

การปนเปื้อนในเครื่องปฏิกรณ์ชีวภาพสามารถทำลายทั้งชุดและมีค่าใช้จ่ายหลายพัน การผลิตเนื้อสัตว์ที่เพาะเลี้ยงต้องพึ่งพาการรักษาสภาพแวดล้อมที่ปลอดเชื้อเพื่อการเจริญเติบโตของเซลล์สัตว์ที่อ่อนไหว ความเสี่ยงสูง แต่มีวิธีการที่พิสูจน์แล้วในการป้องกันการปนเปื้อน ตั้งแต่ระเบียบการแต่งกายที่เข้มงวดไปจนถึง ระบบกรองขั้นสูง, นี่คือสิ่งที่คุณจำเป็นต้องรู้:
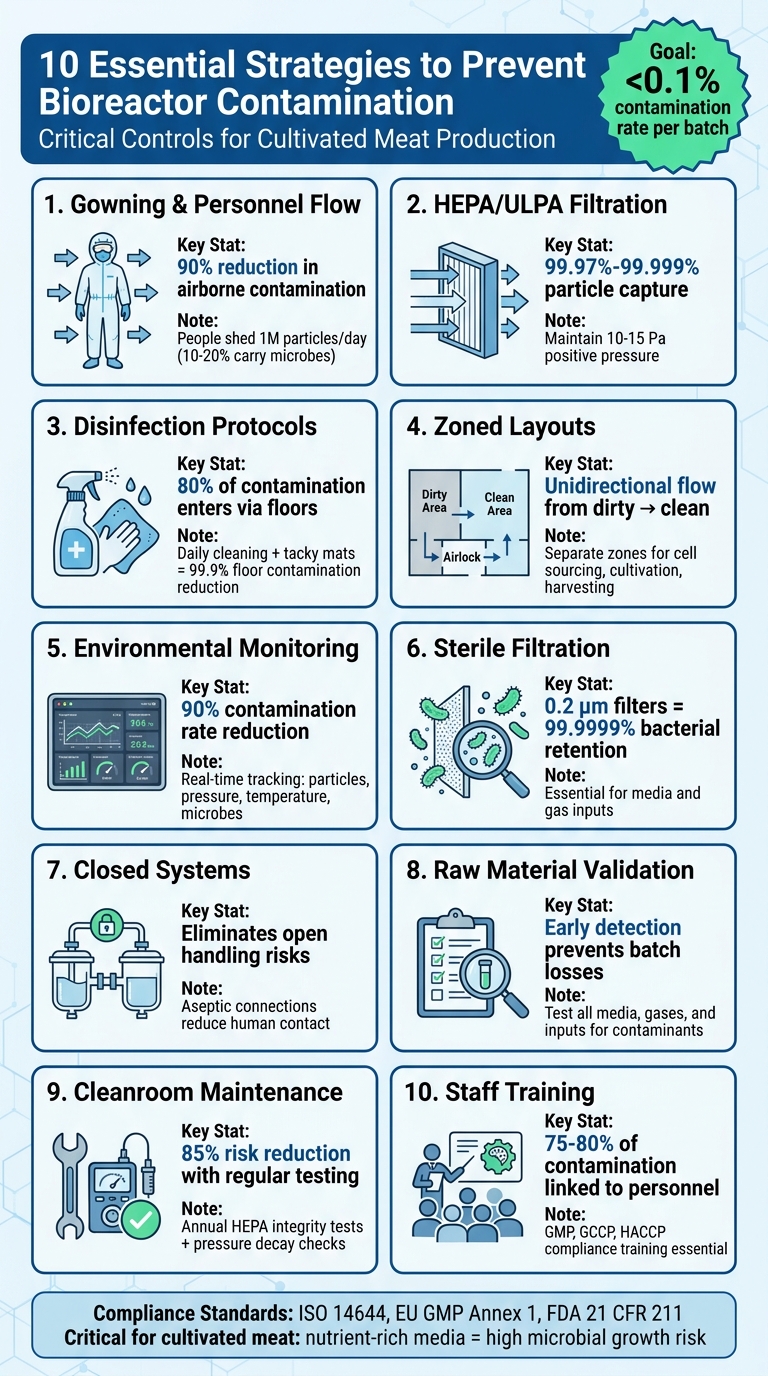
- การแต่งกายและการเคลื่อนไหวของบุคลากร: คนเป็นแหล่งปนเปื้อนที่ใหญ่ที่สุด ใช้ชุดปลอดเชื้อเต็มตัว ถุงมือ และหน้ากาก พร้อมกับการควบคุมการเคลื่อนไหวที่เข้มงวด
- HEPA/ULPA การกรอง: ตัวกรองเหล่านี้ดักจับอนุภาคได้ 99.97%-99.999% จับคู่กับแรงดันบวกเพื่อลดความเสี่ยงทางอากาศ
- กิจวัตรการฆ่าเชื้อ: ทำความสะอาดพื้นผิวทุกวันและใช้แผ่นเหนียวสำหรับพื้นเพื่อป้องกันการปนเปื้อน 80%
- การจัดโซน: แยกพื้นที่ "สกปรก" และ "สะอาด" ด้วยการทำงานแบบทิศทางเดียวเพื่อลดการปนเปื้อนข้าม.
- การตรวจสอบสิ่งแวดล้อม: การติดตามอนุภาค, ความดัน, และจุลินทรีย์แบบเรียลไทม์สามารถลดอัตราการปนเปื้อนได้ถึง 90%.
- การกรองปลอดเชื้อ: ใช้ตัวกรองขนาด 0.2 μm สำหรับสื่อและการป้อนก๊าซเพื่อป้องกันแบคทีเรียและเชื้อรา.
- ระบบปิด: การเชื่อมต่อแบบปลอดเชื้อช่วยลดการสัมผัสของมนุษย์และความเสี่ยงในการปนเปื้อน.
- การตรวจสอบวัตถุดิบ: ทดสอบและตรวจสอบการป้อนทั้งหมด รวมถึงสื่อและก๊าซ เพื่อจับสารปนเปื้อนตั้งแต่เนิ่นๆ.
- การบำรุงรักษาห้องสะอาด: ทดสอบตัวกรอง HEPA และการไหลของอากาศเป็นประจำเพื่อให้แน่ใจว่าห้องสะอาดมีความสมบูรณ์.
- การฝึกอบรมพนักงาน: ให้ความรู้แก่บุคลากรในการจัดการวัสดุอย่างถูกต้องและระบุความเสี่ยง.
ขั้นตอนเหล่านี้ช่วยให้การปนเปื้อนต่ำกว่า 0.
1%, เป็นเกณฑ์มาตรฐานที่สำคัญสำหรับการผลิตเนื้อสัตว์ที่เพาะเลี้ยง คอยระวัง ตรวจสอบกระบวนการของคุณ และลงทุนในเครื่องมือที่เชื่อถือได้เพื่อปกป้องการดำเนินงานของคุณ
10 กลยุทธ์สำคัญในการป้องกันการปนเปื้อนของเครื่องปฏิกรณ์ชีวภาพในห้องสะอาด
ลดการปนเปื้อนของการเพาะเลี้ยงเซลล์: แหล่งที่มาของการปนเปื้อน
sbb-itb-ffee270
1. ใช้การควบคุมการแต่งกายและการไหลของบุคลากรอย่างเข้มงวด
คนเป็นแหล่งที่มาของการปนเปื้อนที่ใหญ่ที่สุดในห้องสะอาด ปล่อยอนุภาคประมาณ 1 ล้านอนุภาคทุกวัน ในจำนวนนี้ 10–20% มีจุลินทรีย์ที่สามารถคุกคามความปลอดเชื้อของเครื่องปฏิกรณ์ชีวภาพ [3]. ในสถานประกอบการชีวเภสัช บุคลากรมีความเกี่ยวข้องกับกรณีการปนเปื้อน 75–80% [5], ซึ่งทำให้การควบคุมการแต่งกายและการไหลของบุคลากรเป็นการปฏิบัติที่สำคัญใน การขยายการผลิตเนื้อสัตว์ที่เพาะเลี้ยง.
วิธีการสวมใส่ชุดป้องกันการปนเปื้อน
การปฏิบัติตามระเบียบการสวมใส่ชุดป้องกันอย่างเคร่งครัด เช่น การสวมใส่ชุดเต็มตัวที่ปลอดเชื้อ, หมวกคลุม, รองเท้าบูท, ถุงมือ, และหน้ากาก ทำหน้าที่เป็นเกราะป้องกัน ลดการปนเปื้อนในอากาศได้ถึง 90% เมื่อจับคู่กับโปรแกรมการฝึกอบรมที่เหมาะสม [2]. ตัวอย่างเช่น การศึกษาปี 2022 พบว่าการปฏิบัติตามการสวมใส่ชุดป้องกันอย่างเข้มงวดลดอัตราการปนเปื้อนในเครื่องปฏิกรณ์ชีวภาพลงได้ 65% ในระหว่างกระบวนการเพาะเลี้ยงเซลล์ [7]. ระดับการควบคุมนี้มีความสำคัญอย่างยิ่งในการปกป้องเซลล์สัตว์เลี้ยงลูกด้วยนมที่ละเอียดอ่อนซึ่งใช้ในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
การปฏิบัติตาม ISO 14644 และมาตรฐาน GMP
ISO 14644 กำหนดขั้นตอนการสวมใส่ชุดป้องกันเฉพาะสำหรับห้องสะอาดระดับ Class 5 (และสะอาดกว่า) ซึ่งจำกัดอนุภาคให้น้อยกว่า 100 ต่อฟุตลูกบาศก์ (0.5 μm) มาตรฐานเหล่านี้พึ่งพาสถานีสวมใส่ชุดป้องกันแบบลามินาร์โฟลว์และวิธีการที่ผ่านการตรวจสอบแล้ว [4]. ในทำนองเดียวกัน EU GMP Annex 1 กำหนดให้มีการตรวจสอบการสวมใส่เสื้อผ้าที่มีการบันทึกในโซนเกรด A และ B เพื่อลดจำนวนจุลินทรีย์จาก 10³ CFU/m³ ให้ต่ำกว่า 1 CFU/m³ [6]. ห้องล็อกอากาศ ห้องเปลี่ยนเสื้อผ้าแบบลำดับ และการจราจรของบุคลากรทางเดียวเป็นมาตรการเพิ่มเติมเพื่อป้องกันการปนเปื้อนข้าม [1].
กฎระเบียบดังกล่าวเน้นย้ำถึงความสำคัญของการควบคุมการสวมใส่เสื้อผ้าและการไหลเวียนที่แข็งแกร่งเพื่อรักษาความปลอดเชื้อในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
ทำไมสิ่งนี้จึงสำคัญสำหรับเนื้อสัตว์ที่เพาะเลี้ยง
เครื่องปฏิกรณ์ชีวภาพสำหรับเนื้อสัตว์ที่เพาะเลี้ยงมีสื่อที่อุดมไปด้วยสารอาหารที่ส่งเสริมการเจริญเติบโตของจุลินทรีย์ สารปนเปื้อนเช่น Staphylococcus aureus และ Aspergillus สปีชีส์สามารถทำลายชุดการผลิตทั้งหมดได้ ซึ่งอาจมีค่าใช้จ่ายหลายหมื่นปอนด์เพื่อหลีกเลี่ยงสิ่งนี้ สถานที่ควรบังคับใช้ขั้นตอนการสวมชุดที่ได้รับการตรวจสอบเจ็ดขั้นตอน: ถอดเสื้อผ้าชั้นนอก ล้างมือ สวมที่ครอบรองเท้า สวมหมวกและหน้ากาก สวมชุดจัมพ์สูท สวมถุงมือ และสวมแว่นตา แต่ละขั้นตอนควรได้รับการตรวจสอบความถูกต้องโดยใช้การทดสอบแผ่นสัมผัสเพื่อให้แน่ใจว่ามีการปฏิบัติตามและมีประสิทธิภาพ
2. รักษาการกรอง HEPA/ULPA และความแตกต่างของแรงดันบวก
ประสิทธิภาพในการป้องกันการปนเปื้อน
แผ่นกรอง HEPA ถูกออกแบบมาเพื่อดักจับอนุภาค 99.97% ที่มีขนาด 0.3 μm หรือใหญ่กว่า ในขณะที่แผ่นกรอง ULPA ไปไกลกว่านั้น โดยจับอนุภาค 99.999% ที่มีขนาดเล็กถึง 0.12 μm แผ่นกรองเหล่านี้มีประสิทธิภาพสูงในการกำจัดอนุภาคในอากาศ รวมถึงสปอร์ของ Bacillus (1–2 μm) ซึ่งเป็นภัยคุกคามต่อวัฒนธรรมเซลล์เนื้อสัตว์ที่เพาะเลี้ยง[8]. การตรวจสอบแสดงให้เห็นว่าการรวมการกรอง HEPA/ULPA กับแรงดันบวกสามารถลดอัตราการปนเปื้อนในห้องสะอาด ISO 7 ได้อย่างมีนัยสำคัญ - จาก 5–10% เหลือเพียง 0.1–0.5%[14].
ความแตกต่างของแรงดันบวก ซึ่งโดยทั่วไปจะรักษาไว้ที่ 10–15 Pa ระหว่างโซนห้องสะอาด ช่วยเสริมระบบการกรองเหล่านี้โดยการทำให้อากาศไหลออกจากพื้นที่ที่สะอาดกว่าไปยังพื้นที่ที่สะอาดน้อยกว่า สิ่งอำนวยความสะดวกที่รักษาความแตกต่างของแรงดันที่ 12–20 Pa รายงานว่ามีเหตุการณ์การปนเปื้อนน้อยลงถึง 80% เมื่อเทียบกับการตั้งค่าแรงดันที่เป็นกลาง[9]. สิ่งนี้มีความสำคัญอย่างยิ่งในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ซึ่งแม้แต่หน่วยสร้างอาณานิคม (CFU) เพียงหน่วยเดียวต่อลิตรสามารถทำให้ชุด 1,000 ลิตรเสียหายได้ โดยการรวมการกรอง HEPA/ULPA กับแรงดันบวก ความเสี่ยงของการปนเปื้อนสามารถลดลงได้มากถึง 95% เมื่อเทียบกับสภาพแวดล้อมการประมวลผลแบบเปิด[14].
การปฏิบัติตามมาตรฐาน ISO 14644 และ GMP
ระบบกรอง HEPA/ULPA และระบบแรงดันบวกไม่เพียงแต่มีประสิทธิภาพเท่านั้น แต่ยังเป็นข้อกำหนดตามมาตรฐานห้องสะอาดสากล ISO 14644-1 กำหนดให้ตัวกรอง HEPA/ULPA ต้องมีประสิทธิภาพ 99.99% และต้องมีการตรวจสอบแรงดันบวกอย่างต่อเนื่องในห้องสะอาดที่มีการจัดประเภท ตัวอย่างเช่น ห้องสะอาด ISO 7 (เกรด B) ต้องรักษาระดับอนุภาคที่หรือต่ำกว่า 352,000 อนุภาคต่อลูกบาศก์เมตรสำหรับอนุภาค ≥0.5 μm[10].
EU GMP ภาคผนวก 1 เพิ่มข้อกำหนดเพิ่มเติม เช่น การรักษาแรงดันบวกขั้นต่ำ 30 Pa ในโซนคลาส A เมื่อเทียบกับพื้นที่ใกล้เคียง นอกจากนี้ยังบังคับให้มีการทดสอบความสมบูรณ์ของตัวกรองเป็นประจำทุก 6–12 เดือนโดยใช้เครื่องวัดแสงละออง DOP/PAO[10]. แนวทางปฏิบัติที่ดีที่สุดรวมถึงการตรวจสอบแรงดันรายวัน (พร้อมตั้งค่าการเตือนสำหรับการเบี่ยงเบนต่ำกว่า 10 Pa) การทดสอบตัวกรองรายไตรมาส และการรับรองใหม่ประจำปีการจัดทำเอกสารที่ถูกต้องเกี่ยวกับระดับความดันและอนุภาคไม่เพียงแต่สนับสนุนการปฏิบัติตาม GMP แต่ยังสามารถลดปัญหาการตรวจสอบได้ถึง 90%[11].
ความเกี่ยวข้องกับกระบวนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
สำหรับการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ซึ่งใช้เซรั่มฟรีมีเดีย ไบโอรีแอคเตอร์มีความเสี่ยงต่อการปนเปื้อนในอากาศ เช่น แลคโตบาซิลลัส ซึ่งเติบโตอย่างรวดเร็ว ห้องสะอาดของไบโอฟาร์มาในสหราชอาณาจักรที่ใช้การกรอง ULPA และความแตกต่างของความดัน 15 Pa ลดจำนวนอนุภาคจาก 50 CFU/m³ เหลือน้อยกว่า 1 CFU/m³ ป้องกันเหตุการณ์การปนเปื้อนหลายครั้ง [14]. ระดับการควบคุมนี้มีความสำคัญต่อการรักษาความมีชีวิตของเซลล์ให้อยู่เหนือ 90% โดยเฉพาะอย่างยิ่งเมื่อการดำเนินงานขยายจากโครงการนำร่องไปสู่ระบบการผลิตอุตสาหกรรมที่มีความจุสูงถึง 20,000 ลิตร
เพื่อตอบสนองความต้องการเหล่านี้ โรงงานผลิตเนื้อสัตว์เพาะเลี้ยงต้องลงทุนในส่วนประกอบของห้องสะอาดระดับสูง เช่น หน่วยกรองขั้นสูงและเซ็นเซอร์ที่แม่นยำและ ซอฟต์แวร์ควบคุมกระบวนการชีวภาพ สำหรับการตรวจสอบความแตกต่างของแรงดัน แพลตฟอร์มเช่น
3. ปฏิบัติตามโปรโตคอลการฆ่าเชื้อด้วยตนเองและอัตโนมัติเป็นประจำ
ประสิทธิภาพในการป้องกันการปนเปื้อน
การฆ่าเชื้อมีบทบาทสำคัญในการปกป้องเครื่องปฏิกรณ์ชีวภาพจากการปนเปื้อนการทำความสะอาดพื้นผิวภายนอกด้วยมือทุกวัน - เช่น ม้านั่ง ชั้นวาง เครื่องมือ และอุปกรณ์ - โดยใช้ผ้าเช็ดแบบใช้แล้วทิ้งและน้ำยาฆ่าเชื้อ สามารถกำจัดจุลินทรีย์ได้อย่างมีประสิทธิภาพก่อนที่พวกมันจะเข้าสู่ระบบไบโอรีแอคเตอร์ [16].
การฆ่าเชื้อในระดับพื้นมีความสำคัญเป็นพิเศษ เนื่องจากการปนเปื้อนถึง 80% มาจากพื้น [15]. Elizabeth Makin จาก Dycem เน้นย้ำถึงความเสี่ยงนี้:
"มีการกล่าวว่าการปนเปื้อนในห้องสะอาด 80% เข้าสู่พื้นที่วิกฤตผ่านระดับพื้น ทำให้เป็นความเสี่ยงที่สำคัญที่ต้องจัดการเป็นส่วนหนึ่งของกลยุทธ์การควบคุมการปนเปื้อนของคุณ" [15]
การใช้แผ่นเหนียวสามารถลดการปนเปื้อนของพื้นได้ถึง 99.9% และอนุภาคในอากาศได้ถึง 75% [15]. เมื่อจับคู่กับการถูพื้นและการดูดฝุ่นอย่างเหมาะสมก่อนแต่ละกะ มาตรการเหล่านี้จะลดโอกาสที่สารปนเปื้อนจะเข้าสู่ปัจจัยนำเข้าของเครื่องปฏิกรณ์ชีวภาพได้อย่างมาก การปฏิบัติการฆ่าเชื้อเหล่านี้สอดคล้องกับข้อกำหนดที่เข้มงวดของมาตรฐาน ISO 14644 และ GMP ซึ่งจะกล่าวถึงด้านล่างนี้
การปฏิบัติตามมาตรฐาน ISO 14644 และ GMP
ISO 14644 กำหนดแนวทางที่ชัดเจนสำหรับความถี่ในการทำความสะอาดและวัสดุเพื่อรักษาการรับรองห้องสะอาด สำหรับสภาพแวดล้อม ISO Class 5 อุปกรณ์ทำความสะอาดทั้งหมด เช่น ผ้าเช็ดทำความสะอาด สำลี และผงซักฟอก ต้องปลอดเชื้อและปล่อยอนุภาคน้อยที่สุด [15]. การทดสอบสิ่งแวดล้อมจำเป็นต้องทำทุกหกเดือนสำหรับห้องสะอาด ISO Class 5 ในขณะที่ ISO Class 6 และสูงกว่าต้องการการทดสอบอย่างน้อยปีละครั้ง [16].
กระบวนการทำความสะอาดอย่างเป็นระบบเป็นสิ่งจำเป็นสำหรับการปฏิบัติตามมาตรฐาน เริ่มจากเพดาน จากนั้นย้ายไปที่ผนัง หน้าต่าง และสุดท้ายคือพื้นลำดับนี้ช่วยให้อนุภาคที่หลุดออกระหว่างการทำความสะอาดถูกจับได้อย่างมีประสิทธิภาพ [15][17]. พนักงานทำความสะอาดควรทำงานอย่างช้าๆ เพื่อลดการกวนอากาศ ซึ่งอาจทำให้สารปนเปื้อนแพร่กระจาย [17].
ความง่ายในการผสานเข้ากับกระบวนการทำงานในห้องสะอาด
โปรโตคอลการฆ่าเชื้อสามารถผสานเข้ากับกระบวนการทำงานในห้องสะอาดได้อย่างราบรื่น เสริมกับกระบวนการสวมชุดและการกรอง เพื่อหลีกเลี่ยงการนำสารปนเปื้อนเข้ามา สิ่งอำนวยความสะดวกควรรักษาคลังสินค้าทำความสะอาดแยกต่างหากสำหรับห้องสะอาดเท่านั้น โปรโตคอลเหล่านี้ควรสอดคล้องกับตารางการทำงานและขั้นตอนการรับวัสดุ [17]. งานประจำวันควรรวมถึงการทำความสะอาดและการทำให้แห้งของหน้าต่างและช่องผ่านเพื่อปกป้องโซนการถ่ายโอนวัสดุ การตอบสนองต่อการหกทันทีเป็นสิ่งสำคัญเพื่อป้องกันการแพร่กระจายของสารปนเปื้อน [17].
ความเกี่ยวข้องกับกระบวนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
ในกระบวนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง มีการใช้มาตรการฆ่าเชื้อที่เข้มงวดร่วมกับการสวมใส่ชุดป้องกันและการกรอง HEPA/ULPA เพื่อรักษาความสมบูรณ์ของผลิตภัณฑ์ การทำความสะอาด พื้นผิวของเครื่องปฏิกรณ์ชีวภาพ อุปกรณ์การถ่ายโอน และพอร์ตการสุ่มตัวอย่าง เป็นสิ่งสำคัญในการลดความเสี่ยงของการปนเปื้อน การใช้วัสดุทำความสะอาดที่เป็นไปตามมาตรฐาน ISO ช่วยให้มั่นใจได้ว่ามีการปฏิบัติตามมาตรฐานที่เข้มงวดที่จำเป็นในสาขานี้ แพลตฟอร์มเช่น
4. ออกแบบการจัดวางโซนด้วยการไหลของวัสดุและกระบวนการในทิศทางเดียว
ประสิทธิภาพในการป้องกันการปนเปื้อน
การจัดวางโซนด้วยการไหลของวัสดุและบุคลากรในทิศทางเดียวเป็นกุญแจสำคัญในการลดการปนเปื้อนโดยการนำการเคลื่อนไหวจากพื้นที่ "สกปรก" ไปยังพื้นที่ "สะอาด" การออกแบบเหล่านี้ช่วยให้มั่นใจว่าความเสี่ยงจะถูกจัดการในทุกขั้นตอนของการผลิต ซึ่งมีความสำคัญอย่างยิ่งในระหว่างการจัดหาสเต็มเซลล์ เนื่องจากการตรวจชิ้นเนื้อสัตว์ดิบมักมีภาระเชื้อโรคสูง การแบ่งกระบวนการผลิตออกเป็นโซนที่แตกต่างกัน - เช่น การคัดเลือกเซลล์ การเพาะเลี้ยง การเก็บเกี่ยว และการแปรรูป - ช่วยให้สามารถใช้การควบคุมการปนเปื้อนที่เฉพาะเจาะจงในแต่ละขั้นตอนได้ ตัวอย่างเช่น ในขั้นตอนการขยายเซลล์ ซึ่งเป็นขั้นตอนที่เซลล์เพาะเลี้ยงถูกขยายก่อนที่จะเพิ่มการผลิต เริ่มต้นด้วยมาตรฐานห้องสะอาดระดับเภสัชกรรม เมื่อกระบวนการดำเนินไป การควบคุมสามารถเปลี่ยนไปใช้มาตรฐานการผลิตอาหารเพื่อสร้างสมดุลระหว่างการควบคุมการปนเปื้อนและประสิทธิภาพการดำเนินงาน ระบบอัตโนมัติแบบปิดยังช่วยเพิ่มความปลอดภัยโดยลดการมีปฏิสัมพันธ์ของมนุษย์ เร่งการผลิต และลดความเสี่ยงของการปนเปื้อนมาตรการทั้งหมดนี้ต้องเป็นไปตามมาตรฐาน ISO 14644 และ GMP เพื่อความปลอดภัยและคุณภาพ
การปฏิบัติตามมาตรฐาน ISO 14644 และ GMP
มาตรฐานห้องสะอาดภายใต้ ISO 14644 มีความสำคัญอย่างยิ่งสำหรับขั้นตอนการเก็บรักษาและขยายเซลล์ ซึ่งมีความเสี่ยงต่อการปนเปื้อนสูงสุด ในระยะเริ่มต้นของการจัดหาเซลล์ สภาพปลอดเชื้อที่คล้ายกับสภาพแวดล้อมทางคลินิกเป็นสิ่งจำเป็น เนื่องจากเนื้อเยื่อที่มาจากสัตว์มักมาจากพื้นที่ที่มีแนวโน้มที่จะมีแบคทีเรียในลำไส้ การรักษาความสะอาดอย่างเข้มงวดระหว่างการขนส่งก็เป็นสิ่งที่ไม่สามารถต่อรองได้[19] .
การประยุกต์ใช้หลักการวิเคราะห์อันตรายและจุดควบคุมวิกฤต (HACCP) ช่วยระบุพื้นที่ที่มีแนวโน้มที่จะเกิดการปนเปื้อนข้ามภายในการจัดวางโซน The Food Standards Agency underscores the value of this approach:
"The principles of Codex and HACCP provide a solid basis to build specific guidelines and quality control plans for this sector, and learnings can be drawn from the clinical / biopharmaceutical industry and adapted to novel food requirements." [19]
ความเกี่ยวข้องกับกระบวนการผลิตเนื้อสัตว์เพาะเลี้ยง
การจัดวางพื้นที่แบบแบ่งโซนมีบทบาทสำคัญในการรักษาการควบคุมการปนเปื้อนที่เข้มงวดซึ่งจำเป็นสำหรับการผลิตเนื้อสัตว์เพาะเลี้ยง พื้นที่ต่างๆ ของโรงงานต้องการระดับการควบคุมที่แตกต่างกัน: ห้องสะอาดระดับ ISO เป็นสิ่งจำเป็นสำหรับการเพาะเลี้ยงเมล็ดพันธุ์ มาตรฐานอาหารระดับกลางเพียงพอสำหรับการเพาะเลี้ยงขนาดใหญ่ และการเก็บเกี่ยวสามารถปฏิบัติตามโปรโตคอล GMP และ HACCP ได้ พื้นที่ทดสอบก็มีความสำคัญเช่นกันเนื่องจากแบคทีเรียและเชื้อราเป็นสาเหตุของความขุ่นที่มองเห็นได้ แต่ไวรัสและไมโคพลาสมาไม่เป็นเช่นนั้น จึงจำเป็นต้องใช้วิธีการตรวจจับเฉพาะทาง [19].
เพื่อสนับสนุนการควบคุมการปนเปื้อนแบบแบ่งชั้นเหล่านี้ บริษัทเช่น
5. ติดตั้งระบบตรวจสอบสิ่งแวดล้อมอย่างต่อเนื่อง
ประสิทธิภาพในการป้องกันการปนเปื้อน
ระบบตรวจสอบสิ่งแวดล้อมอย่างต่อเนื่องจะเฝ้าติดตามปัจจัยสำคัญ เช่น อนุภาคในอากาศ อุณหภูมิ ความชื้น ความแตกต่างของความดัน และการปนเปื้อนของจุลินทรีย์แบบเรียลไทม์ การติดตามแบบเรียลไทม์นี้เป็นการเปลี่ยนแปลงที่สำคัญ สามารถ ลดอัตราการปนเปื้อนได้ถึง 90%ในห้องสะอาดของชีวเภสัชกรรมโดยการเปิดโอกาสให้ดำเนินการแก้ไขได้ทันที[22]. สำหรับการผลิตเนื้อสัตว์ที่เพาะเลี้ยง สิ่งนี้มีความสำคัญอย่างยิ่งในระหว่างการขยายขนาดการเพาะเลี้ยงเซลล์ ซึ่งการปนเปื้อนสามารถทำให้การผลิตในถังชีวปฏิกรณ์ล้มเหลว 20–40%, โดยมีจุลินทรีย์ในอากาศเป็นสาเหตุของเหตุการณ์เหล่านี้ถึง 70%[23].
ระบบเหล่านี้รวมเครื่องมือเช่น เครื่องนับอนุภาค เครื่องเก็บตัวอย่างจุลินทรีย์ และเซ็นเซอร์สิ่งแวดล้อมเข้ากับการบันทึกข้อมูลและฟังก์ชันการเตือน เมื่อพารามิเตอร์ - เช่น จำนวนอนุภาคหรือความชื้น - เกินเกณฑ์ ISO ที่ยอมรับได้ การแจ้งเตือนอัตโนมัติจะกระตุ้นให้มีการตรวจสอบและดำเนินการอย่างรวดเร็ว วิธีการเชิงรุกนี้ช่วยให้การเบี่ยงเบนเล็กน้อยไม่กลายเป็นปัญหาการปนเปื้อนใหญ่ที่อาจทำลายชุดการผลิตทั้งหมด ซึ่งเสริมมาตรการควบคุมการปนเปื้อนอื่น ๆ ที่มีอยู่แล้ว
การปฏิบัติตามมาตรฐาน ISO 14644 และ GMP
ระบบการตรวจสอบอย่างต่อเนื่องยังมีบทบาทสำคัญในการปฏิบัติตามมาตรฐาน ISO 14644 และ GMP ตัวอย่างเช่น ISO 14644-1 กำหนดการจัดประเภทห้องสะอาดตามระดับอนุภาคสูงสุดที่อนุญาต - ISO 7 อนุญาต ≤352,000 อนุภาค/ม³ ≥0.5μm การตรวจสอบอย่างต่อเนื่องช่วยให้มั่นใจว่าสถานที่รักษาการเกินไม่เกิน 10% ตลอดทั้งปี โดยการศึกษาปี 2022 แสดงให้เห็นว่าสถานที่ที่ใช้ระบบอัตโนมัติบรรลุ การปฏิบัติตามมาตรฐาน 99.9% กับขีดจำกัดอนุภาคที่มีชีวิตของ GMP (<1 CFU/m³ ในโซนเกรด A)
ต่างจากการสุ่มตัวอย่างด้วยมือเป็นระยะ ๆ ซึ่งอาจพลาดการปนเปื้อนระหว่างการตรวจสอบ ระบบเหล่านี้สร้างบันทึกที่ตรวจสอบได้อย่างต่อเนื่องสิ่งนี้มีคุณค่าสำหรับผู้ผลิตเนื้อสัตว์ที่เพาะเลี้ยงซึ่งกำลังมองหาการอนุมัติตามกฎระเบียบ เนื่องจากแสดงให้เห็นถึงการควบคุมกระบวนการอย่างเข้มงวดและรับรองการรับรองความปลอดภัยของผลิตภัณฑ์ การสอบเทียบเป็นประจำที่ดำเนินการทุกไตรมาสตามมาตรฐาน ISO 14644-2 รับประกันความแม่นยำของเซ็นเซอร์และทำให้ระบบสอดคล้องกับข้อกำหนดด้านกฎระเบียบ
ความง่ายในการบูรณาการเข้ากับกระบวนการทำงานในห้องปลอดเชื้อ
ระบบการตรวจสอบที่ทันสมัยได้รับการออกแบบมาให้เข้ากับกระบวนการทำงานที่มีอยู่ได้อย่างราบรื่น โดยมีแดชบอร์ดแบบรวมสำหรับผู้ปฏิบัติงาน ด้วยตัวเลือกการบูรณาการที่ยืดหยุ่น ระบบเหล่านี้ลดความท้าทายในการติดตั้งในขณะที่ยังคงความน่าเชื่อถือและการปฏิบัติตามข้อกำหนด เพื่อประสิทธิภาพที่ดีที่สุด เซ็นเซอร์หลายพารามิเตอร์ควรวางไว้ในตำแหน่งที่สำคัญ เช่น จุดเข้าไบโอรีแอคเตอร์และช่องลมวัสดุ โดยรวบรวมข้อมูลทุก 1–5 นาทีสำหรับพารามิเตอร์สำคัญ [20] .
การรวมเข้ากับระบบ SCADA ช่วยให้สามารถบันทึกและวิเคราะห์แนวโน้มได้ตลอดเวลา ซึ่งมีความสำคัญในการระบุสาเหตุของการปนเปื้อน สำหรับผู้ผลิตเนื้อสัตว์เพาะเลี้ยงที่ใช้แพลตฟอร์มเช่น
ความเกี่ยวข้องกับกระบวนการผลิตเนื้อสัตว์เพาะเลี้ยง
การผลิตเนื้อสัตว์เพาะเลี้ยงมาพร้อมกับความท้าทายที่ต้องการความแม่นยำเกินกว่าพารามิเตอร์ห้องสะอาดมาตรฐาน ความเสถียรของอุณหภูมิตัวอย่างเช่น มีความสำคัญ เนื่องจากการเพาะเลี้ยงเซลล์สัตว์เลี้ยงลูกด้วยนมมักต้องการให้อยู่ในช่วง ±2°C ของ 37°C การเก็บตัวอย่างอากาศที่มีอนุภาคที่มีชีวิตในระหว่าง การเตรียมสื่อ และการฉีดเชื้อสามารถตรวจจับสปอร์ของเชื้อราได้ตั้งแต่เนิ่นๆ ป้องกันการปนเปื้อนในไบโอรีแอคเตอร์การวิเคราะห์ข้อมูลสิ่งแวดล้อมควบคู่ไปกับประสิทธิภาพของไบโอรีแอคเตอร์ยังสามารถเผยสัญญาณเตือนล่วงหน้าได้ เช่น การเพิ่มขึ้นเล็กน้อยของความชื้นร่วมกับจำนวนอนุภาคที่สูงขึ้น ซึ่งอาจบ่งบอกถึงปัญหาของแผ่นกรอง HEPA [21].
6. ใช้การกรองปลอดเชื้อสำหรับสื่อและการป้อนก๊าซ
การกรองปลอดเชื้อเพิ่มชั้นป้องกันอีกชั้นหนึ่งต่อการปนเปื้อนในระบบไบโอรีแอคเตอร์ เพื่อให้มั่นใจว่าสารปนเปื้อนจากจุลินทรีย์ถูกบล็อกอย่างมีประสิทธิภาพจากการเข้าสู่ผ่านสื่อและการป้อนก๊าซ
ประสิทธิภาพในการป้องกันการปนเปื้อน
การกรองปลอดเชื้อทำงานโดยใช้แผ่นกรองที่มีขนาดรูพรุน 0.2 μm หรือน้อยกว่าเพื่อบล็อกแบคทีเรีย เชื้อรา และอนุภาคอื่น ๆ ทางกายภาพ เทคนิคนี้บรรลุการลดลง 6-log6-log reduction ในการปรากฏตัวของแบคทีเรีย - การกักเก็บมากกว่า 99.9999% - ในขณะที่ยังคงรักษาส่วนประกอบของสื่อที่ไวต่อการเปลี่ยนแปลง [8][9]. ในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ซึ่งสื่อที่อุดมด้วยสารอาหารส่งเสริมการเจริญเติบโตของจุลินทรีย์ ระดับการป้องกันนี้มีความสำคัญอย่างยิ่ง
การศึกษาใน Biotechnology Progress เน้นย้ำถึง การลดเหตุการณ์การปนเปื้อนลง 95% , ลดลงจาก 15% เหลือน้อยกว่า 1% เมื่อใช้ตัวกรองขนาด 0.2 μm ในการเพาะเลี้ยงเซลล์สัตว์เลี้ยงลูกด้วยนม [14]. ในโรงงานนำร่องสำหรับเนื้อสัตว์ที่เพาะเลี้ยง ระบบการกรองที่ผ่านการตรวจสอบแล้วได้แสดงให้เห็นระดับการปนเปื้อนต่ำถึง น้อยกว่า 1 CFU/100 mL หลังการกรอง ซึ่งสอดคล้องกับมาตรฐานอุตสาหกรรมที่เข้มงวด อุปสรรคทางกายภาพนี้มีความสำคัญต่อการปกป้องชุดการผลิตทั้งหมดจากภัยคุกคามของจุลินทรีย์
การปฏิบัติตามมาตรฐาน ISO 14644 และ GMP
ระบบการกรองปลอดเชื้อมีบทบาทสำคัญในการปฏิบัติตามการจำแนกประเภทห้องสะอาด ISO 14644 (คลาส 5–8) โดยลดความเสี่ยงของจุลินทรีย์ที่จุดป้อนข้อมูลที่สำคัญตัวกรองที่เป็นไปตามมาตรฐานความปลอดเชื้อ ASTM F838-05 ร่วมกับวิธีการทดสอบความสมบูรณ์ เช่น การทดสอบจุดฟองหรือการทดสอบการไหลแบบแพร่กระจาย จะเป็นไปตามข้อกำหนด GMP ของ EU Annex 1 และ FDA 21 CFR 211 [12][13]. ซึ่งมีความสำคัญอย่างยิ่งสำหรับโซนเกรด A และ B ที่มีการดำเนินการเช่น การเตรียมสื่อและการฉีดเชื้อในเครื่องปฏิกรณ์ชีวภาพ
การตรวจสอบความถูกต้องที่มีการบันทึกและการทดสอบความสมบูรณ์หลังการใช้งานช่วยให้มั่นใจได้ถึงการปฏิบัติตามแนวทางการกำกับดูแลที่สามารถตรวจสอบได้ สำหรับสถานประกอบการที่ใช้ซัพพลายเออร์เช่น
ความง่ายในการบูรณาการเข้ากับกระบวนการทำงานในห้องสะอาด
ระบบการกรองสมัยใหม่ได้รับการออกแบบมาเพื่อบูรณาการเข้ากับกระบวนการทำงานของเครื่องปฏิกรณ์ชีวภาพได้อย่างราบรื่นที่อยู่อาศัยของตัวกรองแบบอินไลน์สำหรับสายการถ่ายโอนสื่อและท่อร่วมแก๊ส รวมกับชุดประกอบแบบใช้ครั้งเดียวเช่น GE ReadyMate ช่วยให้การติดตั้งง่ายขึ้น ลดเวลาในการตั้งค่าให้ ต่ำกว่า 30 นาที และไม่จำเป็นต้องมีการตรวจสอบความสะอาด ตัวเลือกยอดนิยมรวมถึง Sartorius Sartopore หรือ Pall Supor แคปซูลฟิลเตอร์ที่มีเมมเบรน PES ขนาด 0.2 μm สำหรับสื่อ และฟิลเตอร์ PTFE ที่ไม่ชอบน้ำเช่น Millipore Millex สำหรับสายอากาศและ CO₂ [10][11].
ระบบเหล่านี้สนับสนุนการทำงานแบบทิศทางเดียวด้วยการตรวจสอบคุณภาพก่อนการกรอง การกรองแบบอินไลน์ระหว่างการถ่ายโอน และการทดสอบความสมบูรณ์หลังการใช้งาน การกำหนดขนาดของฟิลเตอร์อย่างเหมาะสม - ประมาณ 50 LMH สำหรับสื่อ - ป้องกันการสะสมของแรงดันและยืดอายุการใช้งานของฟิลเตอร์ กรณีศึกษาระบุว่ามี การลดลงของความล้มเหลวของฟิลเตอร์ 20% เมื่อระบบถูกจับคู่กับความต้องการการไหลอย่างถูกต้อง
ความเกี่ยวข้องกับกระบวนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
การกรองแบบปลอดเชื้อเป็นสิ่งที่ไม่สามารถต่อรองได้ในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ซึ่งการรักษาความปลอดเชื้อเป็นสิ่งสำคัญสำหรับกระบวนการเพาะเลี้ยงเซลล์ที่ไม่หยุดชะงัก สื่อที่ปราศจากเซรั่มซึ่งอุดมไปด้วยเปปไทด์และปัจจัยการเจริญเติบโตไม่สามารถทนต่อการฆ่าเชื้อด้วยความร้อนได้ ทำให้การกรองเป็นทางออกที่ดีที่สุด วัฒนธรรมการเพาะเลี้ยงที่มีความหนาแน่นสูงซึ่งทำงานที่ 10⁷–10⁸ เซลล์/มล., ต้องการการป้อนก๊าซที่ปราศจากสารปนเปื้อนอย่างต่อเนื่อง (O₂/CO₂) เพื่อหลีกเลี่ยงปัญหาเช่นการระบาดของไมโคพลาสมา ซึ่งเป็นปัญหาโดยเฉพาะในวัฒนธรรมเซลล์ของสัตว์เลี้ยงลูกด้วยนม การติดตั้งตัวกรองก๊าซ PTFE ที่ไม่ชอบน้ำก่อนตัวกระจายก๊าซช่วยให้มั่นใจในความปลอดเชื้อในช่วงเวลาการเพาะเลี้ยงที่ยาวนานโดยไม่มีความเสี่ยงของการเปียกของตัวกรอง
การใช้ตัวกรองล่วงหน้า 0.1 μm สามารถช่วยป้องกันการอุดตันเมื่อทำงานกับสื่อที่มีโปรตีนสูง ในขณะที่ การตรวจสอบความดันต่าง ช่วยให้สามารถตรวจจับปัญหาที่อาจเกิดขึ้นได้ล่วงหน้าแนวทางที่สามารถปรับขนาดได้นี้สนับสนุนการเปลี่ยนผ่านจากการวิจัยและพัฒนาไปสู่การผลิตเชิงพาณิชย์ที่สอดคล้องกับ GMP เพื่อให้มั่นใจในความน่าเชื่อถือในทุกขั้นตอน.
7. ใช้การเชื่อมต่อและการถ่ายโอนแบบปลอดเชื้อในระบบปิด
การเชื่อมต่อแบบปลอดเชื้อในระบบปิดแก้ไขหนึ่งในพื้นที่ที่เปราะบางที่สุดในการดำเนินงานของเครื่องปฏิกรณ์ชีวภาพ - จุดถ่ายโอน โดยการรักษาสภาพแวดล้อมของวัฒนธรรมให้ปิดสนิทในระหว่างการถ่ายโอนวัสดุ ระบบเหล่านี้ช่วยลดความเสี่ยงของการปนเปื้อนได้อย่างมากเมื่อเทียบกับวิธีการจัดการแบบเปิด.
ประสิทธิภาพในการป้องกันการปนเปื้อน
ระบบปิดได้รับการออกแบบมาเพื่อเพิ่มประสิทธิภาพการทำงานอัตโนมัติในขณะที่ลดความจำเป็นในการมีปฏิสัมพันธ์ของมนุษย์กับวัฒนธรรม ดังที่ Eileen McNamara, GFI Research Fellow, อธิบาย:
"การเพิ่มประสิทธิภาพการทำงานอัตโนมัติในระบบปิดตลอดการผลิตเนื้อสัตว์ที่เพาะเลี้ยงสามารถลดเวลาในการผลิต การสัมผัสของมนุษย์ และความเสี่ยงของการปนเปื้อน" [18].
ระบบเหล่านี้ใช้สิ่งกีดขวางที่ปลอดเชื้อในทุกจุดเชื่อมต่อ ตัวอย่างเช่น เมมเบรน PTFE ที่ไม่ชอบน้ำในตัวกรองก๊าซป้องกันละอองน้ำจากการปนเปื้อนในวัฒนธรรม ในขณะที่การฆ่าเชื้อด้วยไอน้ำความร้อนถูกนำไปใช้โดยตรงกับทางเข้าและทางออกของเครื่องปฏิกรณ์ [24]. ระบบเครื่องปฏิกรณ์ชีวภาพแบบใช้ครั้งเดียว เพิ่มความปลอดภัยอีกชั้นหนึ่งโดยการกำจัดความจำเป็นในการฆ่าเชื้อด้วยความร้อนระหว่างชุด ซึ่งจะขจัดความเสี่ยงของการปนเปื้อนข้ามทั้งหมด [24].
การปฏิบัติตามมาตรฐานห้องสะอาดและ GMP
การถ่ายโอนระบบปิดช่วยเพิ่มการควบคุมความปลอดเชื้อที่จัดตั้งขึ้นในขั้นตอนการผลิตก่อนหน้านี้ พวกเขาลดความจำเป็นในการตรวจสอบสิ่งแวดล้อมอย่างต่อเนื่องในระหว่างการดำเนินงานตามปกติ ทำให้สถานที่สามารถมุ่งเน้นการควบคุมที่เข้มงวดมากขึ้นในขั้นตอนการเพาะเมล็ดในระยะแรก วิธีการแบบแบ่งชั้นนี้สร้างสมดุลระหว่างความปลอดภัยและประสิทธิภาพด้านต้นทุน [18]. นอกจากนี้ การลดขั้นตอนการจัดการแบบเปิดช่วยให้กระบวนการตรวจสอบที่จำเป็นสำหรับการปฏิบัติตาม GMP ง่ายขึ้น จุดเชื่อมต่อแต่ละจุดสามารถตรวจสอบความปลอดเชื้อได้อย่างอิสระ ซึ่งช่วยให้การจัดทำเอกสารเป็นไปอย่างราบรื่นและมั่นใจได้ว่าข้อกำหนดด้านกฎระเบียบได้รับการปฏิบัติตาม
ความง่ายในการผสานรวมเข้ากับกระบวนการทำงานในห้องปลอดเชื้อ
เทคโนโลยีระบบปิดสมัยใหม่ได้รับการออกแบบให้ผสานรวมเข้ากับการตั้งค่าชุดปฏิกรณ์ชีวภาพที่มีอยู่ได้อย่างราบรื่น ระบบ การตรวจสอบอัตโนมัติ ให้การตรวจสอบความปลอดเชื้อแบบเรียลไทม์และการเตือนล่วงหน้าของการปนเปื้อน [18]. การประกอบแบบใช้ครั้งเดียวช่วยให้การดำเนินงานง่ายขึ้นโดยไม่จำเป็นต้องตรวจสอบความสะอาดระหว่างชุดการผลิต ประหยัดทั้งเวลาและทรัพยากร [24]. สำหรับสถานที่ที่ใช้อุปกรณ์จากซัพพลายเออร์เช่น
ความเกี่ยวข้องกับกระบวนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
ในกระบวนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ระบบปิดเป็นสิ่งที่ขาดไม่ได้ แม้แต่การสัมผัสเพียงชั่วคราวระหว่างการถ่ายโอนก็อาจนำไปสู่ปัญหาการปนเปื้อนที่มีค่าใช้จ่ายสูง การทำให้ขั้นตอนที่ใช้แรงงานมากเป็นอัตโนมัติเป็นสิ่งสำคัญในการลดทั้งค่าใช้จ่ายและความเสี่ยงของการปนเปื้อน [24]. เนื่องจากสื่อที่อุดมด้วยสารอาหารที่ใช้ในการเพาะเลี้ยงเป็นแหล่งเพาะพันธุ์ที่เหมาะสำหรับจุลินทรีย์ การรักษาจุดถ่ายโอนที่ปิดสนิทตลอดกระบวนการจึงเป็นสิ่งที่ไม่สามารถต่อรองได้เพื่อให้มั่นใจว่าการผลิตจะประสบความสำเร็จ
8. ตรวจสอบความถูกต้องของวัตถุดิบและการควบคุมคุณภาพของซัพพลายเออร์
การปนเปื้อนมักจะแอบเข้ามาผ่านวัตถุดิบ ไม่ว่าจะเป็น สื่อเพาะเลี้ยงและอาหารเสริม, การจ่ายก๊าซ หรือปัจจัยอื่น ๆ แต่ละอย่างมีความเสี่ยงที่อาจเกิดขึ้นนั่นคือเหตุผลที่การตรวจสอบคุณภาพของซัพพลายเออร์และการตรวจสอบความถูกต้องอย่างเข้มงวดมีความสำคัญในการป้องกันการปนเปื้อนในเครื่องปฏิกรณ์ชีวภาพของคุณ.
ประสิทธิภาพในการป้องกันการปนเปื้อน
การตรวจสอบความถูกต้องของวัตถุดิบทำหน้าที่เป็นแนวป้องกันแรกในการจับสารปนเปื้อนก่อนที่จะเข้าสู่เครื่องปฏิกรณ์ชีวภาพของคุณ การทดสอบที่มุ่งเน้นมีบทบาทสำคัญที่นี่ ตัวอย่างเช่น ส่วนผสมที่มาจากสัตว์จะต้องผ่านการตรวจสอบอย่างเข้มงวด เช่น การตรวจคัดกรองไวรัส การทดสอบไมโคพลาสมา (เนื่องจากไม่ทำให้เกิดความขุ่นที่มองเห็นได้) และการทดสอบเอนโดทอกซินเพื่อให้แน่ใจว่าปลอดภัย เป็นทางเลือกที่ปลอดภัยกว่า หลายคนในอุตสาหกรรมตอนนี้นิยมใช้ส่วนผสมที่ไม่ได้มาจากสัตว์เพื่อลดความเสี่ยงของโรคจากสัตว์สู่คน อย่างไรก็ตาม เมื่อไม่สามารถหลีกเลี่ยงการใช้เนื้อเยื่อสัตว์ในการจัดหาเซลล์ได้ จำเป็นต้องมีใบรับรองสัตวแพทย์ที่ยืนยันสุขภาพของแหล่งที่มา.
"การตรวจพบตั้งแต่เนิ่นๆ ก่อนที่ส่วนประกอบของอาหารเลี้ยงเชื้อจะถูกใช้ในการเพาะเลี้ยงเป็นสิ่งสำคัญ" [19].
การปฏิบัติตามมาตรฐาน ISO 14644 และ GMP
การควบคุมคุณภาพของผู้จัดจำหน่ายเป็นส่วนขยายของกลยุทธ์การป้องกันการปนเปื้อนของคุณ มาตรฐานการกำกับดูแลเช่น Good Manufacturing Practice (GMP), Good Cell Culture Practice (GCCP), และ HACCP ให้กรอบการทำงานที่ชัดเจนสำหรับการตรวจสอบคุณภาพของผู้จัดจำหน่าย สิ่งเหล่านี้ช่วยให้มั่นใจในกระบวนการที่สม่ำเสมอและการบันทึกข้อมูลอย่างละเอียด องค์กรเช่น United Kingdom Accreditation Services (UKAS) รับรองว่าบริการทดสอบเป็นไปตามมาตรฐาน ISO 17025 ในขณะที่การตรวจสอบผู้จัดจำหน่ายตามหลักการของ Codex และ HACCP เพิ่มชั้นความปลอดภัยทางจุลชีววิทยาอีกชั้นหนึ่ง [19].
ความเกี่ยวข้องกับกระบวนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
ในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ความเสี่ยงยิ่งสูงขึ้น สื่อที่อุดมด้วยสารอาหารสร้างสภาพแวดล้อมที่เหมาะสมสำหรับการเจริญเติบโตของจุลินทรีย์ ทำให้การปนเปื้อนใด ๆ เป็นอันตรายอย่างยิ่งแพลตฟอร์มเช่น
9. ดำเนินการทดสอบความสมบูรณ์ของห้องสะอาดและการบำรุงรักษาเป็นประจำ
การทดสอบความสมบูรณ์เป็นประจำเป็นสิ่งสำคัญสำหรับห้องสะอาดทั้งหมด เมื่อเวลาผ่านไป แผ่นกรอง HEPA จะเสื่อมสภาพ ซีลอาจแตก และรูปแบบการไหลของอากาศอาจเปลี่ยนแปลง การข้ามการตรวจสอบเหล่านี้อาจนำไปสู่ปัญหาที่ทำให้ความปลอดเชื้อของเครื่องปฏิกรณ์ชีวภาพลดลง
ประสิทธิภาพในการป้องกันการปนเปื้อน
การทดสอบความสมบูรณ์ช่วยจับปัญหาที่อาจเกิดขึ้นก่อนที่จะบานปลายเพียงแค่แผ่นกรอง HEPA ที่มีข้อบกพร่องหนึ่งชิ้นสามารถปล่อยอนุภาคได้มากขึ้นถึง 1,000 เท่า ซึ่งมีส่วนทำให้เกิดเหตุการณ์การปนเปื้อนเกือบ 40% ในสถานที่ GMP อย่างไรก็ตาม การทดสอบเป็นประจำจะลดความเสี่ยงเหล่านี้ลงได้ถึง 85% การทดสอบที่สำคัญรวมถึง การสแกนความสมบูรณ์ของแผ่นกรอง HEPA โดยใช้วิธีการเช่น การท้าทายละออง Dioctyl Phthalate (DOP) หรือ Polyalphaolefin (PAO) ซึ่งยืนยันประสิทธิภาพ 99.99% สำหรับการกรองอนุภาคขนาด 0.3 μm การทดสอบการลดแรงดันบนพื้นผิวห้องสะอาด เช่น ผนัง พื้น และเพดาน ก็มีความสำคัญเช่นกันในการตรวจจับการรั่วไหลและระบุการไหลของอากาศที่ปั่นป่วนซึ่งอาจมีสารปนเปื้อน ตัวอย่างเช่น ในปี 2022 สถานที่ผลิตยาชีวภาพในสหราชอาณาจักรค้นพบการรั่วไหลของเพดานผ่านการทดสอบแรงดัน ป้องกันการสูญเสียชุดผลิตภัณฑ์มูลค่า £500,000
การปฏิบัติตามมาตรฐาน ISO 14644 และ GMP
ISO 14644-3 ให้แนวทางที่ชัดเจนสำหรับตารางการทดสอบห้องสะอาดที่มีความเสี่ยง (ISO 5-8, ซึ่งเป็นมาตรฐานทั่วไปสำหรับการดำเนินงานของเครื่องปฏิกรณ์ชีวภาพ) ต้องผ่านการทดสอบความสมบูรณ์แบบเต็มรูปแบบทุกปีหรือทุกครึ่งปี รวมถึงหลังจากการบำรุงรักษา ห้องสะอาดสำหรับการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ซึ่งมักจะดำเนินการที่ ISO 7 ต้องมั่นใจว่าจำนวนอนุภาคในอากาศอยู่ต่ำกว่า 352,000/m³ สำหรับอนุภาคขนาด 0.5 μm EU GMP Annex 1 ยังบังคับให้มีการทดสอบที่ได้รับการรับรองหลังการติดตั้ง การซ่อมแซม และในช่วงเวลาที่กำหนด พร้อมกับการบันทึกปัญหาอย่างละเอียด การปฏิบัติตามข้อกำหนดนี้เกี่ยวข้องกับการใช้ผู้ทดสอบบุคคลที่สามที่ได้รับการรับรองพร้อมเครื่องมือที่ปรับเทียบแล้ว การบันทึกผลลัพธ์เทียบกับเกณฑ์ที่เข้มงวด (e.g. , <0.01% การเจาะผ่านของตัวกรอง) และการแก้ไขข้อผิดพลาดใด ๆ ภายใน 24 ชั่วโมง การผสานรวมการทดสอบเหล่านี้เข้ากับการทำงานประจำวันอย่างราบรื่นช่วยให้มั่นใจได้ว่าคุณภาพของผลิตภัณฑ์ยังคงไม่ถูกกระทบกระเทือน
ความง่ายในการผสานรวมเข้ากับการทำงานในห้องสะอาด
เพื่อลดการหยุดชะงัก ควรกำหนดเวลาการทดสอบความสมบูรณ์ในช่วงเวลาที่มีกิจกรรมน้อย เช่น วันหยุดสุดสัปดาห์การทดสอบห้องสะอาดขนาด 100 ตารางเมตรมักใช้เวลา 4-8 ชั่วโมง ระบบอัตโนมัติสมัยใหม่ที่มีเซ็นเซอร์ระยะไกลช่วยให้สามารถตรวจสอบได้อย่างต่อเนื่อง ลดเวลาหยุดทำงานลงเหลือน้อยกว่า 2% ต่อปี หลังจากการทดสอบ ให้เวลาประมาณ 24 ชั่วโมงเพื่อให้ระดับอนุภาคคงที่ก่อนที่จะกลับมาดำเนินการอีกครั้ง ตัวอย่างเช่น โรงงานนำร่องเนื้อสัตว์เพาะเลี้ยงในปี 2024 ใช้การทดสอบรูปแบบควันเพื่อแก้ไขการไหลเวียนของอากาศที่ปั่นป่วน ลดจำนวนอนุภาคที่มีชีวิตลง 40% และได้รับการรับรอง GMP
ความเกี่ยวข้องกับกระบวนการผลิตเนื้อสัตว์เพาะเลี้ยง
ในการผลิตเนื้อสัตว์เพาะเลี้ยง ซึ่งเครื่องปฏิกรณ์ชีวภาพจัดการกับเซลล์สัตว์ที่ไวต่อสารอาหารที่ความหนาแน่นเกิน 10⁷ เซลล์/มล. การรักษาความปลอดเชื้อเป็นสิ่งที่ไม่สามารถต่อรองได้ การทดสอบความสมบูรณ์อย่างสม่ำเสมอป้องกันการเข้าสู่ของสารปนเปื้อนที่อาจหยุดการเจริญเติบโตของเซลล์หรือทำให้เกิดการระบาดของไมโคพลาสมา ขั้นตอนนี้มีความสำคัญต่อการรักษามาตรฐานความปลอดเชื้อสูงที่จำเป็นสำหรับเซลล์สัตว์เพาะเลี้ยง สอดคล้องกับกลยุทธ์การป้องกันการปนเปื้อนที่กล่าวถึงตลอดคู่มือนี้ เครื่องมือเช่น
10. ฝึกอบรมพนักงานเกี่ยวกับการรับรู้และการตอบสนองต่อความเสี่ยงจากการปนเปื้อน
ประสิทธิภาพในการป้องกันการปนเปื้อน
ในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ผู้ปฏิบัติงานมักจะเป็นความเสี่ยงต่อการปนเปื้อนที่สำคัญ [19]. เพื่อแก้ไขปัญหานี้ พนักงานต้องได้รับการฝึกอบรมอย่างละเอียดในด้านต่าง ๆ เช่น สุขอนามัยส่วนบุคคล เทคนิคปลอดเชื้อ และการจัดการอุปกรณ์อย่างถูกต้องสิ่งนี้มีความสำคัญอย่างยิ่งในช่วงที่มีความอ่อนไหว เช่น ขั้นตอนก่อนการผลิตและกระบวนการเพาะเลี้ยงเมล็ดพันธุ์ [18][19]. นอกจากนี้ การสอนพนักงานให้ตรวจสอบพารามิเตอร์การประมวลผลแบบเรียลไทม์ เช่น ระดับ pH และออกซิเจนที่ละลาย จะช่วยให้พวกเขาสามารถดำเนินการได้อย่างรวดเร็วเมื่อสงสัยว่ามีการปนเปื้อน ลดความเสี่ยงในการสูญเสียทั้งชุด
การปฏิบัติตามมาตรฐาน ISO 14644 และ GMP
เพื่อให้การปฏิบัติเหล่านี้มีประสิทธิภาพ จำเป็นต้องสอดคล้องกับมาตรฐานการกำกับดูแลที่ได้รับการยอมรับ
"แนวทางการกำกับดูแลและโครงการประกันคุณภาพ เช่น GMP (Good manufacturing practice), GCCP (Good cell culture practice), HACCP (Hazard analysis and critical control point) มีความสำคัญเนื่องจากจะให้กรอบมาตรฐานเพื่อสนับสนุนมาตรการบรรเทาผลกระทบและการผลิตผลิตภัณฑ์ที่ปลอดภัย" - FSA Research and Evidence [19]
โปรแกรมการฝึกอบรมควรออกแบบตามหลักการ GMP, GCCP, และ HACCP เพื่อสร้างมาตรการควบคุมการปนเปื้อนที่แข็งแกร่ง [19]. พนักงานต้องเรียนรู้การใช้ชุดอุปกรณ์เฉพาะสำหรับห้องสะอาด รวมถึงชุดคลีนสูทและหน้ากาก เพื่อป้องกันการปนเปื้อนจากแบคทีเรีย เชื้อรา และฝุ่น [25]. การฝึกอบรมการตรวจสอบสิ่งแวดล้อม - ครอบคลุมอากาศ พื้นผิว และน้ำ - ช่วยให้มั่นใจในการตรวจจับความเสี่ยงการปนเปื้อนที่อาจเกิดขึ้นได้อย่างรวดเร็วผ่าน วิธีการทดสอบความปลอดเชื้อที่กำหนดไว้ [19].
ความง่ายในการผสานรวมเข้ากับกระบวนการทำงานในห้องสะอาด
การนำมาตรฐานที่ได้รับการยอมรับอย่างกว้างขวางมาใช้ช่วยให้กระบวนการควบคุมคุณภาพง่ายขึ้นโดยการผสมผสานหลักการของ Codex และ HACCP ควบคู่ไปกับโปรโตคอลปลอดเชื้อที่ยืมมาจากภาคส่วนชีวเภสัชกรรม ทำให้กระบวนการทำงานในห้องปลอดเชื้อมีประสิทธิภาพมากขึ้น [19]. การฝึกอบรมควรจัดขึ้นในช่วงเวลาที่การผลิตเงียบสงบเพื่อลดการรบกวน โดยมีการทบทวนหลักสูตรเป็นประจำเพื่อให้การป้องกันการปนเปื้อนเป็นสิ่งสำคัญในใจ [19]. แนวทางที่มีโครงสร้างนี้สนับสนุนมาตรการปลอดเชื้อที่สำคัญสำหรับประสิทธิภาพของเครื่องปฏิกรณ์ชีวภาพที่สม่ำเสมอ
ความเกี่ยวข้องกับกระบวนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
สภาพแวดล้อมที่ปลอดเชื้อเป็นสิ่งจำเป็นสำหรับการผลิตเนื้อสัตว์ที่เพาะเลี้ยง อย่างไรก็ตาม การขาดจุลินทรีย์ธรรมชาติหมายความว่าผลิตภัณฑ์เหล่านี้อาจเสี่ยงต่อการเน่าเสียอย่างรวดเร็วหากเกิดการปนเปื้อน [19]. ควบคู่ไปกับระเบียบการแต่งกายที่เข้มงวดและการตรวจสอบอย่างต่อเนื่อง การฝึกอบรมพนักงานอย่างครอบคลุมมีบทบาทสำคัญในการรักษาสภาพที่สะอาดบริสุทธิ์ที่จำเป็นสำหรับการผลิต การฝึกอบรมควรเตรียมพนักงานให้สามารถตรวจจับสัญญาณการปนเปื้อนที่ละเอียดอ่อน รวมถึงสัญญาณที่เกิดจากไวรัสที่ตรวจไม่พบ ไมโคแบคทีเรีย และไมโคพลาสมา และดำเนินการอย่างรวดเร็ว เครื่องมือเช่น
บทสรุป
การป้องกันการปนเปื้อนในเครื่องปฏิกรณ์ชีวภาพในห้องสะอาดต้องใช้วิธีการแบบชั้นที่รวมการป้องกันหลายอย่างเข้าด้วยกัน มาตรการเช่นระเบียบการแต่งกายที่เข้มงวด การกรอง HEPA/ULPA การตรวจสอบสิ่งแวดล้อมอย่างต่อเนื่อง และการฝึกอบรมพนักงานอย่างละเอียดทำงานร่วมกันเพื่อรักษาสภาพปลอดเชื้อในระหว่างการผลิตเนื้อสัตว์ที่เพาะเลี้ยงเมื่อใช้กลยุทธ์เหล่านี้อย่างสม่ำเสมอ สิ่งอำนวยความสะดวกสามารถขยายจากการผลิตระดับการวิจัยไปยังเครื่องปฏิกรณ์ชีวภาพที่มีความจุเกิน 1,000 ลิตร ในขณะที่รักษาอัตราการปนเปื้อนให้น้อยกว่า 0.1% ต่อชุด ซึ่งเป็นเกณฑ์มาตรฐานที่สำคัญสำหรับการปฏิบัติตามมาตรฐานการกำกับดูแล [8].
แผนการควบคุมการปนเปื้อนที่แข็งแกร่งยังขึ้นอยู่กับการจัดหาที่ระมัดระวังและการจัดการคุณภาพของซัพพลายเออร์ การเดินทางไปสู่การผลิตที่สามารถขยายได้และเป็นไปตามข้อกำหนดเริ่มต้นด้วยการตรวจสอบความถูกต้องของวัสดุอย่างเข้มงวด สื่อการเจริญเติบโตที่ด้อยคุณภาพ เซ็นเซอร์ หรือเครื่องปฏิกรณ์ชีวภาพสามารถนำมาซึ่งสารปนเปื้อนที่เป็นอันตรายต่อชุดทั้งหมด ซึ่งเน้นถึงความจำเป็นในการประกันคุณภาพที่เข้มงวดในขั้นตอนการจัดหา สิ่งนี้ช่วยให้มั่นใจได้ถึงการตรวจสอบความถูกต้องของวัตถุดิบอย่างมีประสิทธิภาพและสนับสนุนกระบวนการป้อนข้อมูลที่ปลอดเชื้อ
สำหรับผู้ผลิตเนื้อสัตว์ที่เพาะเลี้ยง
เพื่อลดความเสี่ยงของการปนเปื้อน ให้มุ่งเน้นที่กลยุทธ์สำคัญเหล่านี้:
- โปรโตคอลการสวมชุดที่เข้มงวดและการเคลื่อนไหวของบุคลากรที่ควบคุม
- ระบบกรอง HEPA/ULPA และความแตกต่างของแรงดันบวก
- การทำความสะอาดด้วยมือและอัตโนมัติเป็นประจำ
- การจัดวางโซนด้วยการไหลของงานทางเดียว
- การตรวจสอบสิ่งแวดล้อมอย่างต่อเนื่องและการวิเคราะห์ข้อมูล
- การกรองปลอดเชื้อสำหรับสื่อและการป้อนก๊าซ
- การเชื่อมต่อและการถ่ายโอนระบบปิดแบบปลอดเชื้อ
- การตรวจสอบความถูกต้องของวัตถุดิบและคุณภาพของผู้จัดจำหน่ายอย่างเข้มงวด
- การทดสอบและบำรุงรักษาความสมบูรณ์ของห้องสะอาดเป็นประจำ
- การฝึกอบรมพนักงานอย่างครอบคลุมเกี่ยวกับความเสี่ยงของการปนเปื้อน
ประเมินการปฏิบัติในห้องสะอาดของคุณตามกลยุทธ์เหล่านี้
คำถามที่พบบ่อย
สัญญาณแรกที่บ่งบอกว่าชุดการผลิตในไบโอรีแอคเตอร์มีการปนเปื้อนคืออะไร?
สัญญาณแรกของการปนเปื้อนในไบโอรีแอคเตอร์มักเกิดจากปัญหาทั่วไปหลายประการ ซึ่งรวมถึงการรั่วไหลที่พอร์ตระหว่างการสุ่มตัวอย่างหรือการบำรุงรักษา การล้มเหลวของตัวกรองแก๊ส สื่อการเจริญเติบโตที่ปนเปื้อน ความเสี่ยงที่เกิดขึ้นระหว่างการติดตั้งเซ็นเซอร์ และแม้กระทั่งการปนเปื้อนจากไมโครพลาสติก ปัญหาเหล่านี้อาจส่งผลให้เกิดการเจริญเติบโตของจุลินทรีย์มากเกินไป ซึ่งอาจนำไปสู่ความล้มเหลวของชุดการผลิตทั้งหมด
ฉันจะเลือกเกรดห้องสะอาด ISO ที่เหมาะสมสำหรับแต่ละขั้นตอนการผลิตได้อย่างไร?
ในการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ระดับความสะอาดที่ต้องการจะแตกต่างกันไปขึ้นอยู่กับความไวของแต่ละขั้นตอนการผลิต นี่คือวิธีที่คุณสามารถจับคู่เกรดห้องสะอาด ISO กับความต้องการเฉพาะของกระบวนการ:
- ISO Class 5: สงวนไว้สำหรับขั้นตอนสำคัญ เช่น การหว่านเซลล์, ที่การรักษาสภาพแวดล้อมที่สะอาดเป็นพิเศษเป็นสิ่งสำคัญเพื่อป้องกันการปนเปื้อน.
- ISO Class 6: เหมาะสำหรับ การดำเนินงานของเครื่องปฏิกรณ์ชีวภาพ, โดยให้สภาพแวดล้อมที่ควบคุมได้ซึ่งสมดุลระหว่างความสะอาดและความเป็นจริง.
- ISO Class 8: เหมาะสำหรับงานที่มีความไวต่ำกว่า เช่น การเก็บเกี่ยว และ การถ่ายโอน, ที่มีความเสี่ยงต่ำกว่า และระบบปิดสามารถช่วยรักษาความสมบูรณ์ของผลิตภัณฑ์.
โดยการกำหนดการควบคุมที่เข้มงวดมากขึ้นในขั้นตอนที่มีความเสี่ยงสูงและใช้ห้องสะอาดที่มีระดับต่ำกว่าสำหรับขั้นตอนที่มีความสำคัญน้อยกว่า ผู้ผลิตสามารถจัดการต้นทุนได้อย่างมีประสิทธิภาพในขณะที่ลดความเสี่ยงของการปนเปื้อน
ควรทำการทดสอบอะไรบ้างกับสื่อและก๊าซก่อนที่จะเข้าสู่ไบโอรีแอคเตอร์?
การทดสอบความปลอดเชื้อมีบทบาทสำคัญในการตรวจสอบทั้งสื่อและก๊าซก่อนที่จะถูกนำเข้าสู่ไบโอรีแอคเตอร์ สำหรับสื่อ การกรองผ่านเมมเบรน เป็นวิธีที่นิยมใช้ ในขณะที่ การสุ่มตัวอย่างทางจุลชีววิทยา มักใช้สำหรับก๊าซ ขั้นตอนเหล่านี้ถูกออกแบบมาเพื่อตรวจจับการปนเปื้อนของจุลชีพใด ๆ เพื่อให้แน่ใจว่าเฉพาะวัสดุที่ปลอดเชื้อเท่านั้นที่จะเข้าสู่กระบวนการผลิต ขั้นตอนนี้มีความสำคัญอย่างยิ่งในการลดความเสี่ยงของการปนเปื้อน ซึ่งเป็นสิ่งสำคัญในกระบวนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง










