

ISO 14644 กำหนดมาตรฐานสำหรับคุณภาพอากาศในห้องปลอดเชื้อ ซึ่งมีความสำคัญต่ออุตสาหกรรมที่ใช้ ระบบการผลิตเนื้อสัตว์ที่เพาะเลี้ยง. แนวทางครอบคลุมขีดจำกัดของอนุภาค กลยุทธ์การตรวจสอบ และวิธีการควบคุมการปนเปื้อน นี่คือสิ่งที่คุณจำเป็นต้องรู้:
- ISO 14644-1: กำหนดระดับความสะอาด (ISO 1 ถึง ISO 9) ตามจำนวนอนุภาค ตัวอย่างเช่น ISO Class 5 อนุญาตให้มีอนุภาคได้สูงสุด 3,520 อนุภาค (≥0.5 µm/m³).
- ISO 14644-2: เน้นการตรวจสอบตามความเสี่ยง เพื่อให้มั่นใจว่าปฏิบัติตามภายใต้สภาวะ "ขณะพัก" และ "ขณะปฏิบัติงาน".
- ตัวชี้วัดหลัก: ตรวจสอบจำนวนอนุภาค ความแตกต่างของความดัน (10–15 Pascals) อุณหภูมิ (18–22°C) และความชื้น (30–60%).
- วิธีการ: ใช้เครื่องนับอนุภาคในอากาศแบบกระจายแสง (LSAPC) การเก็บตัวอย่างอากาศจุลชีววิทยา และการทดสอบพื้นผิวเพื่อตรวจหาการปนเปื้อน.
- ระบบอัตโนมัติ: ระบบการตรวจสอบอย่างต่อเนื่องให้ข้อมูลแบบเรียลไทม์ ลดความเสี่ยงและปรับปรุงการปฏิบัติตามมาตรฐานข้อบังคับ เช่น FDA 21 CFR Part 11.
การตรวจสอบที่เหมาะสมป้องกันการปนเปื้อน ปกป้องผลิตภัณฑ์ และรับรองการปฏิบัติตามมาตรฐานห้องสะอาด
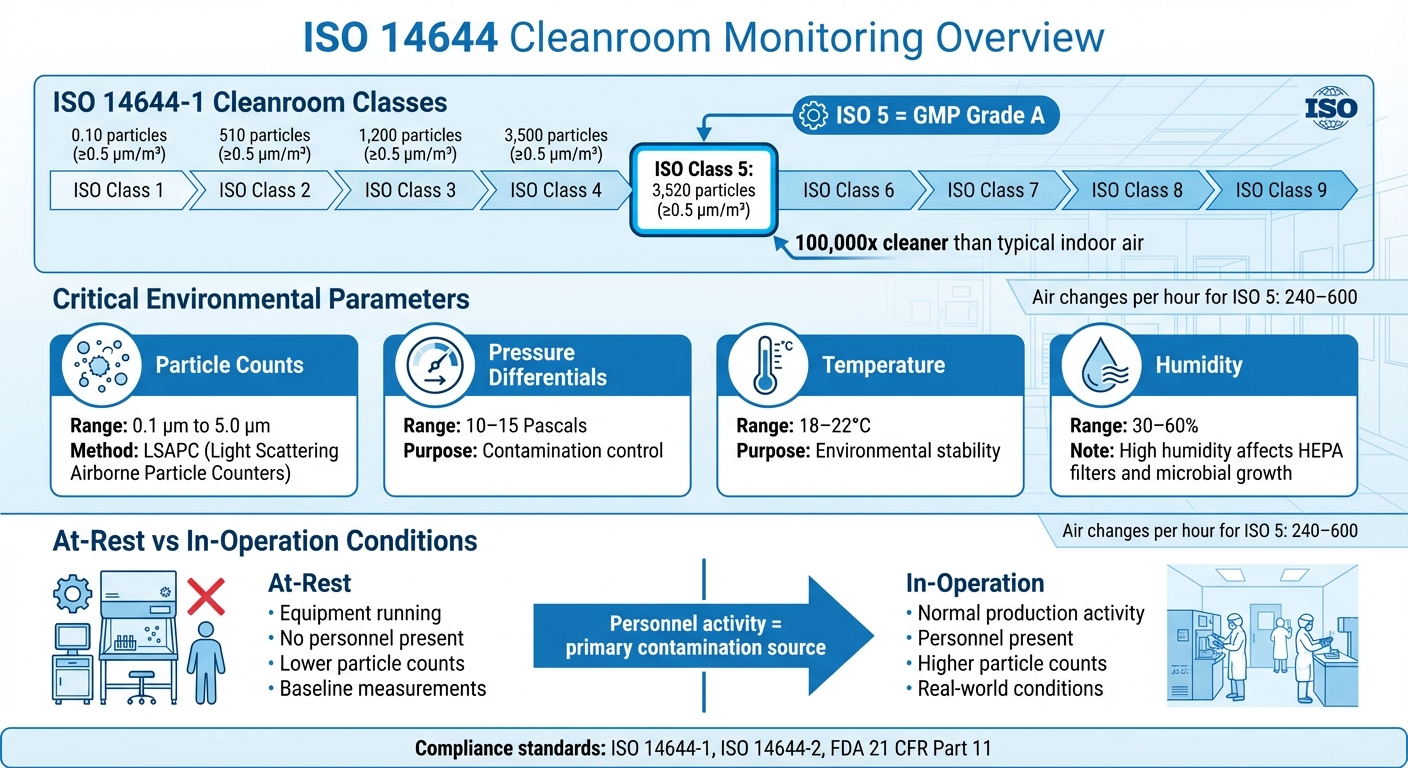
มาตรฐานการจัดประเภทห้องสะอาด ISO 14644 และพารามิเตอร์การตรวจสอบที่สำคัญ
การสร้างแผนการตรวจสอบตามความเสี่ยง
การประเมินความเสี่ยง
เมื่อพูดถึงการตรวจสอบห้องสะอาด การใช้วิธีการตามความเสี่ยงจะช่วยให้กระบวนการตรวจสอบสอดคล้องกับสภาพการดำเนินงานจริง ไม่ใช่แค่การทำตามแม่แบบทั่วไป แต่เป็นการปรับแผนให้เหมาะสมกับความเสี่ยงเฉพาะของสภาพแวดล้อมของคุณ
ตามมาตรฐาน ISO 14644-2:2015 แผนการตรวจสอบต้องมีพื้นฐานจาก การประเมินความเสี่ยงอย่างเป็นทางการ [3][4]. เครื่องมือเช่น HACCP และ FMEA มีประโยชน์อย่างยิ่งในการระบุ ความเสี่ยงจากการปนเปื้อน อย่างเป็นระบบและระบุจุดควบคุมที่สำคัญที่ผลิตภัณฑ์เนื้อสัตว์เพาะเลี้ยงสัมผัสโดยตรงกับสภาพแวดล้อมของห้องสะอาด นอกจากนี้ยังจำเป็นต้องแยกแยะระหว่างสภาวะ "ขณะพัก" (เมื่ออุปกรณ์ทำงานโดยไม่มีบุคลากร) และสภาวะ "ขณะปฏิบัติงาน" (ระหว่างการผลิตปกติ) เนื่องจากกิจกรรมของบุคลากรสามารถเพิ่มระดับอนุภาคได้อย่างมีนัยสำคัญ [1].
อย่ามองข้ามพื้นที่ใกล้เคียงเช่น ห้องล็อกอากาศ ห้องแต่งตัว และทางเดิน พื้นที่เหล่านี้มีบทบาทสำคัญในการรักษาระดับความดันที่เหมาะสม ซึ่งจำเป็นสำหรับการควบคุมการปนเปื้อนแนวทางการกำกับดูแลยังเน้นย้ำถึงความจำเป็นในการวางแผนการตรวจสอบที่รวมถึงพื้นที่ที่ติดกันเหล่านี้และรวมการตรวจสอบสิ่งแวดล้อมเฉพาะชุดเพื่อบรรเทาความเสี่ยงจากการปนเปื้อน.
การเลือกตำแหน่งและพารามิเตอร์การตรวจสอบ
การเลือกตำแหน่งที่เหมาะสมสำหรับเซ็นเซอร์เป็นกุญแจสำคัญในการตรวจสอบที่มีประสิทธิภาพ เริ่มต้นด้วยการทำแผนที่พื้นที่ที่จัดประเภททั้งหมดและโซนสนับสนุน เซ็นเซอร์ควรวางอย่างมีกลยุทธ์เพื่อรวบรวมข้อมูลที่เป็นตัวแทนโดยไม่รบกวนการดำเนินงาน ให้ความสำคัญกับพื้นที่ที่เนื้อสัตว์เพาะเลี้ยงถูกเปิดเผย จุดเข้าออกของบุคลากร และพื้นที่ที่ติดกับโซนที่มีการจัดประเภทต่ำกว่า.
แผนการตรวจสอบที่แข็งแกร่งควรไปไกลกว่าการนับอนุภาคเท่านั้น ควรติดตามพารามิเตอร์สำคัญเช่น ขนาดอนุภาคในอากาศ (ตั้งแต่ 0.1 µm ถึง 5 µm) ความแตกต่างของความดันอากาศ อุณหภูมิ (โดยทั่วไป 18–22°C) และความชื้นสัมพัทธ์ (30–60%).ระดับความชื้นสูงสามารถส่งเสริมการเจริญเติบโตของจุลินทรีย์และลดประสิทธิภาพของ HEPA ฟิลเตอร์ [1][3].
sbb-itb-ffee270
บทนำสู่ ISO 14644-2 {Part 1} - แผนการตรวจสอบห้องสะอาด (2019)
ขั้นตอนการตรวจสอบอนุภาคในอากาศ
การตรวจสอบอนุภาคในอากาศที่แม่นยำเริ่มต้นด้วยการประเมินความเสี่ยงที่มั่นคงและได้รับการสนับสนุนโดยขั้นตอนที่แม่นยำเพื่อให้แน่ใจว่าการเก็บข้อมูลที่เชื่อถือได้และการตอบสนองที่ทันเวลา
การใช้งานเครื่องนับอนุภาคในอากาศ
เพื่อจับข้อมูลอนุภาคที่แม่นยำ ใช้ เครื่องนับอนุภาคในอากาศแบบกระจายแสง (LSAPC) ที่ตรงตามมาตรฐาน ISO 21501-4 อุปกรณ์เหล่านี้ควรได้รับการสอบเทียบด้วยอนุภาคที่สามารถตรวจสอบย้อนกลับได้จาก NIST เพื่อการวัดที่เชื่อถือได้ วางเซ็นเซอร์ที่จุดควบคุมที่สำคัญ โดยให้แน่ใจว่าไม่ขัดขวางการจราจรในห้องสะอาดหรือรบกวนการไหลของอากาศ สำหรับการอ่านค่าที่แม่นยำ ให้วางโพรบภายในระยะ 30 ซม. จากพื้นที่ทำงาน โดยจัดให้ตรงกับการไหลของอากาศเพื่อรักษาสภาพการเก็บตัวอย่างแบบไอโซคิเนติก
สิ่งสำคัญคือต้องทราบว่าการนับจำนวนอนุภาคแตกต่างกันอย่างมากระหว่างสภาวะ "ขณะพัก" (อุปกรณ์ทำงาน ไม่มีบุคลากรอยู่) และสภาวะ "ขณะปฏิบัติงาน" ซึ่งกิจกรรมจะเพิ่มระดับอนุภาค การเปลี่ยนจากการจำแนกประเภทเป็นระยะไปเป็น การตรวจสอบอย่างต่อเนื่อง เป็นกุญแจสำคัญในการตรวจจับการเพิ่มขึ้นชั่วคราวที่การทดสอบด้วยตนอาจมองข้าม [1].
วิธีการที่เป็นระบบนี้สนับสนุนการตั้งค่าเกณฑ์ที่ชัดเจนสำหรับการดำเนินการ
การกำหนดระดับการเตือนและการดำเนินการ
เมื่อเซ็นเซอร์ถูกติดตั้งแล้ว การกำหนด ระดับการเตือน และ ระดับการดำเนินการ เป็นสิ่งสำคัญเพื่อลดความเสี่ยงของการปนเปื้อน
เกณฑ์ควรตั้งอยู่บนกลยุทธ์ที่อิงความเสี่ยง แทนที่จะใช้ขีดจำกัดการจำแนกประเภท ISO เพียงอย่างเดียว ระดับการเตือนทำหน้าที่เป็นการเตือนล่วงหน้า โดยแจ้งเตือนการเบี่ยงเบนจากสภาวะปกติ ระดับการดำเนินการในทางกลับกัน ถูกกำหนดไว้ที่ความเข้มข้นของอนุภาคสูงสุดที่อนุญาตสำหรับ ISO Class ของคุณและต้องการการตรวจสอบและการดำเนินการแก้ไขทันที ตัวอย่างเช่น สภาพแวดล้อม ISO Class 5 จำกัดจำนวนอนุภาคไม่เกิน 3,520 อนุภาค (≥0.5 µm) ต่อลูกบาศก์เมตร, ทำให้สะอาดกว่ามลพิษในอากาศภายในอาคารทั่วไปประมาณ 100,000 เท่า [1]. โดยการตั้งค่าระดับการเตือนต่ำกว่าขีดจำกัดเหล่านี้ คุณจะสร้างบัฟเฟอร์เพื่อสืบสวนปัญหาที่อาจเกิดขึ้น เช่น การเสื่อมสภาพของแผ่นกรอง HEPA หรือการล้มเหลวของซีล
การตัดสินใจทุกครั้งเกี่ยวกับเกณฑ์ควรถูกบันทึกไว้ในแผนการตรวจสอบของคุณ ซึ่งรวมถึงเหตุผลเบื้องหลังแต่ละระดับและขั้นตอนการตอบสนองที่สอดคล้องกันนอกจากนี้ การรวมข้อมูลอนุภาคกับเมตริกสิ่งแวดล้อมอื่น ๆ เช่น ความแตกต่างของความดัน อุณหภูมิ และความชื้น ช่วยระบุปัจจัยที่ก่อให้เกิดเหตุการณ์การปนเปื้อน
วิธีการตรวจสอบจุลชีพ
นอกเหนือจากการตรวจสอบอนุภาคในอากาศ การทดสอบจุลชีพมีบทบาทสำคัญในการตรวจจับสารปนเปื้อนที่มีชีวิตซึ่งอาจส่งผลต่อการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
เครื่องนับอนุภาคในอากาศมุ่งเน้นไปที่การระบุอนุภาคที่ไม่มีชีวิต แต่การตรวจสอบจุลชีพเป็นสิ่งจำเป็นในการค้นหาสิ่งมีชีวิตที่อาจทำให้สภาพแวดล้อมในห้องสะอาดเสียหายได้ ในขณะที่ ISO 14644 ให้แนวทางสำหรับการจำแนกประเภทอนุภาค โรงงานผลิตเนื้อสัตว์ที่เพาะเลี้ยงต้องจัดการขีดจำกัดทางจุลชีววิทยาด้วย โดยเฉพาะในโซนวิกฤตที่ผลิตภัณฑ์สัมผัสกับสิ่งแวดล้อม
การเก็บตัวอย่างอากาศแบบแอคทีฟและพาสซีฟ
การเก็บตัวอย่างอากาศแบบแอคทีฟ เกี่ยวข้องกับการใช้เครื่องเก็บตัวอย่างอากาศจุลชีพเพื่อดึงปริมาณอากาศที่เฉพาะเจาะจงลงบนสื่อเพาะเลี้ยง ซึ่งให้ผลลัพธ์ในรูปแบบ CFU/m³ วิธีนี้ช่วยให้สามารถควบคุมตำแหน่งและปริมาณการเก็บตัวอย่างได้อย่างแม่นยำ ทำให้เหมาะสำหรับการตรวจสอบพื้นที่สำคัญในระหว่างการตรวจสอบคุณสมบัติการทำงาน ในทางกลับกัน การเก็บตัวอย่างแบบพาสซีฟ ใช้แผ่นเก็บตัวอย่างที่ถูกทิ้งไว้ให้สัมผัสเป็นเวลา 1–4 ชั่วโมงเพื่อตรวจสอบแนวโน้มสิ่งแวดล้อมด้วยอุปกรณ์ที่น้อยที่สุด
ในพื้นที่สำคัญของ ISO 5 ซึ่งสอดคล้องกับมาตรฐาน GMP เกรด A ขีดจำกัดของจุลชีพมีความเข้มงวดเป็นพิเศษ คำแนะนำการประมวลผลปลอดเชื้อของ US FDA ในปี 2004 เน้นย้ำเรื่องนี้ โดยระบุว่า:
ตัวอย่างจากสภาพแวดล้อม Class 100 (ISO 5) ควรจะไม่มีการปนเปื้อนทางจุลชีพ[6].
การมีจุลินทรีย์ในพื้นที่ ISO 5 ต้องมีการตรวจสอบทันทีและวิเคราะห์หาสาเหตุอย่างละเอียด
วิธีการเก็บตัวอย่างแบบแอคทีฟและพาสซีฟร่วมกันเป็นพื้นฐานสำหรับการตรวจสอบพื้นผิวอย่างมีประสิทธิภาพ
เทคนิคการเก็บตัวอย่างพื้นผิว
การเก็บตัวอย่างพื้นผิวเป็นการเพิ่มเติมที่สำคัญต่อการตรวจสอบอากาศ โดยเน้นการตรวจหาการปนเปื้อนบนพื้นผิวการทำงาน อุปกรณ์ และพื้นที่สำคัญอื่นๆ แผ่นสัมผัส (RODAC), ที่มีเส้นผ่านศูนย์กลางประมาณ 55 มม. ถูกกดลงบนพื้นผิวเรียบประมาณ 10 วินาทีเพื่อถ่ายโอนจุลินทรีย์ลงบนวุ้นอาหารโดยตรง ทำให้ได้ผลลัพธ์ที่วัดได้ สำหรับพื้นผิวที่ไม่เรียบหรือเข้าถึงยาก การเก็บตัวอย่างด้วยก้านสำลี มีประสิทธิภาพมากกว่า ก้านสำลีที่ผ่านการฆ่าเชื้อและชุ่มน้ำจะถูกใช้ในลักษณะ "S" อย่างเป็นระบบบนพื้นที่ที่กำหนด (25–100 ซม.²) เพื่อให้แน่ใจว่าการเก็บตัวอย่างมีความละเอียดและเป็นตัวแทน[5] .
ทั้งสองวิธีต้องใช้วัฒนธรรมมีเดียที่มีสารทำให้เป็นกลาง เช่น Letheen broth เพื่อป้องกันสารฆ่าเชื้อที่เหลืออยู่ซึ่งอาจยับยั้งการเจริญเติบโตของจุลินทรีย์และทำให้เกิดผลลบเท็จ สภาวะการบ่มถูกปรับให้เหมาะสมกับประเภทของสิ่งมีชีวิต: แบคทีเรียจะถูกบ่มที่ 30–35°C ในขณะที่เชื้อราต้องการ 20–25°C เป็นเวลาสูงสุดห้าวัน [5]. การตรวจสอบหลังการทำความสะอาด ซึ่งดำเนินการหลังจากการทำความสะอาดแต่ก่อนการผลิตเริ่มต้น เพื่อให้แน่ใจว่าสภาพแวดล้อมเป็นไปตามมาตรฐานที่กำหนด ดังที่ Vaibhavi M. ผู้เชี่ยวชาญในสาขานี้อธิบาย:
การตรวจสอบพื้นผิวเป็นรากฐานของโปรแกรมควบคุมการปนเปื้อนในห้องสะอาดของเภสัชกรรม [5].
ระบบตรวจสอบสิ่งแวดล้อมอัตโนมัติ
ระบบอัตโนมัติให้ข้อมูลแบบเรียลไทม์อย่างต่อเนื่องเกี่ยวกับปัจจัยต่างๆ เช่น จำนวนอนุภาค ความดัน อุณหภูมิ และความชื้นการตรวจสอบอย่างต่อเนื่องนี้สามารถจับเหตุการณ์การปนเปื้อนที่เกิดขึ้นชั่วคราวซึ่งการทดสอบเป็นระยะอาจพลาดไปได้ โดยเป็นการเสริมที่มีคุณค่าให้กับวิธีการแบบแมนนวล การแก้ไขในปี 2015 ของ ISO 14644-2 เน้นถึงประโยชน์ของการตรวจสอบอัตโนมัติ โดยเฉพาะในการเปิดโอกาสให้มีการรับรองใหม่ที่ขับเคลื่อนด้วยข้อมูล ด้วยการจับข้อมูลที่ตรงตามมาตรฐานการกำกับดูแลอย่างน่าเชื่อถือ ระบบเหล่านี้สามารถช่วยขยายช่วงเวลาระหว่างการทดสอบการจัดประเภทอย่างเป็นทางการ ซึ่งในที่สุดจะช่วยลดค่าใช้จ่าย ตัวอย่างที่ควรระวังมาจากเดือนมิถุนายน 2024 เมื่อ FDA ออกคำเตือนถึง Optikem International Inc บริษัทได้พึ่งพาการตรวจสอบเป็นระยะเพียงอย่างเดียว ซึ่งล้มเหลวในการตรวจจับเหตุการณ์การปนเปื้อนระหว่างเดือนกุมภาพันธ์ 2021 ถึงมีนาคม 2023 การมองข้ามนี้ทำให้สถานที่ถูกพิจารณาว่าไม่เหมาะสมสำหรับการผลิตยาปราศจากเชื้อ
การตั้งค่าระบบการตรวจสอบอย่างต่อเนื่อง
เมื่อดำเนินการระบบการตรวจสอบอัตโนมัติ จำเป็นต้องมั่นใจว่าเครื่องนับอนุภาคในอากาศทั้งหมดเป็นไปตามมาตรฐาน ISO 21501-4 และสนับสนุน FDA 21 CFR Part 11 สำหรับบันทึกอิเล็กทรอนิกส์ รวมถึงคุณสมบัติเช่น บันทึกการตรวจสอบและลายเซ็นอิเล็กทรอนิกส์ [7]. ระบบที่ดีที่สุดมีแดชบอร์ดแบบเรียลไทม์ที่ตรวจสอบพารามิเตอร์สำคัญ เช่น จำนวนอนุภาค ความแตกต่างของความดัน (ปกติ 10–15 ปาสคาล) อุณหภูมิ (18–22°C) และความชื้น (30–60%) พร้อมกัน [1].
การวางตำแหน่งของโพรบตรวจสอบอย่างถูกต้องเป็นสิ่งสำคัญ โพรบควรจะถูกวางภายใน 305 มม. (1 ฟุต) จากผลิตภัณฑ์ที่เปิดเผยหรือพื้นที่ทำงานที่สำคัญ [7]. ห้องสะอาดขนาดใหญ่ต้องการเซ็นเซอร์อย่างน้อยหนึ่งตัวสำหรับทุกๆ 100 ม² ของสภาพแวดล้อมพื้นหลัง โดยมีเซ็นเซอร์เพิ่มเติมในโซนเปลี่ยนผ่านเช่นห้องล็อกอากาศ สำหรับพื้นที่ที่มีการไหลของอากาศในทิศทางเดียว หัววัดตัวอย่างแบบ isokinetic ถูกแนะนำเพื่อให้แน่ใจว่าการเก็บตัวอย่างมีความแม่นยำ [7].
การกำหนดการแจ้งเตือนตามแนวโน้มข้อมูลในอดีต - แทนที่จะเป็นเพียงขีดจำกัด ISO สูงสุด - สามารถปรับปรุงการตอบสนองของระบบได้ ตามที่ EU GMP Annex 1 แนะนำ:
เขต Grade A ควรได้รับการตรวจสอบด้วยความถี่และขนาดตัวอย่างที่เหมาะสมเพื่อให้การแทรกแซงทั้งหมด เหตุการณ์ชั่วคราว และการเสื่อมสภาพของระบบใด ๆ ถูกจับและมีการแจ้งเตือนหากเกินขีดจำกัดการแจ้งเตือน [7].
บางระบบยังรวมถึงแผนที่ SOP แบบโต้ตอบเพื่อช่วยในการวางตำแหน่งหัววัด การรวมเข้ากับระบบการจัดการอาคาร (BMS) หรือแพลตฟอร์ม SCADA สามารถรวมการควบคุมไว้ในที่เดียวและอาจลดการใช้พลังงานได้ถึง 10% [1].
เมื่อระบบเหล่านี้ถูกติดตั้งแล้ว จะกลายเป็นส่วนหนึ่งของการดำเนินงานประจำวันอย่างไร้รอยต่อ ช่วยให้สามารถดำเนินการได้ทันทีเพื่อตอบสนองต่อการเปลี่ยนแปลงของสิ่งแวดล้อม
การวิเคราะห์ข้อมูลการตรวจสอบแบบเรียลไทม์
การวิเคราะห์ข้อมูลแบบเรียลไทม์ทำงานร่วมกับทั้งโปรโตคอลการตรวจสอบอนุภาคและจุลชีพ โดยการตอบสนองต่อเหตุการณ์การปนเปื้อนทันที สามารถป้องกันปัญหาเล็กน้อยไม่ให้บานปลาย การวิเคราะห์แนวโน้มตามเวลาอาจเผยให้เห็นการลดลงของประสิทธิภาพของแผ่นกรอง HEPA หรือความสมบูรณ์ของซีล ช่วยแก้ไขปัญหาที่อาจเกิดขึ้นก่อนที่จะนำไปสู่ความล้มเหลวในการจัดประเภท [1]. เครื่องมือซอฟต์แวร์ขั้นสูงสามารถเชื่อมโยงการเพิ่มขึ้นของอนุภาคกับกิจกรรมเฉพาะ เช่น การเปิดประตูหรือรอบการทำงานของ HVAC เพื่อระบุสาเหตุที่แท้จริง [1].
ในโซนเกรด A/B (ISO 5) การนับอนุภาค ≥5.0 µm ติดต่อกันควรกระตุ้นให้มีการตรวจสอบคำแนะนำของ EU GMP ระบุว่า:
การนับจำนวนอนุภาคขนาด 5.0 µm อย่างต่อเนื่องหรือสม่ำเสมอในระดับต่ำเป็นตัวบ่งชี้ถึงเหตุการณ์การปนเปื้อนที่อาจเกิดขึ้นและควรได้รับการตรวจสอบ [7].
ระดับการแจ้งเตือนควรมีการจัดลำดับ โดยมีโปรโตคอลตั้งแต่การตรวจสอบเล็กน้อยไปจนถึงการตอบสนองที่สำคัญซึ่งต้องหยุดการผลิต [1]. คุณสมบัติการจัดการระยะไกลช่วยให้ผู้ควบคุมสามารถตรวจสอบและอนุมัติข้อมูลผ่านเว็บเบราว์เซอร์ ทำให้การจัดทำเอกสารการปฏิบัติตามข้อกำหนดง่ายขึ้น [7]. สำหรับผู้ที่มองหาวิธีการที่มีประสิทธิภาพ บริการ Monitoring as a Service (MaaS) มีให้เลือก โดยราคาจะแตกต่างกันไปตามผู้ให้บริการและขอบเขต [1].
สำหรับโรงงานผลิตเนื้อสัตว์ที่ต้องการโซลูชันที่ปรับแต่งได้
การเชื่อมโยงการตรวจสอบกับการบำรุงรักษาและการปฏิบัติตามข้อกำหนด
ข้อมูลการตรวจสอบสิ่งแวดล้อมไม่ควรอยู่ในสุญญากาศ โปรแกรมห้องสะอาดที่มีประสิทธิภาพที่สุดจะเชื่อมโยงการนับอนุภาค การอ่านค่าความดัน และการฟื้นตัวของจุลินทรีย์กับตัวชี้วัดประสิทธิภาพของ HVAC และตารางการทำความสะอาด ด้วยการทำเช่นนี้ ข้อมูลดิบจะเปลี่ยนเป็นข้อมูลเชิงลึกที่สามารถดำเนินการได้ ช่วยให้ตัดสินใจบำรุงรักษาได้ดีขึ้นและเสริมสร้างการปฏิบัติตามข้อกำหนดในระหว่างการตรวจสอบ
การเชื่อมโยงการตรวจสอบกับ HVAC และการทำความสะอาด
การรวมข้อมูลการตรวจสอบกับบันทึกการบำรุงรักษาช่วยเสริมสร้างความพยายามในการปฏิบัติตามข้อกำหนดและทำให้การควบคุมคุณภาพอย่างต่อเนื่องง่ายขึ้น
การวิเคราะห์แนวโน้ม มีบทบาทสำคัญในการบำรุงรักษาเชิงคาดการณ์ แทนที่จะตอบสนองต่อความล้มเหลวในการจำแนกประเภทอย่างกะทันหัน การตรวจสอบอย่างต่อเนื่องสามารถตรวจพบปัญหาที่ค่อยๆ เกิดขึ้น เช่น ประสิทธิภาพของตัวกรอง HEPA ที่ลดลงหรือความสมบูรณ์ของซีลที่อ่อนแอลงก่อนที่มันจะบานปลายเป็นปัญหาที่ใหญ่ขึ้น [1]. ตัวอย่างเช่น การเพิ่มขึ้นของจำนวนอนุภาคหรือระดับความดันที่ลดลงต่ำกว่า 10–15 ปาสคาล อาจบ่งบอกถึงความไม่มีประสิทธิภาพของระบบ HVAC [1] .
การจัดแนวข้อมูลสิ่งแวดล้อมกับเหตุการณ์การดำเนินงานสามารถช่วยระบุความผิดปกติได้ ในโรงงานผลิตเนื้อสัตว์ที่เพาะเลี้ยง การจัดแนวนี้มีความสำคัญต่อการรักษาสภาพปลอดเชื้อ ตัวอย่างเช่น การติดตามการเพิ่มขึ้นของอนุภาคควบคู่ไปกับการเปิดประตู การเคลื่อนไหวของบุคลากร หรือรอบการทำงานของอุปกรณ์ สามารถช่วยให้ทีมบำรุงรักษาระบุปัญหาเชิงกลหรือขั้นตอนเฉพาะได้ แทนที่จะต้องปรับปรุงระบบทั้งหมด [1]. นอกจากนี้ ระดับความชื้นที่เพิ่มขึ้นสามารถลดประสิทธิภาพของแผ่นกรอง HEPA และส่งเสริมการเจริญเติบโตของจุลินทรีย์ ซึ่งบ่งชี้ถึงความจำเป็นในการปรับระบบ HVAC [1].
การฟื้นตัวของจุลินทรีย์ ทำหน้าที่เป็นมาตรการโดยตรงของประสิทธิภาพการทำความสะอาดหากการสุ่มตัวอย่างอากาศหรือพื้นผิวเผยให้เห็นจำนวนจุลินทรีย์ที่สูงขึ้น อาจจำเป็นต้องเพิ่มความถี่ในการทำความสะอาดหรือปรับปรุงโปรโตคอลการฆ่าเชื้อ [8].
ห้องสะอาด ISO Class 5 ซึ่งต้องการการเปลี่ยนแปลงอากาศ 240–600 ครั้งต่อชั่วโมงเพื่อรักษาขีดจำกัดของอนุภาค จะได้รับประโยชน์จากระบบการตรวจสอบที่รวมเข้ากับระบบการจัดการอาคาร (BMS) หรือแพลตฟอร์ม SCADA การรวมเหล่านี้ช่วยให้การกำกับดูแลเป็นศูนย์กลางและช่วยให้มั่นใจว่าพารามิเตอร์ที่สำคัญยังคงเสถียร [1].
การบันทึกและการตรวจสอบข้อมูลการตรวจสอบ
การบันทึกข้อมูลอย่างละเอียดเป็นสิ่งสำคัญสำหรับการตรวจสอบความสอดคล้องของ ISO ซึ่งรวมถึงการรักษาแผนการตรวจสอบ บันทึกการสอบเทียบ และเส้นทางการตรวจสอบที่มีการประทับเวลา ตามที่กำหนดโดยมาตรฐาน ISO และ FDA [1][3] [7].
ระบบที่สอดคล้องกับ FDA 21 CFR Part 11 ช่วยให้มั่นใจได้ว่าบันทึกตรงตามหลักการ ALCOA - สามารถระบุได้, อ่านได้, ทันเวลา, ต้นฉบับ, และถูกต้อง [7]. แพลตฟอร์มอัตโนมัติสามารถสร้างฐานข้อมูลที่ปลอดภัยและเข้ารหัสซึ่งบันทึกประวัติไม่สามารถลบได้ รักษาความสมบูรณ์ที่ผู้ควบคุมต้องการ คุณสมบัติเช่นการอนุมัติระยะไกลช่วยให้ผู้ควบคุมสามารถตรวจสอบและลงนามในข้อมูลการตรวจสอบรายวันผ่านเว็บเบราว์เซอร์ ทำให้กระบวนการปฏิบัติตามข้อกำหนดมีประสิทธิภาพมากขึ้น [7].
เมื่อทบทวนข้อมูล สิ่งสำคัญคือต้องมุ่งเน้นไปที่แนวโน้มมากกว่าการเกิดเหตุการณ์ที่แยกออกมา รูปแบบการเสื่อมสภาพที่ค่อยเป็นค่อยไปมักจะเผยให้เห็นปัญหาก่อนที่จะถึงระดับวิกฤต [1][2]. ตามที่ Particle Measuring Systems ชี้ให้เห็น:
หากไม่มีการวัดก็ไม่มีการควบคุม [2].
การจัดระเบียบข้อมูลตามจุดควบคุมที่สำคัญ - เช่น โซนการเติมหรืออุปกรณ์เฉพาะ - แทนที่จะเป็นข้อมูลห้องทั่วไป ทำให้การสืบสวนมีเป้าหมายและมีประสิทธิภาพมากขึ้น [7].
ข้อมูลการตรวจสอบที่สม่ำเสมอซึ่งแสดงถึงสภาพที่เสถียรยังสามารถสนับสนุนการขยายช่วงเวลาการทดสอบการจัดประเภท ลดต้นทุนการดำเนินงานโดยไม่ลดทอนการปฏิบัติตามข้อกำหนด [1] [2]. โดยมีมากกว่า 30% ของการอ้างอิงจาก FDA ที่เชื่อมโยงกับข้อบกพร่องของระบบคุณภาพ [1], บันทึกการตรวจสอบที่แข็งแกร่งให้การป้องกันที่สำคัญในระหว่างการตรวจสอบ.
สำหรับโรงงานผลิตเนื้อสัตว์เพาะเลี้ยง,
บทสรุป
การนำการตรวจสอบ ISO 14644 มาใช้ใน การผลิตเนื้อสัตว์เพาะเลี้ยง จำเป็นต้องมีการประเมินความเสี่ยงที่มีโครงสร้างดี กระบวนการนี้ควรระบุจุดควบคุมที่สำคัญ กำหนดตำแหน่งเซ็นเซอร์ที่เหมาะสม และกำหนดระดับการแจ้งเตือนและการดำเนินการที่เป็นไปได้เพื่อให้มั่นใจในการควบคุมการปนเปื้อนอย่างมีประสิทธิภาพ [9].
การเปลี่ยนจากการทดสอบเป็นระยะไปสู่การตรวจสอบอัตโนมัติอย่างต่อเนื่องถือเป็นการเปลี่ยนแปลงครั้งใหญ่ในการจัดการห้องสะอาด แม้ว่า ISO 14644-1 จะให้กรอบการทำงานสำหรับการจำแนกประเภทเบื้องต้น แต่ระบบการตรวจสอบอย่างต่อเนื่องสามารถตรวจจับความผันผวนระยะสั้นที่การทดสอบเป็นระยะอาจมองข้ามไปได้อย่างสิ้นเชิง [1][2]. โดยการให้ข้อมูลแบบเรียลไทม์เกี่ยวกับจำนวนอนุภาค ความแตกต่างของความดัน อุณหภูมิ และความชื้น ระบบเหล่านี้ช่วยให้ผู้ปฏิบัติงานสามารถรักษาสภาพปลอดเชื้อและจัดการกับความเสี่ยงจากการปนเปื้อนที่อาจเกิดขึ้นก่อนที่จะลุกลาม
ปัจจัยมนุษย์ยังมีอิทธิพลอย่างมากต่อการควบคุมการปนเปื้อน เนื่องจากกิจกรรมของมนุษย์เป็นแหล่งหลักของการปนเปื้อนจุลินทรีย์ในห้องสะอาด [9], การจัดแนวข้อมูลการตรวจสอบกับการเคลื่อนไหวของบุคลากร โปรโตคอลการสวมใส่เสื้อผ้า และสภาพการดำเนินงานเป็นสิ่งสำคัญ ระบบอัตโนมัติที่รวมเข้ากับระบบการจัดการอาคารเสนอเส้นทางการตรวจสอบที่มีการประทับเวลาและป้องกันการปลอมแปลง - ซึ่งเป็นกุญแจสำคัญในการตอบสนองความคาดหวังด้านกฎระเบียบ โดยเฉพาะอย่างยิ่งเมื่อมีการอ้างอิงจาก FDA กว่า 30% ที่เกี่ยวข้องกับระบบคุณภาพ [1] .
การตรวจสอบอย่างต่อเนื่องยังช่วยลดความเสี่ยงด้านกฎระเบียบ ดังที่ FDA ได้เตือน Optikem International Inc. ในเดือนมิถุนายน 2024 กรณีนี้เน้นถึงอันตรายของการพึ่งพาการตรวจสอบเป็นระยะ ๆ เพียงอย่างเดียว ซึ่งทำให้เหตุการณ์การปนเปื้อนที่สำคัญไม่ถูกสังเกตเห็นผลลัพธ์คือการตัดสินใจว่าศูนย์นี้ไม่เหมาะสมสำหรับการผลิตที่ปลอดเชื้อ จำเป็นต้องมีการประเมินความเสี่ยงจากการปนเปื้อนอย่างละเอียด [1].
คำถามที่พบบ่อย
ฉันจะตัดสินใจได้อย่างไรว่าควรเริ่มตรวจสอบอะไรในห้องสะอาดของฉันก่อน?
เพื่อให้มั่นใจว่าปฏิบัติตามมาตรฐาน ISO 14644 และรักษาสภาพแวดล้อมที่ควบคุมได้อย่างเสถียรสำหรับการผลิตเนื้อสัตว์ที่เพาะเลี้ยง จำเป็นต้องมุ่งเน้นไปที่พารามิเตอร์สำคัญบางประการ ซึ่งรวมถึง การนับอนุภาค, ความแตกต่างของความดันอากาศ อุณหภูมิ และความชื้น - ทั้งหมดนี้มีบทบาทโดยตรงในการรักษาความสะอาดของอากาศและเสถียรภาพของสิ่งแวดล้อม
นอกจากนี้ยังสำคัญที่จะต้องให้ความสำคัญกับความพยายามในการตรวจสอบตามพื้นที่ที่มีความเสี่ยงต่อการปนเปื้อนมากที่สุด ปัจจัยเช่นการเคลื่อนไหวของบุคลากรและการจัดการวัสดุสามารถส่งผลกระทบต่อความสะอาดได้อย่างมาก วางจุดเก็บตัวอย่างในโซนที่สำคัญเพื่อรวบรวมข้อมูลที่เป็นตัวแทนและรับรองการตรวจสอบที่มีประสิทธิภาพ
ควรสุ่มตัวอย่างอนุภาคและจุลินทรีย์ในพื้นที่ ISO Class 5 บ่อยแค่ไหน?
การสุ่มตัวอย่างอนุภาคในพื้นที่ ISO Class 5 ควรทำ อย่างน้อยทุกหกเดือน เพื่อให้มั่นใจว่ามาตรฐานยังคงอยู่ สำหรับการทดสอบจุลินทรีย์ ความถี่จะถูกกำหนดโดย การประเมินความเสี่ยง และแผนการตรวจสอบที่มีอยู่แล้ว แผนเหล่านี้ถูกออกแบบให้สอดคล้องกับ มาตรฐาน ISO 14644, และเป็นสิ่งสำคัญที่จะต้องทบทวนเป็นประจำ ซึ่งจะช่วยรักษาความสมบูรณ์ของห้องสะอาดและมั่นใจว่ามีการปฏิบัติตามข้อกำหนดทางกฎหมายทั้งหมด
ควรทำอย่างไรเมื่อมีการละเมิดขีดจำกัดการแจ้งเตือนหรือการดำเนินการ?
หาก ขีดจำกัดการแจ้งเตือน ถูกเกิน ควรเพิ่มการตรวจสอบ ค้นหาสาเหตุที่เป็นไปได้ และบันทึกผลการค้นพบของคุณในทางกลับกัน การละเมิด ขีดจำกัดการดำเนินการ ต้องการการแทรกแซงทันที - ซึ่งอาจรวมถึงการหยุดการดำเนินงานหากจำเป็น การระบุสาเหตุที่แท้จริง และการดำเนินการแก้ไข การปฏิบัติตามขั้นตอนเหล่านี้ช่วยให้มั่นใจได้ถึงการปฏิบัติตามมาตรฐาน ISO 14644 และรักษาสภาพห้องสะอาด ซึ่งมีความสำคัญต่อสภาพแวดล้อม เช่น การผลิตเนื้อสัตว์ที่เพาะเลี้ยง









