

温度の偏差は、腐敗、保存期間の短縮、規制遵守の問題を引き起こす可能性があります。効果的な監視システムは、サプライチェーン全体で安全性、品質、トレーサビリティを確保します。知っておくべきことは次のとおりです:
- 冷蔵製品: 0–4 °Cで保管 (英国最大: 8 °C)。
- 冷凍製品: −18 °C以下を維持 (EU偏差制限: −15 °C)。
- 病原体リスク: 細菌は5 °Cから60 °Cで繁殖するため、厳格な監視が不可欠です。
信頼できるシステムの主な特徴:
- センサーの精度: ±0.3–0.5 °C、0.1 °Cの分解能。
- データロギング: 連続した時間–温度曲線、孤立した読み取りではありません。
- リアルタイムアラート: 輸送中の即時対応のためのセルラートラッカー。
- コンプライアンス: デバイスはEN 12830に準拠し、 HACCP文書をサポートする必要があります。
監視すべき重要な領域:
- 荷積み/荷降ろしドック、マルチドロップ配送ルート、税関での遅延。
- 正確な測定のために製品カートン内にセンサーを配置します。
適切なシステムを選択するには、物流チェーンのマッピング、温度閾値の定義、バッテリー寿命、接続性、アラーム機能などの適切な機能を持つデバイスの選択が必要です。パイロットテストと最適化されたセンサー配置は、一貫したコールドチェーンの整合性を確保するための鍵です。
培養肉の研究開発および物流の専門家向けに、このガイドは製品品質を保護し、規制基準を満たすための技術的な必須事項を概説しています。
ColdChain Complete XS - 使用方法
温度監視システムの主要要件
培養肉物流のための温度監視システムは、特定の製品ニーズに合わせた温度プロファイルの調整、サプライチェーン内の高リスクポイントのターゲティング、UKおよびEUの規制基準の遵守という3つの主要な目的を果たさなければなりません。これらの要素は、センサーの精度を評価し、リスクを軽減し、コンプライアンスを確保するための基盤を形成します。
温度範囲とコールドチェーンプロファイル
培養肉製品は通常、2つの主要なコールドチェーンカテゴリーに分類されます。冷蔵製品は0–4 °Cで保存する必要があり、UK法では上限が 8 °Cに設定されています。冷凍製品については、EUは−18 °C以下を要求しており、これは規則 (EC) 37/2005 に記載されています。−15 °Cを超える逸脱は品質を損なう可能性があります。さらに、細胞由来の成分などの中間材料は、厳密に管理された環境条件を必要とする場合があります。その結果、監視システムは複数の設定値に対応し、さまざまな製品要件に対応するためにプログラム可能なアラーム閾値を提供する必要があります。
これらの要求を満たすために、センサーは ±0.3–0.5 °Cの精度と0.1 °C, の分解能を提供し、わずかな温度変化も検出できるようにする必要があります。記録間隔は柔軟であるべきです:輸送と取り扱い中は 1–5分、安定した保管環境では10–30分。重要なのは、システムが連続的な 時間–温度曲線, をキャプチャし、孤立した読み取り値だけでなく、品質保証チームが累積的な熱暴露を評価し、バッチリリースに関する情報に基づいた決定を下すのを助けることです。
物流チェーンにおける高リスクポイント
温度変動は、物流チェーンの特定の段階で最も発生しやすいです。積み込みおよび積み下ろしドックは特に脆弱であり、パレットはしばしば書類処理中に外気にさらされます。さらに、頻繁なドアの開閉は、冷蔵車両内の温度変動の30〜40%を引き起こす可能性があります。車両の壁ではなく、製品のカートン内に直接センサーを配置することで、製品の温度をより正確に反映できます。
マルチドロップ配送ルート はさらなるリスクをもたらし、各停車時に車両が外部条件にさらされます。ラストマイルの食品配送に関する研究では、20%以上の出荷が、アクティブモニタリングなしでパッシブ冷却を使用した場合に温度偏差を経験することが明らかになっています。コンパートメントレベルのセンサーと停車ごとの報告を備えたリアルタイムシステムは、これらの問題を軽減できます。同様に、 税関および国境検査, 特にUK–EUルートでは、延長された遅延を引き起こす可能性があります。ジオフェンシングとリモートアラートを備えたリアルタイムトラッカーは、オペレーターが取り扱いを優先し、長時間の露出によるコンプライアンス違反を防ぐことを可能にします。
英国およびEUにおける規制コンプライアンス
培養肉には専用のコールドチェーン規制がないものの、既存の基準が完全に適用されます。規則 (EC) 852/2004 は、堅牢な温度監視と検証を含むHACCPベースの手順を要求します。規則 (EC) 178/2002 は、温度記録を特定のバッチ、サプライヤー、顧客、およびタイムスタンプにリンクする完全なトレーサビリティを義務付けています。2013年の食品安全および衛生(イングランド)規則などの英国の同等の規則も同様の要件を施行しています。
監視機器はEN 12830 , に準拠し、データはPDFやCSVなどの形式でエクスポート可能である必要があります。これはBRCGS, ISO 22000, およびFSSC 22000. の監査基準を満たすためです。すべてのセンサーの校正記録は、HACCP検証の一環として定期的に維持・更新されるべきです。正確でアクセスしやすい記録は、製品の品質を確保するだけでなく、規制検査を簡素化し、サプライチェーン全体でのシームレスな追跡をサポートし、製品の完全性を維持します。
温度監視技術
センサーの種類とその用途
センサーの選択は、正確な温度データを確保する上で重要な役割を果たします。培養肉の物流には、抵抗温度検出器 (RTD), 特にPt100タイプが最適な選択肢です。これらのセンサーは、±0.3 °C は、−20 °C から +40 °C の必須範囲内です[1] [2]. 長期的な安定性により、コールドチェーンオペレーションでの継続的な監視に理想的です。さらに、RTDは極低温、−196 °C まで動作可能であり、[1], 冷蔵または冷凍製品と一緒に必要とされることが多い、低温細胞バンクの保管に不可欠です。
一方、熱電対, は1,100 °Cまでの温度を測定できますが、精度が低く、時間の経過とともにドリフトしやすいです[2]. これにより、高温の工業環境には適していますが、培養肉のコールドチェーンの厳密に管理された条件には適していません。一方、デジタルセンサー, は、IoT対応デバイスに統合されることが多く、クラウド送信に準備された形式でデータを提供します。これらは輸送中のリアルタイムトラッカーで一般的に使用されます[1].
設計上の考慮事項も同様に重要です。例えば、耐振動RTDは60g以上の力に耐えることができ、配送車両での信頼性を確保します[2]. 自己校正Pt100センサーは手動再校正の必要性を減らします[2]. 無菌環境、例えば発送に隣接する保持タンクでは、センサーは 3-A、EHEDG, およびFDAのような衛生基準を満たし、少なくともIP69Kの侵入保護等級を持たなければなりません [2]. これらの基準は、生産および物流全体で製品の品質を維持するために不可欠です。
次に、データデバイスがこれらのセンサーを補完して徹底的な監視を行う方法を検討します。
データロガー、インジケーター、リアルタイムトラッカー
適切なデバイスを選ぶには、即時の対応が必要か、出荷後の分析が必要かによります。
- 使い捨てロガー: 出荷物に配置され、データを記録し、配達時にレビューされる小型の使い捨てデバイス。これらは、コストが低い貨物や接続が不安定なルートに適しています。
- 再利用可能ロガー: 使い捨てモデルと似ていますが、再利用可能で、馴染みのあるルートでの定期的な出荷に最適です。
- 温度インジケーター: 簡単な合否の視覚的チェックを提供します。迅速な確認には便利ですが、HACCPの文書化要件を満たすには不十分です。
- リアルタイムセルラートラッカー: 4Gを介してデータを継続的に送信し、温度の閾値が超えた際にクラウドにアラートを送信します[1]. これらは高価値の貨物にとって不可欠であり、輸送中に冷却装置の故障に対処するなど、即時の介入を可能にします。
データの整合性はリアルタイムデバイスにとって重要な考慮事項です。最新のセルラートラッカーは、100,000回以上の読み取りをオンボードメモリに保存でき、セルラーカバレッジが不十分な地域でもデータが失われないようにします。[1]. 接続が回復すると、すべてのデータがクラウドに同期されます。GPSとLBSを搭載したデバイスは通常少なくとも 14日間, 持続し、LBSのみのモデルは3か月以上稼働できます。[1].
これらのデバイスは固定システムと連携して動作し、輸送および保管環境全体で包括的な監視を保証します。
冷蔵室および車両監視システム
培養肉の物流において、冷蔵室や車両の固定温度監視システムは厳格な管理基準に従わなければなりません。これらのシステムは、マルチチャネルセンサーサポート, クラウド接続、および監査対応のレポート作成を含む、輸送中のデバイスと共通の機能を持っています。マルチチャネルロガーは、特に大きな冷凍庫や複数コンパートメントの車両での温度変動を特定するために重要であり、複数のポイントを同時に監視するのに非常に役立ちます[3]. このような変動は、局所的な製品損傷や、見過ごされがちなコンプライアンス問題を引き起こす可能性があります。
複数の配送先を扱う車両の場合、各停車地でのレポートは、温度データと位置追跡を組み合わせることで、温度逸脱が発生した場所を特定しやすくします[1]. 固定冷蔵室システムは、一方で、自動報告機能を備えたGMP準拠のソフトウェアの恩恵を受けます。これにより、手動での記録保持の必要がなくなり、BRCGS、ISO 22000、FSSC 22000などの基準への準拠が保証されます[3]. さらに、これらのシステムには、センサーのシリアル番号にリンクされた校正トレーサビリティが含まれているべきであり、監査プロセスを簡素化します。
| システムタイプ | アプリケーション | 主な特徴 |
|---|---|---|
| リアルタイムセルラートラッカー | 輸送中の車両 | 4G/GPS、24/7クラウドアラート、オンボードメモリ[1] |
| 固定式マルチチャンネルロガー | 冷蔵室および倉庫 | マルチポイントマッピング、GMP準拠のレポート[3] |
| 衛生デジタル温度計 | 無菌保持およびプロセスエリア | IP69K、EHEDG/3-A認証、衛生的デザイン[2] |
sbb-itb-ffee270
温度監視システムの選び方:ステップバイステップガイド
コールドチェーン物流のための温度監視システムの選び方
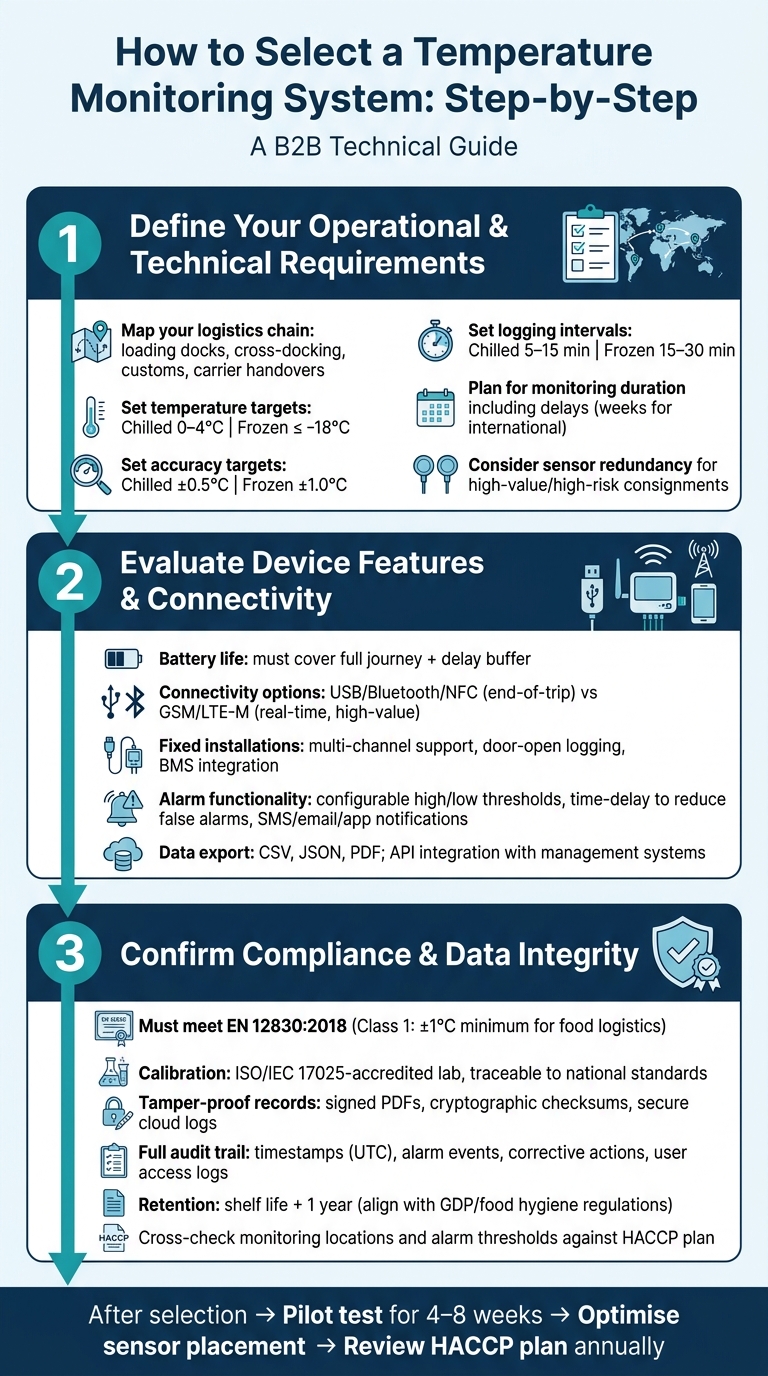
運用および技術要件を定義する
温度管理が重要な箇所を特定し、物流チェーン全体をマッピングすることから始めます。これには、荷役場、クロスドッキングポイント、通関遅延、またはキャリアの引き渡しが含まれる場合があります。このマッピング演習は、今後のすべての意思決定に情報を提供します。
次に、製品の要件を確立された温度基準と一致させます。冷蔵品は通常0–4°Cを必要とし、冷凍製品は≤−18°Cに保つ必要があります。特定の製品の安定性データに基づいて、許容可能な温度逸脱限界を定義します。次に、技術的なパラメータを確立します。冷蔵モニタリングは±0.5°Cの精度を目指し、冷凍モニタリングは±1.0°Cの基準を使用できます。記録間隔については、冷蔵出荷には5–15分が理想的であり、冷凍品には通常15–30分が適しています。これらのパラメータは、特に培養肉の物流において、腐敗リスクを軽減し、コンプライアンスを確保するのに役立ちます。
モニタリング期間も重要な要素です。デバイスは、潜在的な遅延を含む全旅程にわたって動作し、安全マージンを確保する必要があります。国際輸送の場合、これは数週間の連続運転を意味することがあります。
高価値または高リスクの貨物の場合、センサーの冗長性を考慮してください。パレットごとに複数のセンサーを使用し、リアルタイムアラートを有効にし、バックアップ通信チャネルを確保してください。ルートをリスク階層に分類することで、保護と運用の簡素化の間で適切なバランスを取ることができます。
要件が設定されたら、特定のデバイス機能と接続オプションの検討に進みます。
デバイス機能と接続性の評価
要件を手にしたら、デバイスの評価はニーズに合った機能を見つけることになります。バッテリー寿命は重要な考慮事項です - 最長の旅程を通じて持続し、遅延を含め、メモリ容量がすべての読み取りを上書きせずに保存できることを保証する必要があります。データのダウンロードや返品の物流が遅れる可能性がある場合、これは特に重要です。
次に、接続オプションを検討してください。旅の終わりの分析で十分な出荷には、USB、Bluetooth、またはNFCロガーが適しています。しかし、高価値の出荷には、リアルタイムのGSMまたはLTE-Mトラッカーがより適しており、再ルーティングや再冷却などの即時介入が可能です。冷蔵室や車両などの固定設備には、マルチチャネルサポート、ドアオープンイベントの記録、建物管理システムとの統合を優先してください。
アラーム機能 も重要な機能です。アラームは高温および低温のしきい値に対して設定可能で、短時間のドア開放による誤報を減らすための時間遅延設定が必要です。SMS、メール、またはアプリによる通知により、適切な人々に迅速に警告が届きます。
既存システムとのデバイス互換性はしばしば見落とされがちですが、非常に重要です。デバイスがCSV、JSON、またはPDFのような標準フォーマットでデータをエクスポートできることを確認し、プラットフォームAPIが管理システムとシームレスに統合されることを確認してください。この統合により、自動リリース決定や逸脱ログのようなプロセスが合理化され、手動エラーのリスクが軽減されます。
デバイスを選択した後、すべての必要なコンプライアンスとデータ整合性基準を満たしていることを確認してください。
コンプライアンスとデータ整合性の確認
規制基準への準拠は必須です。英国およびEUでは、冷蔵および冷凍物流用の温度記録装置はEN 12830:2018. を満たす必要があります。この基準は電子記録装置の精度クラスと性能要件を規定しており、クラス1のデバイスはその動作範囲全体で±1 °Cの精度を維持します - 食品物流における最低限の許容範囲です。センサーは、ISO/IEC 17025認定の試験所, で校正されるべきです。証明書はデバイスのシリアル番号にリンクされ、国家標準に追跡可能である必要があります。定期的な校正間隔は、品質管理システムに統合されるべきです。
データの完全性も同様に重要です。記録は、署名付きPDF、暗号化チェックサム、または安全なクラウドログを通じて改ざん防止されなければなりません。完全な監査証跡が不可欠であり、調査をサポートするために明確なタイムスタンプ(e.g. 、英国時間またはオフセット付きUTC)が含まれている必要があります。アラームイベント、是正措置、ユーザーアクセスの変更はすべて自動的に記録されるべきです。記録は、英国およびEUの食品衛生およびトレーサビリティ規制に従って保持してください。医薬品については、GDPガイドラインは、少なくとも保存期間プラス1年間記録を保持することを推奨しています。同じ原則が高リスク食品にも適用されます。
最後に、監視場所、記録頻度、アラーム閾値を
実施のヒントと継続的な改善
温度監視システムを選択した後、適切な実施と一貫した改善がコールドチェーンの整合性を維持する鍵となります。
パイロットテストとセンサー配置
システムを完全に展開する前に、代表的な物流シナリオにわたって構造化されたパイロットを実施してください。これには、0–4 °Cの冷蔵保管、≤ −18 °Cの冷凍保管、少なくとも1つのライブ輸送区間が含まれるべきです。栽培肉製品にとって、4〜8週間のパイロット期間が理想的です。これは、季節の天候変化、週末の運用、ピークシーズンの混雑など、短期間の試験では見落とされがちな変数を考慮に入れるためです。
正確なモニタリングは、戦略的なセンサーの配置に依存します。冷蔵室では、グリッドアプローチを使用し、コーナー、ドアの近く、高低の棚のレベル、部屋の奥にロガーを配置して、ホットスポットとコールドスポットを特定します。冷蔵車両では、センサーを前方の蒸発器の近く、荷物の中央、ドアの近くの後方に配置し、少なくとも1つのセンサーがパレットレベルにあるようにし、自由空間に吊るさないようにします。培養肉の場合、実際の製品の熱質量を再現する製品シミュレーター内にプローブを埋め込みます。これにより、積み込みやドアの開閉などのイベント中の一時的な環境変動と実際の温度変化を区別するのに役立ちます。医薬品のプロトコルでは、通常、冷蔵室の温度分布をマッピングするために15〜30個のセンサーを使用し、定期的なモニタリングポイントを決定します[4][5].
パイロット後、最も暖かい場所と最も冷たい場所を確実に捉えるセンサーの位置を特定し、検証します。これらの位置を標準作業手順書に記録し、サイトや車両全体での一貫性を確保します。センサーの配置が最適化されたら、迅速な対応を可能にする明確なアラームプロトコルを確立します。
アラーム閾値と是正措置プロトコル
製品の安定性データと保存期間の研究に基づいてアラーム閾値を設定し、パイロットフェーズでこれを検証します。二段階システムを使用します:臨界限界以下の警告閾値を設定し、プロアクティブな対策を可能にします(e.g. 、ドアシールの確認やファン速度の調整など)と、影響を受けたロットの隔離や輸送の停止など、即時の対応を要求する臨界閾値を設定します。ドアの開閉などの短時間のイベントによる一時的な変動を除外するために、閾値超過時間基準を適用し、実際のリスクが見逃されないようにします。
すべてのアラームイベントについて、対応者の行動、タイミング、最終製品の結果を含む詳細なログを維持してください。このログをHACCP計画および品質管理システムに統合し、監査人に任意の製品ロットの完全な温度履歴を提供します。サイトおよびルートごとに毎月アラームの傾向を定期的にレビューします。この体系的な分析により、特定のキャリアが一貫して閾値を超える、または冷蔵室のドアシールの繰り返しの故障など、個別のインシデントからは明らかでない再発する問題を明らかにすることができます。
専門市場を利用して機器を調達する
監視アプローチが検証されたら、専門プラットフォームを使用して機器の調達プロセスを合理化します。培養肉物流のための温度監視機器の調達には、特定の技術的課題があります。高精度の要求、食品グレードのプローブ材料、バイオプロセスシステムとの互換性、そして英国の食品衛生およびHACCP基準への準拠が求められます。一般的な実験室用品カタログでは、これらの要求を効果的に満たすためのフィルタリングオプションやサプライヤーの検証が不足していることがよくあります。
結論: 培養肉のためのコールドチェーンモニタリングを正しく行う
英国およびEUでは、培養肉の生産は病原体の増殖を防ぎ、製品の品質を確保し、詳細な監査証跡を維持するために厳しい温度規制に従わなければなりません[6].
効果的なコールドチェーン管理を達成するためには、3つの重要なステップに焦点を当てます: 重要な温度閾値を設定し、センサーの配置を最適化しながらデータロギングを自動化し、事前に是正措置を定義します。さらに、HACCPプランとモニタリングシステムを毎年、またはプロセスや設備に変更があるたびに見直すことが重要です[6].
自動化は、食品基準庁が強調するように、継続的な監視を提供し、手動チェックの限界に対処することで重要な役割を果たします[6]. 自動化が導入されると、適切な機器の調達が優先事項となります。
正確性、食品安全性、規制遵守の高い基準のため、適合する機器を見つけるのは難しい場合があります。
腐敗を防ぐだけでなく、効果的なモニタリングは追跡可能な監査証跡をサポートし、規制遵守を確保し、ブランドの信頼性を強化します。
よくある質問
リアルタイム追跡またはデータロガーが必要ですか?
培養肉の物流には、 データロギングとリアルタイムモニタリングを組み合わせたシステムが重要です。データロギングは、規制遵守に不可欠な包括的な履歴記録を作成します。一方、IoTセンサーによって可能となるリアルタイム監視は、温度の逸脱に対する即時アラートを提供し、腐敗を防ぐための迅速な是正措置を可能にします。
1回の出荷につき、どれくらいのセンサーを使用すべきですか?
必要なセンサーの数は一概には決まっておらず、完全に監視戦略に依存します。研究によれば、30個以上のセンサーを展開しても付加価値はほとんどありません。実際、正確な監視は、冷蔵ユニット近くの最も冷たいパレットの底部に1つ、通常はドア近くの最も暖かいパレットの中央にもう1つ、戦略的に配置された2つのセンサーだけで達成できることが多いです。
温度センサーはどのくらいの頻度で校正するべきですか?
培養肉生産における温度センサーの校正頻度は、リスク評価、規制ガイドライン、システムの重要性、過去のパフォーマンス記録など、いくつかの要因に依存します。GxP規制の環境では、校正間隔は通常、四半期ごとから年に一度です。しかし、高リスクのプロセスでは、毎月の校正が必要な場合があります。さらに、機器の故障や温度の逸脱などの重大なイベントの後には、センサーを再校正する必要があります。生産プロセス全体で正確でコンプライアンスに準拠した測定を確保するために、十分に文書化された校正ポリシーを維持することが重要です。









