

- วัตถุประสงค์: เพื่อให้แน่ใจว่าเครื่องปฏิกรณ์ชีวภาพเป็นไปตามมาตรฐานการกำกับดูแลและการผลิต รักษาความปลอดเชื้อ การควบคุมสภาพแวดล้อมที่แม่นยำ, และความปลอดภัยของอาหาร
- คุณสมบัติหลัก: เครื่องปฏิกรณ์ชีวภาพแบบถังคนถูกเลือกใช้เนื่องจากความเหมาะสมสำหรับเซลล์กล้ามเนื้อวัว โดยมีการควบคุมแรงเฉือนและความสามารถในการขยายขนาด
- ความท้าทาย: การขยายขนาดเครื่องปฏิกรณ์ชีวภาพสำหรับความหนาแน่นของเซลล์สูงและการลดต้นทุนต้องคิดใหม่เกี่ยวกับวัสดุ วิธีการฆ่าเชื้อ และการออกแบบกระบวนการ
- วิธีแก้ปัญหา: การเปลี่ยนไปใช้วัสดุเกรดอาหาร ใช้วิธีการฆ่าเชื้อที่คุ้มค่า และการรวม ซอฟต์แวร์ควบคุมกระบวนการชีวภาพ เพื่อการเพิ่มประสิทธิภาพกระบวนการ ช่วยลดต้นทุนได้อย่างมาก
- ผลลัพธ์: ต้นทุนการผลิตลดลงอย่างมาก โดยมีการเพิ่มผลผลิตถึง 15 เท่า และลดการปล่อยก๊าซเรือนกระจกได้ถึง 92% เมื่อใช้พลังงานหมุนเวียน
การศึกษานี้สรุปว่าการใช้โปรโตคอลการตรวจสอบและการออกแบบที่ชาญฉลาดกำลังผลักดันให้เนื้อสัตว์ที่เพาะเลี้ยงเข้าใกล้ความเท่าเทียมด้านราคากับเนื้อสัตว์ทั่วไปมากขึ้น
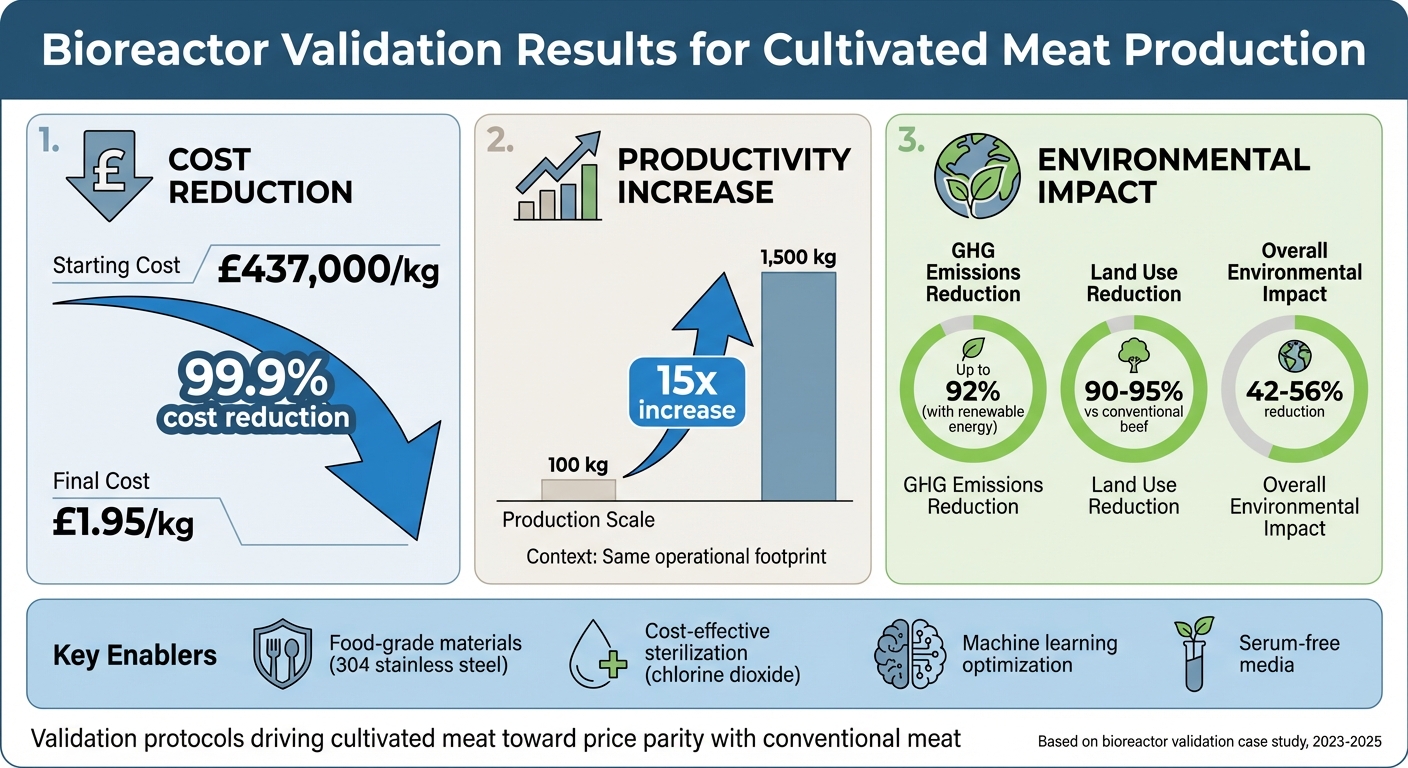
ผลกระทบจากการตรวจสอบไบโอรีแอคเตอร์: การลดต้นทุนและประโยชน์ต่อสิ่งแวดล้อมในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
ข้อกำหนดด้านกฎระเบียบสำหรับการตรวจสอบไบโอรีแอคเตอร์
มาตรฐานกฎระเบียบที่ใช้ได้
ในอุตสาหกรรมเนื้อสัตว์ที่เพาะเลี้ยง การปฏิบัติตามมาตรฐานกฎระเบียบที่เข้มงวดเป็นส่วนสำคัญของกระบวนการตรวจสอบไบโอรีแอคเตอร์ ภายในสหราชอาณาจักร หน่วยงานมาตรฐานอาหาร (FSA) และหน่วยงานมาตรฐานอาหารสกอตแลนด์ (FSS) จัดประเภทเนื้อสัตว์ที่เพาะเลี้ยงภายใต้ "ผลิตภัณฑ์ที่มีแหล่งกำเนิดจากสัตว์" (POAO) การจัดประเภทนี้ทำให้มั่นใจได้ว่ากฎระเบียบด้านความปลอดภัยและสุขอนามัยของอาหารจะถูกนำไปใช้ในทุกขั้นตอนการผลิต รวมถึงการดำเนินงานของไบโอรีแอคเตอร์อย่างไรก็ตาม ตามคำแนะนำของสหราชอาณาจักร (ธันวาคม 2025) แม้ว่าผลิตภัณฑ์เหล่านี้จะอยู่ภายใต้หมวดหมู่ POAO แต่ก็ไม่ถือว่าเป็น "เนื้อสัตว์" ตามกฎหมาย ความแตกต่างนี้หมายความว่าข้อกำหนดด้านสวัสดิภาพสัตว์และจุลชีววิทยาแบบดั้งเดิมบางอย่างถูกยกเว้น ซึ่งส่งผลต่อโปรโตคอลการตรวจสอบที่จำเป็นในสหราชอาณาจักร ทั่วโลก การประเมินความปลอดภัยมีระยะเวลาที่แตกต่างกัน สิงคโปร์และสหรัฐอเมริกามักจะเสร็จสิ้นการตรวจสอบภายใน 12 เดือน ในขณะที่สหภาพยุโรปเฉลี่ยประมาณ 18 เดือน สหราชอาณาจักรได้กำหนดเส้นทางของตนเองด้วยโปรแกรม CCP Sandbox ซึ่งได้รับทุนสนับสนุนจนถึงกุมภาพันธ์ 2027 โครงการนี้ช่วยให้หน่วยงานกำกับดูแลสามารถทำงานร่วมกับบริษัทต่างๆ เช่น Gourmey, Hoxton Farms, และ Mosa Meat, เพื่อปรับปรุงข้อกำหนดด้านข้อมูลและเร่งการประเมินความปลอดภัย
"โปรแกรมแซนด์บ็อกซ์ช่วยให้เราสามารถเร่งความรู้ด้านกฎระเบียบเพื่อลดอุปสรรคสำหรับเทคโนโลยีอาหารใหม่ ๆ โดยไม่ลดทอนมาตรฐานความปลอดภัย"
– ดร. โทมัส วินเซนต์ รองผู้อำนวยการฝ่ายนวัตกรรม, FSA [3]
ไม่ว่าจะอยู่ในเขตอำนาจใด บริษัทต้องส่งเอกสารความปลอดภัยโดยละเอียดก่อนเข้าสู่ตลาด เอกสารเหล่านี้จะอธิบายกระบวนการผลิต ส่วนประกอบของผลิตภัณฑ์ และข้อมูลความปลอดภัย นอกจากนี้ยังต้องยืนยันว่าเนื้อสัตว์ที่เพาะเลี้ยงมีคุณค่าทางโภชนาการเทียบเท่ากับเนื้อสัตว์ทั่วไป รวมถึงการวิเคราะห์สารอาหารหลักและรอง รวมถึงโปรไฟล์กรดอะมิโนและกรดไขมัน
ข้อกำหนดของโปรโตคอลการตรวจสอบความถูกต้อง
มาตรฐานกฎระเบียบกำหนดให้มีโปรโตคอลการตรวจสอบความถูกต้องของเครื่องปฏิกรณ์ชีวภาพที่เข้มงวดเพื่อให้มั่นใจในการดำเนินงานที่ปลอดภัยและควบคุมได้ องค์ประกอบสำคัญคือการดำเนินการตามแผนการวิเคราะห์อันตรายและจุดควบคุมวิกฤต (HACCP)กรอบการทำงานนี้ระบุและลดความเสี่ยงในทุกขั้นตอนของการผลิต ตั้งแต่การเก็บตัวอย่างเซลล์ครั้งแรกไปจนถึงการเก็บเกี่ยวมวลเซลล์ขั้นสุดท้าย เนื่องจากความใหม่ของการผลิตเนื้อสัตว์ที่เพาะเลี้ยง การประเมินความปลอดภัยต้องจัดการกับอันตรายที่อาจเกิดขึ้นตลอดกระบวนการ
โปรโตคอลการตรวจสอบความถูกต้องต้องพิสูจน์ว่าระบบเครื่องปฏิกรณ์ชีวภาพรักษาสภาพปลอดเชื้อในระหว่างรอบการผลิตได้อย่างมีประสิทธิภาพ ป้องกันการปนเปื้อนของจุลินทรีย์ นอกจากนี้ โปรโตคอลเหล่านี้จำเป็นต้องประเมินว่าโปรตีนในเนื้อสัตว์ที่เพาะเลี้ยงอาจกระตุ้นให้เกิดอาการแพ้ในผู้บริโภคหรือไม่
"คำแนะนำใหม่ของเรามอบความชัดเจนให้กับธุรกิจ ช่วยให้พวกเขาเข้าใจและแสดงให้ผู้ควบคุมอาหารในสหราชอาณาจักรเห็นได้อย่างถูกต้องว่าผลิตภัณฑ์ของพวกเขาปลอดภัยอย่างไร โดยเฉพาะอย่างยิ่ง คำแนะนำนี้ทำให้มั่นใจได้ว่าบริษัทต่างๆ ได้ประเมินความเสี่ยงที่อาจเกิดจากสารก่อภูมิแพ้และมีความเหมาะสมทางโภชนาการก่อนที่จะได้รับอนุญาตให้จำหน่าย"
– ดร. โทมัส วินเซนต์, รองผู้อำนวยการฝ่ายนวัตกรรม, FSA [2]
ในสหราชอาณาจักร การตรวจสอบความถูกต้องมุ่งเน้นไปที่การให้ข้อมูลเพียงพอสำหรับการประเมินความเสี่ยงทางวิทยาศาสตร์แทนที่จะให้การอนุญาตทางการตลาด นิโคลัส มอริน-ฟอเรสต์, ผู้ร่วมก่อตั้ง & CEO ของ GOURMEY, เน้นย้ำถึงความแตกต่างนี้:
"การตรวจสอบความถูกต้องของสหราชอาณาจักรเป็นขั้นตอนสำคัญในเส้นทางการกำกับดูแลอาหารใหม่ของเราและยืนยันว่าเรากำลังดำเนินการไปสู่การประเมินความเสี่ยงอย่างเต็มรูปแบบ ทำให้เราเข้าใกล้การทำให้ผลิตภัณฑ์ของเราพร้อมสำหรับผู้บริโภคอีกขั้นหนึ่ง" [4]
sbb-itb-ffee270
การเลือกเครื่องปฏิกรณ์ชีวภาพและข้อกำหนดของระบบ
เทคโนโลยีเครื่องปฏิกรณ์ชีวภาพที่เลือก
โรงงานเลือกใช้ เครื่องปฏิกรณ์ชีวภาพแบบถังคน, การเลือกนี้เกิดจากประสิทธิภาพที่เชื่อถือได้กับ เซลล์ต้นกำเนิดกล้ามเนื้อโค. ปัจจัยสำคัญที่มีอิทธิพลต่อการตัดสินใจนี้รวมถึงความต้องการเฉพาะของเซลล์ ขนาดการผลิตที่ต้องการ และการพิจารณาต้นทุนโดยรวม
เซลล์กล้ามเนื้อวัวซึ่งต้องการการยึดเกาะต้องการแรงเฉือนต่ำ - ต่ำกว่า 0.1 N/m² - เพื่อหลีกเลี่ยงความเสียหายระหว่างการเพาะเลี้ยง การออกแบบถังผสมสามารถตอบสนองความต้องการนี้ได้ในขณะที่สามารถปรับใช้ได้ทั้งการทดลองในระดับนำร่องและการผลิตเชิงพาณิชย์ ต้นทุนเป็นอีกปัจจัยสำคัญ โดยหน่วยในระดับนำร่องถูกวางตำแหน่งให้เข้าถึงได้มากกว่าสำหรับงบประมาณที่เป็นปกติในภาคเนื้อสัตว์เพาะเลี้ยงมากกว่าในอุตสาหกรรมยา[5][7].
ขนาดการผลิตที่ตั้งเป้าไว้มีปริมาตรระหว่าง 100 ถึง 1,000 ลิตรเพื่อให้มั่นใจถึงความเป็นไปได้ในเชิงพาณิชย์ ระบบถังผสมแบบโมดูลาร์ ถูกเลือกแทนทางเลือกแบบ packed-bed เนื่องจากความสามารถในการขยายขนาดได้ถึง 10 เท่าโดยไม่เกินขีดจำกัดการถ่ายโอนมวล รักษาค่า kLa ไว้เหนือ 50 h⁻¹ ระบบเหล่านี้มีเป้าหมายในการผลิตเนื้อสัตว์เพาะเลี้ยง 1–10 กิโลกรัมต่อชุด ในขณะที่สมดุลการลงทุนด้านทุนสำหรับความสามารถในการขยายขนาด[7] [8].
คุณสมบัติการออกแบบระบบ
เมื่อเลือกใช้เครื่องปฏิกรณ์ชีวภาพแบบถังคนแล้ว การออกแบบได้รวมคุณสมบัติขั้นสูงเพื่อส่งเสริมการเจริญเติบโตของเซลล์ที่เหมาะสม ระบบแลกเปลี่ยนก๊าซใช้เทคโนโลยีไมโครสปาร์เกอร์ ส่งฟองอากาศขนาด 20–100 µm การตั้งค่านี้บรรลุค่า kLa ที่ 100–200 h⁻¹ ที่ 37°C รักษาระดับออกซิเจนละลายที่ 30–50% ของความอิ่มตัว เพื่อจัดการการกำจัด CO₂ การเติมอากาศในพื้นที่ว่างรวมกับตัวติดต่อเมมเบรนและเซ็นเซอร์ป้องกันฟอง[5][6].
สำหรับการผสมที่มีประสิทธิภาพ เครื่องปฏิกรณ์ชีวภาพใช้ ใบพัด Rushton คู่, ทำงานที่ความเร็ว 50–150 รอบต่อนาทีThis ensures uniform mixing with shear rates below 5,000 s⁻¹, protecting the cells from damage while keeping nutrient gradients under 10%. Agitation is PID-controlled, with real-time feedback on pH and dissolved oxygen levels, supporting perfusion rates of 1–5 vessel volumes per day[5][7].
Scalability was a key focus of the design. The bioreactor maintains geometric similarity across different scales, adhering to a height-to-diameter ratio of 2:1. CFD-optimised impellers ensure linear scale-up, and pilot tests showed a 95% retention in cell viability when scaling from 10 litres to 200 litres. The modular design allows integration into larger production systems while meeting GxP compliance standards [7] [8].
เทคโนโลยีการวิเคราะห์กระบวนการ ยังถูกรวมเข้าด้วยกัน โดยมี สเปกโทรสโกปีรามาน สำหรับการตรวจสอบแบบเรียลไทม์ของพารามิเตอร์ที่สำคัญ เช่น ค่า pH (6.8–7.2) และแลคเตท (รักษาให้น้อยกว่า 2 กรัม/ลิตร) โมเดลการทำนายที่ปรับจากการผลิตแอนติบอดีโมโนโคลนอล ติดตามระดับกลูโคสด้วยค่า R² ที่สูงกว่า 0.95 เพื่อให้มั่นใจในการควบคุมกระบวนการที่แม่นยำ [5] [6][7].
คุณสมบัติเหล่านี้ไม่เพียงแต่ช่วยเพิ่มการเพาะเลี้ยงเซลล์ แต่ยังตรงตามมาตรฐานการตรวจสอบที่เข้มงวดที่กำหนดโดยหน่วยงานกำกับดูแลของสหราชอาณาจักร
การดำเนินการตามโปรโตคอลการตรวจสอบ
ขั้นตอนการตรวจสอบหลัก
เพื่อให้มั่นใจในความสมบูรณ์ของการดำเนินงาน ได้มีการดำเนินการตามโปรโตคอลการตรวจสอบอย่างละเอียด รวมถึง คุณสมบัติการออกแบบขั้นสูง. การตรวจสอบแบบเรียลไทม์มีบทบาทสำคัญ โดยมีเซ็นเซอร์ เทคโนโลยีการวิเคราะห์กระบวนการ (PAT) ติดตามพารามิเตอร์ที่สำคัญอย่างต่อเนื่อง เช่น ออกซิเจนละลาย, pH, และระดับ CO₂ ในระหว่างการเพาะเลี้ยงแต่ละครั้ง[6]. กระบวนการเริ่มต้นด้วยเซลล์ที่มีความหนาแน่น 1×10⁵ เซลล์/มล. เพาะเลี้ยงเป็นเวลาหนึ่งสัปดาห์ในสารอาหารที่มีน้ำตาลกลูโคส 3 กรัม/ลิตร การใช้สเปกโทรสโกปีแบบรามานเพื่อตรวจสอบระดับแลคเตทและกลูโคสตลอด [5].
การวิเคราะห์แรงเฉือนยืนยันว่าแรงกวนอยู่ต่ำกว่า 0.1 Pa ซึ่งเป็นขีดจำกัดที่สำคัญสำหรับเซลล์กล้ามเนื้อวัว การทดสอบหลังจากแรงเฉือนแสดงให้เห็นว่าเซลล์ยังคงมีชีวิตอยู่มากกว่า 90%[6].
การทดสอบความปลอดเชื้อขยายไปถึงวัตถุดิบทั้งหมด โดยให้ความสนใจเป็นพิเศษกับสารอาหารสำหรับการเจริญเติบโต ผู้จัดหาต้องจัดเตรียมใบรับรองการวิเคราะห์ ซึ่งได้รับการตรวจสอบผ่านการทดสอบจากบุคคลที่สาม ตามมาตรฐานของสถานที่ในสหราชอาณาจักรโปรโตคอลรวมถึง ELISA immunoassays เพื่อตรวจจับ endotoxins จากแบคทีเรียแกรมลบ พร้อมกับ flow cytometry เพื่อระบุสารปนเปื้อนตามขนาดเซลล์ รูปร่าง และคุณสมบัติการเรืองแสง[9] .
วิธีการเพิ่มประสิทธิภาพกระบวนการ
เมื่อยืนยันความเสถียรของระบบแล้ว ความพยายามได้เปลี่ยนไปที่การปรับปรุงกระบวนการโดยใช้การวิเคราะห์ขั้นสูง อัลกอริธึมการเรียนรู้ของเครื่องปรับอัตราการไหลของสื่อและความเร็วในการกวนอย่างไดนามิกตามข้อมูล PAT อย่างต่อเนื่อง โมเดลเหล่านี้ได้รับการฝึกฝนบน การออกแบบการทดลอง (DoE) ชุดข้อมูล ระบุกลยุทธ์การให้อาหารที่คุ้มค่าโดยการเชื่อมโยงการวัด permittivity กับคุณภาพของชีวมวล[6]. วิธีการนี้มีประสิทธิภาพเป็นพิเศษในช่วงการขยายตัว ซึ่งอัตราการเติบโตที่สม่ำเสมอมีความสำคัญต่อการผลิตเชิงพาณิชย์
การวิเคราะห์ด้วยสเปกโทรสโกปีรามาน ซึ่งพัฒนาขึ้นในตอนแรกสำหรับการผลิตแอนติบอดีโมโนโคลน ได้ถูกปรับใช้สำเร็จสำหรับการประยุกต์ใช้ในเนื้อสัตว์ที่เพาะเลี้ยง ความเฉพาะเจาะจงของสารวิเคราะห์ทำให้โรงงานสามารถนำโปรโตคอลการตรวจสอบที่มีอยู่มาใช้ได้ ในขณะที่ยังคงรักษาความแม่นยำที่จำเป็นสำหรับการตรวจสอบแบบเรียลไทม์ตลอดวงจรการเพาะเลี้ยง[5].
ความท้าทายทางเทคนิคและวิธีแก้ไข
ปัญหาการขยายขนาดและประสิทธิภาพการผลิต
การขยายขนาดเครื่องปฏิกรณ์ชีวภาพจากห้องปฏิบัติการไปสู่การผลิตเชิงพาณิชย์ ไม่ใช่เรื่องง่าย โรงงานมีเป้าหมายที่จะผลิตเนื้อสัตว์ที่เพาะเลี้ยง 10–100 กิโลกรัม ซึ่งต้องใช้เซลล์จำนวนมหาศาลถึง 10¹²–10¹³ เซลล์เพื่อให้บรรลุเป้าหมายนี้ [11]. อย่างไรก็ตาม การบรรลุความหนาแน่นของเซลล์สูงพิสูจน์แล้วว่าเป็นอุปสรรคสำคัญในขณะที่เครื่องปฏิกรณ์ชีวภาพแบบเส้นใยกลวงสามารถบรรลุความหนาแน่นของเซลล์ได้ถึง 10⁸ ถึง 10⁹ เซลล์/มล. [13], การออกแบบเครื่องปฏิกรณ์ชีวภาพแบบดั้งเดิมยังไม่เพียงพอสำหรับการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
Matt McNulty, นักวิจัยจาก GFI อธิบายถึงรากฐานของปัญหา: "เครื่องปฏิกรณ์ชีวภาพที่ใช้ในเนื้อสัตว์ที่เพาะเลี้ยงยังคงดัดแปลงมาจากการออกแบบอาหารและยาทั่วไป การออกแบบเหล่านี้ไม่ได้ปรับให้เหมาะสมกับความต้องการในการผลิตเนื้อสัตว์ที่เพาะเลี้ยงโดยเฉพาะ และทำให้เกิดต้นทุนที่สูงขึ้นเนื่องจากความไม่มีประสิทธิภาพจากการไม่เหมาะสมนี้" [12]. ความไม่ตรงกันระหว่างการออกแบบและวัตถุประสงค์นี้ทำให้จำเป็นต้องคิดใหม่ทั้งหมดเกี่ยวกับอุปกรณ์และกระบวนการ
การแก้ปัญหาที่นำมาใช้และข้อมูลประสิทธิภาพ
เพื่อจัดการกับความท้าทายเหล่านี้ โรงงานได้ปรับปรุงอุปกรณ์และโปรโตคอลให้สอดคล้องกับความต้องการเฉพาะของการผลิตเนื้อสัตว์ที่เพาะเลี้ยงมากขึ้นหนึ่งในความเปลี่ยนแปลงสำคัญคือการเปลี่ยนจากมาตรฐานระดับเภสัชกรรมไปสู่มาตรฐานระดับอาหาร ตัวอย่างเช่น ทีมงานได้เปลี่ยนภาชนะสแตนเลส 316 เป็นทางเลือกสแตนเลส 304 ซึ่งตรงตามข้อกำหนดด้านความปลอดภัยของอาหารในขณะที่ลดต้นทุนการลงทุนลงอย่างมาก [12]. นอกจากนี้ กระบวนการฆ่าเชื้อด้วยไอน้ำแบบดั้งเดิมถูกแทนที่ด้วยการบำบัดด้วยก๊าซคลอรีนไดออกไซด์ การปรับเปลี่ยนนี้ทำให้สามารถใช้ภาชนะที่มีผนังบางกว่าซึ่งทำจากวัสดุทางเลือกได้ ลดต้นทุนลงอีก [12].
มาตรการประหยัดต้นทุนอีกประการหนึ่งคือการเปลี่ยนจากน้ำระดับเภสัชกรรมไปสู่น้ำระดับอาหารที่จัดประเภทว่า "Generally Recognised as Safe" (GRAS) สำหรับการเตรียมสื่อ [12]. ทีมงานยังได้แนะนำไมโครแคร์ริเออร์และโครงสร้างที่กินได้ ซึ่งไม่เพียงแต่แก้ปัญหาการแยกตัวของเซลล์ แต่ยังสอดคล้องกับกฎระเบียบด้านความปลอดภัยของอาหาร [11].
เพื่อเพิ่มประสิทธิภาพการดำเนินงานให้ดียิ่งขึ้น โรงงานได้ใช้ ระบบเซ็นเซอร์แบบมัลติเพล็กซ์. เซ็นเซอร์เหล่านี้ให้ข้อมูลประสิทธิภาพแบบเรียลไทม์ ซึ่งสามารถนำไปใช้ในแอปพลิเคชันการเรียนรู้ของเครื่องเพื่อปรับแต่งกระบวนการ [12]. โดยรวมแล้ว การเปลี่ยนแปลงเหล่านี้มีผลกระทบอย่างมากต่อค่าใช้จ่ายในการผลิต ลดลงอย่างมาก [10]. การลดต้นทุนที่น่าทึ่งนี้เน้นให้เห็นว่าการปรับโปรโตคอลการผลิตให้สอดคล้องกับมาตรฐานข้อบังคับสามารถบรรลุการขยายขนาดเชิงพาณิชย์ได้โดยไม่ต้องเสียสละความปลอดภัยหรือคุณภาพ.
ผลการตรวจสอบและผลกระทบต่ออุตสาหกรรม
ผลลัพธ์ด้านประสิทธิภาพที่วัดได้
ผ่านการทดสอบอย่างเข้มงวด ระบบแสดงให้เห็นถึงการก้าวกระโดดที่น่าประทับใจในด้านการผลิต.การใช้เทคโนโลยีเครื่องปฏิกรณ์ชีวภาพแบบต่อเนื่องที่ไม่มีฟองอากาศ ผลผลิตการเจริญเติบโตของเซลล์เพิ่มขึ้น 15 เท่า, เพิ่มการผลิตจาก 100 กก. เป็น 1,500 กก. - ทั้งหมดนี้ภายในพื้นที่การดำเนินงานเดียวกัน[16]. ในช่วงการแยกแยะ การปรับเปลี่ยนเพื่อเพิ่มประสิทธิภาพมวลชีวภาพของเซลล์นำไปสู่การเพิ่มขึ้น 128%, ซึ่งลดผลกระทบต่อสิ่งแวดล้อมโดยรวมลงอย่างมากถึง 42–56%. การเปลี่ยนจากเมตาบอลิซึมของเซลล์ C2C12 ไปเป็น CHO ก็มีบทบาทสำคัญในการลดผลกระทบต่อสิ่งแวดล้อม โดยลดลงได้ถึง 67% เมื่อใช้พลังงานจากแหล่งพลังงานหมุนเวียน[14]. ที่น่าทึ่งยิ่งกว่านั้น การใช้พลังงานหมุนเวียนลดการปล่อยก๊าซเรือนกระจกได้ถึง 92% และลดการใช้ที่ดินลง 90–95% เมื่อเทียบกับวิธีการผลิตเนื้อวัวแบบดั้งเดิม[15] [16]. ผลลัพธ์เหล่านี้ปูทางไปสู่การยอมรับที่กว้างขวางขึ้นในอุตสาหกรรม
การมีส่วนร่วมต่อแนวปฏิบัติในอุตสาหกรรม
ผลการตรวจสอบได้กำหนดมาตรฐานใหม่สำหรับ การออกแบบเครื่องปฏิกรณ์ชีวภาพ และการปฏิบัติตามกฎระเบียบในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง โดยการแสดงให้เห็นว่ามาตรฐานระดับอาหารสามารถทดแทนมาตรฐานระดับเภสัชกรรมได้อย่างมีประสิทธิภาพโดยไม่ลดทอนความปลอดภัย กระบวนการนี้ได้แนะนำแผนที่ประหยัดต้นทุนสำหรับอุตสาหกรรม ตัวอย่างเช่น การเปลี่ยนจากสแตนเลส 316 เป็น 304 ร่วมกับการฆ่าเชื้อด้วยคลอรีนไดออกไซด์และการใช้น้ำที่จัดอยู่ในประเภท GRAS ช่วยลดต้นทุนการลงทุนได้อย่างมากในขณะที่ยังคงปฏิบัติตามข้อกำหนด
นอกเหนือจากการพิสูจน์ความเป็นไปได้ทางเทคนิค ความก้าวหน้าเหล่านี้กำลังเปลี่ยนมาตรฐานอุตสาหกรรม แบบจำลองทางเศรษฐกิจชี้ให้เห็นว่า การประมวลผลแบบต่อเนื่องเทียบกับการประมวลผลแบบป้อนเป็นชุด สามารถให้ การประหยัด 55% ในต้นทุนการลงทุนและการดำเนินงานในช่วงทศวรรษ[1] . สำหรับทีมจัดซื้อ แพลตฟอร์มเช่น
บทสรุป
ผลการวิจัยหลัก
การวิเคราะห์นี้เน้นย้ำว่าการผลิตเนื้อสัตว์ที่เพาะเลี้ยงสามารถก้าวไปสู่ความสำเร็จทางการค้าได้อย่างไรโดยการเลือกอุปกรณ์ที่ชาญฉลาดและปรับปรุงโปรโตคอลการดำเนินงาน การเลือกใช้วัสดุเกรดอาหารเช่น สแตนเลส 304 แทนที่จะเป็นสแตนเลส 316 ที่มีราคาแพงกว่า ช่วยให้มั่นใจในความปลอดภัยและการปฏิบัติตามข้อกำหนดในขณะที่ลดต้นทุน การเปลี่ยนไปใช้สื่อที่ปราศจากเซรั่ม, ตามที่ได้รับการรับรองโดย Singapore Food Agency ในการอนุมัติสูตรของ GOOD Meat ในต้นปี 2023 ช่วยขจัดความท้าทายด้านจริยธรรมและการเงินที่เกี่ยวข้องกับส่วนผสมที่ได้จากสัตว์[15].
การขยายการผลิตด้วยเครื่องปฏิกรณ์แบบยกอากาศ โดยเฉพาะที่ 260,000 ลิตร ได้แสดงศักยภาพที่แข็งแกร่งในการลดต้นทุนเมื่อเทียบกับเครื่องปฏิกรณ์แบบถังคนขนาดเล็ก 42,000 ลิตร[17]. อย่างไรก็ตาม การบรรลุความหนาแน่นของเซลล์สูง - สูงถึง 2 × 10⁸ เซลล์/มล. - ต้องการระบบการกรองขั้นสูงเพื่อจัดการกับของเสียเมตาบอลิก เช่น แอมโมเนียและแลคเตท การปรับกระบวนการให้เหมาะสมได้พิสูจน์แล้วว่ามีความสำคัญในการแก้ไขปัญหาเหล่านี้[11]. สำหรับทีมจัดซื้อ แพลตฟอร์มเช่น
การพัฒนาในอนาคต
ด้วยประสิทธิภาพด้านต้นทุนและการควบคุมกระบวนการที่ได้รับการยืนยันแล้ว ความสนใจจึงเปลี่ยนไปที่เครื่องปฏิกรณ์ชีวภาพขนาดใหญ่ ซึ่งสัญญาว่าจะกำหนดนิยามใหม่ให้กับเศรษฐศาสตร์การผลิตการประกาศของ GOOD Meat ในเดือนพฤษภาคม 2022 เกี่ยวกับโรงงานที่มีเครื่องปฏิกรณ์ชีวภาพขนาด 250,000 ลิตรจำนวนสิบเครื่อง - ซึ่งสามารถผลิตเนื้อไก่และเนื้อวัวที่เพาะเลี้ยงได้ 13,700 เมตริกตันต่อปี - ถือเป็นการเคลื่อนไหวที่สำคัญจากโครงการนำร่องไปสู่การผลิตในระดับอุตสาหกรรม [11][15]. สิ่งนี้สอดคล้องกับเกณฑ์มาตรฐานทางเศรษฐกิจที่กำหนดโดย Patrick G. Negulescu และคณะ จาก University of California, Davis:
"เพื่อให้สามารถแข่งขันโดยตรงกับเนื้อวัวได้ ผลิตภัณฑ์ CM หรืออย่างน้อยต้นทุนการผลิตต้องลดลงสู่ระดับที่สามารถแข่งขันในเชิงพาณิชย์ได้"[17]
การคาดการณ์บ่งชี้ว่าเป้าหมายนี้สามารถบรรลุได้ โดยเฉพาะอย่างยิ่งเมื่อค่าใช้จ่ายของสื่อยังคงลดลงต่อไป
นวัตกรรมเช่น ไมโครแคร์ริเออร์ที่กินได้ และระบบไฮบริดที่รวมการขยายเซลล์และการแยกเซลล์ในภาชนะเดียว คาดว่าจะทำให้กระบวนการตรวจสอบง่ายขึ้นและลดความเสี่ยงของการปนเปื้อน โปรโตคอลที่ระบุในกรณีศึกษานี้เสนอรูปแบบที่สามารถทำซ้ำได้สำหรับบริษัทที่ขยายการดำเนินงานของพวกเขา พิสูจน์ว่าการทดสอบอย่างเข้มงวดสามารถอยู่ร่วมกับการลดต้นทุนได้ เมื่อมีสถานที่มากขึ้นที่นำวิธีการที่ผ่านการตรวจสอบเหล่านี้มาใช้ อุตสาหกรรมเนื้อสัตว์ที่เพาะเลี้ยงจะเข้าใกล้ความเท่าเทียมด้านราคากับเนื้อสัตว์แบบดั้งเดิม นอกจากนี้ ภาคส่วนนี้ยังให้ประโยชน์ด้านสิ่งแวดล้อมที่โดดเด่น รวมถึงการลดการปล่อยก๊าซเรือนกระจกได้ถึง 92% เมื่อใช้พลังงานจากแหล่งพลังงานหมุนเวียน[15].
สรุปเกี่ยวกับเครื่องปฏิกรณ์ชีวภาพ: เซ็นเซอร์, การสร้างแบบจำลอง, การขยายขนาด และการออกแบบเครื่องปฏิกรณ์ทางเลือก
คำถามที่พบบ่อย
หลักฐานใดที่หน่วยงานกำกับดูแลคาดหวังในเอกสารการตรวจสอบความถูกต้องของเครื่องปฏิกรณ์ชีวภาพสำหรับเนื้อสัตว์ที่เพาะเลี้ยง?
หน่วยงานกำกับดูแลต้องการเอกสารการตรวจสอบความถูกต้องของเครื่องปฏิกรณ์ชีวภาพเพื่อยืนยันว่าระบบทำงานภายในพารามิเตอร์ที่กำหนด ซึ่งรวมถึงการรับรอง ประสิทธิภาพของกระบวนการที่สม่ำเสมอ และ การตรวจสอบแบบเรียลไทม์ ของปัจจัยสำคัญ เช่น ระดับ pH, ออกซิเจนที่ละลาย , และ อุณหภูมิ . นอกจากนี้ การทดสอบความปลอดเชื้อมีบทบาทสำคัญในการป้องกันการปนเปื้อน การปฏิบัติตามมาตรฐานเช่น ISO 14644-1 และ EU GMP Annex 1 เป็นสิ่งจำเป็นเพื่อรักษาการควบคุมจุลชีพและรักษาการปฏิบัติการผลิตที่ปลอดเชื้อ
เครื่องปฏิกรณ์ชีวภาพแบบถังคนสามารถขยายขนาดได้อย่างไรโดยไม่ทำลายเซลล์กล้ามเนื้อวัว?
การขยายขนาดเครื่องปฏิกรณ์ชีวภาพแบบถังคนสำหรับการผลิตเนื้อสัตว์เพาะเลี้ยงเกี่ยวข้องกับการจัดการแรงเฉือน , ซึ่งสามารถทำลายเซลล์กล้ามเนื้อวัวได้ เพื่อแก้ไขปัญหานี้ เครื่องมือเช่น การไดนามิกของไหลเชิงคำนวณ (CFD) และแบบจำลองขนาดย่อมถูกใช้เพื่อทำนายรูปแบบการไหล ข้อมูลเชิงลึกเหล่านี้ช่วยในการปรับเปลี่ยนการออกแบบใบพัดและความเร็วในการกวน ช่วยลดความเสียหายต่อเซลล์
สิ่งที่สำคัญเท่าเทียมกันคือการรับรองการกระจายตัวของสารอาหารและออกซิเจนอย่างสม่ำเสมอ ระบบการตรวจสอบขั้นสูงที่รวมกับเทคนิคการผสมที่มีประสิทธิภาพเป็นกุญแจสำคัญในการสร้างสภาวะที่สม่ำเสมอ วิธีการนี้ช่วยลดความเครียดเฉพาะที่และสนับสนุนสุขภาพของเซลล์ตลอดการผลิตขนาดใหญ่
การเปลี่ยนแปลงการตรวจสอบความถูกต้องที่ลดต้นทุนใดมีผลกระทบมากที่สุดต่อเศรษฐศาสตร์หน่วย?
การนำเครื่องปฏิกรณ์ชีวภาพใช้ครั้งเดียวมาใช้มีผลที่เห็นได้ชัดในการลดต้นทุนที่วัดเป็น £/กก. แม้ว่าระบบเหล่านี้จะลดการลงทุนเริ่มต้นและค่าใช้จ่ายแรงงาน แต่ก็มีค่าใช้จ่ายในการบริโภคที่สูงขึ้น นอกจากนี้ การแนะนำการตรวจสอบแบบเรียลไทม์และเทคโนโลยีการรีไซเคิลสื่อช่วยเพิ่มประสิทธิภาพการดำเนินงาน ความก้าวหน้าเหล่านี้ไม่เพียงแต่ทำให้กระบวนการมีประสิทธิภาพมากขึ้น แต่ยังนำไปสู่การประหยัดต้นทุนในระยะยาวด้วย









