

せん断応力は、培養肉の生産を成功させるか失敗させるかの要因となります。 なぜなら、使用される細胞には保護壁がなく、バイオリアクター内の流体力による損傷を受けやすいためです。この記事では、せん断応力がこれらの細胞にどのように影響するか、彼らが耐えられる限界、そしてそれらを保護するシステムを設計する方法について掘り下げます。
重要なポイント:
- せん断応力は流体の動きから生じ、壊れやすい動物細胞に害を与え、膜の損傷、剥離、または死を引き起こす可能性があります。
- ほとんどの哺乳類細胞は0.3–1.7 パスカル, に耐えますが、さらに低いレベルでもストレス応答を引き起こすことがあります。
- インペラーの種類、エアレーション方法、バイオリアクターの形状などの設計選択は、せん断力に直接影響を与えます。
- 損傷を最小限に抑えるための戦略には、より穏やかなバイオリアクターデザインの使用 (e.g. エアリフトまたはロッキングシステム)、攪拌速度の最適化、Pluronic F68. のような保護剤の追加が含まれます。
培養肉において、このバランスを管理することは、特に生産が拡大するにつれて、細胞が損傷なく成長し分化することを保証するために重要です。これらの閾値の背後にある科学とバイオリアクター設計の実用的な解決策を探りましょう。
110: 地球のように回転する: オリビエ・デ...と共に低せん断バイオリアクターを設計してより良い細胞培養を実現する
バイオリアクターにおけるせん断応力に影響を与える要因
バイオリアクターにおけるせん断応力に影響を与える要因を理解することは、特に繊細な細胞が関与する場合に条件を最適化するために重要です。その強度と分布を形作る主な要素を掘り下げましょう。
バイオリアクターの設計と運転条件
バイオリアクターの設計は、せん断応力がどこでどのように発生するかを決定する上で大きな役割を果たします。重要な要因の一つは、インペラーの種類です。例えば、ラシュトンタービンは、容器の平均よりも最大280倍高いエネルギー散逸率を生み出すことができますが、HE3のような高効率の軸流インペラーは、平均散逸率の約180倍に近い率を生み出します。 [4]. インペラの直径、速度、位置などの他の設計要素もエネルギー分布に影響を与えます。
興味深いことに、曝気は攪拌よりもはるかに厳しい力を導入します。. 小さな気泡(1–2 mm)が破裂すると、10⁷–10⁹ W/m³のエネルギーレベルを放出し、単一のイベントで1,000以上の細胞を殺すことができます。[4]. これにより、気泡の挙動は、特に培養肉の生産において重要な考慮事項となります。
バッフルはもう一つの重要な設計要素です。これらは、液体に気泡を引き込んで表面での破裂イベントを増加させる渦の形成を防ぎます。[4]. さらに、インペラと容器の直径比およびインペラの底からの高さは、バイオリアクター全体にエネルギーがどのように広がるかに影響を与えます。
せん断応力の不均一な分布
せん断応力はバイオリアクター全体に均等に分布していません。研究によれば、エネルギーの散逸は特定のゾーン、例えばインペラの排出エリア、後流渦、および気泡が破裂する液面に集中する傾向があります。これらのホットスポットはスケールアップ時に課題を引き起こす可能性があります。
Biogen IdecのWeiwei Huはこのスケーリングの問題を強調しています:
「せん断感受性」という認識は、歴史的にバイオリアクターの操作における攪拌と曝気に任意の上限を設けてきました。しかし、細胞密度と生産性が増加し続けるにつれて、質量移動の要件はこれらの任意の低い制限によって課されるものを超える可能性があります。[4].
例えば、江南大学のJunxuan ZhangとXueliang Liによる2021年の研究では、計算流体力学を用いて250 mLのスピナーフラスコと20 m³の撹拌槽反応器を比較しました。彼らは、最も低い撹拌速度でも、大型反応器内のせん断力が強く、細胞がマイクロキャリアから剥がれることを観察しました。スパージングは撹拌よりもさらにストレスを与えることがわかりました[3] .
培養形式とせん断感受性
培養形式も細胞が受けるせん断応力を決定します。マイクロキャリア上で成長する細胞は特に脆弱です。激しい混合やキャリア間の衝突が細胞を剥がすと、それらの細胞は事実上失われます[4] . 一方で、ハイブリドーマ細胞の懸濁培養は、気液界面のないバッフル付きバイオリアクターで1,500 RPMという高い攪拌速度でも生存率を維持することが示されています[4].
異なる培養システムは、さまざまな方法で剪断を処理します。固定床バイオリアクターは、細胞を静止表面に固定することで剪断を最小限に抑えますが、流動床は微小担体の移動と上向きの流体流によって中程度から高い剪断を導入します[2]. 特に多孔性のある一部の微小担体は、極端な力から細胞を保護する内部表面を提供し、固体微小担体と比較してより良い保護を提供します[2]. これらの違いは、バイオリアクターを設計する際に、栄養供給と細胞損傷のリスクを慎重にバランスさせる必要性を強調しています。
異なる細胞タイプのせん断応力閾値
培養肉細胞タイプのせん断応力耐性閾値
せん断応力の管理は培養肉の生産において重要であり、不均一な応力は強い細胞壁を持たない細胞に害を与える可能性があります。各細胞タイプが耐えられる特定の応力レベルを理解することは、細胞の健康を維持し、機械感受性の反応を引き起こしたり、分化を促進したりするのに役立ちます。
一般的な細胞タイプの閾値
せん断応力耐性は細胞タイプによって大きく異なり、これらの閾値を知ることはバイオリアクターの設定を微調整するための鍵です。
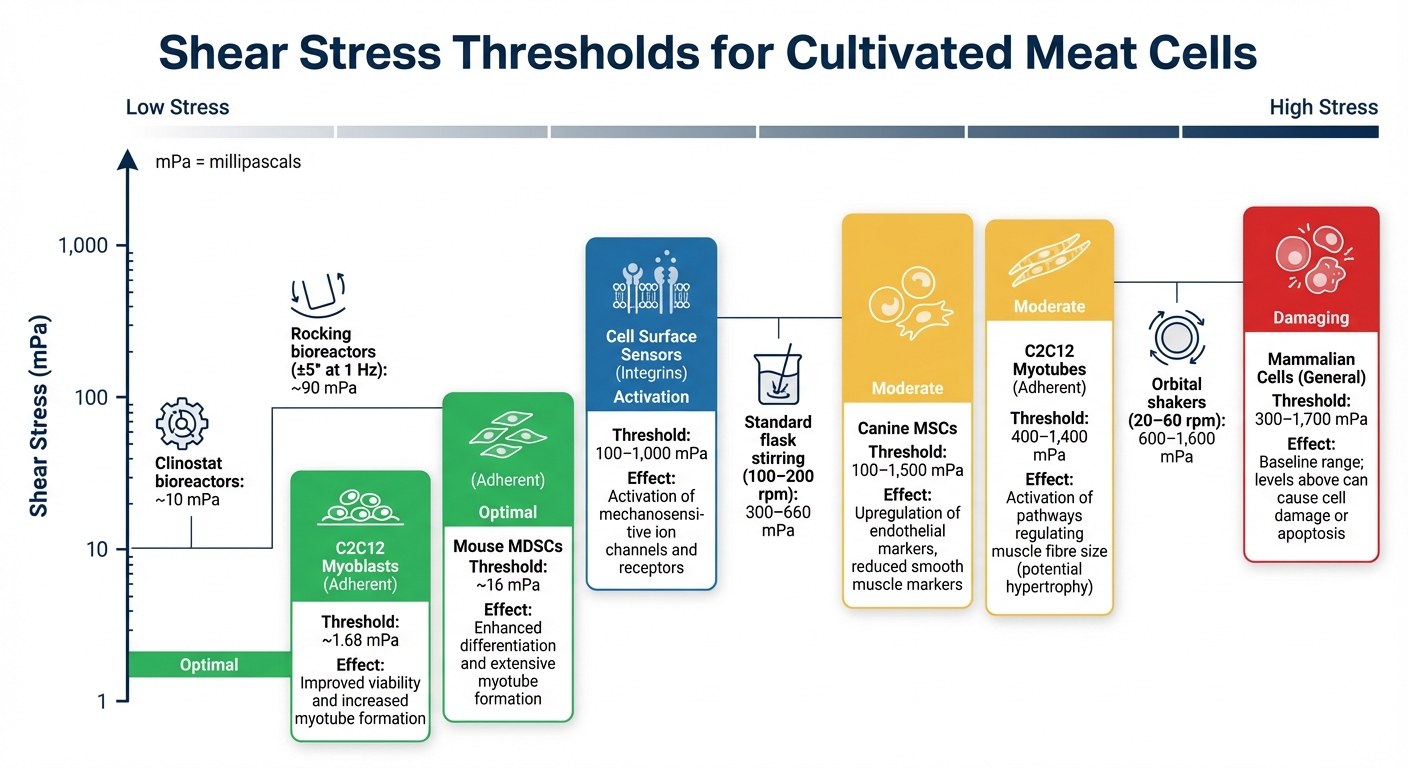
例えば、培養肉の筋芽細胞であるC2C12ラインは低せん断応力下で繁栄します。約1.68 mPaの周期的な応力は筋管の形成と融合を改善します [8] . マウス筋由来幹細胞(MDSCs)は、16 mPaにさらされると、より良い筋原性分化とより広範な筋管形成を示します[8] . 筋芽細胞が筋管に成熟するにつれて、より高いストレスレベルに対処できるようになります。400 mPaから1,400 mPaの間のパルスストレスは、筋繊維のサイズを調節する経路を活性化し、潜在的に肥大を引き起こす可能性があります[8] .
間葉系幹細胞(MSCs)も独自に反応します。例えば、100 mPaから1,500 mPaのせん断応力にさらされた犬のMSCは、PECAM-1やVE-カドヘリンのような内皮マーカーをアップレギュレートし、平滑筋マーカーをダウンレギュレートします[10] .
せん断応力閾値比較表
異なる培養肉細胞タイプ間のせん断応力閾値の簡単な比較:
| 細胞タイプ | せん断応力閾値 (mPa) | 観察された効果 | 出典 |
|---|---|---|---|
| 哺乳類細胞 (一般) | 300–1,700 | 基準範囲; これを超えるレベルは細胞損傷やアポトーシスを引き起こす可能性あり | [1] |
| C2C12 ミオブラスト (接着) | ~1.68 | 生存率の向上と筋管形成の増加 | [8] |
| マウスMDSCs(接着性) | ~16 | 分化の強化と広範な筋管形成 | [8] |
| C2C12筋管(接着性) | 400–1,400 | 筋繊維サイズを調節する経路の活性化(潜在的肥大) | [8] |
| 犬MSC | 100–1,500 | 内皮マーカーのアップレギュレーション、平滑筋マーカーの減少 | [10] |
| 細胞表面センサー(インテグリン) | 100–1,000 | メカノセンシティブイオンチャネルと受容体の活性化 | [1] |
文脈として、標準フラスコで100–200 rpmで培養を攪拌すると、300–660 mPa, のせん断応力レベルが生成されますが、20–60 rpmで動作するオービタルシェーカーは、 600 mPaから1,600 mPaの範囲のより高い力を生み出します[1] . 優しいシステムであるロッキングバイオリアクター(±5°で1 Hz)は、約90 mPa [9], のストレスを生み出し、クリノスタットバイオリアクターは約10 mPa , で動作し、機械感受性の細胞表面センサーの活性化閾値を大幅に下回ります[1].
これらの閾値は、バイオリアクターの条件を調整するためのガイドとして機能し、スケールアップや細胞成長段階で最適な環境を維持するのに役立ちます。
sbb-itb-ffee270
剪断応力損傷を減らす方法
培養肉の生産における剪断応力損傷を最小限に抑えることは、微妙なバランスを達成することにかかっています。目的は、効率的な混合と酸素供給を確保しながら、敏感な細胞を機械的損傷から保護することです。これには、賢いバイオリアクターデザインと慎重な運用戦略の組み合わせが必要です。
バイオリアクター設計の変更
CFD(計算流体力学)モデリングを使用することは、バイオリアクターの性能を最適化するための重要なステップです。現代のCFD技術には、細胞とマイクロキャリア間の相互作用を考慮した多相流シミュレーションが含まれています。これにより、せん断応力とその潜在的な損傷のより正確な評価が可能になります[5].
バイオリアクターの種類は、せん断応力レベルを決定する上で大きな役割を果たします。撹拌槽型リアクターは依然として広く使用されていますが、代替設計はより穏やかな条件を提供することができます:
- エアリフトバイオリアクター: これらは機械的攪拌機を排除し、ガス誘導循環を使用して機械的せん断を低減します[5].
- 波動または揺動バイオリアクター: インペラではなく表面運動に依存するため、穏やかな混合を必要とする低~中密度の培養に最適です [5].
- 垂直ホイールバイオリアクター: 特に凝集体ベースの培養に効果的であり、ヒトiPSC凝集体の拡大中に細胞の生存率を維持することに成功しています [11].
もう一つの重要な要因は、細胞懸濁液の非ニュートン挙動です。例えば、血清を含む懸濁液はせん断薄化特性を示し、従来のモデルではこれを捉えることが難しいです。シスコモデルのような高度なモデルを使用することで、せん断応力のより正確な予測が可能となり、機械的力を微調整し、遺伝子発現を変える可能性のある閾値を避けることができます [6].
細胞播種と攪拌方法
運用戦略も剪断応力による損傷を減らす上で大きな役割を果たします。例えば、初期の細胞付着段階での断続的な攪拌は、栄養素が効果的に分配されることを確保しつつ、剪断曝露を制限することができます。攪拌を調整するには、血清含有量、細胞密度、培養の年齢などの要因を慎重に考慮する必要があります[6].
攪拌速度を決定する際には、CFDモデリング が理想的なバランスを見つけるのに役立ちます - 酸素移動が十分でありながら機械的損傷を引き起こさないように。区画化されたシミュレーションは、剪断応力の分布をさらに洗練し、プロセスをより効率的にします[5].
バイオリアクターの設計とスケールアップへの影響
培養肉の生産のためにバイオリアクターをスケールアップする際、せん断応力の閾値を理解し適用することが重要です。これらの閾値は、インペラの速度、スパージャーの設計、その他のパラメータに影響を与え、生産量が増加するにつれて細胞の生存率を確保するための決定に影響を与えます。
バイオリアクターの運転パラメータの設定
せん断応力の閾値は、運転限界を定義する上で重要な役割を果たします。例えば、造血幹細胞(HSCs)は約0.092 Pa[12]. の閾値を持っています。このレベルを下回る、例えば50 rpmで運転することは、約0.068 Paを生成し、健康な細胞の拡大をサポートし、27.4倍の増加. を達成します。しかし、攪拌を100 rpmに上げると、せん断応力が約0.192 Paに増加し、72%のアポトーシス率を引き起こし、拡大を24に制限します。5‐fold[12].
"HSCの増殖と機能のためのしきい値せん断応力は0.092 Paと報告されています。" – Hosseinizand et al. [12]
せん断損傷は、乱流渦が細胞または凝集体の直径の約3分の2より小さくなると発生します[12][13]. 50 rpmでは、渦は約280 µmであり、細胞にとって安全です。しかし、100 rpmでは、渦は166 µmに縮小し、機械的損傷のリスクが増加します。
スパージングは追加の流体力学的ストレスを引き起こします。小さな泡(直径1 mm)は破裂時に約6.4 m/sの局所流体速度を生成し、一方で大きな6 mmの泡は0.94 m/sの穏やかなピークを生み出します[13]. これに対抗するために、Pluronic F68のような添加剤が使用され、細胞が泡の表面に付着するのを防ぎます。ただし、その効果はガス表面積に対する適切な濃度を維持することに依存しています[13] .
これらのパラメータは、より大きなバイオリアクターシステムに移行する際に不可欠です。
スケールアップ中の条件の維持
250 mLのスピナーフラスコから20 m³の撹拌タンクリアクターへのスケールアップは、独自の課題をもたらします。小規模システムの流体力学的条件は、産業規模に直接翻訳されません。大規模なリアクターを最小の撹拌速度で操作しても、マイクロキャリアから細胞を剥離させるのに十分なせん断力が発生する可能性があります[3].
「Njsに近い撹拌速度で操作しても、インペラーによるせん断だけで細胞がマイクロキャリアから剥離する可能性があり、スパージングによってさらに多くの流体力学的ストレスが加わります。」 – Zhang et al.[3]
スケールアップ中に一貫したせん断条件を維持するための一つのアプローチは、インペラーチップ速度を一定に保つことです。しかし、これにより混合時間が長くなり、栄養素と酸素の勾配が形成され、細胞の成長と性能に悪影響を及ぼす可能性があります[3]. スケールアップ中のストレスゾーンの特定とリアクターデザインの最適化には、計算流体力学(CFD)モデリングが不可欠です[5].
せん断に非常に敏感な細胞株には、代替のリアクターデザインがより適していることが多いです。機械的攪拌機を排除したエアリフトリアクターは、最大300,000 Lの容量で成功裏にモデル化され、理論上の細胞密度2 × 10⁸ cells/mLを達成しています[7]. 同様に、ロッキングバイオリアクターは穏やかな波の動きを利用して剪断を最小限に抑え、500 Lまでのシードトレインに効果的です[14][15]. プラットフォームのような
要約と推奨事項
剪断応力を効果的に管理することは、培養肉生産における細胞の生存率と生産性を維持するために重要です。研究によると、曝気中の気泡破裂は機械的攪拌よりも破壊的な力を生み出します。例えば、小さな気泡(1 mm)は破裂時に6.4 m/sの流体速度を生成し、大きな気泡(6 mm)は0.94 m/sの穏やかなピークを生み出します[13] . これらの力を最小限に抑えるために、調達チームはパルスエアレーションを可能にし、ガス-液体界面を減少させる焼結マイクロスパージャー(15-μm孔径)を備えたバイオリアクターに注目すべきです。これらの考慮事項は、バイオリアクターシステムのスケールアップにとって重要です。
もう一つの重要な要素は、渦スケールと細胞直径の比率(η/d_c)であり、攪拌による損傷を減少させるのに役立ちます。生物プロセス工学および製薬技術研究所が2017年8月に実施した研究がこれを強調しています。Sf21昆虫細胞を用いた3-LのApplikonガラスバイオリアクターを使用し、205 rpmでの6枚羽根のラシュトンインペラーと199 μmの気泡を組み合わせることで、GFPタンパク質の収量が12.75 μg/mLであることを示しました。対照的に、171 rpmでのピッチドブレードインペラーは、18.0 m²/m³のより高い比表面積を生成し、収量はわずか4.0 μg/mLでした。[13]. これは、総ガス表面積が攪拌速度よりも影響力があることを示しています。
Pluronic F68(0.5–3 g/L)などの保護剤は、泡の周りに16–40 μmの保護層を形成し、細胞が付着するのを防ぎます [13]. しかし、トビアス・ヴァイドナーと同僚が観察したように:
[総ガス]表面積がある閾値を超えると、Pluronicの濃度は細胞保護に十分ではなくなります[13].
これは、エンジニアがスケールアップ中に細胞が保護され続けるように、Pluronic F68の濃度に関連してガス表面積を慎重に監視する必要があることを意味します。
敏感な細胞株に対しては、代替のリアクターデザインが解決策を提供できます。例えば、エアリフトリアクターは機械的攪拌機を排除し、より穏やかな混合環境を作り出します[7]. 固定床バイオリアクターは、10⁻³から10⁻² Paの範囲で超低壁面せん断応力を維持できる別の選択肢です[17]. 専門的な低せん断システムを探求するチームにとって、
さらに、ウシ筋芽細胞を25倍以下の人口倍加で維持することは、その分化能力を保持するために不可欠です[16]. この閾値を超えると、各継代で融合指数が約6.81%減少し [16], 筋繊維を形成する細胞の能力が低下します。これに対処するために、プロセスエンジニアは、実験室から産業システムへのスケールアップの前に高せん断ゾーンを特定するために計算流体力学(CFD)モデリングを利用するべきです。このアプローチは、スムーズな移行とスケールアップ中のより良い結果を保証します。
よくある質問
バイオリアクターでせん断応力をどのように測定しますか?
バイオリアクターのせん断応力は、計算モデリング技術(例えば、計算流体力学(CFD))を使用して評価されることが多いです。これらの方法は、流れのパターンを分析し、バイオリアクター内のせん断ゾーンを特定することを可能にします。さらに、小規模なせん断試験ツールは、特定の細胞株がどの程度敏感であるかを特性評価し、さまざまなプロセス条件を評価するのに役立ちます。連続監視のためには、流体の速度と粘度を計算することでせん断応力を決定できます。このアプローチは、特にマイクロ流体システムやオンラインせん断応力計算機を利用することで効果的です。
どの曝気方法が泡破裂による損傷を最小限に抑えますか?
泡破裂による損傷を最小限に抑えるには、より小さな泡を使用することが非常に重要です。これらの泡は、体積対体積で比較した場合、細胞への損傷が少なくなります。正確な技術は明示されていませんが、バブルのサイズや挙動を管理すること - 例えばそのサイズを調整すること - は、破裂の有害な影響を軽減する上で重要な役割を果たします。









