

ISO क्लीनरूम वर्गीकरण संवर्धित मांस उत्पादन के दौरान वायु स्वच्छता बनाए रखने, उत्पाद सुरक्षा सुनिश्चित करने और संक्रमण जोखिमों. को कम करने के लिए आवश्यक हैं। यहां इन मानकों के अनुप्रयोग का एक संक्षिप्त अवलोकन है:
- ISO 14644-1:2015 वायुवाहित कण सीमाओं (0.1–5 µm) के आधार पर क्लीनरूम वर्गों को परिभाषित करता है, ISO क्लास 1 (सबसे स्वच्छ) से लेकर ISO क्लास 9 (सबसे कम कठोर) तक।
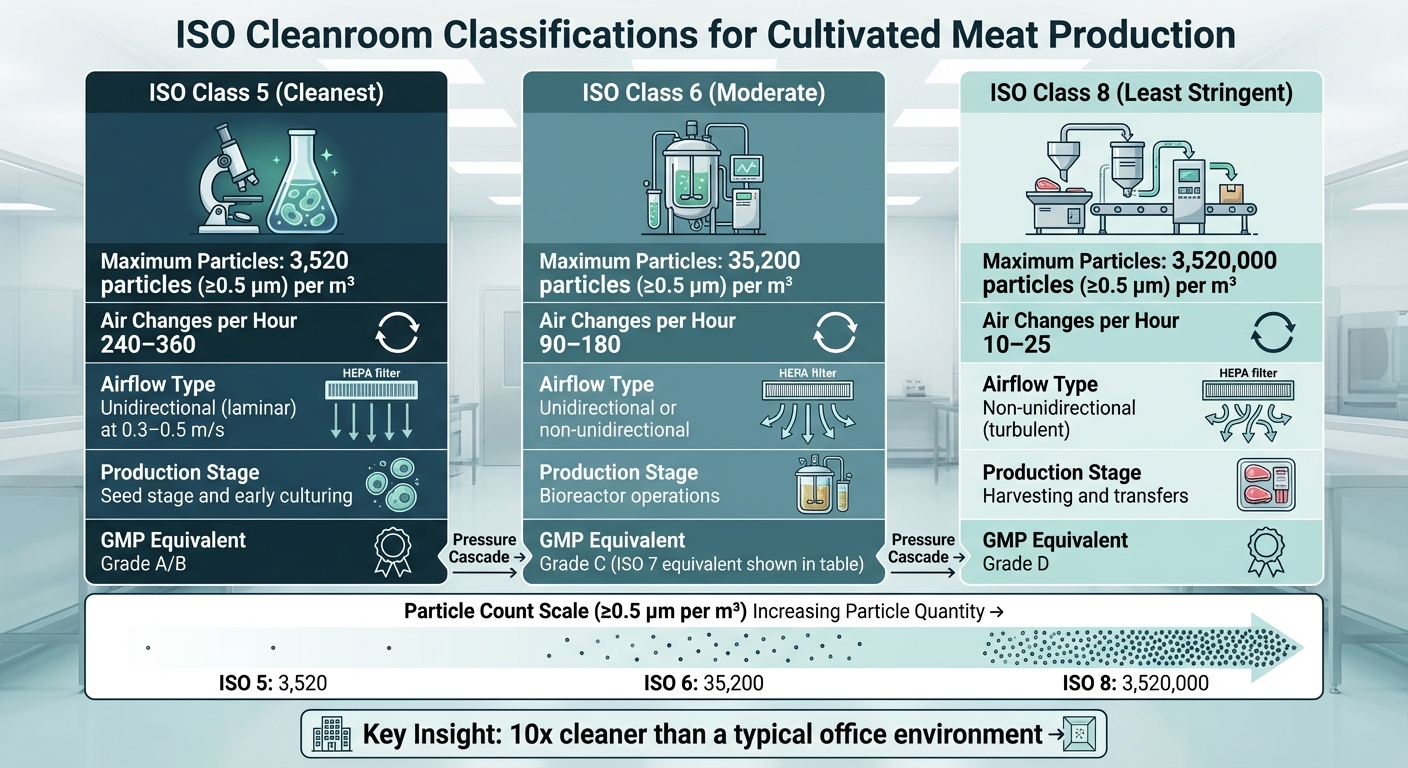
- संवर्धित मांस उत्पादन के लिए आमतौर पर आवश्यक होता है:
- ISO क्लास 5: बीज चरण और प्रारंभिक संवर्धन के लिए, प्रति घन मीटर 3,520 कणों (≥0.5 µm) तक की अनुमति देता है।
- ISO क्लास 6: बायोरिएक्टर संचालन के लिए, 35,200 कणों (≥0.5 µm) तक की अनुमति देता है।
- ISO क्लास 8: कटाई और स्थानांतरण के लिए, 3,520,000 कणों (≥0.5 µm) की सीमा के साथ।
- HEPA फिल्टर, वायु प्रवाह नियंत्रण, और दबाव कैस्केड स्वच्छता बनाए रखते हैं। उच्च वायु परिवर्तन दरें ( e.g. , 240–360 प्रति घंटा ISO क्लास 5 के लिए) सख्त वातावरण में उपयोग किए जाते हैं।
- क्लीनरूम्स संवर्धित मांस के लिए महत्वपूर्ण हैं क्योंकि संदूषण बैचों को नष्ट कर सकता है, जिससे वित्तीय नुकसान और सुरक्षा चिंताएं उत्पन्न होती हैं।
क्लीनरूम उपयोग और बंद बायोरिएक्टर सिस्टम के बीच संतुलन लागत को कम कर सकता है जबकि सुरक्षा मानकों को पूरा करता है। उदाहरण के लिए, बंद सिस्टम महंगे ISO 5 वातावरण पर निर्भरता को कम करते हैं, जिससे उत्पादन अधिक लागत-प्रभावी बनता है।
मुख्य निष्कर्ष: क्लीनरूम वर्गीकरण और उचित पर्यावरणीय नियंत्रण सुरक्षित, कुशल संवर्धित मांस उत्पादन के लिए महत्वपूर्ण हैं, विशेष रूप से उच्च जोखिम वाले चरणों जैसे कि सेल सीडिंग में।
संवर्धित मांस के लिए ISO क्लीनरूम वर्ग
संवर्धित मांस उत्पादन चरणों के लिए ISO क्लीनरूम वर्गीकरण
संवर्धित मांस उत्पादन मुख्य रूप से तीन ISO क्लीनरूम वर्गीकरणों पर निर्भर करता है - क्लास 5, क्लास 6, और क्लास 8। प्रत्येक को विभिन्न उत्पादन चरणों के दौरान विशिष्ट संदूषण जोखिमों को संबोधित करने के लिए डिज़ाइन किया गया है, जो उत्पाद की सुरक्षा और परिचालन लागत दोनों को प्रभावित करता है।
इन मानकों को बनाए रखने के लिए, सुविधाएं अक्सर एक स्तरित कक्ष डिज़ाइन का उपयोग करती हैं जो महत्वपूर्ण क्षेत्रों में दूषित हवा को प्रवेश करने से रोकने के लिए दबाव कैस्केड बनाती हैं [9]. डॉ. हाइको बॉमगार्टनर जोर देते हैं कि "क्लास 5 से 7 का उपयोग ज्यादातर खाद्य उत्पादन में किया जाता है" [9], संवर्धित मांस निर्माण में उनकी महत्वपूर्णता को रेखांकित करते हुए। नीचे यह बताया गया है कि प्रत्येक ISO वर्ग कैसे संवर्धित मांस स्केलिंग प्रक्रिया. में लागू होता है।
आईएसओ क्लास 5: बीज चरण और प्रारंभिक संवर्धन
आईएसओ क्लास 5 खेती वाले मांस उत्पादन में सबसे स्वच्छ वातावरण का प्रतिनिधित्व करता है, जिसमें प्रति घन मीटर 3,520 कण (≥0.5 µm) से अधिक नहीं होते [5][7]. बीज चरण में, सबसे छोटी संदूषण भी पूरे बैच को खतरे में डाल सकती है।
इस स्तर की स्वच्छता प्राप्त करने के लिए, सुविधाएं एकदिशीय (लैमिनार) वायु प्रवाह का उपयोग करती हैं, जिसकी गति 0.3–0.5 मी/से है, और प्रति घंटे 240–360 वायु परिवर्तन [8][3][5]. ये स्थितियां ईयू जीएमपी ग्रेड ए/बी मानकों (आराम की स्थिति में) के साथ मेल खाती हैं [5]. वायु परिवर्तनों की उच्च दर कणों की निरंतर सफाई सुनिश्चित करती है, जिससे कोशिका बीजण और हैंडलिंग जैसी महत्वपूर्ण प्रक्रियाओं के दौरान स्वच्छता बनी रहती है।
आईएसओ क्लास 6: बायोरिएक्टर संचालन
आईएसओ क्लास 6 क्लीनरूम्स क्लास 5 की तुलना में कम सख्त होते हैं, जो प्रति घन मीटर 35,200 कणों (≥0.5 µm) की अनुमति देते हैं. ये क्षेत्र 90–180 वायु परिवर्तन प्रति घंटे, सख्त नियंत्रण के साथ व्यावहारिक उपयोगिता का संतुलन बनाते हैं[5][7][8][3]. दोनों एकदिशीय और गैर-एकदिशीय वायु प्रवाह विधियों का उपयोग किया जा सकता है[8][3].
GOOD Meat Inc. ने अपने एफडीए परामर्श दस्तावेज़ में बताया कि उनके सेल विस्तार प्रक्रियाएं क्लीनरूम्स में होती हैं जो HEPA फिल्टर और विभेदक वायु दबाव प्रणालियों से सुसज्जित हैं, जो बायोफार्मास्यूटिकल मानकों का पालन करती हैं[6]. यह दर्शाता है कि आईएसओ क्लास 6 वातावरण बड़े पैमाने पर सेल वृद्धि का समर्थन करते हैं जबकि स्वच्छता बनाए रखते हैं।
आईएसओ क्लास 8: हार्वेस्टिंग और ट्रांसफर्स
आईएसओ क्लास 8 खेती किए गए मांस उत्पादन में उपयोग की जाने वाली सबसे कम प्रतिबंधात्मक वर्गीकरण है, जो प्रति घन मीटर 3,520,000 कणों (≥0.5 µm) की अनुमति देता है [5] [7]. इस उच्च सीमा के बावजूद, यह एक सामान्य कार्यालय वातावरण की तुलना में काफी साफ रहता है [7]. इन क्षेत्रों का उपयोग डाउनस्ट्रीम प्रक्रियाओं जैसे कि हार्वेस्टिंग, फॉर्मुलेशन, और पोस्ट-हार्वेस्ट हैंडलिंग के लिए किया जाता है।
नवंबर 2021 में, मोसा मीट ने नोट किया कि "मांस हार्वेस्टिंग प्रक्रिया … संभवतः एक [अंतर्राष्ट्रीय मानक संगठन] आईएसओ क्लास 8 क्षेत्र में होगी" [6]. इन क्षेत्रों को केवल 10–25 वायु परिवर्तन प्रति घंटा की आवश्यकता होती है और यह गैर-एकदिशीय (अशांत) वायु प्रवाह पर निर्भर करते हैं [8] . अधिक लागत-कुशल होने के बावजूद, वे अंतिम उत्पाद हैंडलिंग के दौरान पर्यावरणीय प्रदूषकों के खिलाफ पर्याप्त सुरक्षा प्रदान करते हैं।
| ISO वर्गीकरण | अधिकतम कण (≥0.5 µm/m³) | प्रति घंटे वायु परिवर्तन | विशिष्ट संवर्धित मांस चरण |
|---|---|---|---|
| ISO क्लास 5 | 3,520 | 240–360 | बीज चरण और प्रारंभिक संवर्धन |
| ISO क्लास 6 | 35,200 | 90–180 | बायोरिएक्टर संचालन |
| ISO क्लास 8 | 3,520,000 | 10–25 | कटाई और स्थानांतरण |
sbb-itb-ffee270
वायु निस्पंदन और पर्यावरणीय नियंत्रण आवश्यकताएँ
ISO क्लीनरूम मानक संवर्धित मांस उत्पादन के दौरान कण स्तरों को स्वीकार्य सीमाओं के भीतर बनाए रखने के लिए सटीक वायु निस्पंदन, नियंत्रित वायु प्रवाह, और स्थिर पर्यावरणीय स्थितियों की आवश्यकता होती है।इन प्रणालियों को सख्त ISO वर्गीकरणों को पूरा करने के लिए सुविधा के समग्र डिज़ाइन में सावधानीपूर्वक एकीकृत किया गया है।
वायु गुणवत्ता के लिए HEPA फिल्टर
HEPA (हाई-एफिशिएंसी पार्टिकुलेट एयर) फिल्टर को 0.3 µm जितने छोटे कणों को पकड़ने के लिए डिज़ाइन किया गया है[3] . ISO क्लास 5 वातावरण में - जो आमतौर पर बीज चरण संचालन के लिए उपयोग किया जाता है - HEPA फिल्टर अक्सर पूरे छत को कवर करते हैं, जिससे एकदिशीय (लैमिनार) वायु प्रवाह सक्षम होता है। यह वायु प्रवाह 0.3 m/s और 0.5 m/s के बीच की गति से नीचे की ओर चलता है, जिससे कणों को फर्श-स्तरीय निकासों के माध्यम से प्रभावी ढंग से बाहर निकाला जाता है[3].
कम सख्त क्षेत्रों में, जैसे कि ISO क्लास 7 और 8 स्थान, गैर-एकदिशीय (अशांत) वायु प्रवाह प्रणालियों का आमतौर पर उपयोग किया जाता है। ये क्षेत्र कणों को हटाने के लिए उच्च वायु परिवर्तन दरों पर निर्भर करते हैं।उदाहरण के लिए, ISO क्लास 5 कमरों को प्रति घंटे 240–360 एयर परिवर्तन की आवश्यकता होती है, जबकि ISO क्लास 8 कमरों को केवल 10–25 एयर परिवर्तन की आवश्यकता होती है [3].
एयर परिवर्तन, दबाव कैस्केड, और निगरानी
एयर परिवर्तन दरें एक समान नहीं होती हैं। HVAC विशेषज्ञ उन्हें कमरे के आकार, उपकरणों द्वारा उत्पन्न गर्मी, और उपस्थित कर्मियों की संख्या जैसे कारकों के आधार पर गणना करते हैं, बजाय इसके कि सामान्य मानकों को लागू करें [3]. दबाव कैस्केड एक और महत्वपूर्ण उपाय है, यह सुनिश्चित करते हुए कि स्वच्छ क्षेत्र उच्च वायु दबाव बनाए रखें ताकि वायु को कम स्वच्छ क्षेत्रों की ओर धकेला जा सके, जिससे संदूषण के जोखिम कम हो सकें। एयरलॉक और गाउनिंग रूम विभिन्न ISO वर्गीकरण वाले क्षेत्रों के बीच भौतिक बाधाओं के रूप में कार्य करते हैं [3].
दबाव की अखंडता को बनाए रखने के लिए, आसन्न ISO वर्गों के बीच संक्रमण को सावधानीपूर्वक प्रबंधित किया जाना चाहिए [3]. वास्तविक समय निगरानी, जैसा कि ISO 14644-2:2015 में वर्णित है, लाइट स्कैटरिंग एयरबोर्न पार्टिकल काउंटर्स (LSAPC) का उपयोग करता है ताकि यह सुनिश्चित किया जा सके कि कण सांद्रता निर्दिष्ट सीमाओं के भीतर रहे [1]. इसके अतिरिक्त, ISO 14644-1:2015 सांख्यिकीय मॉडल 95% विश्वास स्तर प्रदान करता है कि कम से कम 90% क्लीनरूम क्षेत्र वर्ग सीमाओं को पूरा करता है [2].
तापमान और आर्द्रता नियंत्रण
वायु प्रवाह प्रबंधन स्थिर तापमान और आर्द्रता स्तर बनाए रखने के साथ हाथ में हाथ मिलाकर काम करता है, जो कण व्यवहार और निस्पंदन प्रदर्शन पर महत्वपूर्ण प्रभाव डालता है। जबकि ISO 14644-1 विशिष्ट तापमान या आर्द्रता सेटिंग्स का निर्देश नहीं देता है, ये कारक निस्पंदन दक्षता को अनुकूलित करने के लिए महत्वपूर्ण हैं [2]. HVAC सिस्टम को बायोरिएक्टर और कर्मियों द्वारा उत्पन्न गर्मी का ध्यान रखना चाहिए ताकि सुसंगत परिस्थितियों को सुनिश्चित किया जा सके [3].
कण गणना परीक्षण करने से पहले, तापमान और आर्द्रता को स्थिर किया जाना चाहिए ताकि ISO वर्गीकरण परिणामों में हस्तक्षेप न हो [2]. इन पर्यावरणीय नियंत्रणों को सुविधा के डिजाइन और निर्माण चरणों के दौरान शामिल किया जाना चाहिए, जैसा कि ISO 14644-4 में निर्दिष्ट है, और संवर्धित मांस उत्पादन की विशिष्ट मांगों को पूरा करने के लिए अनुकूलित समायोजन के साथ [4].
संवर्धित मांस जैवप्रसंस्करण में ISO मानक
ISO क्लीनरूम वर्गीकरण संवर्धित मांस उत्पादन में महत्वपूर्ण भूमिका निभाते हैं, प्रत्येक चरण की आवश्यकताओं के साथ संरेखित होते हैं ताकि स्वच्छता बनाए रखी जा सके, संदूषण को रोका जा सके, और सुरक्षा सुनिश्चित की जा सके। ये मानक प्रक्रिया के दौरान सख्त पर्यावरणीय नियंत्रण बनाए रखने के लिए एक ढांचा प्रदान करते हैं।
प्रसार और वृद्धि चरण
प्रसार चरण के दौरान, जहां कोशिकाएं तेजी से गुणा करती हैं, एक निष्फल वातावरण बनाए रखना अत्यंत महत्वपूर्ण है।ISO क्लास 5 क्लीनरूम्स, जो GMP ग्रेड A/B के समकक्ष हैं फार्मास्यूटिकल निर्माण में, आमतौर पर बीज चरण संचालन और प्रारंभिक सेल कल्चरिंग के लिए उपयोग किए जाते हैं [11] [13].
इन मानकों का पालन आवश्यक है। डीन जोएल पॉवेल बताते हैं कि स्टेराइल परिस्थितियों में उत्पादित कल्टीवेटेड मीट फार्मास्यूटिकल मानकों को दर्शाता है, जो साल्मोनेला, कैंपिलोबैक्टर, और पैथोजेनिक ई. कोलाई जैसे रोगजनकों से जोखिम को काफी हद तक कम करता है[6].
इन उपायों के बावजूद, संदूषण एक चुनौती बनी रहती है। उद्योग रिपोर्ट्स में 11.2% औसत संदूषण विफलता दर, दिखाई गई है जो बड़े पैमाने पर संचालन के लिए 19.5% तक बढ़ जाती है। इसके विपरीत, बायोफार्मास्यूटिकल सुविधाएं - जो ISO प्रोटोकॉल के साथ अनुभवी हैं - ने केवल 3.2% संदूषण विफलताएँ 2022 [6] .
स्वच्छता को लागत दक्षता के साथ संतुलित करने के लिए, कई सुविधाएं "रूम-इन-रूम" डिज़ाइन. अपनाती हैं। इस दृष्टिकोण में एक ISO 5 कोर को कम स्वच्छता वाले क्षेत्रों (ISO 6 या 7) के भीतर रखा जाता है, स्वच्छ क्षेत्रों से कम महत्वपूर्ण क्षेत्रों की ओर वायु प्रवाह को निर्देशित करने के लिए दबाव कैस्केड का उपयोग करते हुए, क्रॉस-संदूषण को कम करता है[9]. अतिरिक्त सुरक्षा के लिए, सुविधाएं ISO 14644-7 में निर्दिष्ट स्वच्छ वायु हुड या आइसोलेटर जैसे विभाजक उपकरणों का उपयोग कर सकती हैं[4][12].
एक बार जब प्रसार चरण सेलुलर अखंडता सुनिश्चित करता है, तो प्रक्रिया कटाई में परिवर्तित हो जाती है, जहां ISO क्लास 8 वातावरण का प्रभुत्व होता है।
कटाई और कटाई के बाद की हैंडलिंग
कटाई का चरण, जहां कोशिकाओं को परिपक्वता के बाद एकत्र किया जाता है, ISO क्लास 8 क्लीनरूम्स में संचालित होता है, जो GMP ग्रेड D के समकक्ष है [13]. इस चरण में, कोशिकाएं अधिक स्थिर होती हैं और पहले के विकास चरणों की तुलना में संदूषण की संभावना कम होती है। ISO 8 वातावरण में कम वायु परिवर्तन की आवश्यकता होती है - 10–25 प्रति घंटा - की तुलना में 240–360 की आवश्यकता होती है ISO 5 स्थानों के लिए [8] .
ये क्लीनरूम्स मानक कार्यालय वातावरण की तुलना में वायुमंडलीय कणों को दस गुना कम करते हैं, 3,520,000 कणों (≥0.5 µm) से कम बनाए रखते हैं[15]. यह नियंत्रित वातावरण स्थानांतरण और प्रारंभिक प्रसंस्करण के दौरान उत्पाद की गुणवत्ता सुनिश्चित करता है।
ISO 14698-1 जैव संदूषण नियंत्रण के लिए दिशानिर्देश प्रदान करता है, जिसमें निगरानी प्रणाली शामिल हैं जो बैक्टीरिया और बीजाणुओं का पता लगाने के लिए हैं जो उत्पाद सुरक्षा को प्रभावित कर सकते हैं[10] . इस चरण के दौरान नियामक निगरानी भी बदल जाती है। संयुक्त राज्य अमेरिका में, एफडीए प्रसार और वृद्धि चरणों की निगरानी करता है, जबकि यूएसडीए-एफएसआईएस कटाई और उसके बाद की प्रसंस्करण की देखरेख करता है[14].
गाउनिंग और वर्कफ़्लो प्रोटोकॉल
क्लीनरूम मानकों को बनाए रखना भी काफी हद तक कर्मियों के प्रोटोकॉल पर निर्भर करता है। ISO 14644-5:2025 क्लीनरूम संचालन के लिए आवश्यकताओं को रेखांकित करता है, जो संस्कृति अखंडता को बनाए रखने के लिए लोगों और सामग्रियों की आवाजाही पर केंद्रित है[4] .
मानव स्रोतों जैसे त्वचा कोशिकाओं या सूक्ष्मजीवों से संदूषण को रोकने के लिए उचित गाउनिंग आवश्यक है।गाउनिंग के लिए उपयोग की जाने वाली सामग्री को विशेष क्षेत्र के ISO वर्ग के साथ संगत होना चाहिए, जैसा कि ISO 14644-18:2023[4]. में वर्णित है। एयरलॉक्स और गाउनिंग रूम बाधाओं के रूप में कार्य करते हैं, यह सुनिश्चित करते हुए कि विभिन्न स्वच्छता स्तरों के क्षेत्रों के बीच संदूषक नहीं ले जाए जाते हैं।
प्रशिक्षण एक और महत्वपूर्ण घटक है। ISO 14698-1 Annex G, के अनुसार, कर्मियों को न केवल गाउनिंग तकनीकों में महारत हासिल करनी चाहिए, बल्कि संदूषण से जुड़े जोखिमों और प्रोटोकॉल के पीछे के तर्क को भी समझना चाहिए[10]. यह ज्ञान सतर्कता को बढ़ावा देता है, प्रक्रियात्मक त्रुटियों को कम करता है जो पूरे उत्पादन बैचों को खतरे में डाल सकते हैं। उन्नत बायोप्रोसेस नियंत्रण सॉफ़्टवेयर इन जोखिमों को और कम करता है, महत्वपूर्ण पर्यावरणीय मापदंडों को स्वचालित करके।
| आईएसओ क्लास | जीएमपी ग्रेड समकक्ष | विशिष्ट बायोप्रोसेसिंग चरण | प्रति घंटे एयर परिवर्तन |
|---|---|---|---|
| आईएसओ 5 | ग्रेड ए/बी | बीज चरण, प्रारंभिक संवर्धन | 240–360 |
| आईएसओ 7 | ग्रेड सी | बायोरिएक्टर संचालन | 30–60 |
| आईएसओ 8 | ग्रेड डी | कटाई, कटाई के बाद का प्रबंधन | 10–25 |
| आईएसओ 9 | एन/ए | सामान्य सुविधा/समर्थन क्षेत्र | परिवर्तनीय |
क्लीनरूम बनाम बंद सिस्टम: लागत और दक्षता
उत्पादन के लिए आईएसओ वर्गीकरण का निर्णय लेते समय, यह केवल जैव सुरक्षा आवश्यकताओं को पूरा करने के बारे में नहीं है।आपके द्वारा किए गए विकल्पों के साथ महत्वपूर्ण लागत और दक्षता के प्रभाव भी होते हैं जो वाणिज्यिक सफलता को प्रभावित कर सकते हैं।
क्लीनरूम निर्माण और रखरखाव लागत
आईएसओ-अनुपालन क्लीनरूम का निर्माण कोई छोटा निवेश नहीं है। लागत व्यापक रूप से भिन्न होती है, जो वर्गीकरण स्तर और आवश्यक तकनीकी विनिर्देशों पर निर्भर करती है [16]. इस परिप्रेक्ष्य में रखने के लिए, एक क्लीनरूम का निर्माण करना दस गुना अधिक महंगा हो सकता है, एक बंद प्रसंस्करण के लिए एक अवर्गीकृत स्थान स्थापित करने की तुलना में [17].
"एक क्लीनरूम का निर्माण करना एक अवर्गीकृत कमरे की तुलना में दस गुना अधिक महंगा हो सकता है।" – सेबेस्टियन बोहन, उप बाजार नेता, वैकल्पिक प्रोटीन, सीआरबी [17]
इन लागतों में सबसे बड़े योगदानकर्ताओं में से एक एचवीएसी प्रणाली है, जो कुल खर्चों का 25%–50% तक. हो सकता है।उदाहरण के लिए, एक ISO 6 क्लीनरूम को ISO 8 वातावरण की तुलना में हवा की मात्रा को दो बार से अधिक कंडीशनिंग की आवश्यकता होती है [18]. और यह सब नहीं है - निगरानी प्रणालियों और इंटरलॉक्स या कस्टम फ्लोरिंग जैसी विशेष सुविधाओं जैसे खर्च अक्सर प्रारंभिक उद्धरणों में शामिल नहीं होते हैं [18].
बंद बायोरिएक्टर सिस्टम के लाभ
बंद बायोरिएक्टर सिस्टम क्लीनरूम के लिए एक अधिक लागत-प्रभावी विकल्प प्रदान करते हैं, जबकि जैव सुरक्षा में भी सुधार करते हैं। ये सिस्टम सेल संवर्धन को सील किए गए पोतों में होने की अनुमति देते हैं, जिससे ISO-रेटेड वातावरण की आवश्यकता कम हो जाती है [17]. यह दृष्टिकोण न केवल निर्माण लागत को कम करता है बल्कि भाप नसबंदी जैसी सुविधाओं और नमूने के दौरान पोत के उद्घाटन को कम करके सुरक्षा को भी बढ़ाता है।
डीन जोएल पॉवेल द गुड फूड इंस्टीट्यूट एशिया पैसिफिक से बताते हैं कि अगर उपकरण को एक बंद प्रणाली के रूप में डिज़ाइन किया गया है, तो उत्पादन के हर चरण के लिए वर्गीकृत क्लीनरूम की आवश्यकता नहीं हो सकती है। यह विशेष रूप से उन संवर्धित मांस उत्पादकों के लिए प्रासंगिक है जो लागत को कम रखना चाहते हैं, जो बायोफार्मास्युटिकल उत्पादन की सामान्यतः उच्च लागत संरचना के विपरीत है [6].
बंद प्रणालियों पर निर्भर होकर, उत्पादक लागत और सुरक्षा के बीच संतुलन प्राप्त कर सकते हैं, जिससे उत्पादन को बढ़ाने के लिए यह एक व्यावहारिक विकल्प बन जाता है।
लागत और अनुपालन का संतुलन
एक संकर दृष्टिकोण अपनाना - बंद प्रणालियों को लक्षित क्लीनरूम उपयोग के साथ संयोजित करना - लागत को अनुकूलित करने में मदद कर सकता है जबकि नियमों के साथ अनुपालन में रहना। उदाहरण के लिए, सुविधाएं अधिकांश जैवप्रसंस्करण चरणों के लिए बंद प्रणालियों का उपयोग कर सकती हैं, उच्च जोखिम वाले चरणों जैसे बीज संवर्धन के लिए क्लीनरूम आरक्षित कर सकती हैं।इस दृष्टिकोण से महंगे ISO 5 वातावरणों पर निर्भरता कम हो सकती है, जो आमतौर पर 240–360 वायु परिवर्तन प्रति घंटा [8] [19].
विभिन्न कंपनियों ने इस संतुलन के लिए अलग-अलग दृष्टिकोण अपनाए हैं। GOOD Meat Inc., उदाहरण के लिए, HEPA फिल्टर और भिन्न वायु दबाव के साथ क्लीनरूम का उपयोग करता है, जो उनके पूरे प्रक्रिया के लिए बायोफार्मास्यूटिकल मानकों का पालन करता है [6]. दूसरी ओर, Mosa Meat ने सुझाव दिया है कि कटाई ISO क्लास 8 क्षेत्र में हो सकती है, जो सबसे कम सख्त वर्गीकरण है, जबकि UPSIDE Foods ने कुछ संचालन के लिए तापमान-नियंत्रित परिस्थितियों में "स्वच्छ उपकरण" का विकल्प चुना है [6].
अंततः, उत्पादकों को सावधानीपूर्वक समझौते का मूल्यांकन करना होगा।बंद प्रणालियाँ पूंजी और परिचालन लागत दोनों को काफी हद तक कम कर सकती हैं, साथ ही संभावित रूप से बेहतर जैव सुरक्षा परिणाम प्रदान कर सकती हैं। यह उन्हें संवर्धित मांस उद्योग में कई लोगों के लिए एक आकर्षक विकल्प बनाता है।
निष्कर्ष
ISO क्लीनरूम वर्गीकरण संवर्धित मांस उत्पादन के दौरान संदूषण को प्रबंधित करने में एक महत्वपूर्ण भूमिका निभाते हैं। बीज चरण संचालन के लिए, आमतौर पर 240–360 वायु परिवर्तन प्रति घंटे के साथ एक ISO क्लास 5 वातावरण बनाए रखना आवश्यक होता है, जबकि ISO क्लास 8 की स्थितियाँ आमतौर पर कटाई चरणों के लिए पर्याप्त होती हैं [8]. हालांकि फार्मास्यूटिकल-ग्रेड नसबंदी प्राप्त करना - रोगजनकों को पूरी तरह से हटाना - तकनीकी रूप से संभव है, लेकिन इससे जुड़ी लागतें बहुत अधिक होती हैं। परिप्रेक्ष्य के लिए, मोनोक्लोनल एंटीबॉडी का उत्पादन प्रति किलोग्राम संवर्धित मांस की तुलना में कहीं अधिक महंगा है, यदि इसे व्यावसायिक रूप से व्यवहार्य बने रहना है [6]. ये वित्तीय बाधाएँ अनुकूलनशील संदूषण नियंत्रण रणनीतियों के महत्व को उजागर करती हैं।
उद्योग के नेता पहले से ही दिखा रहे हैं कि कैसे अनुकूलित क्लीनरूम डिज़ाइन और बंद प्रणाली दृष्टिकोण मौजूदा नियामक ढाँचों के भीतर काम कर सकते हैं [6]. क्लीनरूम मानकों और बंद प्रणालियों के बीच यह संतुलन संवर्धित मांस उत्पादन में ISO दिशानिर्देशों के महत्व को रेखांकित करता है।
सफलता की कुंजी रणनीतिक कार्यान्वयन में निहित है। सुविधाएं अधिकांश जैवप्रसंस्करण चरणों के लिए बंद प्रणालियों को उच्च-जोखिम चरणों के लिए चयनात्मक क्लीनरूम उपयोग के साथ जोड़ सकती हैं। यह दृष्टिकोण जैव सुरक्षा बनाए रखने में मदद करता है जबकि पूंजी और परिचालन लागत दोनों का प्रबंधन करता है। जैसे-जैसे उद्योग खाद्य-ग्रेड गुड सेल कल्चर प्रैक्टिसेज (GCCP) की ओर बढ़ रहा है, ऐसे जोखिम-आधारित रणनीतियाँ नियामक आवश्यकताओं को पूरा करने और वाणिज्यिक व्यवहार्यता सुनिश्चित करने के लिए अत्यधिक महत्वपूर्ण होंगी [6]. अधिक विस्तृत मार्गदर्शन के लिए, कृत्रिम मांस उत्पादन में क्लीनरूम अनुकूलन पर,
सामान्य प्रश्न
कृत्रिम मांस उत्पादन में ISO क्लास 5 क्लीनरूम का उपयोग करने के क्या लाभ हैं?
ISO क्लास 5 क्लीनरूम कण सांद्रता को सख्ती से नियंत्रित करने वाले वातावरण की पेशकश करते हैं, जो एक अत्यंत स्वच्छ और नियंत्रित स्थान सुनिश्चित करता है। यह स्तर की सटीकता कृत्रिम मांस उत्पादन में महत्वपूर्ण एसेप्टिक प्रक्रियाओं के दौरान नसबंदी बनाए रखने और संदूषण के जोखिम को कम करने के लिए आवश्यक है।
ISO क्लास 5 मानकों का पालन करने से सुविधाएं उत्पाद की अखंडता बनाए रख सकती हैं, नाजुक सेल संस्कृतियों की रक्षा कर सकती हैं, और सख्त जैव सुरक्षा और स्वच्छता नियमों का पालन कर सकती हैं। कृत्रिम मांस उत्पादन में, यहां तक कि सबसे छोटा संदूषण भी पूरे प्रक्रिया को बाधित कर सकता है, जिससे ऐसे नियंत्रण अनिवार्य हो जाते हैं।
संवर्धित मांस सुविधाओं में बंद बायोरिएक्टर सिस्टम उत्पादन लागत को कैसे कम करते हैं?
बंद बायोरिएक्टर सिस्टम संदूषण के जोखिम को काफी हद तक कम करके उत्पादन लागत को कम करने में महत्वपूर्ण भूमिका निभाते हैं। इसका मतलब है कि कम बार सफाई और नसबंदी की आवश्यकता होती है, जिससे समय और संसाधनों की बचत होती है।
ये सिस्टम सख्ती से नियंत्रित वृद्धि की स्थिति प्रदान करते हैं, जिससे वृद्धि मीडिया और ऊर्जा जैसे इनपुट का कुशल उपयोग होता है। दक्षता बढ़ाकर और अपशिष्ट को सीमित करके, बंद बायोरिएक्टर संवर्धित मांस का उत्पादन अधिक किफायती और स्केल करना आसान बनाते हैं।
संवर्धित मांस उत्पादन में क्लीनरूम मानकों को बनाए रखने के लिए वायु परिवर्तन दर क्यों महत्वपूर्ण है?
वायु परिवर्तन दर संवर्धित मांस उत्पादन में क्लीनरूम मानकों को बनाए रखने में महत्वपूर्ण भूमिका निभाती है। यह क्लीनरूम के भीतर हवा को बार-बार बदलकर वायुजनित कणों और सूक्ष्मजीवों के कुशल नियंत्रण को सुनिश्चित करती है।
यह प्रक्रिया संदूषण के जोखिम को कम करती है और आवश्यक ISO स्वच्छता वर्गीकरण को बनाए रखने में मदद करती है। निरंतर वायु परिसंचरण न केवल जैव सुरक्षा की रक्षा करता है बल्कि उत्पाद की गुणवत्ता की भी रक्षा करता है, मांस कोशिकाओं की खेती के लिए आदर्श परिस्थितियाँ प्रदान करता है जबकि सख्त उद्योग आवश्यकताओं को पूरा करता है।









