

- Purpose: Ensures bioreactors meet regulatory and production standards, maintaining sterility, precise environmental control, and food safety.
- Key Features: Stirred-tank bioreactors were chosen for their suitability for bovine muscle cells, offering controlled shear forces and scalability.
- Challenges: Scaling bioreactors for high cell densities and reducing costs required rethinking materials, sterilisation methods, and process design.
- Solutions: Switching to food-grade materials, using cost-effective sterilisation methods, and integrating bioprocess control software for process optimisation significantly reduced costs.
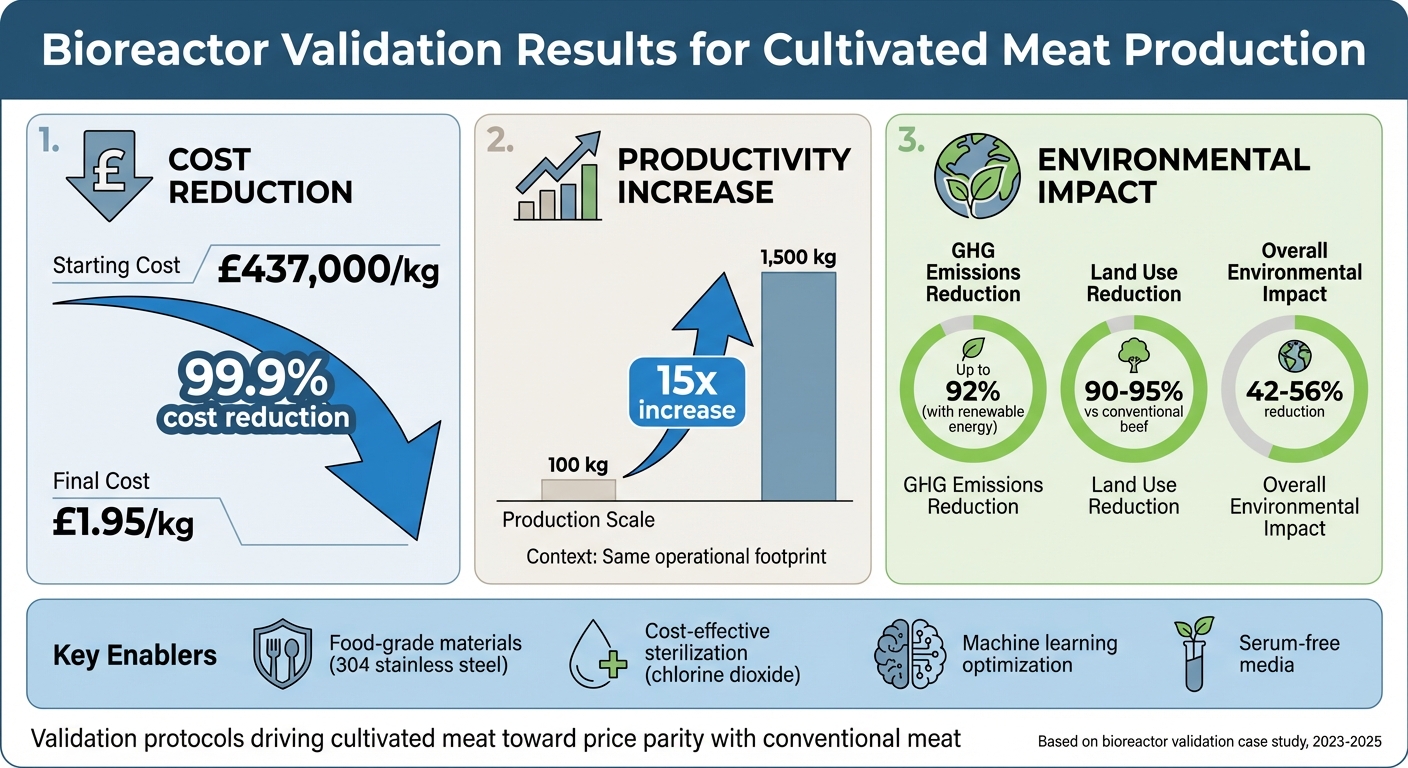
- Results: Production costs dropped dramatically, with a 15-fold increase in productivity and up to 92% reduction in greenhouse gas emissions when powered by renewable energy.
This study outlines how validation protocols and smart design choices are driving cultivated meat closer to price parity with conventional meat.
Bioreactor Validation Impact: Cost Reduction and Environmental Benefits in Cultivated Meat Production
Regulatory Requirements for Bioreactor Validation
Applicable Regulatory Standards
In the cultivated meat industry, meeting strict regulatory standards is a critical part of the bioreactor validation process. Within the United Kingdom, the Food Standards Agency (FSA) and Food Standards Scotland (FSS) categorise cultivated meat under "products of animal origin" (POAO). This classification ensures that food safety and hygiene regulations apply across all production stages, including bioreactor operations. However, according to UK guidance (December 2025), while these products fall under the POAO category, they do not legally qualify as "meat". This distinction means certain conventional animal welfare and microbiological requirements are excluded, shaping the specific validation protocols needed in the UK.
Globally, safety assessments vary in duration. Singapore and the United States typically complete reviews within 12 months, whereas the European Union averages around 18 months. The UK has charted its own path with the CCP Sandbox Programme, funded until February 2027. This initiative enables regulators to collaborate directly with companies such as Gourmey, Hoxton Farms, and Mosa Meat, streamlining data requirements and expediting safety assessments.
"The sandbox programme is allowing us to fast-track regulatory knowledge to reduce barriers for emerging food technologies without compromising on safety standards."
– Dr. Thomas Vincent, Deputy Director of Innovation, FSA [3]
Regardless of jurisdiction, companies must submit detailed safety dossiers before entering the market. These dossiers outline production processes, product composition, and safety data. They must also confirm that cultivated meat is nutritionally comparable to conventional meat, including analyses of macro- and micronutrients, as well as amino and fatty acid profiles.
Validation Protocol Requirements
Regulatory standards demand stringent bioreactor validation protocols to ensure safe and controlled operations. A key component is the implementation of a Hazard Analysis and Critical Control Point (HACCP) plan. This framework identifies and mitigates risks at every stage of production, from the initial cell biopsy to the final harvest of the cell mass. Given the novelty of cultivated meat production, safety assessments must address potential hazards throughout the process.
Validation protocols must prove that bioreactor systems maintain sterile conditions during production cycles, effectively preventing microbial contamination. Additionally, these protocols need to assess whether proteins in cultivated meat could trigger allergic reactions in consumers.
"Our new guidance provides clarity for businesses, helping them to understand and correctly demonstrate to UK food regulators how their products are safe. Specifically, this guidance ensures that companies have assessed potential allergenic risks and that they are nutritionally appropriate before they can be authorised for sale."
– Dr. Thomas Vincent, Deputy Director of Innovation, FSA [2]
In the UK, validation focuses on providing sufficient data for a scientific risk assessment rather than granting market authorisation. Nicolas Morin-Forest, Co-founder & CEO of GOURMEY, highlighted this distinction:
"Great Britain's validation marks a critical step in our novel food regulatory journey and confirms that we are now progressing to full risk assessment, bringing us one step closer to making our products available to consumers." [4]
sbb-itb-ffee270
Bioreactor Selection and System Specifications
Selected Bioreactor Technology
The facility opted for a stirred-tank bioreactor, a choice driven by its reliable performance with bovine muscle progenitor cells. Key factors influencing this decision included the specific needs of the cells, the desired production scale, and overall cost considerations.
Bovine muscle cells, being anchorage-dependent, require low shear forces - below 0.1 N/m² - to avoid damage during cultivation. The stirred-tank design met this requirement while proving adaptable for both pilot-scale experiments and commercial production. Cost was another major factor, with pilot-scale units positioned as more accessible for budgets typical in the cultivated meat sector than in the pharmaceutical industry[5][7].
The production scale targeted volumes between 100 and 1,000 litres to ensure commercial feasibility. Modular stirred-tank systems were chosen over packed-bed alternatives due to their ability to scale up by a factor of 10 without surpassing mass transfer limits, maintaining kLa values above 50 h⁻¹. These systems aim to produce 1–10 kg of cultivated meat per batch while balancing capital investment for scalable capacity[7][8].
System Design Features
Once the stirred-tank bioreactor was selected, its design incorporated advanced features to foster optimal cell growth. The gas exchange system employs micro-sparger technology, delivering bubbles between 20–100 µm. This setup achieves kLa values of 100–200 h⁻¹ at 37°C, maintaining dissolved oxygen levels at 30–50% saturation. To manage CO₂ stripping, headspace aeration is combined with membrane contactors and antifoam sensors[5][6].
For efficient mixing, the bioreactor uses dual Rushton impellers, operating at speeds of 50–150 rpm. This ensures uniform mixing with shear rates below 5,000 s⁻¹, protecting the cells from damage while keeping nutrient gradients under 10%. Agitation is PID-controlled, with real-time feedback on pH and dissolved oxygen levels, supporting perfusion rates of 1–5 vessel volumes per day[5][7].
Scalability was a key focus of the design. The bioreactor maintains geometric similarity across different scales, adhering to a height-to-diameter ratio of 2:1. CFD-optimised impellers ensure linear scale-up, and pilot tests showed a 95% retention in cell viability when scaling from 10 litres to 200 litres. The modular design allows integration into larger production systems while meeting GxP compliance standards[7][8].
Process analytical technology is also integrated, featuring Raman spectroscopy for real-time monitoring of critical parameters like pH (6.8–7.2) and lactate (kept below 2 g/L). Predictive models, adapted from monoclonal antibody production, track glucose levels with R² values above 0.95, ensuring precise process control[5][6][7].
These features not only enhance cell cultivation but also meet the rigorous validation standards required by UK regulatory bodies.
Validation Protocol Execution
Core Validation Procedures
To ensure operational integrity, a thorough validation protocol was carried out, incorporating advanced design features. Real-time monitoring played a key role, with process analytical technology (PAT) sensors continuously tracking critical parameters like dissolved oxygen, pH, and CO₂ levels during each cultivation run[6]. The process began with cells seeded at a density of 1×10⁵ cells/mL, cultured for a week in a medium containing 3 g/L glucose. Raman spectroscopy was employed to monitor lactate and glucose levels throughout[5].
Shear stress analysis confirmed that agitation forces stayed below 0.1 Pa, which is the critical limit for bovine muscle cells. Post-stress testing demonstrated cell viability remained above 90%[6].
Sterility testing extended to all raw materials, with particular attention to growth media. Suppliers were required to provide certificates of analysis, verified through third-party testing, in line with UK facility standards. The protocol included ELISA immunoassays to detect endotoxins from gram-negative bacteria, alongside flow cytometry to identify contaminants based on cell size, shape, and fluorescence properties[9].
Process Optimisation Methods
Once system stability was confirmed, efforts shifted to refining the process using advanced analytics. Machine learning algorithms dynamically adjusted media flow rates and agitation speeds based on continuous PAT data. These models, trained on design of experiments (DoE) datasets, identified cost-efficient feeding strategies by correlating permittivity measurements with biomass quality[6]. This approach was particularly effective during the proliferation phase, where consistent growth rates are crucial for commercial production.
Raman spectroscopy, initially developed for monoclonal antibody production, was adapted successfully for cultivated meat applications. Its analyte specificity allowed the facility to adopt established validation protocols while maintaining the precision necessary for real-time monitoring throughout the cultivation cycle[5].
Technical Challenges and Solutions
Scale-Up and Productivity Issues
Scaling bioreactors from lab settings to commercial production was no small feat. The facility aimed to produce 10–100 kg of cultivated meat, requiring an enormous 10¹²–10¹³ cells to achieve this target [11]. However, reaching high cell densities proved to be a significant hurdle. While hollow-fibre bioreactors can theoretically achieve densities of 10⁸ to 10⁹ cells/mL [13], conventional bioreactor designs fell short for cultivated meat production.
Matt McNulty, a GFI Research Fellow, explained the root of the problem: "The bioreactors used in cultivated meat are still largely adapted from conventional food and pharmaceutical designs. These designs are not specifically tailored to cultivated meat production needs and thus drive higher costs through inefficiencies in this lack of fit" [12]. This mismatch between design and purpose necessitated a complete rethink of equipment and processes.
Implemented Solutions and Performance Data
To tackle these challenges, the facility reworked its equipment and protocols to align more closely with the specific demands of cultivated meat production. One of the key changes involved transitioning from pharmaceutical-grade to food-grade standards. For example, the team replaced 316 stainless steel vessels with 304 stainless steel alternatives, which met food safety requirements while significantly lowering capital costs [12]. Additionally, the traditional steam-in-place sterilisation process was swapped out for chlorine dioxide gas treatment. This adjustment allowed for the use of thinner-walled vessels made from alternative materials, further reducing costs [12].
Another cost-saving measure involved switching from pharmaceutical-grade water to food-grade water classified as "Generally Recognised as Safe" (GRAS) for media preparation [12]. The team also introduced edible microcarriers and scaffolds, which not only solved cell detachment issues but also complied with food safety regulations [11].
To optimise operations further, the facility implemented multiplexed sensor systems. These sensors provided real-time performance data, which could be utilised in machine learning applications to fine-tune processes [12]. Collectively, these changes had a dramatic impact on production costs, reducing them substantially [10]. This remarkable cost reduction highlights how aligning production protocols with regulatory standards can achieve commercial scalability without sacrificing safety or quality.
Validation Results and Industry Impact
Measured Performance Outcomes
Through rigorous testing, the system demonstrated an impressive leap in productivity. Using bubble-free continuous bioreactor technology, cell growth productivity increased 15-fold, boosting production from 100 kg to 1,500 kg - all within the same operational footprint[16]. During the differentiation stage, adjustments to optimise cell biomass led to a 128% increase, which significantly reduced the overall environmental impact by 42–56%. Transitioning from C2C12 to CHO cell metabolism also played a big role in cutting environmental impacts, achieving reductions of up to 67% when powered by renewable energy sources[14]. Even more striking, renewable energy use slashed greenhouse gas emissions by up to 92% and reduced land use by 90–95% compared to traditional beef production methods[15][16]. These results pave the way for broader adoption across the industry.
Contributions to Industry Practices
The validation results have redefined standards for bioreactor design and regulatory compliance in cultivated meat production. By showing that food-grade standards can effectively replace pharmaceutical-grade ones without compromising safety, the process has introduced a cost-saving roadmap for the industry. For instance, switching from 316 to 304 stainless steel, combined with chlorine dioxide sterilisation and the use of GRAS-classified water, significantly lowered capital costs while maintaining compliance.
Beyond proving technical feasibility, these advancements are shifting industry benchmarks. Economic models suggest that continuous vs fed-batch processing could deliver 55% savings on capital and operating costs over a decade[1]. For procurement teams, platforms like Cellbase provide access to verified suppliers who specialise in food-grade solutions tailored to cultivated meat production. These developments are not just about cost efficiency - they are reshaping how the industry approaches scalability and sustainability.
Conclusion
Main Findings
This analysis highlights how cultivated meat production can move towards commercial success by making smart equipment choices and refining operational protocols. Opting for food-grade materials like 304 stainless steel instead of pricier 316 stainless steel ensures safety and compliance while cutting costs. The shift to serum-free media, as validated by the Singapore Food Agency's approval of GOOD Meat's formulations in early 2023, eliminates the ethical and financial challenges tied to animal-derived inputs[15].
Scaling up production with airlift reactors, particularly at 260,000 L, has shown strong potential to lower costs compared with smaller 42,000 L stirred-tank reactors[17]. However, achieving high cell densities - up to 2 × 10⁸ cells/mL - requires advanced perfusion systems to handle metabolic waste like ammonia and lactate. Process optimisation has proven essential in addressing these challenges[11]. For procurement teams, platforms such as Cellbase provide access to suppliers who specialise in components tailored to cultivated meat production. These advancements pave the way for further scaling and innovation in the field.
Future Developments
With cost efficiency and process control validated, the focus now shifts to mega-scale bioreactors, which promise to redefine production economics. GOOD Meat's announcement in May 2022 of a facility featuring ten 250,000 L bioreactors - capable of producing 13,700 metric tonnes of cultivated chicken and beef annually - marks a significant move from pilot projects to industrial-scale production[11][15]. This aligns with the economic benchmark set by Patrick G. Negulescu et al. from the University of California, Davis:
"In order to be directly competitive with beef, CM products, or at least the cost of production, must drop to a commercially competitive level"[17]
Projections indicate that this goal is within reach, especially as media costs continue to decrease further.
Innovations like edible microcarriers and hybrid systems, which combine cell expansion and differentiation in a single vessel, are expected to simplify validation processes and lower contamination risks. The protocols outlined in this case study offer a replicable model for companies scaling up their operations, proving that rigorous testing can coexist with cost reduction. As more facilities adopt these validated methods, the cultivated meat industry edges closer to price parity with traditional meat. Alongside this, the sector delivers notable environmental benefits, including up to a 92% reduction in greenhouse gas emissions when powered by renewable energy sources[15].
Bioreactors recap: sensors, modelling, scale up and alternative reactor design
FAQs
What evidence do regulators expect in a bioreactor validation dossier for cultivated meat?
Regulatory bodies demand bioreactor validation dossiers to confirm that systems function within defined parameters. This involves ensuring consistent process performance and real-time monitoring of key factors like pH levels, dissolved oxygen, and temperature. Additionally, sterility testing plays a crucial role in preventing contamination. Adherence to standards such as ISO 14644-1 and EU GMP Annex 1 is mandatory to maintain microbial control and uphold sterile manufacturing practices.
How can a stirred-tank bioreactor scale up without harming bovine muscle cells?
Scaling up a stirred-tank bioreactor for cultivated meat production involves managing shear stress, which can harm bovine muscle cells. To tackle this, tools like computational fluid dynamics (CFD) and scale-down models are used to predict flow patterns. These insights guide adjustments to impeller design and agitation speeds, helping to reduce cell damage.
Equally important is ensuring uniform distribution of nutrients and oxygen. Advanced monitoring systems, combined with effective mixing techniques, are key to creating consistent conditions. This approach helps minimise localised stress and supports cell health throughout large-scale production.
What cost-cutting validation changes have the biggest impact on unit economics?
Adopting single-use bioreactors has a noticeable effect on reducing costs measured in £/kg. While these systems cut down on initial capital investments and labour expenses, they do come with higher consumable costs. On top of that, introducing real-time monitoring and media recycling technologies boosts operational efficiency. These advancements not only streamline processes but also lead to long-term cost savings.









