

動物細胞培養をパイロットから商業規模に拡大する際に、まず物質移動、廃棄物管理、無菌性、稼働時間を解決しないと、1キログラムあたりのコストが上がる, ことはあっても下がることはありません。
バイオプロセスエンジニアや培養肉チームにとって、コストの問題は簡単です。大きなバイオリアクターは酸素供給、冷却、混合、無菌性の維持が難しく、動物細胞はせん断に敏感で成長が遅いままです。実際には、培地、ステンレス鋼システム、センサー、ユーティリティ、労働力、失敗したバッチにより多くの費用がかかります。この記事は、2–10 mM, でのアンモニア阻害、20 m³の容器でのバッチ損失が 2–3トンの製品を消失させる可能性があること、細胞の性能とプロセスの設定に応じて 7.0 g/Lと 110 g/Lの間のギャップがあることなど、厳しい生物学的限界を指摘しています。
こちらが簡潔なバージョンです:
- 大きな容器は単位コストの低下を保証しません
- 酸素移動とCO₂の除去は、体積が増えるにつれて難しくなります
- アンモニアと乳酸の蓄積が、容器の容量が使用される前に出力を削減する可能性があります
- 倍加時間が遅いと、汚染、ダウンタイム、ドリフトへの露出が増えます
- 商業プラントには容器以上のものが必要です: CIP/SIP, 無菌配管、316Lステンレス鋼、プローブ、冷却、酸素供給、蒸気、水、HVAC
- パーフュージョンと厳密な制御は設置されたm³あたりの出力を向上させることができます , が、それらはまたハードウェアと制御負荷を追加します
- TEAはプラントの限界を早期に反映する必要があります, さもないと、設備投資計画が生物学がサポートできるものから逸脱する可能性があります
- 調達は、プロセスデータに従うときにのみ機能します, 予測量だけではありません
私はこのように主なポイントを見ています:スケールアップは単なる掛け算の演習ではありません。それはコストとリスクのリセットです。 パイロットスケールでプロセスウィンドウが弱い場合、大きなリアクターはその弱点をより高価にするだけです。
バイオリアクターのスケールアップの課題
sbb-itb-ffee270
商業規模でバイオリアクターのコストが増加する理由
これらの制限は、より複雑な設備、厳しいプロセス制御、そして高い運用コストへとプラントを押しやります。理由は非常に簡単です:大きな容器は混合、冷却、無菌状態の維持が難しい.
大きな体積での質量移動、混合、せん断、熱除去のバランスを取ること
大きな作業体積では、オペレーターは動き回る余地が少なくなります。攪拌は細胞損傷を避けるために十分に穏やかでなければなりません。スパージングも気泡損傷を減らすために低く保つ必要があり、それが酸素移動をより厳しい圧力下に置きます [1].
そのトレードオフは日々の運用ですぐに現れます。混合とガス流量を抑えて細胞を保護すると、酸素供給が難しくなります. さらに、CO2の除去が細胞密度の実用的な上限となることがあり、追加のガス処理能力がしばしば必要です[1]. その上限を超えすぎると、成長が低下します。限界内に留まっていても、酸素濃縮やガス分離システムを追加する必要がある場合があります。
反応器の体積が増えると、熱除去が難しくなります。多くの場合、内部冷却コイルや外部熱交換器を追加することを意味します[1]. これらはすべて容器内に留まるわけではありません。メディアの使用、機器の仕様、プラントの間接費に直接影響します。
汚染管理とプロセスの一貫性は、より多くのインフラを要求します
大規模なバッチは、単に製品を多く作るだけではありません。それぞれの失敗がはるかに高価になります。20 m³のバイオリアクターでの汚染イベントは、2〜3トンの製品と、そのバッチに含まれる高価な培地成分を全て失わせる可能性があります[1].
そのリスクは、より重いインフラ負担を引き起こします。商業システムにはASME BPE準拠のステンレス鋼、無菌配管、無菌シール、自動CIP/SIPが必要です[1]. プロセスモニタリングもより厳密でなければなりません。溶存酸素、pH、アンモニア、乳酸は全て注意深く監視する必要があります。小さな容器では管理可能な勾配が、商業規模では容器全体の代謝シフトを引き起こす可能性があるからです[1] [3].
スケールがダウンタイム、バッチ失敗、メンテナンスの露出をどのように拡大するか
成長の遅さはダウンタイムの経済性を変えます。生産に時間がかかる場合、停止はバッチウィンドウの大部分を食い込むことになります[1]. 商業規模では、1日の損失は小さな運用上の問題ではありません。それは、固定費が進行する中での生産量の損失を意味します。
センサーの信頼性も「有用」から経済的に重要. に移行します。pHと溶存酸素の自動フィードバックは、システムを運用しやすくするためだけにあるわけではありません。それは、オペレーターがバッチを放棄する前に阻害物の蓄積を発見する方法の一部です。アンモニアやCO2が阻害レベルに達すると、すでに減速した培養を維持するよりもバッチを終了する方がコストがかからない場合があります。[1].
メンテナンスはさらに固定の負担を追加します。より大きな無菌性が重要なシステムは、より多くの予防保守と検証作業を必要とし、これがコストをさらに押し上げます。[1].
これらの制約は、より高い運用費用とより複雑なプラント設計に直接影響します。実際には、これらは主なコストバケット、すなわちメディア、設備、ユーティリティ、労働に現れます。
商業用バイオリアクターの運用における主なコスト要因
商業用バイオリアクターのコスト要因: スケールアップの課題 & 緩和策
商業規模では、コストは通常、培地、設備、日常業務の3つの大きなカテゴリーに分類されます。
成長培地と重要な投入物
培地はしばしばコスト圧力が最初に現れる場所です。グルコースは通常コスト管理が可能ですが、アミノ酸や成長因子は別の話です。そのため、多くのチームは高純度成分スタックの一部を置き換えるために、食品グレードの投入物や植物性タンパク質加水分解物を検討しています。
しかし、これは単純な置き換えではありません。加水分解物の組成はバッチごとに変動する可能性があり、処理中に使用される酵素は、工場の現場で管理すべきもう一つの変数を追加します。たとえこれらのトレードオフがあっても、方向性はかなり明確です:商業生産が目標である場合、バルクでの食品グレードの調達は実用的な要件です。
代謝抑制は状況をさらに複雑にします。細胞密度が増加すると、アンモニアと乳酸が蓄積します。それが起こると、容器が完全に使用される前に出力が低下することがあります。連続的にこれらの阻害物質を除去することで、パーフュージョンフィルトレーションが役立ちますが、それはまた、より多くのハードウェア、より多くの制御ポイント、そしてシステムをうまく運用するためのより多くの作業を意味します。
チームが入力コストを把握すると、設備と施設システムが次の主要なコストの足かせになる傾向があります。
バイオリアクター機器、センサー、および交換部品
容器自体は資本負担の一部に過ぎません。規模が大きくなると、配管、電気、計装、および設置は、最初に予想されるよりも多くの費用がかかることがよくあります。その上、ステンレス鋼システム、電解研磨、CIP/SIP機能が必要で、無菌状態を維持する必要があります。
センサーの選択はこの段階でさらに重要になります。溶存酸素プローブが故障したり、大量生産中にpHセンサーがドリフトし始めたりすると、バッチの品質がすでに損なわれるまで問題に気付かない可能性があります。最悪の場合、バッチ全体が失われます。そのため、プローブ、シール、フィルターハウジングは、最後の瞬間の修理ではなく、計画的な交換サイクルが必要です。
施設の間接費、ユーティリティ、労働集約的な操作
ユーティリティは生物学に応じてスケールします。動物細胞は代謝熱を生成するため、大規模なシステムには強力な冷却能力が必要です。大規模なサイトでは、スパージング需要をサポートするために、真空圧力スイング吸着による現場での酸素生成が必要なこともよくあります。クリーンスチームを滅菌用に追加し、純水システムと高容量のHVACを導入すると、バッチが期待を下回った場合でも固定オーバーヘッドが高いままになります。
労働力も、自動化がより多くの作業を行わない限り削減が難しいです。大規模施設は24時間365日の監視が必要で、さらに衛生と収穫のための専門チームが必要です。
以下の表は、各コストドライバーが規模に応じてどのように変化するか、そしてどこで緩和作業が通常最も効果的であるかを示しています。
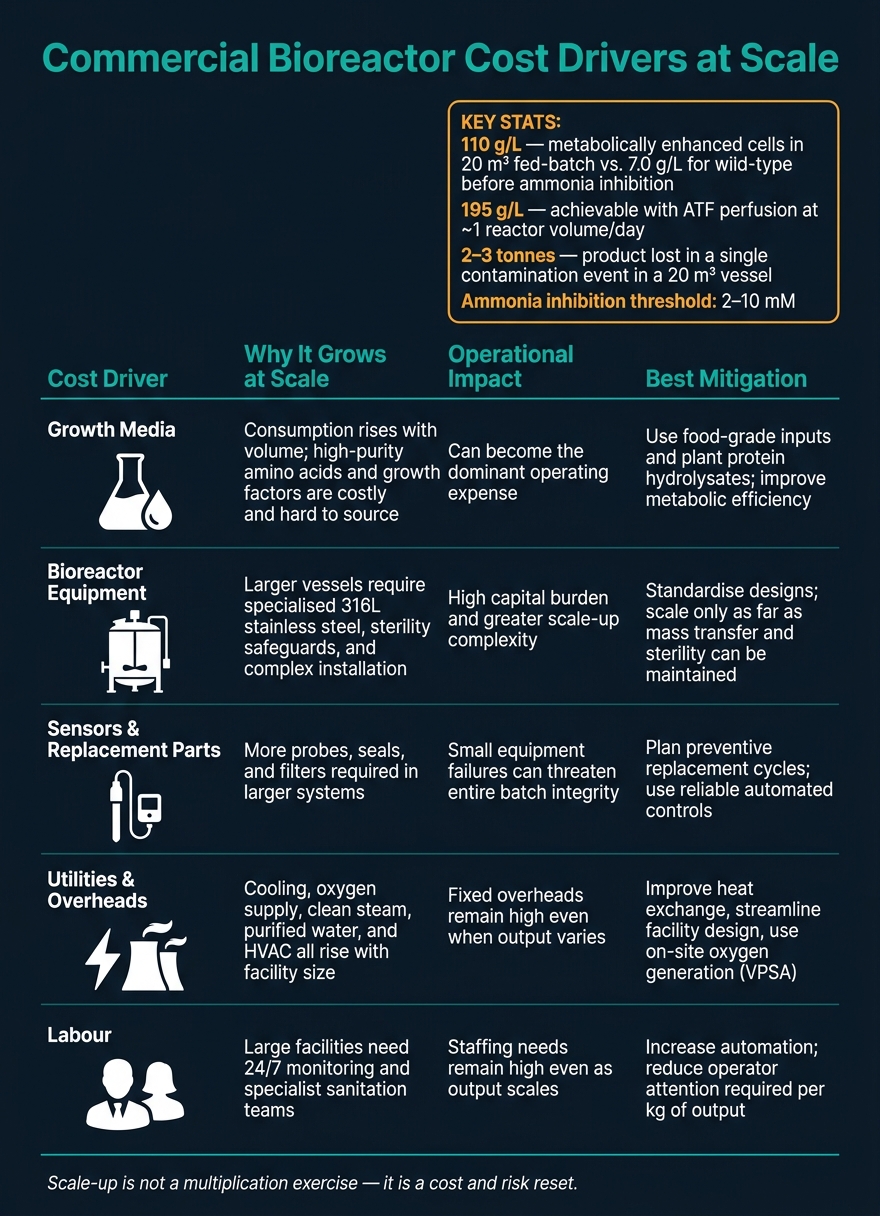
| コストドライバー | なぜスケールで成長するのか | 典型的な運用への影響 | 最も関連性の高い緩和アプローチ |
|---|---|---|---|
| 成長媒体 | 消費は生産量とともに増加する; 高純度のアミノ酸と成長因子は入手が困難 | 主要な運用費用になる可能性がある | 可能な限り食品グレードの原料と植物タンパク質加水分解物を使用し、代謝効率を向上させる |
| バイオリアクター設備 | より大きな容器には、特殊なステンレス鋼、無菌性の保証、より複雑な設置が必要 | 高い資本負担とより大きなスケールアップの複雑さ | 設計を標準化し、物質移動と無菌性が維持できる範囲でのみスケールアップする |
| センサーと交換部品 | より大きなシステムでは、より多くのプローブ、シール、およびフィルターが必要です | 小さな機器の故障がバッチの完全性を脅かす可能性があります | 予防的な交換サイクルを計画し、信頼性の高い自動制御を使用してください |
| ユーティリティとオーバーヘッド | 冷却、酸素供給、蒸気、水、およびHVACは、施設の規模に応じて増加します | 出力が変動しても、継続的な固定オーバーヘッドは高いままである可能性があります | 熱交換を改善し、施設設計を合理化し、適切な場合は現場での酸素生成を使用してください |
| 労働力 | より大きな施設では、24時間体制の監視と専門的な衛生管理が必要です | 出力が拡大しても、スタッフの必要性は高いままです | 自動化を進め、出力1キログラムあたりのオペレーターの注意を減らしてください |
調達チームは、
スケールアップのコスト負担を軽減する方法
設置容量あたりの出力を向上させるエンジニアリング変更
オペックスを削減する最速の方法は簡単です:同じ設置容量からより多くの出力を得ることです。
大型撹拌槽バイオリアクターでは、3つのレバーが最も重要です:細胞密度、パーフュージョン、プロセス制御. 代謝的に強化された細胞株は、110 g/Lに達することができます 20 m³ フェッドバッチバイオリアクター, アンモニア阻害が始まる前の野生型細胞の7.0 g/L と比較して [1].
パーフュージョンはそれをさらに押し進めることができます。交互接線流(ATF)フィルターなどの細胞保持装置を使用すると、定常状態の細胞密度は195 g/Lに達し、約1日あたり1リアクターボリューム [1] . それは経済を急速に変化させます。なぜなら、出力が増加する一方で、船舶のフットプリントは同じままだからです。
プロセス制御も同様に重要です。グルコースとpHのフィードバック制御は、乳酸 とアンモニア の蓄積を制限し、各生産ランの有効ウィンドウを延ばします[1] . 率直に言えば、大きな容器は弱い運用ウィンドウを修正しません。より大きな容器にコミットする前に、運用ウィンドウをロックしてください。
ダウンタイムと汚染リスクを削減するための運用計画
紙上の高出力は、プロセスがバッチからバッチへとクリーンに運行できない場合、ほとんど意味がありません。
検証済みのCIP/SIP, 無菌配管、および定期的なセンサー校正は、培地の無菌性に関するベストプラクティスに従い、バッチ損失を抑えるのに役立ちます。ここでスケールアップはしばしば痛みを伴う実践的なものになります。 開発中では問題ないように見えるプロセスも、ダウンタイム、汚染イベント、またはセンサーの読み取り値のドリフトが稼働時間を削るため、プラント規模では損失を出す可能性があります。
ラン中に代謝物抑制が蓄積し成長率が低下した場合、低下するランを続けるよりも、バッチを停止して抑制されていない成長率で再開する方が安価なことがよくあります[1] . その判断はリアルタイムのプロセスデータに依存します。オペレーターは、遅延や部分的な情報ではなく、容器内で何が起こっているかを明確に把握する必要があります。
専門機器と材料の調達規律とサプライヤーアクセス
プロセスウィンドウが固定されたら、調達はそれをサポートし、先行しないようにする必要があります。
一般的なスケールアップの間違いの一つは、プロセスの仮定が証明される前に過剰に構築することです。 完全展開の前に技術経済分析を行うことで、各リアクターサイズがサポートできる成長収量と密度を定義するのに役立ちます[2]. これにより、チームは予想される生産目標ではなく、検証されたプロセスデータに基づいて容量を段階的に配置できます。
その時点で、調達の規律が重要です。
実行可能な商業コストモデルに必要なもの
完全展開前の技術経済モデリングの役割
これらの運用制約は、コストモデルが実際にそれらを反映している場合にのみ重要です。簡単に言えば、商業コストモデルは、その下にある仮定がどれだけ健全であるかにかかっています。どのチームも資本を投入する前に、ユニットエコノミクスを駆動する変数をプレッシャーテストする必要があります:メディアの強度、バイオリアクターの利用率、ユーティリティの需要、メンテナンスの負荷、そして汚染のリスク。
そこで、技術経済分析(TEA)が登場します。TEAは、生物学的限界、ユーティリティの需要、ダウンタイムを一緒に評価するべきです。ポイントは、これらの制約を投資決定に変えることであり、エンジニアリングノートに埋もれさせないことです。
施設のオーバーヘッドも初日からモデルに組み込む必要があります。メンテナンス、保険、その他の固定オーバーヘッドはすぐに積み重なります。労働コスト、資本チャージファクター、高細胞密度での冷却のためのユーティリティ需要も同様です。これらの入力が建設前にモデル化されていない場合、ビジネスケースはほぼ常に出力を過大評価し、オーバーヘッドを過小評価します。
モデルがプラントの現実を反映したら、調達がそれに一致する必要があります。
商業的意思決定のための重要なポイント
主なコスト要因は、成長媒体、設備、施設、運用効率であり、規模が大きくなるほど管理が難しくなります。酸素移動、CO₂除去、混合に関する技術的限界は、より大きな容量でも消えません。それらはより厳しくなります。316Lステンレス鋼、電解研磨、自動CIP/SIPシステムを含む無菌インフラは、主要な資本コストを追加します[1].
最も強力なコスト管理アプローチは、次の3つの部分を統合します:
- プロセスの最適化とスケールアップの課題への対処
- 慎重な能力拡張
- 専門的な入力の信頼できる調達
スケールアップは、モデルがプロセスの現実に一致し、調達がプロセスデータに従う場合にのみ機能します。
よくある質問
なぜ大きなバイオリアクターが常に単位コストを下げるわけではないのですか?
スケールアップは新たな非効率を引き起こす可能性があります。大きなバイオリアクターでは、プロセス条件を厳密に制御することが難しくなります。活発なエアレーションが必要になることもあり、これがエネルギー使用を押し上げ、剪断応力による損傷のリスクを増加させる可能性があります。
また、大きなシステムでは混合が不十分になったり、物質移動の限界、バッチ間の変動、汚染リスクの増加に直面することがあります。そのため、単位コストは単にスケールだけでなく、培地コスト、細胞生理学、信頼性のあるプロセス制御に依存します。
商業規模で最初に出力を制限するのは何ですか?
商業規模では、出力は通常、バルク細胞生産プロセスをどこまでスケールアップできるかによって最初に制限されます。動物細胞は微生物細胞よりも成長が遅いため、初期の生産量は多くのチームが望むよりも早く上限に達することがあります。
大規模システムは物質移動の限界にも直面します。実際には、ガススパージングと攪拌を慎重にバランスさせる必要があります。酸素移動を強く押しすぎると、剪断が増加します。あまりにも控えめにすると、細胞が必要なものを得られない可能性があります。このトレードオフは、微生物よりも流体力学的ストレスに対する耐性がはるかに低い繊細な動物細胞にとってさらに重要です。
TEAはいつスケールアップの決定を導くべきですか?
TEAは、コストが高く、経済的な実行可能性をテストするために予測モデリングが必要な大規模バイオリアクターシステムを設計および構築する際に、スケールアップの決定を導くべきです。
これは、チームが主要な資本支出の前に施設設計、バイオリアクターの作業容量、およびコスト削減策を評価するのに役立ちます。また、生産シナリオと運用戦略を比較することで、エネルギー使用とプロセス要件のバランスを取ることができます。









