

यदि आप पायलट से वाणिज्यिक मात्रा तक पशु कोशिका संस्कृति को बिना द्रव्यमान स्थानांतरण, अपशिष्ट नियंत्रण, स्वच्छता, और अपटाइम को पहले ठीक किए बढ़ाते हैं, तो आपके प्रति किलोग्राम लागत बढ़ सकती है, घट नहीं सकती।
बायोप्रोसेस इंजीनियरों और संवर्धित मांस टीमों के लिए, लागत समस्या सरल है: बड़े बायोरिएक्टरों को ऑक्सीजन देना, ठंडा करना, मिलाना, और स्वच्छ रखना कठिन होता है, जबकि पशु कोशिकाएं शियर-संवेदनशील और धीमी गति से बढ़ने वाली होती हैं। व्यवहार में, इसका मतलब है कि मीडिया, स्टेनलेस स्टील सिस्टम, सेंसर, उपयोगिताओं, श्रम, और असफल बैचों पर अधिक खर्च। लेख में कठिन जैविक सीमाओं की ओर भी इशारा किया गया है, जिसमें 2–10 mM, अमोनिया अवरोधन, 20 m³ पोतों में बैच हानि जो 2–3 टन उत्पाद को मिटा सकती है, और कोशिका प्रदर्शन और प्रक्रिया सेट-अप के आधार पर लगभग 7.0 g/L और 110 g/L के बीच का अंतर शामिल है।
यहाँ संक्षेप में:
- बड़े पोत कम यूनिट लागत की गारंटी नहीं देते
- जैसे-जैसे मात्रा बढ़ती है, ऑक्सीजन स्थानांतरण और CO₂ स्ट्रिपिंग कठिन हो जाते हैं
- अमोनिया और लैक्टेट का निर्माण पोत क्षमता के उपयोग से पहले उत्पादन को कम कर सकता है
- धीमी डबलिंग समय प्रदूषण, डाउनटाइम, और बहाव के लिए अधिक जोखिम जोड़ते हैं
- वाणिज्यिक संयंत्रों को एक पोत से अधिक की आवश्यकता होती है: CIP/SIP, स्वच्छ पाइपिंग, 316L स्टेनलेस स्टील, जांच, शीतलन, ऑक्सीजन आपूर्ति, भाप, पानी, और HVAC
- परफ्यूजन और कड़े नियंत्रण स्थापित m³ प्रति उत्पादन को बढ़ा सकते हैं , लेकिन वे हार्डवेयर और नियंत्रण भार भी जोड़ते हैं
- TEA को संयंत्र सीमाओं को जल्दी दर्शाना चाहिए, अन्यथा कैपेक्स योजनाएं उस जीवविज्ञान से दूर जा सकती हैं जिसे समर्थन मिल सकता है
- खरीदारी केवल तभी काम करती है जब यह प्रक्रिया डेटा का पालन करती है, केवल पूर्वानुमान मात्रा नहीं
मैं मुख्य बिंदु इस तरह देखता हूँ: स्केल-अप एक गुणा अभ्यास नहीं है।यह लागत और जोखिम को रीसेट करने का एक तरीका है। यदि पायलट स्केल पर प्रक्रिया विंडो कमजोर है, तो एक बड़ा रिएक्टर केवल कमजोरी को अधिक महंगा बना देता है।
बायोरिएक्टर में स्केल अप चुनौतियाँ
sbb-itb-ffee270
वाणिज्यिक पैमाने पर बायोरिएक्टर की लागत क्यों बढ़ती है
वे सीमाएँ पौधों को अधिक जटिल उपकरणों, कड़े प्रक्रिया नियंत्रण, और उच्च चलने वाली लागतों की ओर धकेलती हैं। कारण काफी सरल है: बड़े पोतों को मिलाना, ठंडा करना, और स्वच्छ रखना कठिन होता है.
बड़े वॉल्यूम पर द्रव्यमान स्थानांतरण, मिश्रण, कतरनी, और गर्मी हटाने का संतुलन
बड़े कार्यशील वॉल्यूम पर, ऑपरेटरों के पास कम जगह होती है। हलचल को इतना कोमल रहना चाहिए कि कोशिका को नुकसान न पहुंचे। स्पार्जिंग को भी कम रहना चाहिए ताकि बुलबुले के नुकसान को कम किया जा सके, और इससे ऑक्सीजन स्थानांतरण पर अधिक दबाव पड़ता है [1].
यह समझौता दिन-प्रतिदिन के संचालन में तेजी से दिखाई देता है।यदि आप कोशिकाओं की सुरक्षा के लिए मिश्रण और गैस प्रवाह को कम करते हैं, तो ऑक्सीजन की आपूर्ति कठिन हो जाती है. इसके अलावा, CO2 स्ट्रिपिंग कोशिका घनत्व पर एक व्यावहारिक सीमा बन सकती है, जिसका अर्थ है कि अक्सर अतिरिक्त गैस-हैंडलिंग क्षमता की आवश्यकता होती है [1]. यदि उस सीमा को बहुत अधिक धकेला जाता है, तो वृद्धि घट जाती है। सीमा के भीतर रहने पर भी ऑक्सीजन-संवर्धन और गैस-विभाजन प्रणालियों को जोड़ने की आवश्यकता हो सकती है।
जैसे-जैसे रिएक्टर की मात्रा बढ़ती है, गर्मी हटाना कठिन हो जाता है। कई मामलों में, इसका मतलब है आंतरिक शीतलन कॉइल्स या बाहरी हीट एक्सचेंजर्स जोड़ना [1]. यह सब केवल पोत तक सीमित नहीं रहता। यह सीधे मीडिया उपयोग, उपकरण विनिर्देश, और संयंत्र ओवरहेड में जाता है।
संक्रमण नियंत्रण और प्रक्रिया स्थिरता के लिए अधिक बुनियादी ढांचे की आवश्यकता होती है
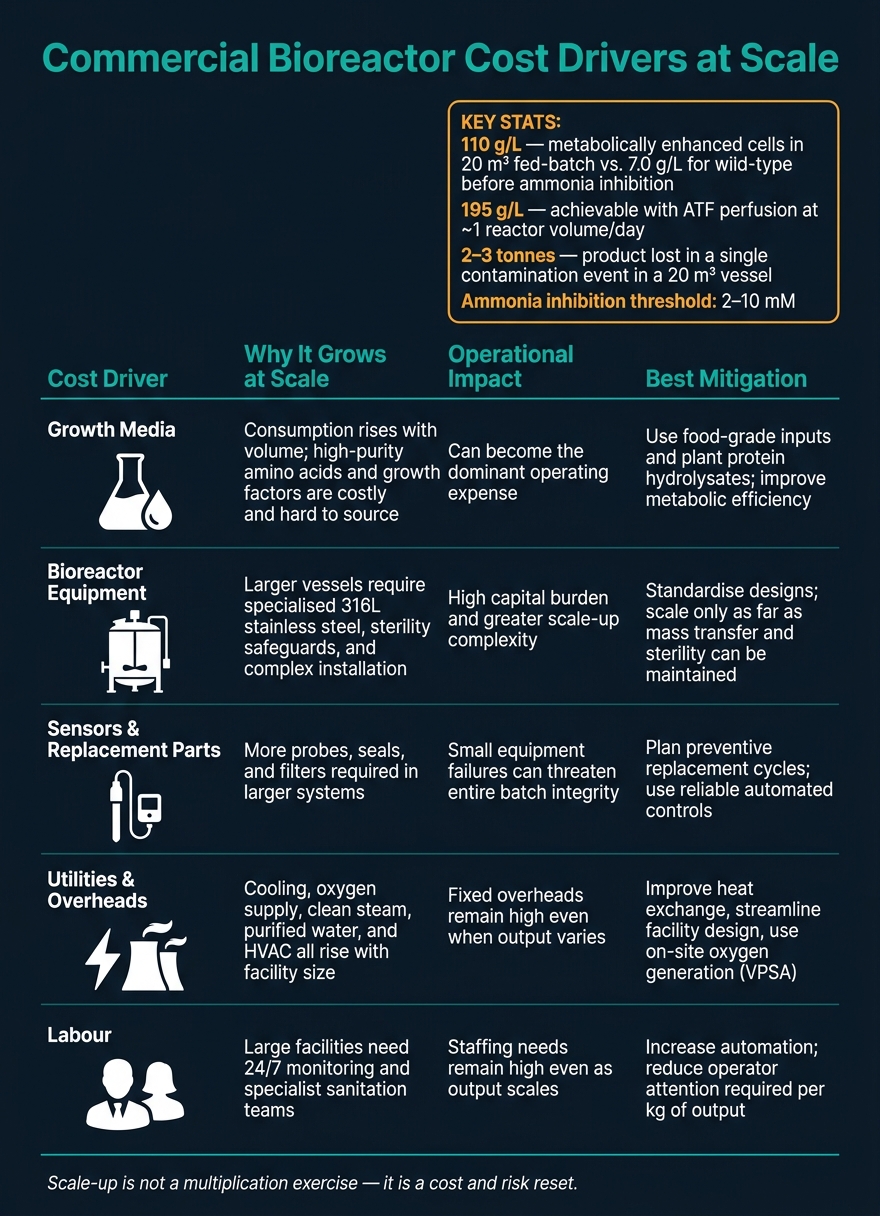
बड़े बैच केवल अधिक उत्पाद नहीं बनाते। वे प्रत्येक विफलता को भी बहुत अधिक महंगा बना देते हैं।20 m³ बायोरिएक्टर में एक संदूषण घटना 2-3 टन उत्पाद को नष्ट कर सकती है, साथ ही उस बैच में सभी महंगे मीडिया घटकों को भी [1].
यह जोखिम एक भारी बुनियादी ढांचे का बोझ बढ़ाता है। वाणिज्यिक प्रणालियों को ASME BPE-अनुपालन स्टेनलेस स्टील, एसेप्टिक पाइपिंग, स्टेराइल सील, और स्वचालित CIP/SIP की आवश्यकता होती है [1]. प्रक्रिया की निगरानी भी बहुत सख्त होनी चाहिए। घुलित ऑक्सीजन, pH, अमोनिया, और लैक्टेट सभी को करीबी ध्यान देने की आवश्यकता होती है, क्योंकि छोटे पोत में प्रबंधनीय हो सकने वाले ग्रेडिएंट वाणिज्यिक पैमाने पर पोत-व्यापी चयापचय बदलाव को ट्रिगर कर सकते हैं [1] [3].
कैसे पैमाना डाउनटाइम, बैच विफलता, और रखरखाव जोखिम को बढ़ाता है
धीमी वृद्धि डाउनटाइम की अर्थव्यवस्था को बदल देती है। यदि उत्पादन में समय लगता है, तो कोई भी रुकावट बैच विंडो के एक बड़े हिस्से में खा जाती है [1]. वाणिज्यिक पैमाने पर, एक खोया हुआ दिन एक छोटा परिचालन झटका नहीं है। इसका मतलब है कि उत्पादन का नुकसान जबकि स्थिर लागतें चलती रहती हैं।
सेंसर की विश्वसनीयता "उपयोगी" से आर्थिक रूप से महत्वपूर्ण. हो जाती है। pH और घुले हुए ऑक्सीजन के लिए स्वचालित प्रतिक्रिया प्रणाली को चलाना आसान बनाने के लिए नहीं है। यह इस बात का हिस्सा है कि ऑपरेटर कैसे अवरोधक निर्माण को पहचानते हैं इससे पहले कि एक बैच को छोड़ना पड़े। एक बार जब अमोनिया या CO2 अवरोधक स्तरों तक पहुँच जाता है, तो बैच को समाप्त करना उस संस्कृति को बनाए रखने से कम खर्चीला हो सकता है जो पहले ही धीमी हो चुकी है [1].
रखरखाव एक और स्थिर बोझ जोड़ता है। बड़े नसबंदी-महत्वपूर्ण सिस्टम को अधिक निवारक रखरखाव और अधिक सत्यापन कार्य की आवश्यकता होती है, जो लागत को और बढ़ा देता है [1].
ये बाधाएं सीधे उच्च ऑपेक्स और अधिक जटिल संयंत्र डिजाइन में योगदान करती हैं। व्यवहार में, वे मुख्य लागत बकेट्स में दिखाई देते हैं: मीडिया, उपकरण, उपयोगिताएँ, और श्रम।
वाणिज्यिक बायोरिएक्टर संचालन में मुख्य लागत चालक
वाणिज्यिक बायोरिएक्टर लागत चालक: स्केल-अप चुनौतियाँ & शमन
वाणिज्यिक स्तर पर, लागत आमतौर पर तीन व्यापक श्रेणियों में आती है: मीडिया, उपकरण, और दिन-प्रतिदिन के संचालन।
विकास मीडिया और महत्वपूर्ण इनपुट
मीडिया अक्सर वह जगह होती है जहाँ लागत का दबाव सबसे पहले दिखाई देता है। ग्लूकोज की लागत आमतौर पर प्रबंधनीय होती है, लेकिन अमीनो एसिड और विकास कारक एक अलग कहानी हैं। यही कारण है कि कई टीमें खाद्य-ग्रेड इनपुट और पौधे प्रोटीन हाइड्रोलाइसेट्स को उच्च-शुद्धता घटक स्टैक के हिस्से को बदलने के लिए देखती हैं।
लेकिन यह एक सीधा अदला-बदली नहीं है। हाइड्रोलाइसेट संरचना बैच से बैच में बदल सकती है, और प्रसंस्करण के दौरान उपयोग किए गए एंजाइम संयंत्र के फर्श पर प्रबंधन के लिए एक और चर जोड़ता है।भले ही इन समझौतों के साथ, दिशा काफी स्पष्ट है: यदि वाणिज्यिक उत्पादन लक्ष्य है तो थोक, खाद्य-ग्रेड सोर्सिंग एक व्यावहारिक आवश्यकता है।
चयापचय अवरोधन तस्वीर को कठिन बना देता है। जैसे-जैसे कोशिका घनत्व बढ़ता है, अमोनिया और लैक्टेट का निर्माण होता है। जब ऐसा होता है, तो उत्पादन घट सकता है इससे पहले कि पोत पूरी तरह से उपयोग में लिया जाए। निरंतर आधार पर इन अवरोधकों को हटाने के लिए परफ्यूजन निस्पंदन मदद कर सकता है, लेकिन इसका मतलब है अधिक हार्डवेयर, अधिक नियंत्रण बिंदु, और प्रणाली को अच्छी तरह से चलाने के लिए अधिक काम।
एक बार जब टीमें इनपुट लागतों को संभाल लेती हैं, तो उपकरण और सुविधा प्रणालियाँ लागत पर अगला बड़ा बोझ बन जाती हैं।
बायोरिएक्टर उपकरण, सेंसर, और प्रतिस्थापन भाग
पोत स्वयं पूंजी भार का केवल एक हिस्सा है। बड़े पैमाने पर, पाइपिंग, विद्युत, उपकरण, और स्थापना अक्सर लोगों की अपेक्षा से अधिक लागत में होती है।इसके अलावा, आपको स्टेनलेस स्टील सिस्टम, इलेक्ट्रोपॉलिशिंग, और सीआईपी/एसआईपी क्षमता की आवश्यकता होती है ताकि नसबंदी बनाए रखी जा सके।
सेंसर का चयन इस चरण में और भी महत्वपूर्ण हो जाता है। यदि एक घुलित ऑक्सीजन जांच विफल हो जाती है, या एक पीएच सेंसर बड़े-वॉल्यूम रन के दौरान बहकने लगता है, तो आप समस्या को तब तक नहीं देख सकते जब तक कि बैच की गुणवत्ता पहले से ही समझौता नहीं हो जाती। सबसे खराब स्थिति में, पूरा बैच चला जाता है। यही कारण है कि जांच, सील, और फिल्टर हाउसिंग को अंतिम-मिनट के सुधारों के बजाय नियोजित प्रतिस्थापन चक्रों की आवश्यकता होती है।
सुविधा के ओवरहेड्स, उपयोगिताएँ, और श्रम-गहन संचालन
उपयोगिताएँ जीवविज्ञान के साथ स्केल करती हैं। पशु कोशिकाएँ चयापचय गर्मी उत्पन्न करती हैं, इसलिए बड़े सिस्टम को मजबूत शीतलन क्षमता की आवश्यकता होती है। बड़े पैमाने पर साइटों को अक्सर स्पार्जिंग मांग का समर्थन करने के लिए वैक्यूम प्रेशर-स्विंग एड्सॉर्प्शन के माध्यम से ऑन-साइट ऑक्सीजन उत्पादन की आवश्यकता होती है।स्वच्छ भाप को नसबंदी के लिए जोड़ें, शुद्ध जल प्रणालियाँ, और उच्च-क्षमता HVAC, और आप एक निश्चित ओवरहेड के साथ समाप्त होते हैं जो तब भी उच्च रहता है जब एक बैच कम प्रदर्शन करता है।
श्रम को भी कम करना मुश्किल होता है जब तक कि स्वचालन अधिक काम नहीं करता। बड़े सुविधाओं को 24/7 निगरानी की आवश्यकता होती है, साथ ही स्वच्छता और फसल के लिए विशेषज्ञ टीमों की भी आवश्यकता होती है।
नीचे दी गई तालिका दिखाती है कि प्रत्येक लागत चालक पैमाने पर कैसे बदलता है और जहां शमन कार्य आमतौर पर सबसे अच्छा लाभ देता है।
| लागत चालक | यह पैमाने पर क्यों बढ़ता है | विशिष्ट परिचालन प्रभाव | सबसे प्रासंगिक शमन दृष्टिकोण |
|---|---|---|---|
| विकास माध्यम | उत्पादन मात्रा के साथ खपत बढ़ती है; उच्च-शुद्धता वाले अमीनो एसिड और विकास कारकों को प्राप्त करना कठिन है | प्रमुख परिचालन व्यय बन सकता है | जहां संभव हो खाद्य-ग्रेड इनपुट और पौधे प्रोटीन हाइड्रोलाइसेट का उपयोग करें; चयापचय दक्षता में सुधार करें |
| बायोरिएक्टर उपकरण | बड़े पोतों को विशेष स्टेनलेस स्टील, नसबंदी सुरक्षा उपायों और अधिक जटिल स्थापना की आवश्यकता होती है | उच्च पूंजी भार और अधिक पैमाने पर जटिलता | डिज़ाइनों को मानकीकृत करें और केवल उतना ही पैमाना बढ़ाएं जितना कि द्रव्यमान स्थानांतरण और नसबंदी बनाए रखी जा सके |
| सेंसर और प्रतिस्थापन भाग | बड़े सिस्टम में अधिक जांच, सील और फिल्टर की आवश्यकता होती है | छोटे उपकरण की विफलताएं बैच की अखंडता को खतरे में डाल सकती हैं | निवारक प्रतिस्थापन चक्रों की योजना बनाएं और विश्वसनीय स्वचालित नियंत्रणों का उपयोग करें |
| उपयोगिताएँ और ओवरहेड्स | शीतलन, ऑक्सीजन आपूर्ति, भाप, पानी, और HVAC सभी सुविधा के आकार के साथ बढ़ते हैं | चल रहे स्थिर ओवरहेड्स उच्च रह सकते हैं, भले ही उत्पादन में परिवर्तन हो | गर्मी विनिमय में सुधार करें, सुविधा डिजाइन को सुव्यवस्थित करें, और जहां उपयुक्त हो, ऑन-साइट ऑक्सीजन उत्पादन का उपयोग करें |
| श्रम | बड़ी सुविधाओं को चौबीसों घंटे निगरानी और विशेषज्ञ स्वच्छता की आवश्यकता होती है | स्टाफिंग की जरूरतें उच्च रहती हैं, भले ही उत्पादन का पैमाना बढ़े | स्वचालन बढ़ाएं और प्रति किलोग्राम उत्पादन पर ऑपरेटर ध्यान को कम करें |
खरीदारी टीमें
स्केल-अप की लागत का बोझ कैसे कम करें
इंजीनियरिंग परिवर्तन जो स्थापित क्षमता प्रति यूनिट आउटपुट में सुधार करते हैं
ऑपेक्स को कम करने का सबसे तेज़ तरीका सरल है: उसी स्थापित क्षमता से अधिक आउटपुट प्राप्त करें।
बड़े स्टिरड-टैंक बायोरिएक्टर में, तीन लीवर सबसे अधिक मायने रखते हैं: सेल घनत्व, परफ्यूजन, और प्रक्रिया नियंत्रण. मेटाबोलिक रूप से संवर्धित सेल लाइनों में 110 g/L तक पहुँच सकते हैं 20 m³ फेड-बैच बायोरिएक्टर, की तुलना में 7.0 g/L वाइल्ड-टाइप सेल्स के लिए जब अमोनिया अवरोधन शुरू होता है [1].
परफ्यूजन इसे और आगे बढ़ा सकता है। सेल रिटेंशन डिवाइस जैसे कि वैकल्पिक टैन्जेंशियल-फ्लो (ATF) फिल्टर का उपयोग करके, स्थिर-राज्य सेल घनत्व 195 g/L तक पहुँच सकते हैं लगभग एक रिएक्टर वॉल्यूम प्रति दिन [1] . इससे अर्थशास्त्र तेजी से बदलता है, क्योंकि पोत का पदचिह्न वही रहता है जबकि उत्पादन बढ़ता है।
प्रक्रिया नियंत्रण उतना ही महत्वपूर्ण है। ग्लूकोज और पीएच का फीडबैक नियंत्रण लैक्टेट और अमोनिया के निर्माण को सीमित करने में मदद करता है, जो प्रत्येक उत्पादन रन की व्यवहार्य विंडो का विस्तार करता है [1] . स्पष्ट रूप से कहें तो, एक बड़ा पोत कमजोर संचालन विंडो को ठीक नहीं करेगा। एक बड़े पोत के लिए प्रतिबद्ध होने से पहले संचालन विंडो को लॉक करें।
डाउनटाइम और संदूषण जोखिम को कम करने के लिए परिचालन योजना
कागज पर उच्च उत्पादन का मतलब कुछ नहीं है यदि प्रक्रिया बैच से बैच तक साफ-सुथरी नहीं चल सकती।
मान्यताप्राप्त CIP/SIP, एसेप्टिक पाइपिंग, और नियमित सेंसर अंशांकन मीडिया नसबंदी के लिए सर्वोत्तम प्रथाओं का पालन करते हैं और बैच हानि को कम करने में मदद करते हैं। यही वह जगह है जहां स्केल-अप अक्सर दर्दनाक रूप से व्यावहारिक हो जाता है।विकास में एक प्रक्रिया ठीक लग सकती है, फिर संयंत्र स्तर पर पैसे खो सकती है क्योंकि डाउनटाइम, संदूषण घटनाएँ, या सेंसर रीडिंग में बहाव रन समय को प्रभावित करते हैं।
यदि एक रन के दौरान कैटाबोलाइट अवरोधन बनता है और वृद्धि दर गिरती है, तो अक्सर बैच को रोकना और एक अवरोधन रहित वृद्धि दर पर पुनः आरंभ करना सस्ता होता है बजाय इसके कि घटती हुई रन को जारी रखा जाए [1] . यह निर्णय वास्तविक समय प्रक्रिया डेटा पर निर्भर करता है। ऑपरेटरों को पोत के अंदर क्या हो रहा है, इसका स्पष्ट दृश्य चाहिए, न कि विलंबित या आंशिक।
विशेषीकृत उपकरण और सामग्री के लिए खरीद अनुशासन और आपूर्तिकर्ता पहुंच
एक बार जब प्रक्रिया विंडो तय हो जाती है, तो खरीद को इसे समर्थन देना चाहिए, इसे आगे नहीं बढ़ाना चाहिए।
एक सामान्य स्केल-अप गलती यह है कि प्रक्रिया धारणाओं के सिद्ध होने से पहले अधिक निर्माण करना।पूर्ण तैनाती से पहले एक तकनीकी-आर्थिक विश्लेषण प्रत्येक रिएक्टर आकार का समर्थन कर सकने वाली वृद्धि उपज और घनत्व को परिभाषित करने में मदद करता है [2]. यह टीमों को अपेक्षित उत्पादन लक्ष्यों के बजाय सत्यापित प्रक्रिया डेटा के आसपास क्षमता को चरणबद्ध करने की अनुमति देता है।
उस बिंदु पर, सोर्सिंग अनुशासन महत्वपूर्ण होता है।
एक कार्यशील वाणिज्यिक लागत मॉडल की आवश्यकता क्या है
पूर्ण तैनाती से पहले तकनीकी-आर्थिक मॉडलिंग की भूमिका
वे परिचालन बाधाएं केवल तभी मायने रखती हैं जब लागत मॉडल वास्तव में उन्हें दर्शाता है। सीधे शब्दों में कहें, एक वाणिज्यिक लागत मॉडल केवल उतना ही मजबूत होता है जितना कि उसके नीचे की धारणाएं।किसी भी टीम के पूंजी लगाने से पहले, उसे उन चर को दबाव-परीक्षण करने की आवश्यकता होती है जो इकाई अर्थशास्त्र को संचालित करते हैं: मीडिया तीव्रता, बायोरिएक्टर उपयोग, उपयोगिता मांग, रखरखाव भार, और संदूषण जोखिम।
यहीं पर तकनीकी-आर्थिक विश्लेषण, या TEA, आता है। TEA को जैविक सीमाओं, उपयोगिता मांग, और डाउनटाइम का एक साथ मूल्यांकन करना चाहिए। उद्देश्य इन बाधाओं को निवेश निर्णयों में बदलना है, न कि उन्हें इंजीनियरिंग नोट्स में दबा देना।
सुविधा ओवरहेड को पहले दिन से मॉडल में होना चाहिए। रखरखाव, बीमा, और अन्य स्थिर ओवरहेड्स तेजी से जुड़ जाते हैं। श्रम लागत, पूंजी शुल्क कारक, और उच्च सेल घनत्व पर ठंडा करने के लिए उपयोगिता मांग भी तेजी से बढ़ती है। यदि ये इनपुट निर्माण से पहले मॉडल नहीं किए जाते हैं, तो व्यापार मामला लगभग हमेशा आउटपुट को बढ़ा-चढ़ाकर और ओवरहेड्स को कम करके दिखाएगा।
एक बार जब मॉडल संयंत्र की वास्तविकता को दर्शाता है, तो खरीदारी को इसके अनुरूप होना चाहिए।
वाणिज्यिक निर्णय लेने के लिए मुख्य निष्कर्ष
मुख्य लागत चालक वृद्धि मीडिया, उपकरण, सुविधाएं, और संचालन दक्षता हैं - और पैमाना प्रत्येक को प्रबंधित करना कठिन बनाता है। ऑक्सीजन स्थानांतरण, CO₂ स्ट्रिपिंग, और मिश्रण के चारों ओर इंजीनियरिंग सीमाएं बड़े वॉल्यूम पर गायब नहीं होती हैं। वे और सख्त हो जाती हैं। स्टेरिलिटी इन्फ्रास्ट्रक्चर, जिसमें 316L स्टेनलेस स्टील, इलेक्ट्रोपॉलिशिंग, और स्वचालित CIP/SIP सिस्टम शामिल हैं, प्रमुख पूंजी लागत जोड़ते हैं [1].
सबसे मजबूत लागत-नियंत्रण दृष्टिकोण तीन भागों को एक साथ लाता है:
- प्रक्रियाओं का अनुकूलन और पैमाना बढ़ाने की चुनौतियों का समाधान
- सावधानीपूर्वक क्षमता विस्तार
- विशेषीकृत इनपुट्स का विश्वसनीय स्रोत
पैमाना बढ़ाना तभी काम करता है जब मॉडल प्रक्रिया वास्तविकता से मेल खाता है और खरीद प्रक्रिया डेटा का पालन करती है।
सामान्य प्रश्न
बड़ा बायोरिएक्टर हमेशा यूनिट लागत को कम क्यों नहीं करता?
स्केलिंग अप नई अक्षमताओं को पेश कर सकता है। बड़े बायोरिएक्टरों में, प्रक्रिया की स्थितियों पर कड़ा नियंत्रण बनाए रखना कठिन हो जाता है। सक्रिय वातन की भी आवश्यकता हो सकती है, जो ऊर्जा उपयोग को बढ़ा सकता है और शियर स्ट्रेस क्षति के जोखिम को बढ़ा सकता है।
बड़ी प्रणालियाँ खराब मिक्सिंग, मास-ट्रांसफर सीमाएँ, बैच-टू-बैच परिवर्तनशीलता, और उच्च संदूषण जोखिम का सामना कर सकती हैं। इसलिए यूनिट लागत केवल पैमाने पर ही नहीं बल्कि मीडिया लागत, सेल फिजियोलॉजी, और विश्वसनीय प्रक्रिया नियंत्रण पर अधिक निर्भर करती है।
वाणिज्यिक पैमाने पर आमतौर पर आउटपुट को पहले क्या सीमित करता है?
वाणिज्यिक पैमाने पर, आउटपुट आमतौर पर पहले इस बात से सीमित होता है कि आप बल्क सेल उत्पादन प्रक्रिया को कितना स्केल कर सकते हैं। पशु कोशिकाएँ माइक्रोबियल कोशिकाओं की तुलना में अधिक धीरे-धीरे बढ़ती हैं, इसलिए प्रारंभिक उत्पादन मात्रा कई टीमों की अपेक्षा से पहले एक सीमा तक पहुँच सकती है।
बड़े पैमाने पर प्रणालियाँ भी द्रव्यमान-स्थानांतरण सीमाओं का सामना करती हैं। व्यवहार में, गैस स्पार्जिंग और उत्तेजना को सावधानीपूर्वक संतुलित करना पड़ता है। ऑक्सीजन स्थानांतरण पर बहुत अधिक जोर देने से, आप कतरनी बढ़ा सकते हैं। बहुत अधिक पीछे हटने पर, कोशिकाओं को उनकी आवश्यकता के अनुसार नहीं मिल सकता है। यह समझौता नाजुक पशु कोशिकाओं के साथ और भी अधिक महत्वपूर्ण हो जाता है, जो हाइड्रोडायनामिक तनाव के प्रति सूक्ष्मजीवों की तुलना में बहुत कम सहिष्णु होती हैं।
TEA को पैमाना बढ़ाने के निर्णयों का मार्गदर्शन कब करना चाहिए?
जब टीमें बड़े पैमाने पर बायोरिएक्टर प्रणालियों को डिजाइन और निर्माण करती हैं, जहाँ लागतें अधिक होती हैं और आर्थिक व्यवहार्यता का परीक्षण करने के लिए भविष्यवाणी मॉडलिंग की आवश्यकता होती है, तब TEA को पैमाना बढ़ाने के निर्णयों का मार्गदर्शन करना चाहिए।
यह टीमों को प्रमुख पूंजी खर्च से पहले सुविधा डिजाइनों, बायोरिएक्टर कार्यशील वॉल्यूम, और लागत-बचत उपायों का आकलन करने में मदद करता है। यह उन्हें उत्पादन परिदृश्यों और संचालन रणनीतियों की तुलना करने की भी अनुमति देता है, ताकि वे ऊर्जा उपयोग को प्रक्रिया आवश्यकताओं के साथ संतुलित कर सकें।









