

培養肉の生産を拡大するには、細胞の生存率, コスト効率, およびプロセス制御. をバランスさせるために適切なバイオリアクターを選択する必要があります。各バイオリアクターのタイプ - 撹拌槽、エアリフト、パックドベッド、パーフュージョン - は、細胞の種類や生産目標に応じて異なる利点と課題を提供します。
- 撹拌槽バイオリアクター (STRs): 懸濁液およびマイクロキャリアベースの細胞に信頼性があり、スケーラビリティと制御システムが実証されています。ただし、敏感な細胞にせん断応力を与える可能性があります。
- エアリフトバイオリアクター (ALBs): せん断に敏感な細胞に優しく、コスト効率が高いですが、スケーリングには正確な流体力学的モデリングが必要です。
- パックドベッドバイオリアクター: 足場を使用する付着細胞に理想的ですが、スケーリングと収穫に課題があります。
- 灌流バイオリアクター: 連続的な培地交換により高い細胞密度を達成しますが、複雑なシステムと高い運用コストが伴います。
重要なポイント: 適切なバイオリアクターの選択は、特定の細胞タイプ、スケールアップのニーズ、コスト目標に依存します。STRは多用途で広く使用されており、ALBや灌流システムは繊細な細胞を保護し、高密度培養をサポートするのに優れています。パックドベッドシステムは、ホールカットのような構造化製品により適しています。
クイック比較:
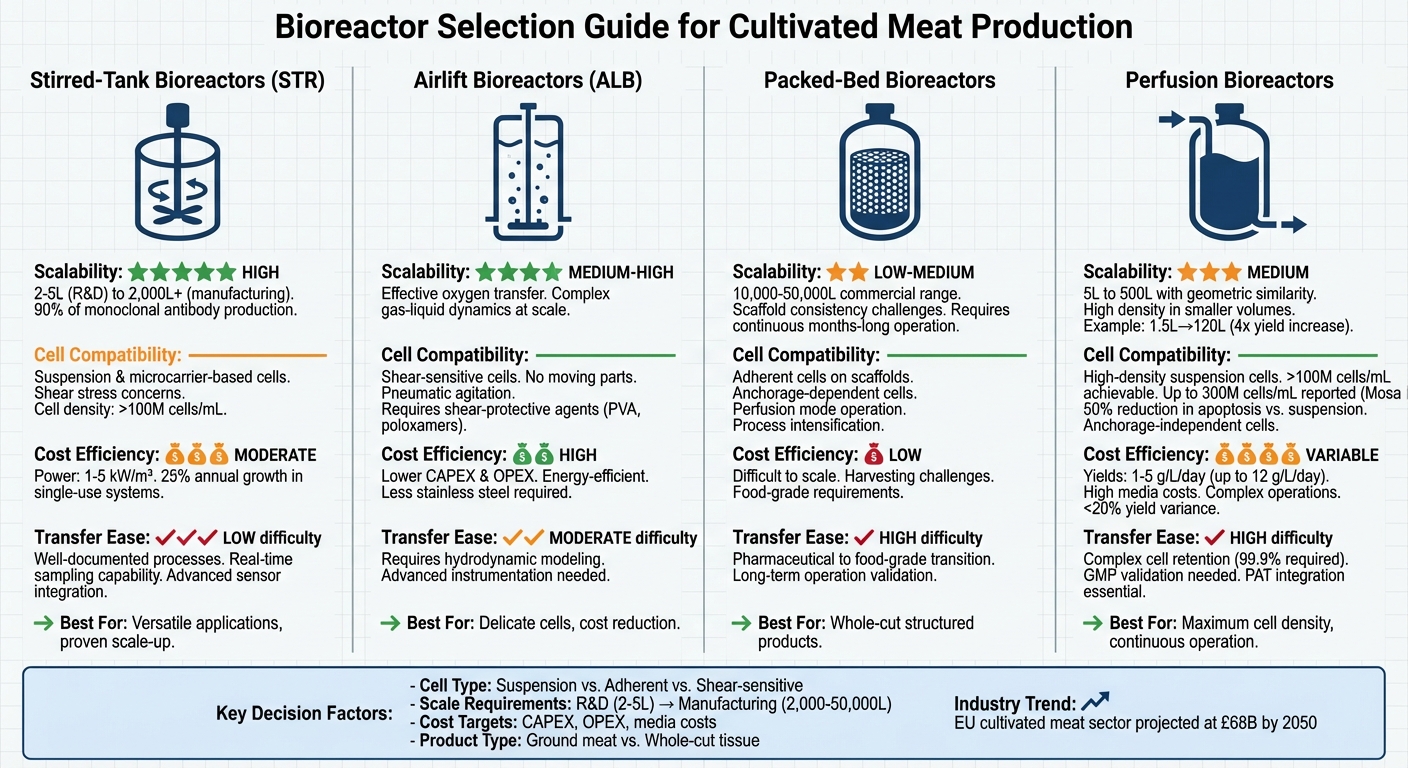
| バイオリアクタータイプ | スケーラビリティ | 細胞適合性 | コスト効率 | 課題 |
|---|---|---|---|---|
| 撹拌槽 (STR) | 高い | 懸濁液、マイクロキャリア | 中程度 | 細胞へのせん断応力 |
| エアリフト (ALB) | 中から高 | せん断に敏感な細胞 | 高い | 複雑なスケーリング |
| 充填床 | 低から中 | 足場上の接着細胞 | 低い | スケーリングと収穫 |
| 灌流 | 中 | 高密度懸濁細胞 | 可変 | 複雑な操作 |
適切なオプションを選択することで、研究から製造への移行がスムーズになり、生産および経済的目標を達成することができます。
培養肉生産のためのバイオリアクタータイプの比較
Dr. Marianne Ellis: 培養肉のための大規模バイオリアクターとバイオプロセスの設計
1. 撹拌槽型バイオリアクター
撹拌槽型バイオリアクター(STR)は、半世紀以上にわたり産業用バイオプロセシングの基盤となっており、モノクローナル抗体生産の約90%を支えています。この長年の信頼性は、培養肉企業が生産を拡大する際の自然な選択肢となります。インペラーを備えたこれらの円筒形容器は、培地の均一な混合を確保し、容器全体に栄養素と酸素を均等に分配するのに役立ちます[2].
スケーラビリティ
STRの際立った特徴の一つは、小規模な研究開発(R&D)容量の2〜5リットルから、2,000リットルを超える製造能力までシームレスにスケールアップできることです[2][3]. 研究によると、一貫した酸素移動速度と体積あたりの電力入力(通常1〜5 kW/m³)を維持することが、スケールアップ中の高い細胞生存率と生産性を確保する鍵であることが示されています[2]. しかし、これを達成するには、特に敏感な細胞を保護するために、混合条件に注意を払う必要があります。以下で詳しく説明します。
細胞の互換性
培養肉の細胞は、インペラーによって引き起こされるせん断力による損傷に特に脆弱です[5]. これに対処するために、マリンインペラーやハイドロフォイルインペラーなどの低せん断インペラーデザインがよく使用されます。これらのデザインは、繊細な細胞を保護しつつ、効果的な混合を維持するバランスを取っています。セグメント化されたピッチドブレードインペラーのようなより高度なオプションは、剪断を最小限に抑えながら、質量移動を最大40%向上させ、幹細胞の増殖に適した環境を作り出すことができます。灌流モードで動作するSTRは、100百万細胞/mLを超える細胞密度を達成することができ、専門的な灌流システムに匹敵しますが、より簡単な現場滅菌(SIP)および現場洗浄(CIP)プロセスを備えています。成功を確実にするために、ステンレス鋼システムにスケールアップする前に、1〜5リットルのガラス容器から始めて各段階で細胞の適合性を検証することは一般的な慣行です。
研究開発から製造への移行の容易さ
STRはまた、研究開発と製造の間のギャップを埋めることにも優れています。その実証済みの方法論と豊富なデータにより、移行がより予測可能になります[3]. 代替システムであるエアリフトやパックドベッドバイオリアクターとは異なり、STRはリアルタイムサンプリングと、プロセス分析技術(PAT)およびR&D最適化に不可欠な高度なセンサーの統合を可能にします。現代のSTRセットアップには、溶存酸素、pH、温度、栄養素レベル、細胞密度を監視するためのセンサーが通常含まれています[2]. 計算流体力学(CFD)モデリングは、より大きなスケールでのせん断および混合ダイナミクスを予測することにより、プロセスをさらに簡素化し、実験の反復を半分に削減する可能性があります。
使い捨てSTRの採用は近年急増しており、2020年以降毎年25%の成長を遂げています。これらのシステムは、汚染リスクを低減し、開発と生産の間の移行を簡素化するため、ますます人気の選択肢となっています。培養肉企業にとって、この予測可能性、柔軟性、統合の容易さの組み合わせは、STRがR&Dから本格的な製造へのスケールアップの基盤であり続ける理由を強調しています。
信頼できるSTRシステムを探している方には、B2Bマーケットプレイス
2. エアリフトバイオリアクター
エアリフトバイオリアクター(ALB)は、従来の撹拌タンクバイオリアクターに比べて穏やかな代替手段として際立っており、培養肉生産にとって優れた選択肢です。ALBは、機械的なインペラーによる撹拌に頼る代わりに、空気圧撹拌を使用して培地を循環させます。このアプローチは、培養肉生産に使用される繊細な細胞を保護するために重要な剪断応力を大幅に低減しながら、より均一な環境を作り出します。 [1]. シールやモーターのような可動部品がないため、ALBは機械設計を簡素化し、敏感な細胞にとって安全な環境を提供します。[8].
スケーラビリティ
ALBの強みの一つは、効率的な酸素移動と混合能力のおかげで、効率的にスケールアップできることです。これは、高密度細胞培養に不可欠であり、培養肉生産が研究室規模の研究から産業製造へと移行する際に適しています。[1]. しかし、スケールアップには課題もあります。酸素供給と二酸化炭素の除去は、大容量での細胞の代謝要求に正確に一致しなければなりません。[7]. マット・マクナルティ、GFIリサーチフェローは、エアリフトリアクターの可能性を強調し、次のように述べています:
培養肉のための代替バイオリアクターの形状に関する初期の計算評価は、さらなる調査に価値があるかもしれないことを示唆しています (e.g. , エアリフトリアクター) [9].
大規模になると、ガスと液体の質量移動の変化や局所的な勾配の出現がプロセスを複雑にする可能性があります。これは、ハードウェアの設計を単に再現するだけでは、生物学的な結果が一貫していることを保証しないことを意味します [7]. しかし、ALBは、スケールで細胞に優しい環境を作り出すための有望なフレームワークを提供します。
細胞適合性
ALBのガス駆動循環はより穏やかな環境をもたらし、剪断応力に非常に敏感な細胞タイプに特に適しています [8]. 培養肉の生産において、剪断応力を有害なレベル以下に維持することは重要であり、しばしばポリビニルアルコール(PVA)やポロキサマーのような剪断保護剤の追加が必要です[7]. スケールアップする際には、体積酸素物質移動係数(kLa)にのみ依存するのではなく、培養のピーク酸素消費速度(OUR)に関連して酸素移動能力を評価することが不可欠です[7]. 同様に重要なのは、二酸化炭素除去の効率を監視することであり、過剰なCO₂の蓄積は大規模なスケールでの細胞成長を妨げる可能性があります[7].
コスト考慮事項
上流バイオプロセスは培養肉生産における主要なコスト要因であり、従来の設計では非効率性を引き起こすことが多いです[9]. ALBは、資本コスト(CAPEX)と運用コスト(OPEX)の両方を削減することで、潜在的な解決策を提供します。 これは、ステンレス鋼の使用量を減らし、ユニットあたりのセンサー数を減らすなど、材料の必要性を削減することで達成されます。[9]. 使い捨てエアリフトシステムの採用が進むことで、洗浄や滅菌プロセスが簡素化され、運用がさらに効率化されますが、プラスチック廃棄物に関する懸念は残ります。[1]. これらのコストメリットにより、ALBは生産拡大のための魅力的な選択肢となります。
研究開発から製造への移行の容易さ
ALBは高度な計測および制御システムを備えており、大規模なバイオプロセスの技術的課題に対処するのに役立ちます。これにより、研究開発から本格的な製造への移行が容易になります。[1]. 培養肉に使用される接着依存性細胞の場合、マイクロキャリアや足場の導入により、細胞の接着と成長が促進されます。[1]. 2024年後半までに、エアリフトおよびバブルカラムバイオリアクターは、撹拌タンクリアクターと並んで、培養肉生産で最も一般的に利用されるシステムの一部となっています。[1].
R&Dから産業製造への移行をナビゲートする人々にとって、
3. パックドベッドバイオリアクター
パックドベッドバイオリアクターは、特にホールカット組織のような構造化製品のために、培養肉の生産をサポートするように特別に設計されています。これに対し、ひき肉のような非構造化オプションとは異なります。その設計は、細胞の付着、成長、および消費準備が整った組織への分化を促進する足場を中心にしています。[12] [13]. この足場への注力は、大規模生産におけるこれらのリアクターのスケーラビリティと互換性を決定する上で重要な役割を果たします。
スケーラビリティ
小規模な研究開発セットアップから本格的な商業生産へのパックドベッドバイオリアクターのスケーリングは、容易なことではありません。業界は現在、最大50,000リットルを収容できるバイオリアクターを扱っており、ほとんどの商業施設は10,000から50,000リットルの範囲で運営されています[11][12]. これらの規模では、専門的な3D足場が大規模なボリュームでも一貫して効果的に機能する必要があります[11]. 研究開発に典型的な短期運用とは異なり、商業生産ではこれらのシステムが数ヶ月間中断なく稼働することが求められます。デイビッド・ベル、カルティジェングループの創設者は、この課題を強調しています:
バイオリアクターが数日ではなく数ヶ月間連続して稼働する必要があることを理解しているサプライヤー[11].
細胞適合性
充填床バイオリアクターの強みの一つは、接着依存性細胞をサポートする能力です。これらのリアクターは灌流モードで動作し、栄養素を常に供給しながら廃棄物を除去します。この設定は、高い細胞密度と効果的な分化の両方を促進し、「プロセス強化」の概念に一致します[9][10]. 本質的に、リアクターは培養と分化の両方のプラットフォームとして機能し、全体のプロセスを最適化します[9].
製造への移行の容易さ&研究開発から製造への移行
研究開発から大規模製造への移行は、充填層バイオリアクターに新たな要件をもたらします。これらは、培養肉生産の特定のニーズを満たすために、医薬品グレードの基準から食品グレードのシステムに移行しなければなりません[11]. 薬品開発とは異なり、培養肉の生産には異なる規制および運用上の要求があります。例えば、欧州連合は2050年までに培養肉セクターに680億ポンドを貢献すると予想されており、長期的かつ継続的な運用が可能なシステムの必要性を強調しています[11].
sbb-itb-ffee270
4.パーフュージョンバイオリアクター
パーフュージョンバイオリアクターは、従来のバッチシステムとは異なり、新鮮な培地を継続的に導入し、同時に使用済みの培地を除去します。この方法により、高密度の細胞を長期間にわたって培養することが可能です。このような連続運転は、培養肉の生産において特に重要であり、経済的な実現可能性のために1ミリリットルあたり1億個以上の細胞密度に達することが必要です[2] [3].
スケーラビリティ
パーフュージョンシステムは、研究から製造規模への移行時に明確な利点を提供します。幾何学的な類似性を維持することで、5リットルから500リットルへのスケールアップが可能であり、1日あたり1リットルあたり1〜5グラムの収率と、筋細胞培養における収率のばらつきが20%未満であることが達成できます [2][3][5]. 例えば、Upside Foodsは、交互接線流(ATF)灌流を使用して、灌流プロセスを1.5リットルから120リットルにスケールアップすることに成功しました。この調整により、鶏細胞の収量が4倍に増加し、1リットルあたり1日12グラムになりました。 同様に、Mosa Meatは、500リットルのパイロットシステムで1ミリリットルあたり3億個の細胞密度を達成したと報告しています。この信頼性のあるスケーラビリティは、細胞の互換性を維持するために重要な制御された環境を保証します。 細胞の互換性 スケーラビリティが確立されると、細胞の生存率を維持することが優先事項となります。灌流バイオリアクターは、培養肉の生産で一般的に使用される不死化ウシおよび筋芽細胞株のような、非接着依存性細胞に特に効果的です。これらのシステムは、マイクロキャリアを使用することにより、1ミリリットルあたり1億を超える細胞密度をサポートできます。[4][14]. 栄養素の継続的な供給と廃棄物の除去は、細胞のストレスを軽減します。例えば、ATFパーフュージョンは、懸濁培養と比較してアポトーシス率を50%削減することが示されています。[4][14]. しかし、一次筋細胞のような剪断感受性の高い細胞は、その生存率を維持するために、低剪断インペラ設計の使用を含む慎重な取り扱いが必要です。
研究開発から製造への移行の容易さ
パーフュージョンバイオリアクターは、高細胞密度をサポートするだけでなく、研究開発から製造への移行を簡素化します。スケールアップは、パーフュージョンレートインデックスのような無次元数を使用して流量やセルリテンションデバイスなどのプロセスパラメータが予測可能にスケールするため、簡単です[2][5]. 主要な課題は、ホローファイバーモジュールで99.9%の保持を達成するなど、セルリテンションデバイスの検証とGMPの規制基準への準拠を確保することにあります[2][5]. Good Food Instituteの専門家は、スケールアップ中に95%以上のパラメータの一貫性を維持するために、オンラインバイオマスセンサーなどのプロセス分析技術(PAT)の導入を推奨しています [5][15].
利点と欠点
培養肉の生産を研究から製造に拡大する際、各バイオリアクタータイプにはそれぞれの強みと課題があります。撹拌槽型バイオリアクターは、その信頼性の高い制御システムのおかげで、急速なスケーリングの業界標準と広く見なされています。しかし、機械的な攪拌により、体積が増加するにつれてエネルギー使用量が増加します[1]. 以下の表は、主要なバイオリアクタータイプの明確な比較を提供します。
一方、エアリフトバイオリアクターは、空気圧攪拌によるコスト削減の利点を提供し、可動部品を排除し、エネルギー消費を削減します。これらは特に剪断に敏感な培養肉細胞に適しています。トレードオフは?これらのシステムをスケーリングするには、正確な流体力学的モデリングが必要であり、複雑さが増します[1].
充填層バイオリアクターは、足場上で成長する接着細胞に特に効果的です。しかし、生産のスケールアップに関しては重大な障害に直面します[1].
これらのシステムが主要なパラメータにおいてどのように機能するかの内訳です:
| バイオリアクターの種類 | スケーラビリティ | 細胞適合性 | 費用対効果 | 移行の難易度 |
|---|---|---|---|---|
| 撹拌槽型 (STR) | 高い; 大規模生産に広く使用されている | 懸濁液およびマイクロキャリアベースの付着細胞に適している | 中程度; スケールに応じてエネルギー需要が増加 | 低い: 十分に文書化されており、制御が容易 |
| エアリフト | 中から高 | 空気圧攪拌により剪断感受性の高い細胞に最適 | 高い; 可動部品がなくエネルギー効率が良い | 中程度: 高度な流体力学モデリングが必要 |
| 充填床型 | 低から中 | 足場上の接着細胞に理想的 | 低; スケールアップと収穫が困難 | 高: スケールアップと収穫プロセスにおける課題 |
| 灌流 | 中(小さい体積で高密度が達成可能) | 高密度懸濁培養をサポート | 変動; 収量は高いが、培地と運用コストが大きくなる可能性がある | 高: 複雑な細胞保持システムが必要 |
もう一つ注目すべきトレンドは、製造プロセスを簡素化するシングルユース技術の採用です。これらのシステムは、広範な検証の必要性を最小限に抑え、インフラの清掃に関連する資本コストを削減します [1].
結論
撹拌槽型バイオリアクターは、確立されたスケールアップ能力と信頼性の高い制御システムのおかげで、懸濁細胞やマイクロキャリアシステムにとって堅実な選択肢です [1].
接着細胞の場合、マイクロキャリアや充填床リアクターを備えた改良型撹拌槽システムが、効果的な付着と成長のための適切な環境を提供します [1].
剪断に敏感な細胞を扱う場合、エアリフトバイオリアクターが際立ちます。これらは空気圧攪拌を使用して機械的ストレスを軽減しながら、効率的な酸素移動を確保し、これらの繊細な細胞タイプに適しています [1]. この一連のリアクターデザインは、異なる細胞タイプと生産目標の多様な要件を強調しています。
パーフュージョンバイオリアクターは、連続的な培地交換を通じて小さな容積で高い細胞密度を達成するように設計されています。とはいえ、これらは高度な細胞保持システムと綿密な操作を必要とするため、複雑さが増します[1].
一方、シングルユースバイオリアクターは、面倒な洗浄と滅菌の必要性を排除し、プロセスを迅速化し、ワークフローを簡素化します[1]. 各タイプのバイオリアクターは、研究から製造へのスムーズな移行を実現する上で重要な役割を果たします。
よくある質問
特定の培養肉細胞タイプに適したバイオリアクターをどのように選べばよいですか?
培養肉の生産のためにバイオリアクターを選択する際には、その設計を細胞タイプの特定のニーズに合わせることが重要です。例えば、撹拌槽型バイオリアクターは、制御されたせん断力を提供し、生産のスケールアップに適しているため、ウシ筋細胞に適しています。
細胞の生存率を確保するためには、細胞がせん断応力にどれだけ敏感であるかを理解することが重要です。計算流体力学 (CFD) のようなツールは、このプロセスで非常に貴重であり、スケールアップの影響を予測し管理するのに役立ちます。バイオリアクターの設計特徴 - 混合方法、せん断保護機構、最適な環境条件を維持する能力など - を生産目標の要件に合わせることに焦点を当ててください。
スケールアップ中に細胞の生存率と生産性を維持するために何を測定すべきですか?
スケールアップ中に最適な細胞の生存率と生産性を維持するためには、いくつかの重要なパラメータを注意深く監視することが不可欠です。これらには、無菌性, が含まれます。なぜなら、汚染があるとプロセス全体が頓挫する可能性があるからです。また、環境条件、例えば温度、pH、酸素レベルなどは、細胞の成長に直接影響を与えます。
さらに、せん断応力の管理は細胞の損傷を防ぐために重要であり、効果的な栄養供給と廃棄物除去を確保することで、細胞が健康で活発に成長します。最後に、混合効率は、システム全体で均一な条件を維持する上で重要な役割を果たします。これらの要因は、培養肉の生産において一貫した結果を達成するための中心的な要素です。
製造移行において、使い捨てがステンレス鋼よりも優れているのはいつですか?
使い捨てバイオリアクターは、小規模な運用、初期開発段階、または柔軟性と迅速な対応が最も重要な状況において効果的です。初期費用が低く、セットアップ時間が短く、広範な清掃が不要などの利点があり、パイロットプロジェクトや限定的な生産において実用的な選択肢となります。
一方、ステンレス鋼システムは大規模な製造で優れています。20,000リットルを超える容量を持ち、耐久性が高く、長期的にはコストが低くなります。しかし、初期投資が高く、維持がより複雑になる可能性があります。










