

Temperaturabweichungen können zu Verderb, verkürzter Haltbarkeit und Problemen mit der Einhaltung von Vorschriften führen. Effektive Überwachungssysteme gewährleisten Sicherheit, Qualität und Rückverfolgbarkeit in der gesamten Lieferkette. Hier ist, was Sie wissen müssen:
- Gekühlte Produkte: Lagern bei 0–4 °C (UK max: 8 °C).
- Tiefkühlprodukte: Bei −18 °C oder kälter halten (EU-Abweichungsgrenze: −15 °C).
- Pathogenrisiko: Bakterien gedeihen bei 5 °C bis 60 °C, was eine strenge Überwachung unerlässlich macht.
Wichtige Merkmale zuverlässiger Systeme:
- Sensorgenauigkeit: ±0,3–0,5 °C, mit 0,1 °C Auflösung.
- Datenaufzeichnung: Kontinuierliche Zeit-Temperatur-Kurven, keine isolierten Messwerte.
- Echtzeitwarnungen: Zellulare Tracker für sofortige Maßnahmen während des Transports.
- Compliance: Geräte müssen EN 12830 erfüllen und HACCP Dokumentation unterstützen.
Kritische Bereiche zur Überwachung:
- Lade-/Entladedocks, Multi-Drop-Lieferstrecken und Zollverzögerungen.
- Platzieren Sie Sensoren in Produktkartons für genaue Messwerte.
Die Auswahl des richtigen Systems umfasst die Kartierung Ihrer Logistikkette, die Definition von Temperaturgrenzwerten und die Auswahl von Geräten mit geeigneten Funktionen wie Batterielebensdauer, Konnektivität und Alarmfunktionalität. Pilotversuche und optimierte Sensorplatzierung sind entscheidend, um eine konsistente Integrität der Kühlkette sicherzustellen.
Für Fachleute in der Forschung und Entwicklung sowie Logistik von kultiviertem Fleisch bietet dieser Leitfaden die technischen Grundlagen zum Schutz der Produktqualität und zur Einhaltung von behördlichen Standards.
ColdChain Complete XS - Verwendungshinweise
Wichtige Anforderungen an Temperaturüberwachungssysteme
Temperaturüberwachungssysteme für die Logistik von kultiviertem Fleisch müssen drei Hauptziele erfüllen: die Temperaturprofile an die spezifischen Produktanforderungen anpassen, risikoreiche Punkte in der Lieferkette anvisieren und die Einhaltung der britischen und EU-Vorschriften sicherstellen. Diese Elemente bilden die Grundlage für die Bewertung der Sensorgenauigkeit, die Risikominderung und die Sicherstellung der Compliance.
Temperaturbereiche und Kühlkettenprofile
Kultivierte Fleischprodukte fallen typischerweise in zwei Hauptkategorien der Kühlkette. Gekühlte Produkte müssen bei 0–4 °C, gelagert werden, wobei das britische Gesetz eine Obergrenze von 8 °C. vorschreibt. Für gefrorene Produkte, fordert die EU Temperaturen von −18 °C oder darunter, gemäß der Verordnung (EG) 37/2005, da Abweichungen über −15 °C die Qualität beeinträchtigen können.Zusätzlich können Zwischenmaterialien, wie zellabgeleitete Komponenten, streng kontrollierte Umgebungsbedingungen erfordern. Daher müssen Überwachungssysteme mehrere Sollwerte berücksichtigen und programmierbare Alarmgrenzen bieten, um unterschiedliche Produktanforderungen zu bewältigen.
Um diesen Anforderungen gerecht zu werden, sollten Sensoren eine Genauigkeit von ±0,3–0,5 °C und eine Auflösung von 0,1 °C, liefern, um selbst geringfügige Temperaturschwankungen zu erkennen. Die Protokollierungsintervalle sollten flexibel sein: 1–5 Minuten während des Transports und der Handhabung, und 10–30 Minuten für stabile Lagerumgebungen. Wichtig ist, dass Systeme eine kontinuierliche Zeit-Temperatur-Kurve, erfassen, nicht nur isolierte Messwerte, um Qualitätssicherungsteams bei der Bewertung der kumulativen thermischen Belastung zu unterstützen und fundierte Entscheidungen über die Chargenfreigabe zu treffen.
Hochrisikopunkte in der Logistikkette
Temperaturschwankungen treten höchstwahrscheinlich in bestimmten Phasen der Logistikkette auf. Be- und Entladedocks sind besonders anfällig, da Paletten während der Papierbearbeitung oft den Umgebungsbedingungen ausgesetzt bleiben. Zusätzlich können häufiges Öffnen der Türen 30–40% der Temperaturvariabilität in Kühlfahrzeugen verursachen. Das Platzieren von Sensoren direkt in Produktkartons anstatt an den Fahrzeugwänden bietet eine genauere Reflexion der Produkttemperaturen.
Mehrstufige Lieferwege bergen weitere Risiken, da bei jedem Stopp das Fahrzeug den äußeren Bedingungen ausgesetzt wird. Studien zur letzten Meile der Lebensmittellieferung zeigen, dass über 20% der Sendungen Temperaturabweichungen erfahren, wenn passive Kühlung ohne aktive Überwachung verwendet wird. Echtzeitsysteme, die mit Sensoren auf Abteil-Ebene und Berichterstattung pro Stopp ausgestattet sind, können diese Probleme mindern.Ähnlich können Zoll- und Grenzkontrollen, insbesondere auf UK-EU-Routen zu verlängerten Verzögerungen führen. Echtzeit-Tracker mit Geofencing und Fernwarnungen ermöglichen es Betreibern, die Handhabung zu priorisieren und Verstöße gegen die Vorschriften zu verhindern, die durch längere Exposition verursacht werden.
Regulatorische Compliance im Vereinigten Königreich und der EU
Obwohl für kultiviertes Fleisch keine speziellen Kühlkettenvorschriften existieren, gelten die bestehenden Standards uneingeschränkt. Verordnung (EG) Nr. 852/2004 erfordert HACCP-basierte Verfahren, einschließlich robuster Temperaturüberwachung und -verifizierung. Verordnung (EG) Nr. 178/2002 verlangt vollständige Rückverfolgbarkeit, die Temperaturaufzeichnungen mit bestimmten Chargen, Lieferanten, Kunden und Zeitstempeln verknüpft. UK-Äquivalente, wie die Food Safety and Hygiene (England) Regulations 2013, setzen ähnliche Anforderungen durch.
Überwachungsgeräte müssen den EN 12830 , entsprechen und Daten müssen in Formaten wie PDF oder CSV exportierbar sein, um Audit-Standards für BRCGS, ISO 22000, und FSSC 22000. zu erfüllen. Kalibrierungsaufzeichnungen für alle Sensoren sollten regelmäßig als Teil der HACCP-Verifizierung gepflegt und aktualisiert werden. Genaue und zugängliche Aufzeichnungen gewährleisten nicht nur die Produktqualität, sondern vereinfachen auch behördliche Inspektionen und unterstützen eine nahtlose Rückverfolgbarkeit in der gesamten Lieferkette, um die Produktintegrität zu wahren.
Temperaturüberwachungstechnologien
Sensorarten und ihre Anwendungen
Die Wahl des Sensors spielt eine entscheidende Rolle bei der Sicherstellung genauer Temperaturdaten. Für die Logistik von kultiviertem Fleisch sind Widerstandsthermometer (RTDs), insbesondere Pt100-Typen, die bevorzugte Option. Diese Sensoren liefern präzise Messwerte mit einer Genauigkeit von ±0.3 °C im wesentlichen Bereich von −20 °C bis +40 °C [1] [2]. Ihre Langzeitstabilität macht sie ideal für die kontinuierliche Überwachung in Kühlkettenoperationen. Darüber hinaus können RTDs bei extrem niedrigen Temperaturen bis zu −196 °C [1], arbeiten, was entscheidend für die kryogene Zellbanklagerung ist, die oft neben gekühlten oder gefrorenen Produkten erforderlich ist.
Thermoelemente, hingegen können Temperaturen bis zu 1.100 °C messen, sind jedoch weniger genau und neigen im Laufe der Zeit eher zum Driften [2]. Dies macht sie besser geeignet für industrielle Hochtemperatureinstellungen als für die streng kontrollierten Bedingungen von kultivierten Fleisch-Kühlketten. In der Zwischenzeit digitale Sensoren, die oft in IoT-fähige Geräte integriert sind, liefern Daten in einem Format, das für die Cloud-Übertragung bereit ist.Diese werden häufig in Echtzeit-Trackern während des Transports verwendet [1].
Designüberlegungen sind ebenso wichtig. Zum Beispiel können vibrationsresistente RTDs Kräfte über 60g aushalten und gewährleisten Zuverlässigkeit in Lieferfahrzeugen [2]. Selbstkalibrierende Pt100-Sensoren reduzieren den Bedarf an manueller Neukalibrierung [2]. In sterilen Umgebungen, wie z.B. versandnahen Lagertanks, müssen Sensoren Hygienestandards wie 3-A, EHEDG, und FDA erfüllen und mindestens eine IP69K Schutzart gegen Eindringen aufweisen [2]. Diese Standards sind entscheidend für die Aufrechterhaltung der Produktqualität während der Produktion und Logistik.
Als nächstes werden wir untersuchen, wie Datenvorrichtungen diese Sensoren für eine umfassende Überwachung ergänzen.
Datenlogger, Indikatoren und Echtzeit-Tracker
Die Wahl des richtigen Geräts hängt davon ab, ob sofortige Maßnahmen oder eine Analyse nach dem Versand erforderlich sind.
- Einweg-Logger: Kleine, Einweggeräte, die in Sendungen platziert werden, um Daten aufzuzeichnen, die bei der Lieferung überprüft werden. Diese eignen sich für weniger teure Sendungen oder Routen mit unzuverlässiger Konnektivität.
- Mehrweg-Logger: Ähnlich wie Einwegmodelle, aber wiederverwendbar, was sie ideal für regelmäßige Sendungen auf bekannten Routen macht.
- Temperaturindikatoren: Bieten eine einfache visuelle Pass/Fail-Prüfung. Obwohl sie nützlich für eine schnelle Überprüfung sind, erfüllen sie nicht die Anforderungen der HACCP-Dokumentation.
- Echtzeit-Tracker mit Mobilfunk: Übertragen kontinuierlich Daten über 4G und senden Warnungen an die Cloud, wenn Temperaturgrenzen überschritten werden [1]. Diese sind unverzichtbar für hochwertige Sendungen, da sie eine sofortige Intervention ermöglichen - wie zum Beispiel das Beheben eines Ausfalls der Kühlanlage - während die Sendung noch unterwegs ist.
Datenintegrität ist ein wichtiger Aspekt für Echtzeitgeräte. Moderne Mobilfunk-Tracker können über 100.000 Messwerte im internen Speicher speichern, um Datenverlust in Gebieten mit schlechter Mobilfunkabdeckung zu vermeiden [1]. Sobald die Verbindung wiederhergestellt ist, werden alle Daten in die Cloud synchronisiert. Geräte mit GPS und LBS halten typischerweise mindestens 14 Tage, während LBS-Modelle über drei Monate betrieben werden können [1].
Diese Geräte arbeiten zusammen mit festen Systemen und gewährleisten eine umfassende Überwachung sowohl in Transport- als auch in Lagerumgebungen.
Kühlraum- und Fahrzeugüberwachungssysteme
In der Logistik für kultiviertes Fleisch müssen fest installierte Temperaturüberwachungssysteme in Kühlräumen und Fahrzeugen strengen Kontrollstandards entsprechen. Diese Systeme teilen Kernmerkmale mit Geräten während des Transports, einschließlich Unterstützung für Mehrkanalsensoren, Cloud-Konnektivität und auditfähige Berichterstattung. Mehrkanal-Datenlogger sind besonders nützlich, um mehrere Punkte gleichzeitig zu überwachen, was entscheidend ist, um Temperaturschwankungen in großen Gefriergeräten oder Fahrzeugen mit mehreren Fächern zu identifizieren [3]. Solche Schwankungen könnten zu lokalisierten Produktschäden oder Compliance-Problemen führen, die sonst unbemerkt bleiben könnten.
Für Fahrzeuge, die Mehrfachabholrouten bedienen, kombiniert die Berichterstattung pro Stopp Temperaturdaten mit Standortverfolgung, was es einfacher macht, festzustellen, wo eine Temperaturabweichung aufgetreten ist [1]. Feste Kühlraumsysteme profitieren unterdessen von GMP-konformer Software mit automatisierten Berichtsfunktionen. Dies eliminiert die Notwendigkeit manueller Aufzeichnungen und gewährleistet die Einhaltung von Standards wie BRCGS, ISO 22000 und FSSC 22000 [3]. Zusätzlich sollten diese Systeme eine Kalibrierungsrückverfolgbarkeit enthalten, die mit den Seriennummern der Sensoren verknüpft ist, um Auditprozesse zu vereinfachen.
| Systemtyp | Anwendung | Hauptmerkmal |
|---|---|---|
| Echtzeit-Zellulärer Tracker | Fahrzeuge in Transit | 4G/GPS, 24/7 Cloud-Benachrichtigungen, Onboard-Speicher[1] |
| Fester Mehrkanal-Logger | Kühlräume und Lagerhäuser | Mehrpunkt-Mapping, GMP-konforme Berichterstattung[3] |
| Sanitäres Digitalthermometer | Sterile Halte- und Prozessbereiche | IP69K, EHEDG/3-A zertifiziert, hygienisches Design[2] |
sbb-itb-ffee270
Wie man ein Temperaturüberwachungssystem auswählt: Eine Schritt-für-Schritt-Anleitung
Wie man ein Temperaturüberwachungssystem für die Kühlkettenlogistik auswählt
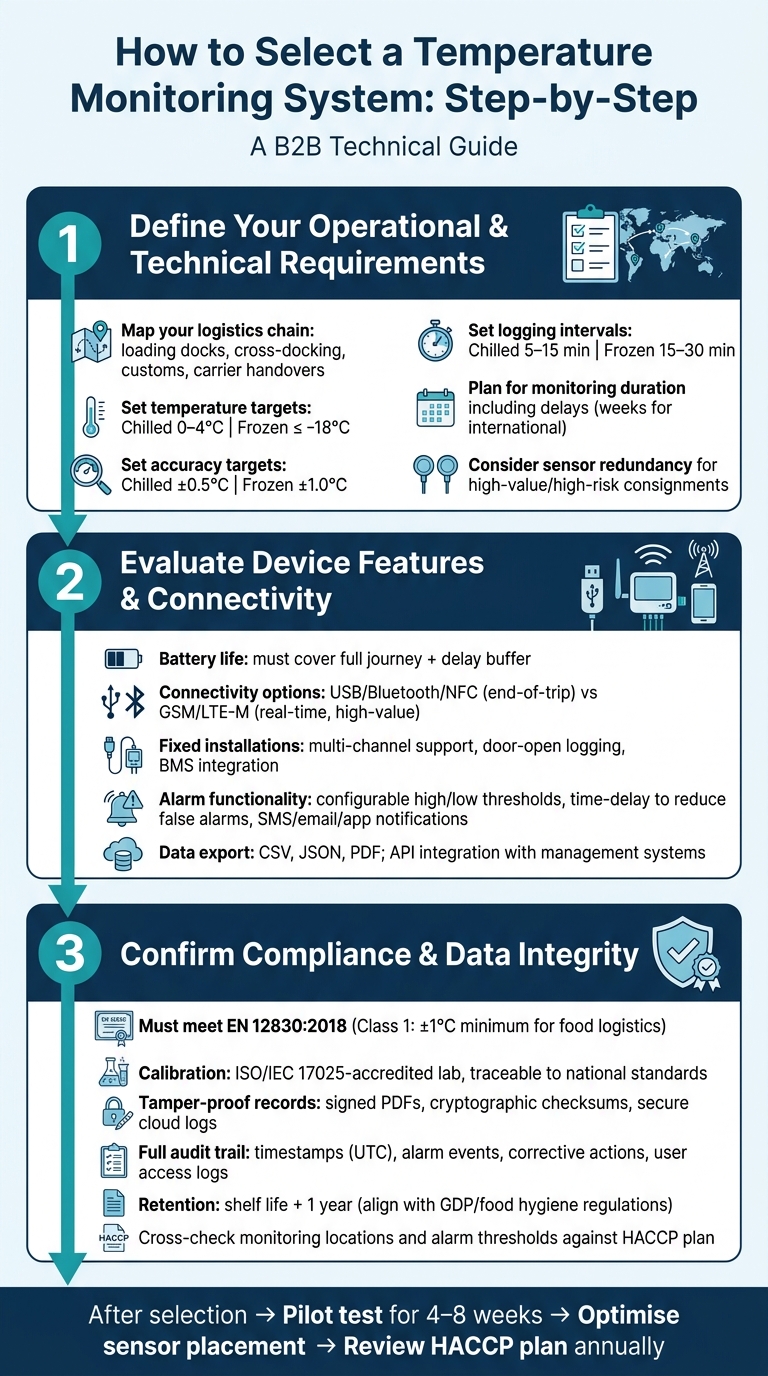
Definieren Sie Ihre betrieblichen und technischen Anforderungen
Beginnen Sie damit, Ihre gesamte Logistikkette zu kartieren und Bereiche zu identifizieren, in denen die Temperaturkontrolle entscheidend ist.Diese können Ladebuchten, Cross-Docking-Punkte, Zollverzögerungen oder Übergaben an Spediteure umfassen. Diese Kartierungsübung wird jede Entscheidung, die Sie von diesem Punkt an treffen, informieren.
Richten Sie als Nächstes Ihre Produktanforderungen an den etablierten Temperaturstandards aus: Gekühlte Waren erfordern typischerweise 0–4 °C, während gefrorene Produkte bei ≤ −18 °C bleiben sollten. Definieren Sie akzeptable Temperaturabweichungsgrenzen basierend auf Stabilitätsdaten für Ihre spezifischen Produkte. Legen Sie dann technische Parameter fest: Die Überwachung von gekühlten Produkten sollte eine Genauigkeit von ±0,5 °C anstreben, während die Überwachung von gefrorenen Produkten einen Basiswert von ±1,0 °C verwenden kann. Für die Protokollierungsintervalle sind 5–15 Minuten ideal für gekühlte Sendungen, während 15–30 Minuten normalerweise für gefrorene Waren geeignet sind. Diese Parameter helfen, das Risiko von Verderb zu reduzieren und die Einhaltung der Vorschriften sicherzustellen, insbesondere in der Logistik von kultiviertem Fleisch.
Überwachungsdauer ist ein weiterer Schlüsselfaktor. Geräte müssen während der gesamten Reise, einschließlich potenzieller Verzögerungen, mit einer Sicherheitsmarge betrieben werden. Bei internationalen Sendungen kann dies mehrere Wochen ununterbrochenen Betriebs bedeuten.
Für hochwertige oder risikoreiche Sendungen sollten Sie Sensorredundanz in Betracht ziehen. Verwenden Sie mehrere Sensoren pro Palette, aktivieren Sie Echtzeitwarnungen und stellen Sie sicher, dass Backup-Kommunikationskanäle vorhanden sind. Die Kategorisierung Ihrer Routen in Risikostufen kann helfen, das richtige Gleichgewicht zwischen Schutz und betrieblicher Einfachheit zu finden.
Sobald Ihre Anforderungen festgelegt sind, fahren Sie mit der Untersuchung spezifischer Gerätefunktionen und Konnektivitätsoptionen fort.
Bewerten Sie Gerätefunktionen und Konnektivität
Mit Ihren Anforderungen in der Hand wird die Bewertung von Geräten zu einer Frage des Abgleichs von Funktionen mit Ihren Bedürfnissen. Batterielebensdauer ist eine kritische Überlegung - sie muss die längste Reise, einschließlich Verzögerungen, überstehen, während die Speicherkapazität alle Messwerte speichern kann, ohne sie zu überschreiben.Dies ist besonders wichtig, wenn Daten-Downloads oder Rücklogistik verzögert sein könnten.
Betrachten Sie als Nächstes die Konnektivitätsoptionen. Für Sendungen, bei denen eine End-of-Trip-Analyse ausreicht, sind USB-, Bluetooth- oder NFC-Logger geeignet. Für hochwertige Sendungen sind jedoch Echtzeit-GSM- oder LTE-M-Tracker besser, da sie sofortige Eingriffe wie Umleitung oder erneutes Vereisen ermöglichen. Für feste Installationen, wie Kühlräume und Fahrzeuge, sollten Geräte mit Mehrkanalunterstützung, Türöffnungsereignisprotokollierung und Integration in Gebäudemanagementsysteme priorisiert werden.
Alarmfunktionalität ist ein weiteres wesentliches Merkmal. Alarme sollten für hohe und niedrige Temperaturschwellen konfigurierbar sein, mit Zeitverzögerungseinstellungen, um Fehlalarme durch kurze Türöffnungen zu reduzieren. Benachrichtigungen per SMS, E-Mail oder App stellen sicher, dass die richtigen Personen umgehend benachrichtigt werden.
Die Gerätekompatibilität mit bestehenden Systemen wird oft übersehen, ist aber entscheidend.Stellen Sie sicher, dass Geräte Daten in Standardformaten wie CSV, JSON oder PDF exportieren können, und überprüfen Sie, dass Plattform-APIs nahtlos mit Ihren Verwaltungssystemen integriert werden. Diese Integration rationalisiert Prozesse wie automatisierte Freigabeentscheidungen und Abweichungsprotokollierung und reduziert das Risiko manueller Fehler.
Nach der Auswahl der Geräte stellen Sie sicher, dass sie alle erforderlichen Compliance- und Datenintegritätsstandards erfüllen.
Bestätigen Sie Compliance und Datenintegrität
Die Einhaltung von regulatorischen Standards ist ein Muss. In Großbritannien und der EU müssen Temperaturaufzeichnungsgeräte für gekühlte und gefrorene Logistik den EN 12830:2018. Standard erfüllen. Dieser Standard spezifiziert Genauigkeitsklassen und Leistungsanforderungen für elektronische Aufzeichnungsgeräte, wobei Geräte der Klasse 1 eine Genauigkeit von ±1 °C über ihren Betriebsbereich aufrechterhalten - das Minimum, das für die Lebensmittellogistik akzeptabel ist. Sensoren sollten auch von einem ISO/IEC 17025-akkreditierten Labor, kalibriert werden, mit Zertifikaten, die mit den Seriennummern der Geräte verknüpft und auf nationale Standards rückführbar sind. Regelmäßige Kalibrierungsintervalle sollten in Ihr Qualitätsmanagementsystem integriert werden.
Datenintegrität ist ebenso wichtig. Aufzeichnungen müssen manipulationssicher sein, sei es durch signierte PDFs, kryptografische Prüfsummen oder sichere Cloud-Protokolle. Vollständige Prüfpfade sind unerlässlich, einschließlich eindeutiger Zeitstempel (e.g. , UK-Zeit oder UTC mit Offsets), um Untersuchungen zu unterstützen. Alarmereignisse, Korrekturmaßnahmen und Änderungen des Benutzerzugriffs sollten alle automatisch protokolliert werden. Bewahren Sie Aufzeichnungen gemäß den britischen und EU-Vorschriften zur Lebensmittelsicherheit und Rückverfolgbarkeit auf. Für Arzneimittelprodukte empfehlen die GDP-Richtlinien, Aufzeichnungen mindestens für die Haltbarkeitsdauer plus ein Jahr aufzubewahren. Dasselbe Prinzip gilt für Lebensmittel mit hohem Risiko.
Überprüfen Sie abschließend Ihre Überwachungsstandorte, Protokollierungsfrequenzen und Alarmgrenzen mit Ihrem HACCP-Plan. Stellen Sie sicher, dass jeder Kontrollpunkt überwacht wird und ein dokumentiertes Korrekturmaßnahmenverfahren vorhanden ist.
Implementierungstipps und kontinuierliche Verbesserung
Nach der Auswahl eines Temperaturüberwachungssystems sind eine ordnungsgemäße Implementierung und eine konsistente Verfeinerung entscheidend für die Aufrechterhaltung der Integrität der Kühlkette.
Pilotversuche und Sensorplatzierung
Bevor Sie Ihr System vollständig einführen, führen Sie einen strukturierten Pilotversuch über repräsentative Logistikszenarien durch. Dies sollte gekühlte Lagerung bei 0–4 °C, gefrorene Lagerung bei ≤ −18 °C und mindestens eine Live-Transportstrecke umfassen. Eine Pilotdauer von 4–8 Wochen ist ideal für kultivierte Fleischprodukte, da sie Variablen wie saisonale Wetteränderungen, Wochenendbetrieb und Spitzenzeiten berücksichtigt, die kürzere Tests möglicherweise übersehen.
Eine genaue Überwachung hängt von der strategischen Platzierung der Sensoren ab. Verwenden Sie in Kühlräumen einen Rasteransatz: Positionieren Sie Logger in den Ecken, in der Nähe der Türen, auf hohen und niedrigen Regalebenen und am hinteren Ende des Raums, um heiße und kalte Stellen zu identifizieren. In Kühlfahrzeugen platzieren Sie Sensoren vorne in der Nähe des Verdampfers, in der Mitte der Ladung und hinten in der Nähe der Türen, wobei mindestens ein Sensor auf Palettenhöhe und nicht frei in der Luft schwebend angebracht sein sollte. Für kultiviertes Fleisch betten Sie Sonden in Produktsimulatoren ein, die die thermische Masse tatsächlicher Produkte nachbilden. Dies hilft, zwischen kurzen Umgebungsschwankungen und echten Temperaturänderungen während Ereignissen wie dem Beladen oder dem Öffnen von Türen zu unterscheiden. Pharmazeutische Protokolle verwenden oft 15–30 Sensoren, um die Temperaturverteilung in Kühlräumen zu kartieren, bevor routinemäßige Überwachungspunkte festgelegt werden [4][5].
Nach dem Pilotprojekt identifizieren und validieren Sie Sensorpositionen, die zuverlässig die wärmsten und kältesten Stellen erfassen. Dokumentieren Sie diese Positionen in Standardarbeitsanweisungen, um Konsistenz über Standorte und Fahrzeuge hinweg sicherzustellen. Sobald die Sensorplatzierung optimiert ist, etablieren Sie klare Alarmprotokolle, um schnelle Reaktionen zu ermöglichen.
Alarmgrenzwerte und Korrekturmaßnahmenprotokolle
Setzen Sie Alarmgrenzwerte basierend auf Produktstabilitätsdaten und Haltbarkeitsstudien und validieren Sie diese während der Pilotphase. Verwenden Sie ein zweistufiges System: einen Warnschwellenwert unterhalb der kritischen Grenze, um proaktive Maßnahmen zu ermöglichen (e.g. , Überprüfung der Türdichtungen oder Anpassung der Lüftergeschwindigkeiten) und einen kritischen Schwellenwert, der sofortiges Handeln erfordert, wie z.B. die Quarantäne betroffener Chargen oder das Anhalten des Transports. Zeit-über-Schwellenwert-Kriterien können angewendet werden, um vorübergehende Schwankungen, die durch kurze Ereignisse wie Türöffnungen verursacht werden, herauszufiltern, um sicherzustellen, dass echte Risiken nicht übersehen werden.
Führen Sie ein detailliertes Protokoll für jedes Alarmereignis, einschließlich der Maßnahmen der Einsatzkräfte, der Zeitplanung und der Endergebnisse der Produkte. Integrieren Sie dieses Protokoll in Ihren HACCP-Plan und Ihr Qualitätsmanagementsystem, um Prüfern eine vollständige Temperaturhistorie für jede Produktcharge bereitzustellen. Überprüfen Sie regelmäßig die Alarmtrends monatlich nach Standort und Route. Diese systematische Analyse kann wiederkehrende Probleme aufdecken, wie z. B. einen bestimmten Spediteur, der ständig Schwellenwerte überschreitet, oder wiederholte Ausfälle bei den Dichtungen der Kühlraumtüren, die aus einzelnen Vorfällen möglicherweise nicht ersichtlich sind.
Verwendung von Spezialmarktplätzen zur Beschaffung von Ausrüstung
Sobald Ihr Überwachungsansatz validiert ist, vereinfachen Sie den Prozess der Beschaffung von Ausrüstung, indem Sie spezialisierte Plattformen nutzen.Die Beschaffung von Temperaturüberwachungsgeräten für die Logistik von kultiviertem Fleisch bringt spezifische technische Herausforderungen mit sich: hohe Genauigkeitsanforderungen, lebensmittelechte Sondenmaterialien, Kompatibilität mit Bioprozesssystemen und Einhaltung der britischen Lebensmittelhygiene- und HACCP-Standards. Allgemeine Laborkataloge bieten oft nicht die Filteroptionen oder die Lieferantenverifizierung, die erforderlich sind, um diesen Anforderungen effektiv gerecht zu werden.
Fazit: Korrekte Überwachung der Kühlkette für kultiviertes Fleisch
In Großbritannien und der EU muss die Produktion von kultiviertem Fleisch strengen Temperaturvorschriften entsprechen, um das Wachstum von Krankheitserregern zu verhindern, die Produktqualität zu gewährleisten und detaillierte Prüfpfade zu führen [6].
Um ein effektives Management der Kühlkette zu erreichen, konzentrieren Sie sich auf drei wesentliche Schritte: Festlegung kritischer Temperaturgrenzen, Optimierung der Sensorplatzierung bei gleichzeitiger Automatisierung der Datenprotokollierung und Definition von Korrekturmaßnahmen im Voraus. Darüber hinaus ist es wichtig, HACCP-Pläne und Überwachungssysteme jährlich oder bei Änderungen an Prozessen oder Ausrüstung zu überprüfen [6].
Die Automatisierung spielt eine entscheidende Rolle, indem sie eine kontinuierliche Überwachung ermöglicht und die Einschränkungen manueller Kontrollen adressiert, wie von der Food Standards Agency hervorgehoben [6]. Sobald die Automatisierung implementiert ist, wird die Beschaffung der richtigen Ausrüstung zur Priorität.
Die Suche nach konformer Ausrüstung kann aufgrund der hohen Standards für Genauigkeit, Lebensmittelsicherheit und regulatorische Konformität schwierig sein.
Über die Vermeidung von Verderb hinaus unterstützt effektives Monitoring nachvollziehbare Prüfpfade, gewährleistet regulatorische Konformität und stärkt die Glaubwürdigkeit der Marke.
Häufig gestellte Fragen
Benötige ich Echtzeit-Tracking oder einen Datenlogger?
Für die Logistik von kultiviertem Fleisch ist es entscheidend, ein System zu haben, das Datenaufzeichnung und Echtzeitüberwachung kombiniert. Die Datenaufzeichnung erstellt ein umfassendes historisches Protokoll, das für die Einhaltung von Vorschriften unerlässlich ist.In der Zwischenzeit bietet die Echtzeitüberwachung, ermöglicht durch IoT-Sensoren, sofortige Warnungen bei Temperaturabweichungen, sodass schnelle Korrekturmaßnahmen ergriffen werden können, um Verderb zu verhindern. Lösungen wie die von
Wie viele Sensoren sollte ich pro Sendung verwenden?
Die Anzahl der benötigten Sensoren ist nicht festgelegt - sie hängt vollständig von Ihrer Überwachungsstrategie ab. Studien zeigen, dass der Einsatz von mehr als 30 Sensoren wenig zusätzlichen Nutzen bietet. Tatsächlich kann eine genaue Überwachung oft mit nur zwei strategisch platzierten Sensoren erreicht werden: einer am Boden der kältesten Palette in der Nähe des Kühlaggregats und ein weiterer in der Mitte der wärmsten Palette, typischerweise in der Nähe der Tür.
Wie oft sollten Temperatursensoren kalibriert werden?
Die Kalibrierungshäufigkeit von Temperatursensoren in der Produktion von kultiviertem Fleisch hängt von mehreren Faktoren ab, einschließlich Risikobewertungen, regulatorischen Richtlinien, Systembedeutung und früheren Leistungsaufzeichnungen. In GxP-regulierten Umgebungen liegen die Kalibrierungsintervalle typischerweise zwischen vierteljährlich und jährlich. Bei Hochrisikoprozessen kann jedoch eine monatliche Kalibrierung erforderlich sein. Darüber hinaus müssen Sensoren nach bedeutenden Ereignissen wie Geräteausfällen oder Temperaturabweichungen neu kalibriert werden. Die Aufrechterhaltung einer gut dokumentierten Kalibrierungspolitik ist entscheidend, um präzise und konforme Messungen während des gesamten Produktionsprozesses sicherzustellen.










