

ISO cleanroom classificaties zijn essentieel voor het handhaven van luchtzuiverheid tijdens de productie van gekweekt vlees, het waarborgen van productveiligheid en het minimaliseren van besmettingsrisico's. Hier is een kort overzicht van hoe deze normen van toepassing zijn:
- ISO 14644-1:2015 definieert cleanroomklassen op basis van limieten voor deeltjes in de lucht (0,1–5 µm), van ISO Klasse 1 (schoonst) tot ISO Klasse 9 (minst streng).
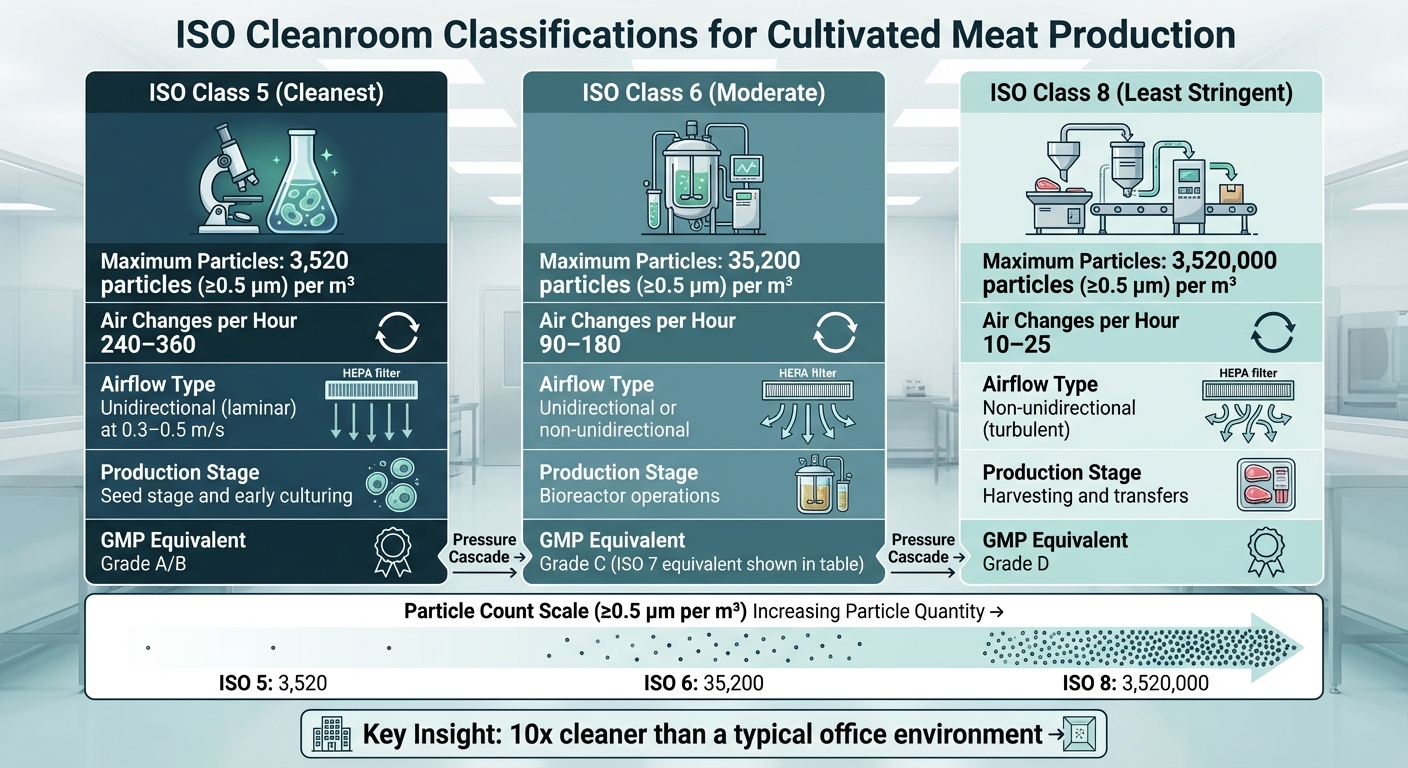
- Gekweekte vleesproductie vereist doorgaans:
- ISO Klasse 5: Voor zaadstadium en vroege kweek, met maximaal 3.520 deeltjes (≥0,5 µm) per kubieke meter.
- ISO Klasse 6: Voor bioreactoroperaties, met een maximum van 35.200 deeltjes (≥0,5 µm).
- ISO Klasse 8: Voor oogsten en overdrachten, met een limiet van 3.520.000 deeltjes (≥0,5 µm).
- HEPA-filters, luchtstroomregeling en drukcascades handhaven de zuiverheid. Hogere luchtverversingssnelheden ( e.g. , 240–360 per uur voor ISO Klasse 5) worden gebruikt in strengere omgevingen.
- Cleanrooms zijn cruciaal voor gekweekt vlees, omdat besmetting batches kan vernietigen, wat leidt tot financiële verliezen en veiligheidsproblemen.
De balans tussen het gebruik van cleanrooms en gesloten bioreactorsystemen kan de kosten verlagen terwijl aan de veiligheidsnormen wordt voldaan. Gesloten systemen minimaliseren bijvoorbeeld de afhankelijkheid van dure ISO 5-omgevingen, waardoor de productie kosteneffectiever wordt.
Belangrijkste inzicht: Cleanroomclassificaties en juiste omgevingscontroles zijn essentieel voor een veilige, efficiënte productie van gekweekt vlees, vooral in risicovolle stadia zoals celzaaien.
ISO Cleanroom Klassen voor Gekweekt Vlees
ISO Cleanroom Classificaties voor Productiestadia van Gekweekt Vlees
De productie van gekweekt vlees is afhankelijk van drie hoofd ISO cleanroom classificaties - Klasse 5, Klasse 6, en Klasse 8. Elke klasse is ontworpen om specifieke besmettingsrisico's tijdens verschillende productiestadia aan te pakken, wat zowel de productveiligheid als de operationele kosten beïnvloedt.
Om deze normen te handhaven, maken faciliteiten vaak gebruik van een gelaagd kamerontwerp dat druktrappen creëert om te voorkomen dat verontreinigde lucht kritieke gebieden binnendringt [9]. Dr. Heiko Baumgartner benadrukt dat "Klassen 5 tot 7 meestal worden gebruikt in de voedselproductie" [9], en onderstreept daarmee hun belang in de productie van gekweekt vlees. Hieronder volgt een overzicht van hoe elke ISO-klasse van toepassing is op het opschalingsproces van gekweekt vlees.
ISO Klasse 5: Zaadstadium en Vroege Kweek
ISO Klasse 5 vertegenwoordigt de schoonste omgeving in de productie van gekweekt vlees, waarbij niet meer dan 3.520 deeltjes (≥0,5 µm) per kubieke meter [5][7]. In het zaadstadium kan zelfs de kleinste besmetting de hele batch in gevaar brengen.
Om dit niveau van reinheid te bereiken, maken faciliteiten gebruik van unidirectionele (laminaire) luchtstroom met snelheden van 0,3–0,5 m/s, gecombineerd met 240–360 luchtverversingen per uur [8][3][5]. Deze omstandigheden komen overeen met EU GMP Grade A/B normen (in rust) [5]. De hoge mate van luchtverversingen zorgt voor een continue afvoer van deeltjes, waardoor steriliteit behouden blijft tijdens kritieke operaties zoals celzaaien en -verwerking.
ISO Klasse 6: Bioreactor Operaties
ISO Klasse 6 cleanrooms zijn minder streng dan Klasse 5, en staan tot 35.200 deeltjes (≥0,5 µm) per kubieke meter toe. Deze zones werken met 90–180 luchtverversingen per uur, balans tussen strikte controle en praktische bruikbaarheid [5][7][8][3]. Zowel unidirectionele als niet-unidirectionele luchtstroommethoden kunnen worden toegepast [8][3].
GOOD Meat Inc. benadrukte in hun FDA-consultatiedossier dat hun celuitbreidingsprocessen plaatsvinden in cleanrooms uitgerust met HEPA-filters en differentiële luchtdruksystemen, in overeenstemming met biofarmaceutische normen [6]. Dit toont aan hoe ISO Klasse 6 omgevingen grootschalige celgroei ondersteunen terwijl de netheid behouden blijft.
ISO Klasse 8: Oogsten en Overdrachten
ISO Klasse 8 is de minst restrictieve classificatie die wordt gebruikt in de productie van gekweekt vlees, waarbij tot 3.520.000 deeltjes (≥0,5 µm) per kubieke meter [5] [7]. Ondanks deze hogere drempel blijft het aanzienlijk schoner dan een typische kantooromgeving [7]. Deze gebieden worden gebruikt voor downstream processen zoals oogsten, formulering en post-oogstverwerking.
In november 2021 merkte Mosa Meat op dat "het vleesoogstproces ... waarschijnlijk in een [International Standards Organisation] ISO Klasse 8 gebied zou plaatsvinden" [6]. Deze zones vereisen slechts 10–25 luchtverversingen per uur en vertrouwen op niet-unidirectionele (turbulente) luchtstroom [8] . Hoewel kostenefficiënter, bieden ze nog steeds voldoende bescherming tegen omgevingsverontreinigingen tijdens de hantering van het eindproduct.
| ISO-classificatie | Maximale deeltjes (≥0.5 µm/m³) | Luchtverversingen per uur | Typische Gekweekte Vleesfase |
|---|---|---|---|
| ISO Klasse 5 | 3.520 | 240–360 | Zaadfase en vroege kweek |
| ISO Klasse 6 | 35.200 | 90–180 | Bioreactor operaties |
| ISO Klasse 8 | 3.520.000 | 10–25 | Oogsten en overbrengen |
sbb-itb-ffee270
Luchtfiltratie en Milieucontrole Vereisten
ISO cleanroom normen vereisen nauwkeurige luchtfiltratie, gecontroleerde luchtstroom en stabiele omgevingscondities om deeltjesniveaus binnen acceptabele grenzen te houden tijdens de productie van gekweekt vlees.Deze systemen zijn zorgvuldig geïntegreerd in het algehele ontwerp van de faciliteit om te voldoen aan strikte ISO-classificaties.
HEPA-filters voor luchtkwaliteit
HEPA (High-Efficiency Particulate Air) filters zijn ontworpen om deeltjes zo klein als 0,3 µm op te vangen [3] . In ISO Klasse 5 omgevingen - vaak gebruikt voor zaadfase operaties - bedekken HEPA-filters vaak het gehele plafond, waardoor unidirectionele (laminaire) luchtstroom mogelijk is. Deze luchtstroom beweegt naar beneden met snelheden tussen 0,3 m/s en 0,5 m/s, waardoor deeltjes effectief worden weggeveegd via uitlaten op vloerniveau [3].
In minder strenge gebieden, zoals ISO Klasse 7 en 8 ruimtes, worden meestal niet-unidirectionele (turbulente) luchtstroomsystemen gebruikt. Deze gebieden vertrouwen op hogere luchtverversingssnelheden om deeltjes te verwijderen.ISO Klasse 5 kamers vereisen bijvoorbeeld 240–360 luchtverversingen per uur, terwijl ISO Klasse 8 kamers slechts 10–25 luchtverversingen per uur nodig hebben [3].
Luchtverversingen, Druk Cascades, en Monitoring
Luchtverversingssnelheden zijn niet universeel toepasbaar. HVAC-specialisten berekenen ze op basis van factoren zoals de grootte van de kamer, de warmte die door apparatuur wordt gegenereerd, en het aantal aanwezige personen, in plaats van generieke standaarden toe te passen [3]. Druk cascades zijn een andere kritieke maatregel, waarbij ervoor wordt gezorgd dat schonere zones een hogere luchtdruk behouden om lucht naar minder schone gebieden te duwen, waardoor het risico op besmetting wordt verminderd. Luchtlocks en kleedkamers dienen als fysieke barrières tussen zones met verschillende ISO-classificaties [3].
Om de drukintegriteit te behouden, moeten overgangen tussen aangrenzende ISO-klassen zorgvuldig worden beheerd [3]. Realtime monitoring, zoals beschreven in ISO 14644-2:2015, maakt gebruik van Light Scattering Airborne Particle Counters (LSAPC) om ervoor te zorgen dat de deeltjesconcentraties binnen de gespecificeerde limieten blijven [1]. Bovendien biedt het statistische model van ISO 14644-1:2015 een betrouwbaarheidsniveau van 95% dat ten minste 90% van het cleanroomgebied voldoet aan de klassenlimieten [2].
Temperatuur- en Vochtigheidsregeling
Luchtstroombeheer werkt samen met het handhaven van stabiele temperatuur- en vochtigheidsniveaus, die een significante invloed hebben op het gedrag van deeltjes en de filtratieprestaties. Hoewel ISO 14644-1 geen specifieke temperatuur- of vochtigheidsinstellingen voorschrijft, zijn deze factoren cruciaal voor het optimaliseren van de filtratie-efficiëntie [2]. HVAC-systemen moeten rekening houden met de warmte die wordt gegenereerd door bioreactoren en personeel om consistente omstandigheden te garanderen [3].
Voordat deeltjesaantellingstests worden uitgevoerd, moeten temperatuur en vochtigheid gestabiliseerd worden om interferentie met ISO-classificatieresultaten te voorkomen [2]. Deze omgevingscontroles moeten worden opgenomen tijdens de ontwerp- en constructiefasen van de faciliteit, zoals gespecificeerd in ISO 14644-4, met op maat gemaakte aanpassingen om te voldoen aan de unieke eisen van de productie van gekweekt vlees [4].
ISO-normen in Bioprocessing van Gekweekt Vlees
ISO cleanroom-classificaties spelen een cruciale rol in de productie van gekweekt vlees, in overeenstemming met de behoeften van elke fase om netheid te behouden, besmetting te voorkomen en veiligheid te waarborgen. Deze normen bieden een kader voor het handhaven van strikte omgevingscontroles gedurende het hele proces.
Proliferatie- en Groeifasen
Tijdens de proliferatiefase, waarin cellen zich snel vermenigvuldigen, is het handhaven van een steriele omgeving van het grootste belang.ISO Klasse 5 cleanrooms, equivalent aan GMP Graad A/B in farmaceutische productie, worden vaak gebruikt voor zaadfase-operaties en vroege celkweek [11] [13].
Naleving van deze normen is essentieel. Dean Joel Powell benadrukt dat gekweekt vlees geproduceerd in steriele omstandigheden farmaceutische normen weerspiegelt, waardoor de risico's van pathogenen zoals Salmonella, Campylobacter, en pathogene E. coli[6].
Ondanks deze maatregelen blijft besmetting een uitdaging. Industrie rapporten tonen een 11,2% gemiddelde besmettingsfoutpercentage, dat stijgt tot 19,5% voor grootschaligere operaties. Daarentegen rapporteerden biofarmaceutische faciliteiten - ervaren met ISO-protocollen - slechts 3.2% besmettingsfouten in 2022 [6] .
Om steriliteit in balans te brengen met kostenefficiëntie, adopteren veel faciliteiten een "kamer-in-kamer" ontwerp. Deze benadering plaatst een ISO 5 kern binnen zones van lagere reinheid (ISO 6 of 7), waarbij drukcascades worden gebruikt om luchtstroom van schonere gebieden naar minder kritische zones te leiden, waardoor kruisbesmetting wordt geminimaliseerd[9]. Voor extra bescherming kunnen faciliteiten scheidende apparaten gebruiken zoals schone luchtkappen of isolatoren, zoals gespecificeerd in ISO 14644-7[4][12].
Zodra de proliferatiefase de cellulaire integriteit waarborgt, gaat het proces over naar de oogstfase, waar ISO Klasse 8 omgevingen het overnemen.
Oogsten en nabehandeling na de oogst
De oogstfase, waarin cellen worden verzameld na rijping, vindt plaats in ISO Klasse 8 cleanrooms, gelijk aan GMP Graad D[13] . In deze fase zijn de cellen stabieler en minder vatbaar voor besmetting vergeleken met eerdere groeifasen. ISO 8-omgevingen vereisen minder luchtverversingen - 10–25 per uur - vergeleken met de 240–360 die nodig zijn voor ISO 5-ruimtes [8].
Deze cleanrooms verminderen het aantal zwevende deeltjes met een factor tien vergeleken met standaard kantooromgevingen, met minder dan 3.520.000 deeltjes (≥0,5 µm)[15]. Deze gecontroleerde omgeving zorgt voor productkwaliteit tijdens overdrachten en initiële verwerking.
ISO 14698-1 biedt richtlijnen voor biocontaminatiecontrole, inclusief monitoringsystemen om bacteriën en sporen te detecteren die de productveiligheid kunnen beïnvloeden[10]. Regelgevend toezicht verschuift ook tijdens deze fase. In de Verenigde Staten houdt de FDA toezicht op de proliferatie- en groeifasen, terwijl de USDA-FSIS toezicht houdt op de oogst en daaropvolgende verwerking [14].
Kleding- en Werkstroomprotocollen
Het handhaven van cleanroomstandaarden hangt ook sterk af van personeelsprotocollen. ISO 14644-5:2025 beschrijft eisen voor cleanroomoperaties, met de nadruk op de beweging van mensen en materialen om de integriteit van culturen te behouden[4].
Correcte kleding is essentieel om besmetting door menselijke bronnen zoals huidcellen of micro-organismen te voorkomen. Materialen die worden gebruikt voor het aankleden moeten compatibel zijn met de ISO-klasse van de specifieke zone, zoals uiteengezet in ISO 14644-18:2023[4]. Luchtlocks en aankleedruimtes fungeren als barrières, waardoor verontreinigingen niet worden overgedragen tussen zones met verschillende reinheidsniveaus.
Training is een andere cruciale component. Volgens ISO 14698-1 Bijlage G, moeten personeelsleden niet alleen de aankleedtechnieken beheersen, maar ook de risico's van besmetting begrijpen en de reden achter de protocollen[10]. Deze kennis bevordert waakzaamheid, waardoor procedurefouten worden verminderd die hele productiebatches in gevaar kunnen brengen. Geavanceerde bioprocesbesturingssoftware vermindert deze risico's verder door kritieke omgevingsparameters te automatiseren.
| ISO Klasse | GMP Graad Equivalent | Typische Bioprocessing Fase | Luchtverversingen per Uur |
|---|---|---|---|
| ISO 5 | Graad A/B | Zaadfase, Vroege Cultivering | 240–360 |
| ISO 7 | Graad C | Bioreactor Operaties | 30–60 |
| ISO 8 | Graad D | Oogsten, Post-Oogst Verwerking | 10–25 |
| ISO 9 | N/B | Algemene Faciliteit/Ondersteuningszones | Variabel |
Cleanrooms versus Gesloten Systemen: Kosten en Efficiëntie
Bij het beslissen over ISO-classificatie voor productie, gaat het niet alleen om het voldoen aan bioveiligheidseisen.De keuzes die u maakt, brengen ook aanzienlijke kosten- en efficiëntie-implicaties met zich mee die het commerciële succes kunnen beïnvloeden.
Kosten voor de bouw en het onderhoud van cleanrooms
Het bouwen van ISO-conforme cleanrooms is geen kleine investering. De kosten variëren sterk, afhankelijk van het classificatieniveau en de technische specificaties die vereist zijn [16]. Om dit in perspectief te plaatsen, kan de bouw van een cleanroom tot tien keer duurder zijn dan het opzetten van een ongeclassificeerde ruimte voor gesloten verwerking [17].
"Het kan tien keer duurder zijn om een cleanroom te bouwen in vergelijking met een ongeclassificeerde ruimte." – Sebastian Bohn, Sub Market Leader, Alternative Proteins, CRB [17]
Een van de grootste bijdragers aan deze kosten is het HVAC-systeem, dat kan goed zijn voor 25%–50% van de totale uitgaven. Bijvoorbeeld, een ISO 6 cleanroom vereist conditionering van meer dan twee keer het luchtvolume dat nodig is voor een ISO 8 omgeving [18]. En dat is nog niet alles - kosten zoals monitoringsystemen en gespecialiseerde functies zoals interlocks of aangepaste vloeren worden vaak weggelaten uit de initiële offertes [18].
Voordelen van Gesloten Bioreactorsystemen
Gesloten bioreactorsystemen bieden een kosteneffectiever alternatief voor cleanrooms, terwijl ze ook de biosafety verbeteren. Deze systemen maken het mogelijk om celkweek plaats te laten vinden in afgesloten vaten, waardoor de behoefte aan ISO-geclassificeerde omgevingen wordt verminderd [17]. Deze benadering verlaagt niet alleen de bouwkosten, maar verhoogt ook de veiligheid door functies zoals stoomsterilisatie en het minimaliseren van vatopeningen tijdens bemonstering.
Dean Joel Powell van The Good Food Institute Azië-Pacific heeft erop gewezen dat geclassificeerde cleanrooms mogelijk niet voor elke productiestap vereist zijn als de apparatuur is ontworpen als een gesloten systeem. Dit is vooral relevant voor producenten van gekweekt vlees die de kosten laag willen houden, in schril contrast met de veel hogere kostenstructuur die typisch is voor de productie van biofarmaceutica [6].
Door te vertrouwen op gesloten systemen kunnen producenten een balans bereiken tussen betaalbaarheid en veiligheid, waardoor het een praktische keuze is voor het opschalen van de productie.
Balanceren van Kosten en Naleving
Een hybride benadering - het combineren van gesloten systemen met gericht gebruik van cleanrooms - kan helpen de kosten te optimaliseren terwijl men voldoet aan de regelgeving. Faciliteiten kunnen bijvoorbeeld gesloten systemen gebruiken voor de meeste bioprocessingstappen, waarbij cleanrooms worden gereserveerd voor risicovolle stadia zoals zaadkweek.Deze benadering zou de afhankelijkheid van kostbare ISO 5-omgevingen kunnen verminderen, die over het algemeen 240–360 luchtverversingen per uur vereisen [8][19] .
Verschillende bedrijven hebben uiteenlopende benaderingen van deze balans genomen. GOOD Meat Inc., gebruikt bijvoorbeeld cleanrooms met HEPA-filters en differentiële luchtdruk, volgens biofarmaceutische normen voor hun gehele proces [6]. Aan de andere kant heeft Mosa Meat gesuggereerd dat oogsten zou kunnen plaatsvinden in een ISO Klasse 8-gebied, de minst strenge classificatie, terwijl UPSIDE Foods heeft gekozen voor "schone apparatuur" in temperatuurgecontroleerde omstandigheden voor sommige operaties [6] .
Uiteindelijk moeten producenten de afwegingen zorgvuldig overwegen.Gesloten systemen kunnen zowel de kapitaal- als operationele kosten aanzienlijk verlagen, terwijl ze mogelijk betere bioveiligheidsresultaten opleveren. Dit maakt ze een aantrekkelijke optie voor velen in de gekweekte vleesindustrie.
Conclusie
ISO cleanroom-classificaties spelen een cruciale rol bij het beheersen van besmetting tijdens de productie van gekweekt vlees. Voor zaadfase-operaties is het doorgaans noodzakelijk om een ISO Klasse 5-omgeving met 240–360 luchtverversingen per uur te handhaven, terwijl ISO Klasse 8-omstandigheden over het algemeen voldoende zijn voor oogstfasen [8]. Hoewel het technisch mogelijk is om farmaceutische sterielheid te bereiken - het volledig verwijderen van pathogenen - zijn de bijbehorende kosten hoog. Ter vergelijking, het produceren van monoklonale antilichamen is veel duurder per kilogram dan gekweekt vlees kan zijn als het commercieel levensvatbaar moet blijven [6]. Deze financiële beperkingen benadrukken het belang van aanpasbare strategieën voor contaminatiecontrole.
Industrieleiders tonen al aan hoe op maat gemaakte cleanroomontwerpen en gesloten systeembenaderingen kunnen werken binnen bestaande regelgevende kaders [6]. Deze balans tussen cleanroomnormen en gesloten systemen onderstreept het belang van ISO-richtlijnen in de productie van gekweekt vlees.
De sleutel tot succes ligt in strategische implementatie. Faciliteiten kunnen gesloten systemen combineren voor de meeste bioprocessingstappen met selectief cleanroomgebruik voor hoogrisicostadia. Deze benadering helpt de biosafety te handhaven terwijl zowel kapitaal- als operationele kosten worden beheerd. Naarmate de industrie vordert naar voedselveilige Good Cell Culture Practices (GCCP), zullen dergelijke risicogebaseerde strategieën steeds crucialer worden voor het voldoen aan regelgevende vereisten en het waarborgen van commerciële levensvatbaarheid [6]. Voor meer gedetailleerde richtlijnen over cleanroomoptimalisatie in de productie van gekweekt vlees, bezoek de
Veelgestelde vragen
Wat zijn de voordelen van het gebruik van ISO Klasse 5 cleanrooms in de productie van gekweekt vlees?
ISO Klasse 5 cleanrooms bieden een omgeving met strikt gereguleerde deeltjesconcentraties, wat zorgt voor een uiterst schone en gecontroleerde ruimte. Dit niveau van precisie is essentieel voor het handhaven van steriliteit en het verminderen van besmettingsrisico's tijdens kritische aseptische processen in de productie van gekweekt vlees.
Het volgen van ISO Klasse 5 normen helpt faciliteiten om productintegriteit te behouden, delicate celculturen te beschermen en te voldoen aan strikte bioveiligheids- en hygiënevoorschriften. In de productie van gekweekt vlees kan zelfs de kleinste besmetting het hele proces verstoren, waardoor dergelijke controles onmisbaar zijn.
Hoe verlagen gesloten bioreactorsystemen de productiekosten in kweekvleesfaciliteiten?
Gesloten bioreactorsystemen spelen een sleutelrol in het verlagen van de productiekosten door het risico op besmetting drastisch te verminderen. Dit betekent minder frequente reiniging en sterilisatie, wat zowel tijd als middelen bespaart.
Deze systemen bieden ook strak gecontroleerde groeicondities, waardoor inputs zoals groeimedia en energie efficiënt kunnen worden gebruikt. Door de efficiëntie te verhogen en verspilling te beperken, maken gesloten bioreactoren de productie van kweekvlees betaalbaarder en gemakkelijker op te schalen.
Waarom is de luchtverversingssnelheid cruciaal voor het handhaven van cleanroomstandaarden in de productie van kweekvlees?
De luchtverversingssnelheid speelt een sleutelrol in het handhaven van cleanroomstandaarden in de productie van kweekvlees. Het zorgt voor een efficiënte controle van deeltjes en micro-organismen in de lucht door de lucht in de cleanroom regelmatig te vervangen.
Dit proces vermindert besmettingsrisico's en helpt de noodzakelijke ISO-reinheid classificatie te handhaven. Consistente luchtcirculatie beschermt niet alleen de biologische veiligheid, maar ook de productkwaliteit, en biedt de ideale omstandigheden voor het kweken van vlees cellen terwijl aan strikte industriële eisen wordt voldaan.









