

ISOクリーンルームの分類は、培養肉の生産中に空気の清浄度を維持し、製品の安全性を確保し、汚染リスク. を最小限に抑えるために不可欠です。これらの基準がどのように適用されるかの概要は次のとおりです:
- ISO 14644-1:2015は、空中浮遊粒子の限界(0.1–5 µm)に基づいてクリーンルームのクラスを定義し、ISOクラス1(最も清浄)からISOクラス9(最も緩やか)まであります。
- 培養肉の生産には通常、以下が必要です:
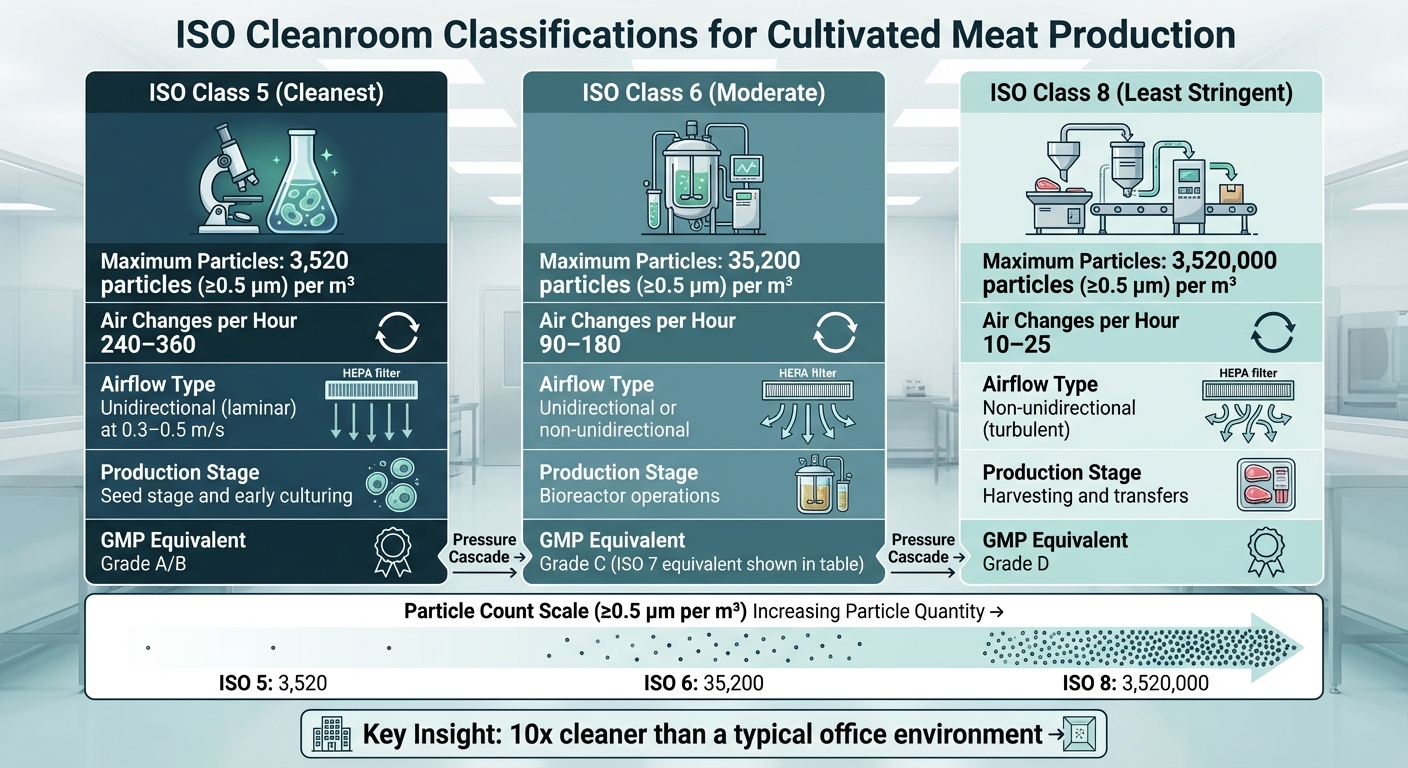
- ISOクラス5: 種段階および初期培養のために、立方メートルあたり最大3,520個の粒子(≥0.5 µm)を許容します。
- ISOクラス6: バイオリアクターの操作のために、最大35,200個の粒子(≥0.5 µm)を許容します。
- ISOクラス8: 収穫および移送のために、3,520,000個の粒子(≥0.5 µm)の制限があります。
- HEPAフィルター、気流制御、および圧力カスケードが清浄度を維持します。より高い空気交換率( e.g. 、ISOクラス5の環境では240〜360時間あたりが使用されます。
- クリーンルームは培養肉にとって重要であり、汚染がバッチを破壊し、財務的損失や安全性の懸念を引き起こす可能性があります。
クリーンルームの使用と閉鎖型バイオリアクターシステムのバランスを取ることで、安全基準を満たしながらコストを削減できます。たとえば、閉鎖型システムは高価なISO 5環境への依存を最小限に抑え、生産をよりコスト効率的にします。
重要なポイント: クリーンルームの分類と適切な環境管理は、安全で効率的な培養肉の生産に不可欠であり、特に細胞播種のような高リスクの段階で重要です。
培養肉のためのISOクリーンルームクラス
培養肉生産段階のためのISOクリーンルーム分類
培養肉の生産は、主に3つのISOクリーンルーム分類 - クラス5、クラス6、クラス8に依存しています。それぞれが異なる生産段階での特定の汚染リスクに対応するよう設計されており、製品の安全性と運用コストの両方に影響を与えます。
これらの基準を維持するために、施設はしばしば層状の部屋設計を使用し、重要なエリアに汚染された空気が入らないように圧力カスケードを作成します [9]. Dr Heiko Baumgartnerは「クラス5から7は主に食品生産で使用される」と強調しています [9], 培養肉製造におけるその重要性を強調しています。以下は、各ISOクラスが培養肉のスケーリングプロセスにどのように適用されるかの内訳です培養肉スケーリングプロセス.
ISOクラス5: 種段階と初期培養
ISOクラス5は、培養肉生産における最も清潔な環境を表し、1立方メートルあたり3,520個以上の粒子(≥0.5 µm)を許可しません。 [5][7]. 種段階では、最小の汚染でもバッチ全体を危険にさらす可能性があります。
この清潔度を達成するために、施設は0.3–0.5 m/sの速度での一方向(層流)気流を使用し、1時間あたり240–360回の空気交換 を組み合わせます。 [8][3][5]. これらの条件は、EU GMPグレードA/B基準(静止時)[5]. に一致します。高い空気交換率は、細胞播種や取り扱いなどの重要な操作中に無菌状態を維持するために、粒子を継続的に掃除します。
ISOクラス6: バイオリアクターの運用
ISOクラス6のクリーンルームはクラス5よりも厳しくなく、1立方メートルあたり最大35,200個の粒子(≥0.5 µm)を許容します. これらのゾーンは90~180回の空気交換を1時間に行い, 厳格な管理と実用性のバランスを取ります[5][7][8][3]. 一方向および非一方向の気流方法の両方を使用できます[8][3].
GOOD Meat Inc.は、FDAの相談書類で、細胞拡張プロセスがHEPAフィルターと差圧システムを備えたクリーンルームで行われ、バイオ医薬品の基準に準拠していることを強調しました[6]. これは、ISOクラス6の環境が大規模な細胞成長をサポートしながら清潔さを維持する方法を示しています。
ISOクラス8: 収穫と転送
ISOクラス8は、培養肉生産で使用される最も制限の少ない分類であり、1立方メートルあたり最大3,520,000個の粒子(≥0.5 µm)を許容します[5] [7]. この高い基準にもかかわらず、通常のオフィス環境よりもはるかに清潔です[7]. これらのエリアは、収穫、製剤、収穫後の処理などの下流プロセスに使用されます。
2021年11月、Mosa Meatは「肉の収穫プロセスは… [国際標準化機構] ISOクラス8エリアで行われる可能性が高い」と述べました [6]. これらのゾーンは、1時間あたり10〜25回の空気交換のみを必要とし、非一方向(乱流)気流に依存しています[8] . よりコスト効率が良い一方で、最終製品の取り扱い中に環境汚染物質に対する十分な保護を提供します。
| ISO分類 | 最大粒子数 (≥0.5 µm/m³) | 1時間あたりの空気交換回数 | 典型的な培養肉の段階 |
|---|---|---|---|
| ISOクラス5 | 3,520 | 240–360 | シード段階と初期培養 |
| ISOクラス6 | 35,200 | 90–180 | バイオリアクター操作 |
| ISOクラス8 | 3,520,000 | 10–25 | 収穫と移送 |
sbb-itb-ffee270
空気ろ過と環境制御要件
ISOクリーンルーム基準は、培養肉の生産中に粒子レベルを許容範囲内に維持するために、正確な空気ろ過、制御された気流、および安定した環境条件を必要とします。これらのシステムは、厳格なISO分類を満たすために施設全体の設計に慎重に統合されています。
空気品質のためのHEPAフィルター
HEPA(高効率微粒子空気)フィルターは、0.3 µmの小さな粒子を捕捉するように設計されています[3] . ISOクラス5の環境では - 通常、シードステージの操作に使用される - HEPAフィルターはしばしば天井全体を覆い、一方向(層流)気流を可能にします。この気流は0.3 m/sから0.5 m/sの速度で下向きに移動し、床レベルの排気口を通じて粒子を効果的に掃き出します[3].
ISOクラス7および8のような厳しくないエリアでは、非一方向(乱流)気流システムが一般的に使用されます。これらのエリアは、粒子を除去するために高い空気交換率に依存しています。例えば、ISOクラス5の部屋は1時間あたり240〜360回の空気交換が必要ですが、ISOクラス8の部屋は1時間あたり10〜25回の空気交換で済みます [3].
空気交換、圧力カスケード、およびモニタリング
空気交換率は一律ではありません。HVACの専門家は、部屋のサイズ、機器による発熱、在室する人員数などの要因に基づいて計算し、一般的な基準を適用するのではなく、個別に設定します [3]. 圧力カスケードはもう一つの重要な対策であり、より清潔なゾーンが高い空気圧を維持して、空気をより清潔でないエリアに押し出し、汚染リスクを低減します。エアロックやガウンルームは、異なるISO分類のゾーン間の物理的な障壁として機能します [3].
圧力の整合性を維持するために、隣接するISOクラス間の移行は慎重に管理されなければなりません [3]. リアルタイムモニタリング, ISO 14644-2:2015に記載されているように、光散乱型浮遊粒子カウンター(LSAPC)を使用して、粒子濃度が指定された限界内に収まるようにします[1]. さらに、ISO 14644-1:2015の統計モデルは、クリーンルームエリアの少なくとも90%がクラス限界を満たしていることを95%の信頼水準で提供します[2].
温度と湿度の制御
気流管理は、安定した温度と湿度レベルを維持することと連携して機能し、粒子の挙動とろ過性能に大きな影響を与えます。ISO 14644-1は特定の温度や湿度の設定を規定していませんが、これらの要因はろ過効率を最適化するために重要です[2]. HVACシステムは、バイオリアクターや人員によって生成される熱を考慮して、一貫した条件を確保する必要があります[3].
粒子数試験を行う前に、温度と湿度を安定させて、ISO分類結果への干渉を防ぐ必要があります[2]. これらの環境制御は、ISO 14644-4で指定されているように、施設の設計および建設段階で組み込む必要があり、培養肉生産の特有の要求に応じた調整が必要です[4].
培養肉バイオプロセシングにおけるISO規格
ISOクリーンルーム分類は、培養肉生産において重要な役割を果たし、各段階のニーズに合わせて清潔さを維持し、汚染を防ぎ、安全性を確保します。これらの規格は、プロセス全体を通じて厳格な環境制御を維持するための枠組みを提供します。
増殖および成長段階
細胞が急速に増殖する増殖段階では、無菌環境を維持することが最も重要です。ISOクラス5クリーンルームは、製薬製造におけるGMPグレードA/Bに相当し、種子段階の操作や初期の細胞培養によく使用されます [11] [13].
これらの基準への準拠は不可欠です。ディーン・ジョエル・パウエルは、無菌条件で生産された培養肉が製薬基準を反映し、サルモネラ菌, カンピロバクター, や病原性大腸菌のような病原体からのリスクを大幅に低減することを強調しています[6].
これらの対策にもかかわらず、汚染は依然として課題です。業界の報告によると、平均11.2%の汚染失敗率, があり、大規模な操作では19.5%に上昇します。対照的に、ISOプロトコルに精通したバイオ医薬品施設では、わずか3。2%の汚染失敗 2022年 [6] .
無菌性とコスト効率を両立させるために、多くの施設が「ルームインルーム」デザイン. を採用しています。このアプローチでは、ISO 5のコアを清浄度の低いゾーン(ISO 6または7)の中に配置し、圧力カスケードを使用して清浄なエリアから重要度の低いゾーンへ気流を誘導し、交差汚染を最小限に抑えます[9]. 追加の保護として、施設はISO 14644-7で指定されたクリーンエアフードやアイソレーターのような分離装置を使用することがあります[4][12].
増殖段階で細胞の完全性が確保されると、プロセスは収穫に移行し、ISOクラス8の環境が引き継ぎます。
収穫と収穫後の取り扱い
成熟後に細胞が収集される収穫段階は、ISOクラス8クリーンルームで行われ、GMPグレードD[13] . に相当します。この段階では、細胞はより安定しており、初期の成長段階と比べて汚染のリスクが低くなります。ISO 8環境では、ISO 5スペースに必要な240–360回に比べて、10–25回/時の空気交換が必要です [8].
これらのクリーンルームは、標準的なオフィス環境と比べて空中の微粒子を10分の1に減少させ、3,520,000個(≥0.5 µm)[15]. 未満に維持します。この制御された環境は、移送および初期処理中の製品品質を確保します。
ISO 14698-1 は、製品の安全性に影響を与える可能性のある細菌や胞子を検出するための 監視システム を含む、バイオ汚染管理のガイドラインを提供します[10]. この段階では、規制の監視も変化します。アメリカでは、FDA が増殖と成長段階を監督し、USDA-FSIS が収穫とその後の処理を監督します [14].
ガウンとワークフロープロトコル
クリーンルーム基準の維持は、従業員のプロトコルにも大きく依存しています。ISO 14644-5:2025 は、文化の完全性を保つための人や物資の移動に焦点を当てたクリーンルーム運用の要件を概説しています[4].
適切なガウンは、皮膚細胞や微生物などの人間由来の汚染を防ぐために不可欠です。ガウンに使用される材料は、ISO 14644-18:2023[4]. で概説されているように、特定のゾーンのISOクラスと互換性がなければなりません。エアロックとガウンルームはバリアとして機能し、異なる清浄度レベルのゾーン間で汚染物質が運ばれないようにします。
トレーニングもまた重要な要素です。ISO 14698-1 附属書G, によれば、スタッフはガウン技術を習得するだけでなく、汚染に関連するリスクやプロトコルの背後にある理由を理解する必要があります。[10]. この知識は警戒心を育み、手順上のエラーを減少させ、全生産バッチを危険にさらす可能性を低減します。高度なバイオプロセス制御ソフトウェアは、重要な環境パラメータを自動化することで、これらのリスクをさらに軽減します。
| ISO クラス | GMP グレード相当 | 典型的なバイオプロセス段階 | 毎時換気回数 |
|---|---|---|---|
| ISO 5 | グレード A/B | シードステージ、初期培養 | 240–360 |
| ISO 7 | グレード C | バイオリアクター操作 | 30–60 |
| ISO 8 | グレード D | 収穫、収穫後の取り扱い | 10–25 |
| ISO 9 | N/A | 一般施設/サポートゾーン | 可変 |
クリーンルーム対クローズドシステム:コストと効率
生産のためのISO分類を決定する際、単にバイオセーフティ要件を満たすだけではありません。選択によっては、商業的成功に影響を与える重要なコストと効率の意味合いが伴います。
クリーンルームの建設と維持費用
ISO準拠のクリーンルームを建設することは小さな投資ではありません。費用は、必要な分類レベルと技術仕様によって大きく異なります[16]. これを考慮に入れると、クリーンルームの建設は、未分類の閉鎖処理スペースを設置するよりも最大で10倍の費用がかかることがあります[17].
「クリーンルームを建設することは、未分類の部屋を建設するよりも10倍の費用がかかることがあります。」 – セバスチャン・ボーン、サブマーケットリーダー、代替タンパク質、CRB[17]
これらの費用の最大の要因の一つはHVACシステムであり、総費用の25%〜50%を占めることがあります. 例えば、ISO 6クリーンルームは、ISO 8環境に必要な空気量の2倍以上の調整を要求します[18]. そしてそれだけではありません - 監視システムやインターロック、カスタムフローリングのような特殊機能などの費用は、初期見積もりからしばしば除外されます[18].
クローズドバイオリアクターシステムの利点
クローズドバイオリアクターシステムは、クリーンルームに比べてよりコスト効果の高い代替手段を提供し、バイオセーフティも向上させます。これらのシステムは、密閉された容器内での細胞培養を可能にし、ISO規格の環境の必要性を減少させます[17]. このアプローチは、建設コストを削減するだけでなく、蒸気滅菌やサンプリング時の容器開口の最小化といった機能を通じて安全性を向上させます。
アジア太平洋地域のThe Good Food Instituteのディーン・ジョエル・パウエルは、設備がクローズドシステムとして設計されている場合、すべての生産工程で分類されたクリーンルームが必要ないかもしれないと指摘しています。これは、バイオ医薬品の生産に典型的なはるかに高いコスト構造とは対照的に、コストを低く抑えようとする培養肉の生産者にとって特に関連性があります。[6].
クローズドシステムに依存することで、生産者は手頃な価格と安全性のバランスを達成でき、生産を拡大するための実用的な選択肢となります。
コストとコンプライアンスのバランス
ハイブリッドアプローチを採用することで、クローズドシステムとターゲットを絞ったクリーンルームの使用を組み合わせ、規制を遵守しながらコストを最適化できます。たとえば、施設はほとんどのバイオプロセス工程にクローズドシステムを使用し、シード培養のような高リスクの段階にはクリーンルームを予約することができます。このアプローチは、通常1時間あたり240–360回の空気交換を必要とする高価なISO 5環境への依存を減らすことができます[8][19] .
異なる企業は、このバランスに対して様々なアプローチを取っています。GOOD Meat Inc., は、例えば、HEPAフィルターと差圧を備えたクリーンルームを使用し、バイオ医薬品の基準に従ってプロセス全体を管理しています[6]. 一方、Mosa Meatは、収穫が最も厳しくない分類であるISOクラス8のエリアで行われる可能性があると提案しており、UPSIDE Foodsは、いくつかの操作において温度管理された条件で「クリーン機器」を選択しています[6] .
最終的には、生産者はトレードオフを慎重に検討する必要があります。閉鎖システムは、資本コストと運用コストの両方を大幅に削減できる可能性があり、同時により良いバイオセーフティの成果をもたらす可能性があります。これにより、培養肉産業の多くの人々にとって魅力的な選択肢となっています。
結論
ISOクリーンルームの分類は、培養肉の生産中の汚染管理において重要な役割を果たします。シードステージの運用では、通常、ISOクラス5の環境を維持し、1時間あたり240〜360回の空気交換が必要ですが、収穫段階では一般的にISOクラス8の条件で十分です[8]. 製薬グレードの無菌状態を達成すること - 病原体を完全に除去すること - は技術的には可能ですが、関連するコストは非常に高いです。視点を変えると、モノクローナル抗体の生産は、商業的に成り立つためには培養肉よりもはるかに高価です[6]. これらの財政的制約は、適応可能な汚染制御戦略の重要性を強調しています。
業界のリーダーたちは、既存の規制枠組み内でどのようにカスタマイズされたクリーンルーム設計とクローズドシステムアプローチが機能するかをすでに示しています[6]. クリーンルーム基準とクローズドシステムのバランスは、培養肉生産におけるISOガイドラインの重要性を強調しています。
成功の鍵は戦略的な実施にあります。施設は、バイオプロセスの大部分のステップにクローズドシステムを組み合わせ、高リスク段階には選択的にクリーンルームを使用することができます。このアプローチは、バイオセーフティを維持しながら、資本および運用コストの両方を管理するのに役立ちます。業界が食品グレードのGood Cell Culture Practices(GCCP)に向かって進むにつれて、このようなリスクベースの戦略は、規制要件を満たし、商業的実現可能性を確保するためにますます重要になります[6]. 培養肉生産におけるクリーンルーム最適化に関する詳細なガイダンスについては、
よくある質問
培養肉生産においてISOクラス5のクリーンルームを使用する利点は何ですか?
ISOクラス5のクリーンルームは、粒子濃度が厳密に規制された環境を提供し、非常に清潔で制御された空間を確保します。この精度のレベルは、培養肉生産における重要な無菌プロセス中の無菌性を維持し、汚染リスクを低減するために不可欠です。
ISOクラス5の基準に従うことで、施設は製品の完全性を維持し、繊細な細胞培養を保護し、厳しい生物安全性および衛生規制に準拠することができます。培養肉生産では、わずかな汚染でもプロセス全体を混乱させる可能性があるため、このような管理は不可欠です。
培養肉施設において、閉鎖型バイオリアクターシステムはどのようにして生産コストを削減するのか?
閉鎖型バイオリアクターシステムは、汚染のリスクを大幅に低減することで生産コストを削減する重要な役割を果たします。これにより、清掃や滅菌の頻度が減り、時間と資源を節約できます。
これらのシステムはまた、成長条件を厳密に制御し、成長媒体やエネルギーなどの投入物を効率的に使用できるようにします。効率を高め、廃棄物を制限することで、閉鎖型バイオリアクターは培養肉の生産をより手頃でスケールしやすくします。
培養肉生産において、クリーンルーム基準を維持するために空気交換率が重要なのはなぜか?
空気交換率は、培養肉生産におけるクリーンルーム基準を維持する上で重要な役割を果たします。クリーンルーム内の空気を頻繁に入れ替えることで、空中の粒子や微生物を効率的に制御します。
このプロセスは汚染リスクを低減し、必要なISO清浄度分類を維持するのに役立ちます。安定した空気循環はバイオセーフティを守るだけでなく、製品の品質も保護し、厳しい業界要件を満たしながら肉細胞を培養するための理想的な条件を提供します。









