

培養肉用のエレクトロスピニングシステムを選ぶ際には、まず一つの事実から始めます:機械は、細胞培養が始まるずっと前に、繊維の整列、欠陥率、無菌性、出力の限界を設定します。
バイオプロセスエンジニアや培養肉のR&Dチームにとって、決定は通常、4つの関連する選択肢に帰着します:
- システムタイプ: シングルニードル、マルチニードル、またはニードルレス
- コレクターの設定: ランダム、整列、または層状の足場出力
- プロセスウィンドウ: 電圧、流量、チップからコレクターまでの距離、湿度、温度
- 製造ルート: 溶液エレクトロスピニングまたはメルトエレクトロスピニング
この記事の核心はシンプルです。エレクトロスピニングは、筋芽細胞の配列を導き、質量移動をサポートするECM様の繊維状足場を作成できますが、細胞の付着を最適化するために表面機能化が必要なことが多く、 適切なシステムは、 細かい繊維制御、高出力、食品グレードの溶媒処理、またはパイロットスケールの再現性が必要かどうかによって異なります. 実際には、形態制御とスループット、および 溶液の柔軟性と溶媒負担のバランスを取っています.
もし私がスクリーニング機器であれば、まずこれらを確認します:
- 目標とする繊維の直径と配向を一貫して生産できるか?
- コレクターは必要な足場の構造に合っているか?
- ポリマー-溶媒またはポリマー-メルトシステムは食品加工の制限内で運転できるか?
- 接触面は清掃可能で、無菌操作に適しているか?
- 湿度と温度は全運転中に制御された状態を保てるか?
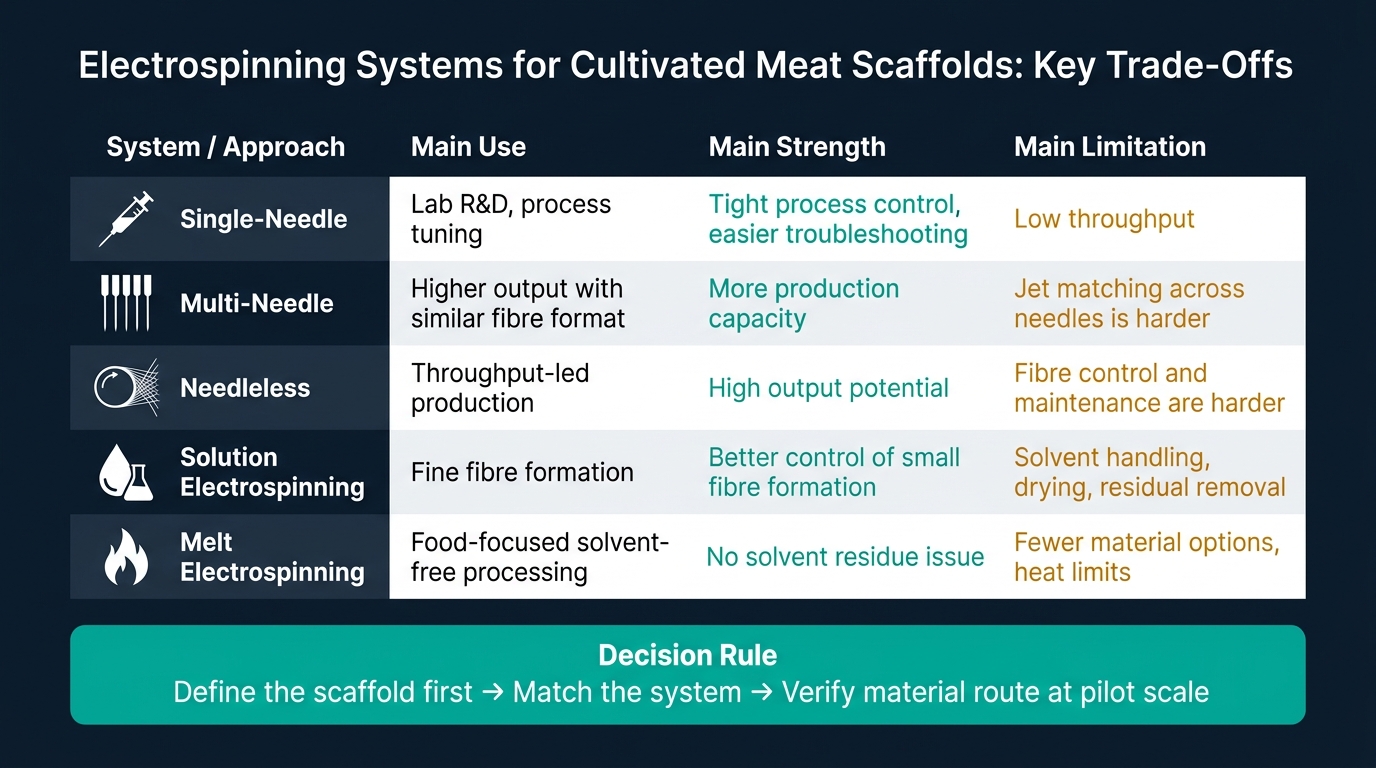
培養肉のためのエレクトロスピニングシステム: 一目でわかる主要なトレードオフ
Dr.デイビッド・カプラン: 組織工学を使用して培養肉を育てる
sbb-itb-ffee270
クイック比較
| システム選択 | 主な用途 | 主な強み | 主な制限 |
|---|---|---|---|
| シングルニードル | 研究開発、プロセス調整 | 厳密なプロセス制御、トラブルシューティングが容易 | スループットが低い |
| マルチニードル | 同様のファイバーフォーマットでの高出力 | 生産能力の向上 | ニードル間のジェットマッチングが難しい |
| ニードルレス | スループット主導の生産 | 高出力の可能性 | ファイバーの制御とメンテナンスが難しい |
| 溶液エレクトロスピニング | 細かいファイバー形成 | 小繊維形成のより良い制御 | 溶媒の取り扱い、乾燥、残留物の除去 |
| メルトエレクトロスピニング | 食品に焦点を当てた溶媒フリーの加工 | 溶媒残留の問題なし | 材料の選択肢が少なく、熱の制限あり |
だから、私の結論はこれです:足場と生体材料を最初に定義し、次にシステムを一致させ、その後、材料のルートがパイロットスケールでまだ機能するかどうかをテストします。このアプローチは、培養肉のスケーリングにおけるより広範な課題を効果的にナビゲートするのに役立ちます 。その順序により、多くの時間の無駄や不適切な設備の選択を避けることができます。
エレクトロスピニングシステムのアーキテクチャとコアコンポーネント
足場のターゲットはシステムアーキテクチャに依存します。それは繊維の制御、整列、スループットの実際の限界を設定します. フォーマットに関係なく、エレクトロスピニングシステムは同じコアチェーンを使用します:高電圧供給、供給システム、スピンナー、コレクター、エンクロージャ. 変わるのは、そのアーキテクチャが培養肉に必要な繊維の制御、整列、汚染制御をどれだけサポートするかです。セットアップが材料のレオロジーやターゲットのジオメトリに適合しない場合、培養中に足場の性能が不足する可能性があります[1].
単針、マルチニードル、ニードルレスシステム
単針システムは、調整やトラブルシューティングが容易なため、研究開発に適しています。トレードオフは単純で、スループットが低いことです。
マルチニードルシステム は、複数のスピンナーを同時に稼働させることで出力を増加させます。しかし、針間でジェットの挙動を一致させるのは難しいため、プロセス制御を厳密に行う必要があります。
ニードルレスシステムは、スループットが主な目標の場合に使用されます。しかし、その追加の出力には、より厳しいファイバー制御とより困難なメンテナンスが伴います。
整列および多層足場用のコレクターデザイン
コレクターデザインは、ファイバーの配向と最終的な足場の構造を決定します。コレクターに応じて、ランダム、整列、または層状のファイバーを生成できます. したがって、コレクターはターゲット組織構造と下流で必要な培養性能に合わせて選択する必要があります。
培養肉の生産において、無菌操作は食品安全性とプロセスの信頼性にとって重要です[2]. したがって、エンクロージャーは全体の運転中に汚染を制御する必要があります。
アーキテクチャが設定されると、プロセスパラメータが最終的な繊維形態を決定します。
プロセスパラメータと足場性能目標
システムアーキテクチャが整ったら、繊維の品質はプロセス制御に依存します。
主な変数は電圧、流量、チップからコレクターまでの距離、湿度、温度. それぞれが繊維形態を直接的かつ測定可能な方法で変化させます。電圧を高くすると通常は繊維の直径が減少しますが、あまりに高くするとビーズ欠陥が発生しやすくなります。流量が低いと、より細かく均一な繊維が得られる傾向がありますが、流量が高いと溶媒の蒸発に十分な時間が取れず、より厚く不規則なストランドが生じることがあります。チップからコレクターまでの距離が長いと、ジェットが乾燥する時間が増え、繊維の安定性が向上し、表面欠陥が減少する可能性があります。湿度と温度は溶媒の蒸発とポリマーの固化に影響を与えるため、紡糸環境を厳密に管理することで、ランごとの再現性が向上し、欠陥率が低下します。
これらの設定は単独で機能するわけではありません。1つを変更すると、他の設定もそれに合わせて調整する必要があることがよくあります。例えば、電圧を上げると繊維の直径が狭くなるかもしれませんが、ビーズ形成や繊維融合を防ぐために流量やチップからコレクターまでの距離を変更する必要があるかもしれません。コレクターの形状は整列の基礎を設定しますが、パラメータの調整によってさらに精度が高まります。実際には、低い流量と適切に設定された電圧が、コレクター表面全体でより一貫した繊維の配向をもたらし、足場の均一性を向上させます。
足場の形態は、そのまま培養肉の性能に影響を与えます。 繊維の直径と多孔性は、足場を通る栄養素と酸素の拡散を制御し、これは厚い構造物における細胞の生存率にとって重要です。 繊維の配向は、筋芽細胞の伸長と組織化を共通の軸に沿って指示し、筋肉のような構造を持つ組織を形成するための中心的な要素です。したがって、これは単なる処理の詳細ではありません。選択されたエレクトロスピニング設定を、定義された培養性能目標を達成する食用足場に変えるのは、正確な制御です。単一素材の繊維では不十分な場合、高度なエレクトロスピニングモードにより、足場に複合構造と層状機能を組み込むことが可能になります。
材料、食品グレードの加工およびスケールアップの制約
足場のアーキテクチャとプロセスウィンドウが確定したら、次のボトルネックは単純です:培養肉の生産に適した材料と溶媒で足場を作ることができますか? 繊維の形態が構造を定義するかもしれませんが、材料の選択はその構造が食品対応のプロセスでパイロットスケールで作れるかどうかを決定します。この移行には、コストと容量を管理するための堅牢な生産スケールプランナーが必要です。
材料、食品グレードの加工およびスケールアップの制約
アーキテクチャとプロセスパラメータが固定された後、次の制約は、足場が培養肉の生産に適した材料と溶媒から作れるかどうかです。繊維の形態が設定されると、材料の選択が食品対応でスケーラブルなプロセスで足場を生産できるかどうかを決定します。
食用ポリマーの選択肢と溶剤の考慮事項
安定した繊維を形成し、細胞の付着をサポートできる食品適合ポリマーから始めましょう。それは簡単に聞こえますが、実際には多くのプロセスのトレードオフを引き起こします。溶剤の使用、溶剤の除去、残留限界、熱安定性はすべて食品加工の限界内に収める必要があります。
ポリマーの選択は機械自体にも影響を与えます。それは設備選定から独立した決定ではありません。ポリマー-溶剤システムは、溶剤回収、追加の乾燥能力、加熱された供給ライン、またはより厳密なエンクロージャー制御が必要になるかもしれません。言い換えれば、材料は単に足場を形作るだけでなく、生産全体のセットアップを形作ります。
食品用途のための溶液対溶融エレクトロスピニング
溶液エレクトロスピニングは、細かい繊維形成に対するより厳密な制御を提供しますが、溶剤の取り扱い、乾燥、残留物の除去の問題が伴います。 それは、ベンチトップ作業を超えると、多くのプロセス負担を追加する可能性があります。
メルトエレクトロスピニングは、溶媒の問題を取り除き、食品用途にとって大きなプラスです。しかし、注意点があります:材料の選択肢が限られ、プロセス温度が厳しい制約になる可能性があります。これは、ポリマーが狭い熱的ウィンドウを持っている場合や、熱暴露が下流の使用に影響を与える場合に重要です。
溶液とメルトエレクトロスピニングの選択は、最初から足場の仕様の隣に置くべきです。それは、チームが作業できる機器のレイアウトと材料の選択肢に直接影響を与えます。
ラボのセットアップからパイロット生産まで
パイロットスケールのシステムは、顕微鏡下で見栄えの良い繊維を作る以上のことをしなければなりません。安定したジェット挙動、再現可能な繊維形態、洗浄可能な製品接触面、湿度、温度、スループットのインラインモニタリングが必要です。
機器を評価する際、購入者は以下を確認する必要があります:
- すべての接触面の清掃性
- ラン間の再現性
- スピニング中の環境制御
- 乾燥、収集、滅菌を含む食品グレードの取り扱い手順との適合性
これらは後で整理する詳細ではありません。これらは最初からシステム選択を導くべきです。
エレクトロスピニングシステムの選択と主要な調達決定
培養肉チームのための調達基準
まず、ターゲットスキャフォールド形式, ファイバーアーキテクチャ, およびスループット. を定義することから始めます。それは基本的なことに聞こえますが、後で多くの時間を無駄にすることを防ぎます。スキャフォールド仕様がまだ曖昧な場合、サプライヤーの比較は推測に頼る傾向があります。
そこから、以下に基づいてシステムを選別します:
- スピンナータイプ
- コレクターデザイン
- 環境制御
- 材料の互換性
材料の互換性は、迅速な仮定ではなく、適切な確認が必要です。実際には、ポリマー-溶媒システムが食品適合の範囲内で処理できることを確認することを意味します。ラボの設定で機能しても、プロセスの制約に合わない溶媒の取り扱いに依存する場合、それはおそらく間違ったルートです。
また、繊維の直径と整列を一貫して保つ必要がある場合は、温度と 湿度制御を指定してください。エレクトロスピニングでは、周囲の条件のわずかな変化が出力をすぐに目標から外すことがあります。この感度は、これらの変数をリアルタイムで監視できる センサーの選択の重要性を強調しています。
調達とサプライヤー発見をサポートするための Cellbase
足場仕様が確定すると、購入者はその要件に基づいてサプライヤーをフィルタリングできます。
リスティングには、ユースケースの詳細, が含まれており、調達チームが足場互換の材料やGMPに準拠した機器を絞り込むのに役立ちます。それにより、関連するサプライヤーをより迅速に絞り込むことが容易になります。
結論:システム選択を形作る重要なトレードオフ
エレクトロスピニングは、培養肉チームに繊維形態と配向 を正確に制御することを可能にしますが、システム選択は依然として足場フォーマット、材料の互換性、溶媒戦略 、および環境制御の間のトレードオフに帰着します
まず足場の要件から始めます。それからシステム仕様を一致させます。そしてサプライヤーの適合性を確認します。
よくある質問
どのエレクトロスピニングシステムがパイロットスケールに最適ですか?
パイロットスケールの培養肉足場生産において、最適な選択は通常、スループットと組織工学が要求する制御レベルの間で決まります。
ほとんどの場合、マルチニードルまたはニードルレスエレクトロスピニングシステムが一般的な選択肢です。彼らは、細胞接着 と細胞成長に必要な足場構造を維持しながら、繊維の出力を高めることができます。.
溶液エレクトロスピニングとメルトエレクトロスピニングのどちらを選ぶべきですか?
それは、スピンする必要のある材料とプロセスの限界によります。 溶液エレクトロスピニングは、溶媒に溶解したポリマーを使用します。それにより、より広範な材料の選択が可能になり、しばしばより薄く、より細かい繊維を生成します。その代償として、溶媒を除去する必要があり、スケールアップがより困難になることがあります。
メルトエレクトロスピニングは、溶媒ではなく熱を使用します。食品グレードの生産では、取り扱いが簡単になり、溶媒関連の懸念が軽減されることがあります。しかし、それは適切な熱挙動を持つポリマーにのみ機能します。
培養肉の足場において、繊維の配向が重要なのはなぜですか?
繊維の配向が重要なのは、動物の筋肉組織の自然な構造を反映しているからです。それは、培養肉において最も難しいとされる食感や口当たりに直接影響を与えます。
エレクトロスピニングされた足場では、配向された繊維が筋細胞に明確な物理的な手がかりを与えます。ランダムな凝集体を形成する代わりに、細胞は筋肉のような繊維に分化し、組織化される可能性が高くなります。この変化は、構造化された組織を目指す場合に重要です。それにより、プロセスは挽肉製品にのみ適した形式で止まるのではなく、複雑なカットを生産することに近づきます。









