

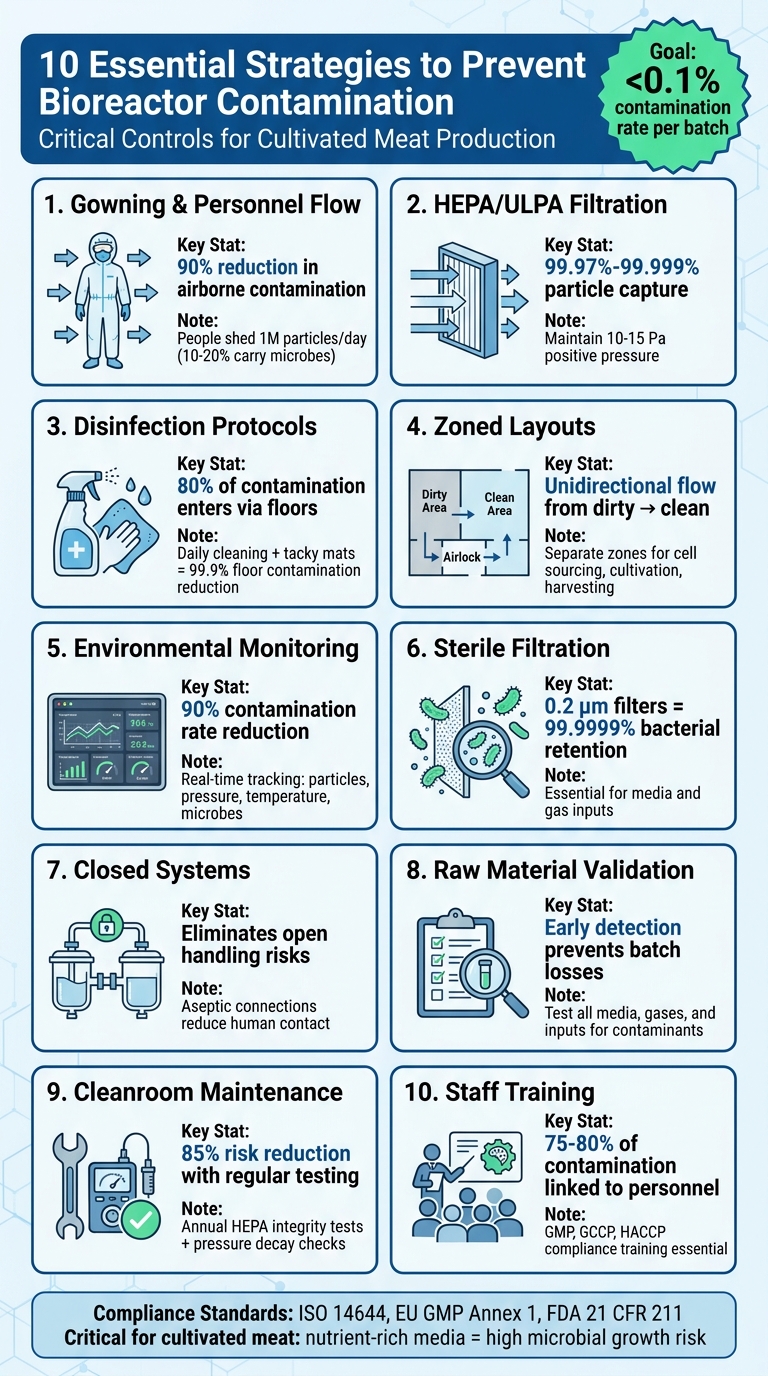
生物反应器污染可能会毁掉整个批次并造成数千美元的损失。 培养肉生产依赖于保持无菌环境以培养敏感的动物细胞。风险很高,但有经过验证的策略可以防止污染。从严格的穿戴协议到 先进的过滤系统, 以下是您需要了解的内容:
- 穿戴和人员流动: 人是最大的污染源。使用全身无菌服、手套和口罩,并配合严格的移动控制。
- HEPA/ULPA 过滤: 这些过滤器可捕获99.97%-99.999%的颗粒。将它们与正压结合使用以减少空气传播的风险。
- 消毒程序: 每天清洁表面,并使用粘性垫来阻挡80%的污染。
- 分区布局: 将“脏”区域和“净”区域分开,采用单向工作流程以最大限度地减少交叉污染。
- 环境监测: 实时跟踪颗粒、压力和微生物可以将污染率降低90%。
- 无菌过滤: 使用0.2 μm过滤器对介质和气体输入进行过滤,以阻挡细菌和真菌。
- 封闭系统: 无菌连接减少了人与物的接触和污染风险。
- 原材料验证: 测试和验证所有输入,包括介质和气体,以便及早发现污染物。
- 洁净室维护: 定期测试HEPA过滤器和气流以确保洁净室的完整性。
- 员工培训: 为员工提供正确处理材料和识别风险的知识。
这些步骤有助于将污染率保持在0以下。1%,是培养肉生产的关键基准。保持警惕,验证您的流程,并投资可靠的工具以保护您的运营。
防止洁净室生物反应器污染的10个基本策略
减少细胞培养污染:污染来源
sbb-itb-ffee270
1. 使用严格的穿戴和人员流动控制
人是洁净室中最大的污染源,每天会释放约100万个颗粒。其中,10-20%携带微生物,可能威胁到生物反应器的无菌性[3]. 在生物制药设施中,人员与75-80%的污染案例有关[5], 这使得严格的穿戴和人员流动控制成为扩大培养肉生产. 的关键实践。
穿戴如何防止污染
遵循严格的穿戴协议——如穿着无菌全身服、头罩、靴子、手套和口罩——作为屏障,与适当的培训计划相结合时,可将空气传播的污染减少多达90%[2]. 例如,一项2022年的研究发现,严格的穿戴合规性在细胞培养过程中将生物反应器的污染率降低了65%[7]. 这种控制水平对于保护用于培养肉生产的脆弱哺乳动物细胞至关重要。
符合 ISO 14644 和 GMP 标准
ISO 14644要求5级(及更清洁)洁净室的特定穿戴程序,将颗粒限制在每立方英尺少于100个(0.5 μm)。这些标准依赖于层流穿戴站和经过验证的方法[4]. 同样,EU GMP 附录 1要求在 A 级和 B 级区域进行有记录的穿衣验证,将微生物数量从 10³ CFU/m³ 减少到低于 1 CFU/m³ [6]. 气闸、顺序更衣室和单向人员流动是防止交叉污染的其他措施 [1].
这些法规强调了在培养肉生产中保持无菌环境的稳健穿衣和流动控制的重要性。
这对培养肉的重要性
培养肉生物反应器含有富含营养的培养基,促进微生物生长。像 金黄色葡萄球菌 和 曲霉菌 这样的污染物可能会毁掉整批产品,可能造成数万英镑的损失。为了避免这种情况,设施应执行经过验证的七步穿衣程序:脱去外衣、洗手、穿上鞋套、戴上头罩和口罩、穿上连体衣、戴上手套,并佩戴护目镜。每个步骤都应通过接触板测试进行验证,以确保合规性和有效性。
2. 维护HEPA/ULPA过滤和正压差
防止污染的有效性
HEPA过滤器设计用于捕获99.97%大于或等于0.3微米的颗粒,而ULPA过滤器更进一步,捕获99.999%小至0.12微米的颗粒。这些过滤器在去除空气中的颗粒物方面非常有效,包括对培养肉细胞培养物构成威胁的芽孢杆菌孢子(1–2微米)[8]. 审计显示,将HEPA/ULPA过滤与正压结合使用可以显著降低ISO 7洁净室的污染率——从5-10%降至仅0.1-0.5%[14].
正压差,通常在洁净室区域之间保持在10-15 Pa,与这些过滤系统相辅相成,确保空气从较清洁的区域流向较不清洁的区域。保持12-20 Pa压力差的设施报告的污染事件比中性压力设置的设施少多达80%[9]. 这在培养肉生产中尤为重要,因为即使每升有一个菌落形成单位(CFU)也会破坏一个1000升的批次。通过将HEPA/ULPA过滤与正压结合使用,与开放加工环境相比,污染风险可降低多达95%[14].
符合ISO 14644和GMP标准
HEPA/ULPA过滤和正压系统不仅有效;它们也是国际洁净室标准的要求。ISO 14644-1规定HEPA/ULPA过滤器必须达到99.99%的效率,并且在分类洁净室中必须持续监测正压。例如,ISO 7级洁净室(B级)要求将粒子水平维持在每立方米352,000个粒子或以下,粒子尺寸≥0.5 μm[10].
欧盟GMP附录1增加了进一步的要求,例如在A类区域相对于相邻区域保持至少30 Pa的正压。它还要求每6-12个月使用DOP/PAO气溶胶光度计进行定期过滤器完整性测试[10]. 最佳实践包括每日压力检查(设置低于10 Pa的偏差报警)、季度过滤器测试和年度重新认证。适当的压力和颗粒水平记录不仅支持GMP合规,还可以减少90%的审计问题[11].
与培养肉生产过程的相关性
对于使用无血清培养基的培养肉生产,生物反应器特别容易受到像乳酸菌这样快速生长的空气传播污染物的影响。一个英国生物制药洁净室使用ULPA过滤和15 Pa的压力差,将颗粒计数从50 CFU/m³减少到1 CFU/m³以下,防止了多次污染事件[14] . 这种控制水平对于保持细胞活力在90%以上至关重要,特别是在操作从试点项目扩展到容量高达20,000升的工业生产系统时。
为了满足这些需求,培养肉设施必须投资于顶级的洁净室组件,如先进的过滤单元和精密的传感器以及生物过程控制软件用于监测压力差异。像
3. 遵循常规手动和自动消毒协议
防止污染的有效性
消毒在保护生物反应器免受污染方面起着关键作用。每天使用一次性抹布和消毒剂手动清洁外部表面,如长椅、货架、工具和设备,可以有效去除微生物,防止其侵入生物反应器系统 [16].
地面消毒尤为重要,因为多达80%的污染源自地面 [15]. 来自Dycem的Elizabeth Makin强调了这一风险:
“据说洁净室中80%的污染通过地面进入关键区域,因此在您的污染控制策略中解决这一重大风险是非常重要的。” [15]
使用粘性垫可以减少99.9%的地面污染和75%的空气颗粒物 [15]. 在每次轮班前进行适当的拖地和吸尘时,这些措施显著降低了污染物进入生物反应器输入的可能性。这些消毒措施与下文讨论的ISO 14644和GMP标准的严格要求一致。
符合ISO 14644和GMP标准
ISO 14644为保持洁净室认证设定了明确的清洁频率和材料指南。对于ISO 5级环境,所有清洁用品——如擦拭布、棉签和清洁剂——必须是无菌的,并且释放的颗粒物极少[15]. ISO 5级洁净室每六个月需要进行环境测试,而ISO 6级及以上的洁净室至少每年需要测试一次[16].
系统化的清洁过程对于合规至关重要。首先清洁天花板,然后是墙壁、窗户,最后是地板。此序列确保在清洁过程中被移除的颗粒被有效捕获 [15][17]. 清洁人员应缓慢工作以减少空气湍流,这可能会传播污染物 [17].
易于集成到洁净室工作流程中
消毒协议可以无缝融入洁净室工作流程,补充穿戴和过滤过程。为了避免引入污染物,设施应为洁净室专门维护一套独立的清洁用品库存。这些协议应与班次安排和材料接收程序保持一致 [17]. 日常任务应包括清洁和干燥窗户和传递窗,以保护材料传输区域。对溢出的立即响应也至关重要,以防止污染物的扩散 [17].
与培养肉生产过程的相关性
在培养肉生产中,严格的消毒协议与穿戴实践和HEPA/ULPA过滤一起工作,以保持产品的完整性。定期清洁生物反应器表面、传输设备和取样口对于降低污染风险至关重要。使用符合ISO标准的清洁材料确保遵循该领域所需的严格标准。像
4. 设计具有单向材料和工艺流程的分区布局
防止污染的有效性
具有单向材料和人员流动的分区布局是减少污染的关键。通过引导从“污染”区域到“清洁”区域的移动,这些设计确保在生产的每个阶段都能管理风险。这在细胞来源阶段尤为重要,因为原始动物活检通常携带更高的病原体负荷。将生产过程划分为不同的区域——如细胞选择、培养、收获和加工——可以在每个步骤应用有针对性的污染控制。 例如,种子培养阶段,在扩大细胞培养规模之前,生产开始于制药级洁净室标准。随着过程的进展,控制措施可以转向食品生产标准,以在污染控制和运营效率之间取得平衡。封闭自动化系统进一步通过减少人为干预、加快生产速度和降低污染风险来提高安全性。所有这些措施必须符合ISO 14644和GMP标准,以确保安全和质量。
符合ISO 14644和GMP标准
ISO 14644下的洁净室标准对于细胞库和扩展阶段尤为关键,因为此时污染风险最高。在初始细胞来源阶段,类似于临床环境的无菌条件是必不可少的,因为动物来源的组织通常来自易受肠杆菌影响的区域。在运输过程中保持严格的卫生条件也是不可妥协的[19] .
应用危害分析和关键控制点(HACCP)原则有助于找出分区布局中最有可能发生交叉污染的区域。食品标准局强调了这种方法的价值:
“Codex 和 HACCP 的原则为该行业建立具体的指导方针和质量控制计划提供了坚实的基础,并且可以从临床/生物制药行业中汲取经验并适应新型食品的要求。”[19]
与培养肉生产过程的相关性
分区布局在维持培养肉生产所需的严格污染控制中起着至关重要的作用。设施的不同区域需要不同程度的控制:种子培养需要 ISO 级洁净室,大规模培养则需要中等食品级标准,收获可以遵循 GMP 和 HACCP 协议。测试区域也很重要,因为细菌和真菌会导致可见的浑浊,但病毒和支原体不会,因此需要专门的检测方法[19].
为了支持这些分层的污染控制,像
5. 安装连续环境监测系统
防止污染的有效性
连续环境监测系统实时密切关注空气颗粒、温度、湿度、压力差异和微生物污染等关键因素。这种实时跟踪是一个改变游戏规则的技术,能够通过启用即时纠正措施,将生物制药洁净室的污染率降低多达90%。对于培养肉生产来说,这在细胞培养放大过程中尤为重要,因为污染可能导致20-40%的生物反应器批次失败,其中70%的事件是由空气中的微生物引起的。 这些系统结合了粒子计数器、微生物采样器和环境传感器等工具,并具有数据记录和报警功能。当粒子计数或湿度等参数超出可接受的ISO阈值时,自动警报会提示迅速调查和采取行动。这种积极的方法确保了轻微的偏差不会演变成可能毁掉整个生产批次的重大污染问题,补充了已经实施的其他污染控制措施。
符合ISO 14644和GMP标准
连续监测系统在满足ISO 14644和GMP标准方面也起着关键作用。例如,ISO 14644-1根据最大允许颗粒水平设定洁净室分类——例如,ISO 7允许≤352,000颗粒/m³ ≥0.5μm。连续监测确保设施在一年内保持低于10%的超标率,2022年的一项研究显示,使用自动化系统的设施实现了99.9%的符合率,符合GMP可行颗粒限值(<1 CFU/m³在A级区域)。
与可能在检查之间遗漏污染的定期手动采样不同,这些系统生成连续的、可审计的记录。这对于寻求监管批准的培养肉生产商来说是无价的,因为它展示了严格的过程控制并确保产品安全认证。根据ISO 14644-2标准,每季度进行的定期校准,保证了传感器的准确性,并使系统符合监管要求。
易于集成到洁净室工作流程中
现代监控系统设计为无缝融入现有工作流程,为操作员提供统一的仪表板。通过灵活的集成选项,这些系统在保持可靠性和合规性的同时,最大限度地减少安装挑战。为了获得最佳性能,多参数传感器应放置在关键位置,如生物反应器入口和材料气闸,每1-5分钟收集一次关键参数的数据[20].
与SCADA系统的集成允许全天候记录和趋势分析,这对于识别污染的根本原因至关重要。对于使用像
与培养肉生产过程的相关性
培养肉生产有其自身的一系列挑战,需要超越标准洁净室参数的精确度。例如,温度稳定性至关重要,因为哺乳动物细胞培养通常需要保持在37°C的±2°C范围内。在培养基制备和接种过程中进行活性空气采样可以及早检测到真菌孢子,防止生物反应器中的污染。分析环境数据与生物反应器性能可以揭示早期预警信号 - 例如湿度的轻微增加与更高的颗粒计数结合,可能表明潜在的HEPA过滤器问题 [21] .
6. 对培养基和气体输入使用无菌过滤
无菌过滤为生物反应器系统提供了另一层防御,确保微生物污染物被有效阻挡在培养基和气体输入之外。
防止污染的有效性
无菌过滤通过使用孔径为0.2 μm或更小的过滤器来物理阻挡细菌、真菌和其他颗粒。这种技术实现了细菌存在的6-log减少 - 超过99.9999%的保留率 - 同时保留敏感的培养基成分 [8] [9]. 在培养肉生产中,营养丰富的培养基促进微生物生长,这种保护水平是绝对关键的。
《生物技术进展 》的一项研究强调了污染事件减少了95%, ,从15%下降到不到1%,当在哺乳动物细胞培养中使用0.2 μm过滤器时[14]. 在培养肉的试点设施中,经过验证的过滤系统显示过滤后污染水平低至小于1 CFU/100 mL,符合严格的行业标准。这种物理屏障对于保护整个批次免受微生物威胁至关重要。
符合ISO 14644和GMP标准
无菌过滤系统在通过减少关键输入点的微生物风险来满足ISO 14644洁净室分类(5-8级)方面发挥了关键作用。符合ASTM F838-05 无菌标准的过滤器,结合完整性测试方法,如气泡点或扩散流测试,满足欧盟附录1和FDA 21 CFR 211 GMP要求[12][13]. 这对于如培养基制备和生物反应器接种等过程发生的A级和B级区域尤为关键。
记录的验证和使用后完整性测试确保符合监管指南的可审计性。对于使用
易于集成到洁净室工作流程中
现代过滤系统设计为能够顺利集成到生物反应器工作流程中。用于介质传输管线和气体歧管的在线过滤器外壳,结合像 GE ReadyMate 这样的单次使用组件,简化了安装,将设置时间缩短至30 分钟以内 ,并消除了清洁验证的需要。流行的选择包括用于介质的 Sartorius Sartopore 或 Pall Supor 胶囊过滤器,具有 0.2 μm PES 膜,以及用于空气和 CO₂ 管线的疏水性 PTFE 过滤器,如 Millipore Millex [10][11].
这些系统支持具有预过滤质量检查、传输期间的在线过滤和使用后完整性测试的单向工作流程。适当的过滤器尺寸 - 大约 50 LMH 用于介质 - 防止压力积聚并延长过滤器寿命。案例研究表明,当系统与流量要求正确匹配时, 过滤器故障减少 20%。
与培养肉生产过程的相关性
在培养肉生产中,保持无菌是不可妥协的,因为无菌对于不间断的细胞培养过程至关重要。富含肽和生长因子的无血清培养基无法耐受热灭菌,因此过滤成为首选解决方案。高密度灌流培养,在10⁷–10⁸ cells/mL, 操作时,需要持续无污染的气体输入(O₂/CO₂),以避免如支原体爆发等问题,这在哺乳动物细胞培养中尤为棘手。在气泡发生器前安装疏水性PTFE气体过滤器可确保长时间培养期间的无菌性,而不会有过滤器湿润的风险。
使用0.1 μm预过滤器可以帮助防止在高蛋白培养基中工作时的堵塞,而监测差压则提供了潜在问题的早期检测。这种可扩展的方法支持从研发到符合GMP的商业生产的过渡,确保每个阶段的可靠性。
7. 应用封闭系统无菌连接和转移
封闭系统无菌连接解决了生物反应器操作中最脆弱的区域之一——转移点。通过在物料转移过程中保持培养环境的密封,这些系统显著降低了与开放处理方法相比的污染风险。
防止污染的有效性
封闭系统旨在最大限度地实现自动化,同时减少与培养物的人为接触。正如GFI研究员Eileen McNamara所解释的:
“在整个培养肉生产过程中最大限度地实现封闭自动化可以减少生产时间、人为接触和污染风险”[18] .
这些系统在每个连接点使用无菌屏障。例如,气体过滤器中的疏水性PTFE膜可防止水性气溶胶污染培养物,而热蒸汽灭菌直接应用于反应器的入口和出口 [24]. 一次性生物反应器系统 通过消除批次间加热灭菌的需要,增加了另一层安全性,从而完全消除了交叉污染的风险 [24].
符合洁净室和GMP标准
封闭系统转移增强了生产早期阶段建立的无菌控制。它们减少了在常规操作期间对环境的持续监控需求,使设施能够将更严格的控制集中在早期种子培养阶段。这种分层方法在安全性和成本效益之间取得了平衡 [18]. 此外,去除开放处理步骤简化了GMP合规所需的验证过程。每个连接点都可以独立验证无菌性,这有助于简化文档并确保满足监管要求。
易于集成到洁净室工作流程中
现代封闭系统技术旨在无缝集成到现有的生物反应器设置中。自动化监控系统提供实时无菌检查和污染的早期警告[18]. 一次性组件通过消除批次间清洁验证的需要进一步简化操作,节省时间和资源[24]. 对于使用
与培养肉生产过程的相关性
在培养肉生产中,封闭系统是必不可少的。即使在转移过程中短暂暴露也可能导致代价高昂的污染问题。自动化劳动密集型步骤对于降低成本和污染风险至关重要[24]. 由于用于培养的富营养培养基为微生物提供了理想的繁殖环境,因此在整个过程中保持密封的转移点对于确保成功生产是不可妥协的。
8. 验证原材料和供应商质量控制
污染通常通过原材料潜入。无论是培养基和补充剂, 气体供应,还是其他投入,每一种都带有潜在风险。这就是为什么严格的验证和供应商质量检查对于防止污染进入您的生物反应器至关重要。
防止污染的有效性
验证原材料作为第一道防线,在污染物到达生物反应器之前就将其捕获。针对性的测试在这里起着关键作用。例如,动物来源的成分需要经过严格的检查,如病毒筛查、支原体测试(因为它不会引起明显的浑浊)和内毒素测试,以确保其安全。作为一种更安全的替代方案,许多行业现在更倾向于使用非动物来源的成分,以降低人畜共患病的风险。然而,当动物组织在细胞来源中不可避免时,确认来源健康的兽医证书是必不可少的。
“在培养基成分用于培养之前的早期检测至关重要”[19].
符合ISO 14644和GMP标准
供应商质量控制是您污染预防策略的延伸。良好生产规范(GMP)、良好细胞培养规范(GCCP)和HACCP等法规标准为验证供应商质量提供了明确的框架。这些确保了过程的一致性和详尽的文档记录。英国认证服务(UKAS)等组织认证测试服务符合ISO 17025标准,而基于Codex和HACCP原则的供应商审核则为微生物安全增加了另一层保障[19].
与培养肉生产过程的相关性
在培养肉生产中,风险更高。富含营养的培养基为微生物生长创造了完美的条件,使任何污染都特别危险。平台如
9. 定期进行洁净室完整性测试和维护
例行的完整性测试对于所有洁净室都是必不可少的。随着时间的推移,HEPA 过滤器会磨损,密封件可能会破裂,气流模式可能会发生变化。跳过这些检查可能导致问题,影响生物反应器的无菌性。
防止污染的有效性
完整性测试有助于在问题升级之前发现潜在问题。仅一个故障的HEPA过滤器就能释放多达1000倍的颗粒物,导致GMP设施中近40%的污染事件。然而,定期测试可以将这些风险降低85%。关键测试包括使用如邻苯二甲酸二辛酯(DOP)或聚α烯烃(PAO)气溶胶挑战的方法进行 HEPA过滤器完整性扫描,以确认过滤0.3微米颗粒的99.99%效率。对洁净室表面(如墙壁、地板和天花板)的压力衰减测试对于检测泄漏和识别可能藏有污染物的湍流气流也至关重要。例如,2022年,英国一家生物制药设施通过压力测试发现了天花板泄漏,防止了价值50万英镑的批次损失。
符合ISO 14644和GMP标准
ISO 14644-3提供了明确的测试时间表指南。洁净室面临风险(ISO 5-8,典型的生物反应器操作)必须每年或每半年进行完整性测试,以及在任何维护工作后进行。培养肉类洁净室通常在ISO 7级运行,必须确保空气中的颗粒计数保持在352,000/m³以下(0.5 μm颗粒)。欧盟GMP附录1还要求在安装、维修和指定间隔后进行认证测试,并对任何问题进行详细记录。合规性涉及使用经过认证的第三方测试人员和校准仪器,记录结果与严格基线(e.g. , <0.01%过滤器穿透率)进行比较,并在24小时内解决任何故障。将这些测试无缝集成到日常工作流程中有助于确保产品质量不受影响。
易于集成到洁净室工作流程中
为了尽量减少干扰,请在低活动期(如周末)安排完整性测试。测试一个100平方米的洁净室通常需要4-8小时。现代自动化系统配备远程传感器,现在可以实现连续监测,将停机时间减少到每年不到2%。测试后,允许24小时让颗粒水平稳定,然后再恢复操作。例如,2024年一个培养肉试点工厂使用烟雾模式测试来解决湍流气流问题,将可行颗粒数减少了40%,并获得了GMP认证。
与培养肉生产过程的相关性
在培养肉生产中,生物反应器处理密度超过10⁷个细胞/mL的营养敏感动物细胞,保持无菌是不可妥协的。定期的完整性测试可以防止污染物进入,这些污染物可能会阻碍细胞生长或引发支原体爆发。这一步对于维护培养动物细胞所需的高无菌标准至关重要,与本指南中讨论的污染预防策略保持一致。工具如
10. 培训员工关于污染风险意识和应对措施
防止污染的有效性
在培养肉生产中,操作人员通常是一个显著的污染风险[19] . 为了解决这个问题,员工必须接受全面的培训,包括个人卫生、无菌技术和正确的设备操作。在敏感阶段,如预生产和种子培养过程中,这一点尤为重要。[18][19]. 此外,教导员工监测实时处理参数——如pH值和溶解氧——使他们在怀疑污染时能够迅速采取行动,从而降低损失整个批次的风险。
符合ISO 14644和GMP标准
为了使这些实践有效,它们需要与公认的监管标准保持一致。
“监管指南和质量保证计划,如GMP(良好生产规范)、GCCP(良好细胞培养规范)、HACCP(危害分析和关键控制点)很重要,因为它们将提供一个标准框架,以支持缓解措施和安全产品的生产。" - FSA研究与证据 [19]
培训计划应围绕GMP、GCCP和HACCP原则设计,以建立强有力的污染控制措施 [19]. 员工还必须学习使用洁净室专用设备,包括洁净服和口罩,以防止细菌、霉菌和灰尘等污染物 [25]. 环境监测培训 - 涵盖空气、表面和水 - 进一步通过既定的无菌测试方法确保潜在污染风险的早期检测 [19].
易于集成到洁净室工作流程中
采用广泛认可的标准有助于简化质量控制流程。通过结合Codex和HACCP原则以及从生物制药行业借鉴的无菌协议,洁净室工作流程可以变得更加高效[19]. 培训课程应尽量安排在生产较为安静的时期进行,以减少干扰,并定期进行复习课程,以保持对污染预防的重视[19]. 这种结构化的方法支持对一致生物反应器性能至关重要的无菌措施。
与培养肉生产过程的相关性
无菌环境对于生产培养肉至关重要。然而,由于缺乏天然微生物群,这些产品在发生污染时更容易迅速变质[19]. 除了严格的穿戴协议和持续监测外,全面的员工培训在维持生产所需的洁净条件方面起着关键作用。培训应使员工能够检测到污染的微妙迹象,包括由不可检测的病毒、分枝杆菌和支原体引起的污染,并及时采取行动。像
结论
在洁净室中防止生物反应器污染需要一种结合多重保障措施的分层方法。严格的穿戴协议、HEPA/ULPA过滤、持续的环境监测和全面的员工培训等措施共同作用,以在培养肉生产过程中保持无菌条件。当这些策略被一致应用时,设施可以从研究级生产扩展到超过1000升的生物反应器,同时将每批的污染率保持在0.1%以下——这是满足监管标准的基本基准。[8].
强有力的污染控制计划还依赖于谨慎的采购和供应商质量管理。可扩展、合规生产的旅程始于严格验证材料。劣质的培养基、传感器或生物反应器可能引入污染物,危及整个批次,强调了在采购阶段进行严格质量保证的必要性。这确保了有效的原材料验证并支持无菌输入过程。
对于培养肉生产商,
为了最大限度地减少污染风险,请关注以下关键策略:
- 严格的穿戴规程和受控的人员流动
- HEPA/ULPA过滤系统和正压差
- 定期的手动和自动消毒程序
- 单向工作流程的分区布局
- 持续的环境监测和数据分析
- 用于介质和气体输入的无菌过滤
- 封闭系统的无菌连接和转移
- 对原材料和供应商质量的严格验证
- 常规的洁净室完整性测试和维护
- 关于污染风险的全面员工培训
根据这些策略评估您的洁净室实践。强调员工教育和供应商验证可以将污染预防从被动任务转变为扩展生产的主动框架。与
常见问题解答
生物反应器批次污染的第一个迹象是什么?
生物反应器污染的第一个迹象通常源于几个常见问题。这些问题包括在采样或维护期间端口的破损、气体过滤器的故障、受污染的生长介质、传感器安装过程中引入的风险,甚至微塑料污染。这些问题可能导致微生物过度生长,最终可能导致整个批次的失败。
我如何为每个生产步骤选择合适的ISO洁净室等级?
在培养肉生产中,所需的清洁度水平因每个生产阶段的敏感性而异。以下是如何将ISO洁净室等级与工艺的具体需求相匹配的方法:
- ISO Class 5: 用于关键步骤,如细胞播种, ,在这些步骤中,保持超洁净环境对于防止污染至关重要。
- ISO Class 6: 理想用于生物反应器操作, ,提供一个在清洁度和实用性之间取得平衡的受控环境。
- ISO Class 8: 适用于风险较低的任务,如收获和转移, ,在这些任务中,封闭系统可以帮助保持产品的完整性。
通过对高风险阶段实施更严格的控制,并在不太关键的步骤中使用低等级的洁净室,制造商可以有效地管理成本,同时将污染风险降到最低。
在介质和气体进入生物反应器之前,应进行哪些测试?
无菌测试在验证介质和气体在引入生物反应器之前起着至关重要的作用。对于介质,膜过滤是首选方法,而对于气体,通常使用微生物采样。这些程序旨在检测任何微生物污染,确保只有无菌材料进入生产过程。这一步对于将污染风险降到最低至关重要,这是培养肉生产中的关键优先事项。










