条件。这不仅保护了最终产品的质量和安全性,还确保符合国际公认的标准,如ISO分类和GMP等级——这些是监管批准和市场接受的关键要求。
除了合规性,认证通过验证气流、过滤和环境监测等关键系统来提高操作可靠性。这些系统协同工作以降低污染风险,实现一致的生产并提高整体工艺效率。经过认证的洁净室还可以在利益相关者中建立信心,简化监管检查,并通过展示遵循管理受控环境的最佳实践来支持扩展工作。
洁净室应多久重新认证一次以确保合规性?
洁净室需要定期重新认证以确保符合行业标准。重新认证的频率取决于多个因素,包括洁净室的分类、使用方式以及风险评估或环境监测计划的发现。
通常,重新认证每年进行一次。然而,高风险环境或涉及重大变化的情况——如设备升级或布局调整——可能需要更频繁的检查。持续的性能监测也至关重要,以验证气流、过滤和环境控制是否继续符合所需标准。
在培养肉生产的洁净室中需要监测哪些环境因素?
为了确保合规并降低培养肉设施中的污染风险,密切关注几个环境因素至关重要。这些因素包括颗粒计数、微生物污染、气流模式 、气压差、温度和湿度水平。定期监测这些要素有助于维持GMP标准,并创造生产所需的受控环境。
通过仔细管理这些条件,设施可以在满足洁净室认证所需的严格标准的同时保护产品质量。










