

संवर्धित मांस उत्पादन के लिए बायोरिएक्टर का विस्तार करना - छोटे (1–5 L) से बड़े (1,000+ L) सिस्टम तक - ऊर्जा चुनौतियाँ लाता है। बड़े वॉल्यूम को मिश्रण, ऑक्सीजन स्थानांतरण, और तापमान नियंत्रण के लिए अधिक शक्ति की आवश्यकता होती है, लेकिन वे दक्षताएँ भी प्रदान करते हैं। उदाहरण के लिए, 5 m³ से 100 m³ तक जाने से विशिष्ट ऊर्जा उपयोग को 88% तक कम किया जा सकता है। हालांकि, बड़े सिस्टम में धीमा मिश्रण ऑक्सीजन और पोषक तत्वों के असंतुलन पैदा कर सकता है, जो कोशिका वृद्धि को प्रभावित करता है। स्वचालित नियंत्रण प्रणाली और "फ्लडिंग पॉइंट" संचालन जैसी रणनीतियाँ ऊर्जा उपयोग को संतुलित करने और कोशिका की जीवंतता बनाए रखने में मदद करती हैं। यहाँ आपको क्या जानना चाहिए:
- छोटे पैमाने के बायोरिएक्टर: प्रति लीटर उच्च ऊर्जा, त्वरित मिश्रण, आसान ताप हटाना, लेकिन बड़े पैमाने के उत्पादन के लिए आदर्श नहीं।
- बड़े पैमाने के बायोरिएक्टर: प्रति लीटर कम ऊर्जा, धीमा मिश्रण, अधिक जटिल ताप और गैस प्रबंधन, लेकिन वाणिज्यिक उत्पादन के लिए बेहतर।
ऊर्जा दक्षता पैमाने के साथ सुधारती है, लेकिन सेल की गुणवत्ता बनाए रखने के लिए उन्नत स्वचालन और उत्तेजना, वायुवीकरण, और तापमान का सटीक नियंत्रण आवश्यक है।
किण्वन प्रक्रिया डिज़ाइन और पैमाना-वृद्धि: अपस्ट्रीम प्रोसेसिंग (USP)
sbb-itb-ffee270
1. छोटे पैमाने के बायोरिएक्टर (1–5 L)
प्रयोगशाला पैमाने के बायोरिएक्टर अपने औद्योगिक समकक्षों की तुलना में बहुत अलग ऊर्जा स्थितियों के तहत संचालित होते हैं। इस छोटे पैमाने पर, प्रक्रियाओं का प्रदर्शन आमतौर पर परिवहन घटनाओं की तुलना में अधिक सेल काइनेटिक्स से प्रभावित होता है [2]। उच्च सतह-क्षेत्र-से-आयतन अनुपात गर्मी हटाने को सरल बनाता है, लेकिन इसका मतलब यह भी है कि उत्तेजना मापदंडों को सीधे बड़े सिस्टम में नहीं बढ़ाया जा सकता। यह गतिशीलता अक्सर इस चरण में ऊर्जा खपत का प्राथमिक चालक बनाती है।
छोटे पैमाने के सिस्टम में, ऊर्जा का उपयोग मुख्य रूप से उत्तेजना और मिश्रण द्वारा निर्धारित होता है।उसी आयतनिक शक्ति इनपुट (P/V) को प्राप्त करने के लिए जैसे बड़े बायोरिएक्टर, छोटे बायोरिएक्टर को उनके छोटे इम्पेलर व्यास के कारण उच्च इम्पेलर गति की आवश्यकता होती है [2][9]। स्तनधारी कोशिका संस्कृतियों के लिए - जो कि संवर्धित मांस उत्पादन में महत्वपूर्ण हैं - 20–40 W/m³ का P/V आमतौर पर आदर्श होता है। यह सीमा कोशिका वृद्धि का समर्थन करती है जबकि कोशिका एकत्रीकरण को न्यूनतम करती है [5].
वातन एक और जटिलता की परत जोड़ता है। आयतनिक द्रव्यमान स्थानांतरण गुणांक (kLa) मापता है कि ऑक्सीजन कितनी कुशलता से कोशिकाओं तक पहुंचता है। हालांकि, kLa को सुधारने के लिए आंदोलन बढ़ाने से हाइड्रोमैकेनिकल शियर तनाव भी बढ़ सकता है। शियर-संवेदनशील प्रक्रियाओं के लिए, जैसे कि लेंटिवायरस उत्पादन, ओपन-पाइप स्पार्जर्स अक्सर पसंद किए जाते हैं, क्योंकि माइक्रो-स्पार्जर्स कार्यात्मक वायरल टाइटर्स को 25% तक कम कर सकते हैं [5]।बाढ़ बिंदु के करीब संचालन करते समय, कम उत्तेजना और उच्च वायुवीकरण के साथ, ऑक्सीजन स्थानांतरण की आवश्यकताओं को पूरा करते हुए ऊर्जा उपयोग को संतुलित करने में मदद मिल सकती है [1].
इन बायोरिएक्टरों में थर्मल प्रबंधन आमतौर पर पानी आधारित शीतलन प्रणालियों द्वारा संभाला जाता है, जैसे जैकेट या आंतरिक कॉइल, अतिरिक्त गर्मी को नष्ट करने के लिए। यांत्रिक उत्तेजना का प्रत्येक वाट गर्मी उत्पन्न करता है जिसे कुशलतापूर्वक हटाया जाना चाहिए। इसके अतिरिक्त, सूक्ष्मजीव चयापचय गतिविधि लगभग 14.7 kJ गर्मी प्रति ग्राम ऑक्सीजन खपत करती है [7]। आवश्यक प्रशीतन शक्ति उत्पन्न कुल गर्मी और शीतलन प्रणाली की दक्षता पर निर्भर करती है, जिसमें प्रदर्शन का एक विशिष्ट गुणांक लगभग 0.6 होता है। बैच संचालन के विभिन्न चरणों के दौरान एगिटेटर सेटिंग्स को समायोजित करने से ऊर्जा खपत को काफी हद तक कम किया जा सकता है [7]।
आधुनिक छोटे पैमाने के बायोरिएक्टर स्वचालन प्रणालियों से सुसज्जित होते हैं जो सेंसर और एल्गोरिदम का उपयोग करके pH, ऑक्सीजन स्तर और तापमान को गतिशील रूप से नियंत्रित करते हैं। ये प्रणालियाँ सुनिश्चित करती हैं कि प्रत्येक वृद्धि चरण के दौरान केवल आवश्यक शीतलन या उत्तेजना लागू की जाए, जिससे ऊर्जा की बर्बादी कम हो [6][10]।
2.बड़े पैमाने के बायोरिएक्टर (1,000+ L)
जब उत्पादन को बढ़ाया जाता है, तो चुनौतियाँ बढ़ जाती हैं क्योंकि मिश्रण का समय काफी बढ़ जाता है - छोटे 3-लीटर सिस्टम में सिर्फ 10 सेकंड से लेकर 5,000 से 20,000 लीटर के विशाल कंटेनरों में 80-180 सेकंड तक। ये धीमे मिश्रण समय परिचालन बाधाएँ उत्पन्न करते हैं, जैसे घुलित ऑक्सीजन ग्रेडिएंट और मेटाबोलिक शिफ्ट्स, जो स्थिर चरण के दौरान जीवित कोशिका घनत्व को 15% तक कम कर सकते हैं [4]। संवर्धित मांस उत्पादन में उपयोग की जाने वाली स्तनधारी कोशिका संस्कृतियों के लिए, 90-सेकंड के मिश्रण समय सीमा को पार करना मेटाबोलिक परिवर्तन को ट्रिगर कर सकता है, जिससे लैक्टेट का संचय हो सकता है [4]। इन समस्याओं को हल करने के लिए, बड़े पैमाने पर एगिटेशन और एरेशन रणनीतियों में समायोजन आवश्यक है।
इन बड़े वॉल्यूम्स पर, ऊर्जा की मांग बदल जाती है। प्रारंभ में, जब ऑक्सीजन ट्रांसफर दरें कम होती हैं, तो एगिटेशन ऊर्जा उपयोग में बड़ी भूमिका निभाता है।हालांकि, जैसे-जैसे कोशिका वृद्धि तेज होती है, वायुवीकरण प्रमुख कारक बन जाता है, जो ऊर्जा खपत का 70% तक होता है। बाढ़ बिंदु के पास संचालन - एक बिंदु जहां गैस प्रवाह तरल मिश्रण को बाधित करता है - महत्वपूर्ण बना रहता है, लेकिन इस पैमाने पर, यह मुख्य रूप से वायुवीकरण से ऊर्जा भार को प्रबंधित करने के बारे में है। हेडस्पेस दबाव बढ़ाना एक और प्रभावी रणनीति है, क्योंकि यह ऑक्सीजन की घुलनशीलता को बढ़ाता है और जब ऑक्सीजन स्थानांतरण दरें अधिक होती हैं तो उच्च उत्तेजना गति की आवश्यकता को कम करता है [9].
थर्मल प्रबंधन भी पैमाने पर अधिक जटिल हो जाता है लेकिन अधिक दक्षता के लिए अवसर प्रदान करता है। उदाहरण के लिए, औद्योगिक किण्वन में ऊर्जा आवश्यकताओं की एक विस्तृत श्रृंखला होती है: इटाकोनिक एसिड किण्वन औसतन 0.51 kW/m³ होता है, जबकि लाइसिन उत्पादन, जो अधिक ऑक्सीजन की मांग करता है, 2.61 kW/m³ की आवश्यकता होती है [1]। कूलिंग सिस्टम आमतौर पर लगभग 0 की प्रशीतन दक्षता प्राप्त करते हैं।6, हालांकि आदर्श परिस्थितियों में, प्रदर्शन के गुणांक 8.6 तक पहुंच सकते हैं [7].
5 m³ से 100 m³ तक बढ़ाने से विशिष्ट ऊर्जा आवश्यकताओं को 88% तक कम किया जा सकता है, बशर्ते संचालन को अनुकूलित किया गया हो [9]। यह संवर्धित मांस उत्पादन के लिए महत्वपूर्ण है, जहां ऊर्जा दक्षता को उत्पाद की गुणवत्ता बनाए रखने के साथ संतुलित करना महत्वपूर्ण है। यांत्रिक मॉडलिंग अब उत्पादन टीमों को सूक्ष्मजीव वृद्धि डेटा को ऊष्मागतिकीय मॉडलों के साथ जोड़कर ताप उत्पादन और ऊर्जा आवश्यकताओं का पूर्वानुमान लगाने में सक्षम बनाती है [9] [1]।
ऊर्जा बचत का पूरा लाभ उठाने के लिए, अनुकूलित भौतिक मापदंडों को सटीक स्वचालन के साथ जोड़ा जाना चाहिए। इस पैमाने पर स्वचालन प्रणालियों को कई मांगों को प्रभावी ढंग से संतुलित करना चाहिए। एक रणनीति में किण्वन प्रक्रिया को अंतराल में विभाजित करना शामिल है जहां एगिटेटर की शक्ति स्थिर रहती है जबकि वायु प्रवाह ऑक्सीजन ग्रहण के साथ मेल खाता है, ऊर्जा उपयोग को न्यूनतम करता है [7]। आधुनिक नियंत्रण प्रणालियाँ भी विघटित ऑक्सीजन स्तरों की वास्तविक समय में निगरानी करती हैं, यांत्रिक और वायवीय सेटिंग्स को गतिशील रूप से समायोजित करती हैं ताकि मेटाबोलिक व्यवधानों को रोका जा सके जो तब होते हैं जब मिश्रण समय भौतिक सीमाओं को पार कर जाता है [4] ।
लाभ और हानि
छोटे पैमाने बनाम बड़े पैमाने बायोरिएक्टर ऊर्जा दक्षता तुलना
संस्कृत मांस के उत्पादन के लिए छोटे और बड़े पैमाने के बायोरिएक्टर के बीच निर्णय लेना ऊर्जा दक्षता, संचालन जटिलता, और उत्पादन आवश्यकताओं के लिए उपयुक्तता का मूल्यांकन करना शामिल है।Here's a closer look at how they compare:
| विशेषता | छोटे पैमाने के बायोरिएक्टर (1–5 L) | बड़े पैमाने के बायोरिएक्टर (1,000+ L) |
|---|---|---|
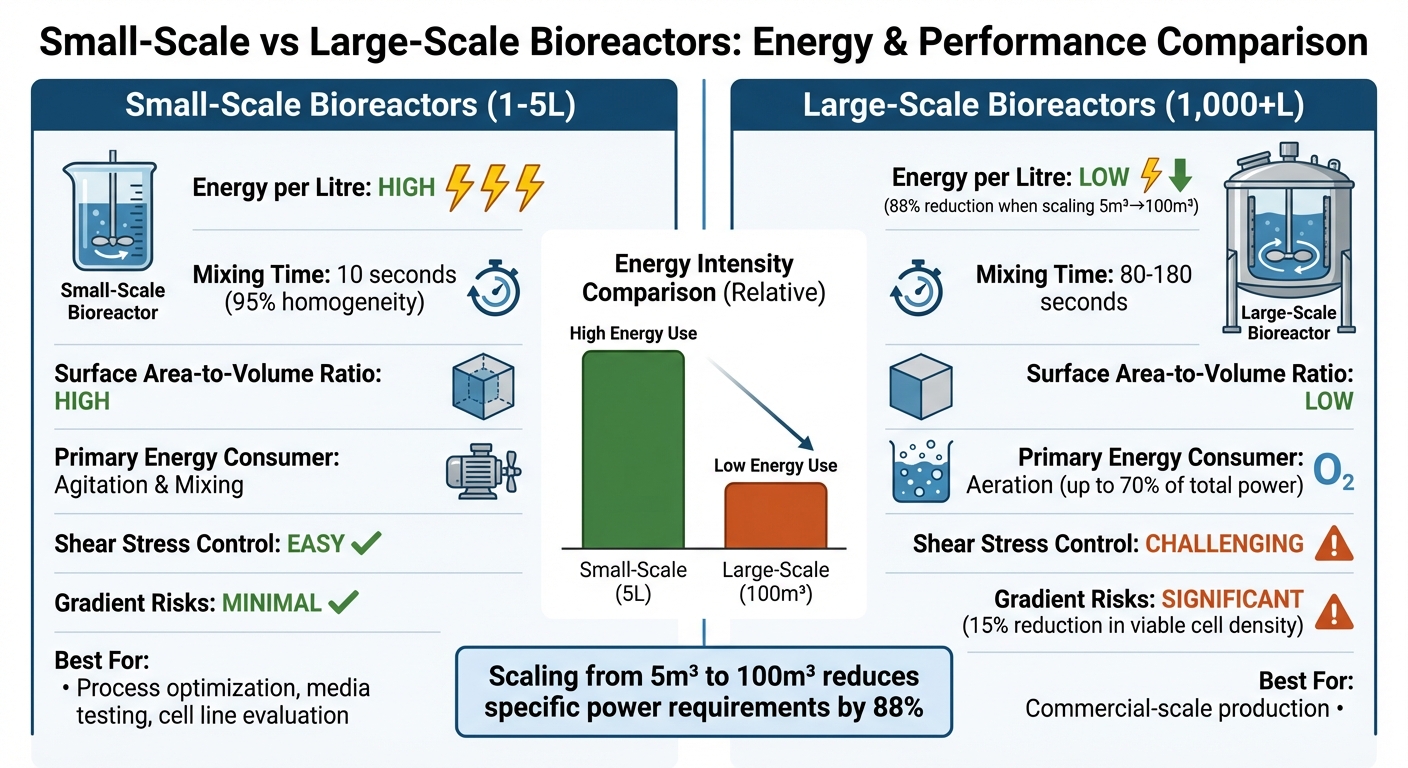
| प्रति लीटर ऊर्जा तीव्रता | उच्च; समानता और ऑक्सीजन स्थानांतरण बनाए रखने के लिए अधिक विशिष्ट शक्ति की आवश्यकता होती है[9][8] | कम; 5 m³ से 100 m³ तक स्केलिंग करने से विशिष्ट शक्ति की आवश्यकता 88% तक कम हो सकती है[9] |
| मिश्रण दक्षता | उत्कृष्ट; लगभग 10 सेकंड में 95% समरूपता प्राप्त करता है[4] | खराब; 80–180 सेकंड लगते हैं, जिससे ग्रेडिएंट्स का जोखिम बढ़ जाता है[4] |
| सतह क्षेत्र-से-आयतन अनुपात | उच्च; कुशल गर्मी हटाने और CO₂ स्ट्रिपिंग का समर्थन करता है [2] | निम्न; गर्मी और गैस विनिमय प्रबंधन में चुनौतियाँ प्रस्तुत करता है [2] |
| प्राथमिक ऊर्जा उपभोक्ता | उत्तेजना और मिश्रण [9] | वातन (उच्च कोशिका वृद्धि के दौरान कुल शक्ति का 70% तक) [9] |
| शियर तनाव प्रबंधन | नियंत्रित करना आसान; कोशिकाएँ हानिकारक बलों के संपर्क में कम होती हैं [3][4] | प्रबंधन करना कठिन; उच्च उत्तेजना नाजुक पशु कोशिकाओं को नुकसान पहुंचा सकती है [3][4] |
| ढाल-संबंधी जोखिम | न्यूनतम; तेजी से मिश्रण चयापचय व्यवधानों से बचाता है | महत्वपूर्ण; 90 सेकंड में ऑक्सीजन ग्रेडिएंट्स जीवित कोशिका घनत्व को 15% तक कम कर सकते हैं [4] |
| संवर्धित मांस उपयुक्तता | प्रक्रियाओं को अनुकूलित करने, मीडिया का परीक्षण करने और कोशिका लाइनों का मूल्यांकन करने के लिए आदर्श [3][8] | वाणिज्यिक पैमाने पर उत्पादन के लिए महत्वपूर्ण; विशेष कम-शेयर डिज़ाइनों की आवश्यकता होती है [11][3] |
बेंचटॉप बायोरिएक्टर्स तेजी से और समान मिश्रण प्राप्त करने में उत्कृष्ट होते हैं, जिससे वे सेल कल्चर स्थितियों को ठीक करने के लिए आदर्श बनते हैं।हालांकि, प्रति लीटर उनकी उच्च ऊर्जा मांगें उन्हें बड़े पैमाने पर उत्पादन के लिए कम व्यावहारिक बनाती हैं। दूसरी ओर, बड़े पैमाने के बायोरिएक्टर प्रति लीटर आधार पर कहीं अधिक ऊर्जा-कुशल होते हैं, लेकिन वे परिचालन चुनौतियों के साथ आते हैं जो कोशिका की जीवन क्षमता को प्रभावित कर सकते हैं। उदाहरण के लिए, धीमी मिश्रण समय ऑक्सीजन और पोषक तत्वों के ग्रेडिएंट बना सकते हैं, जो संवर्धित मांस में उपयोग की जाने वाली शीयर-संवेदनशील कोशिकाओं की वृद्धि को बाधित कर सकते हैं।
आपूर्तिकर्ताओं के साथ काम करने वाली कंपनियों के लिए जैसे
निष्कर्ष
बायोरिएक्टर का विस्तार करने से प्रति लीटर ऊर्जा उपयोग में भारी कमी आती है। उदाहरण के लिए, 5 m³ से 100 m³ बायोरिएक्टर में जाने से विशिष्ट ऊर्जा मांग में 88% की कमी हो सकती है [9], जिससे बड़े पैमाने पर उत्पादन अधिक लागत-प्रभावी हो जाता है। हालांकि, इस दक्षता के साथ एक समझौता आता है। जबकि छोटे बायोरिएक्टर लगभग 10 सेकंड में समान मिश्रण प्राप्त करते हैं, बड़े औद्योगिक पोतों को काफी अधिक समय लगता है - लगभग 80 से 180 सेकंड। यह धीमा मिश्रण हानिकारक घुलित ऑक्सीजन ग्रेडिएंट बना सकता है [4].
इस दक्षता में बदलाव से ऊर्जा की खपत का स्थान भी बदल जाता है। छोटे सिस्टम में, अधिकांश ऊर्जा आंदोलन में जाती है। लेकिन वाणिज्यिक पैमाने पर, विशेष रूप से उच्च कोशिका घनत्व के साथ, वायुवीजन प्रमुख ऊर्जा उपभोक्ता बन जाता है, जो कुल ऊर्जा मांग का 70% तक होता है [9]।
इन चुनौतियों से निपटने के लिए स्वचालन महत्वपूर्ण है। CAE, CFD, और AI जैसे उपकरण उत्पादकों को मॉडल और उत्तेजना और वातन के बीच संतुलन को अनुकूलित करने की अनुमति देते हैं, इससे पहले कि वे भौतिक रूप से बढ़ें[3]। इसके अतिरिक्त, वास्तविक समय के सेंसर जो घुले हुए ऑक्सीजन और कार्बन डाइऑक्साइड के स्तर की निगरानी करते हैं स्वचालित नियंत्रण प्रणालियों के माध्यम से गतिशील समायोजन को सक्षम करते हैं। ये प्रणालियाँ महंगे चयापचय बदलावों को रोकने में मदद करती हैं, उत्पाद के प्रति किलोग्राम ऊर्जा उपयोग को नियंत्रण में रखती हैं और स्मार्ट स्केलिंग रणनीतियों के लिए मार्ग प्रशस्त करती हैं।
विस्तार करने के इच्छुक उत्पादकों के लिए, बाढ़ बिंदु के पास संचालन करना अक्सर सबसे कुशल दृष्टिकोण होता है। यह रणनीति ऊर्जा-गहन उत्तेजना पर तीव्र वातन को प्राथमिकता देती है [1]। हेडस्पेस प्रेसुराइजेशन जैसी तकनीकें चरम ऑक्सीजन स्थानांतरण के दौरान उत्तेजना की आवश्यकता को और कम कर सकती हैं [9]।जब उपकरणों की सोर्सिंग की जाती है, तो
सामान्य प्रश्न
स्वचालन बड़े पैमाने के बायोरिएक्टरों में ऊर्जा दक्षता को कैसे बढ़ाता है?
स्वचालन बड़े पैमाने के बायोरिएक्टरों में ऊर्जा दक्षता को बढ़ाने में एक महत्वपूर्ण भूमिका निभाता है, क्योंकि यह उत्तेजना, वायुवीजन, तापमान, और घुले हुए ऑक्सीजन स्तर जैसे महत्वपूर्ण मापदंडों के सटीक, वास्तविक समय समायोजन की अनुमति देता है।इसके बजाय कठोर, अत्यधिक सतर्क सेटिंग्स पर टिके रहने के बजाय, स्वचालित सिस्टम इन कारकों को ठीक करने के लिए वास्तविक समय के सेंसर डेटा पर निर्भर करते हैं, यह सुनिश्चित करते हुए कि ऊर्जा का उपयोग कोशिका वृद्धि के लिए आदर्श परिस्थितियों को बनाए रखने के लिए कुशलतापूर्वक किया जाता है।
यह गतिशील नियंत्रण विशेष रूप से स्टार्ट-अप और स्केल-अप चरणों के दौरान फायदेमंद है, जहां स्वचालन बदलती प्रक्रिया स्थितियों के लिए त्वरित समायोजन को सक्षम बनाता है, अनावश्यक ऊर्जा उपयोग को कम करता है। बायोरिएक्टर डिज़ाइनों की विशिष्ट विशेषताओं के साथ नियंत्रण प्रणालियों को संरेखित करके - जैसे कि हिलाए गए टैंक या एयर-लिफ्ट सिस्टम - स्वचालन न केवल स्थिरता में सुधार करता है बल्कि प्रत्येक किलोग्राम संवर्धित मांस के उत्पादन के लिए आवश्यक ऊर्जा को भी कम करता है। ये प्रगति उत्पादन को कुशलतापूर्वक बढ़ाने के लिए महत्वपूर्ण हैं जबकि पर्यावरणीय प्रभाव को नियंत्रण में रखते हुए।
बड़े पैमाने पर बायोरिएक्टर में धीमी मिक्सिंग समय से कौन से मुद्दे उत्पन्न हो सकते हैं?
बड़े पैमाने पर बायोरिएक्टर में, धीमी मिक्सिंग पोषक तत्वों और ऑक्सीजन के असमान वितरण का कारण बन सकती है, जिससे ग्रेडिएंट्स का विकास होता है। ये ग्रेडिएंट्स सेल वृद्धि को बाधित कर सकते हैं, असमान अपशिष्ट संचय का परिणाम हो सकते हैं, और प्रणाली की समग्र दक्षता को कम कर सकते हैं।
इन समस्याओं से निपटने के लिए, ऑपरेटर अक्सर उच्च शक्ति इनपुट का सहारा लेते हैं। जबकि यह दृष्टिकोण मदद करता है, यह ऊर्जा खपत और संचालन लागत को भी बढ़ाता है। इन चुनौतियों के समाधान खोजना ऊर्जा दक्षता बनाए रखने और स्केल-अप के दौरान इष्टतम प्रदर्शन प्राप्त करने के लिए आवश्यक है।
बायोरिएक्टर स्केल-अप के दौरान फ्लडिंग पॉइंट के करीब संचालन को ऊर्जा-कुशल क्यों माना जाता है?
बायोरिएक्टर स्केल-अप के दौरान फ्लडिंग पॉइंट के करीब संचालन को अक्सर ऊर्जा-कुशल दृष्टिकोण के रूप में देखा जाता है। इस विधि से गैस-तरल मिश्रण का अनुकूलन होता है, जो प्रभावी द्रव्यमान स्थानांतरण के लिए महत्वपूर्ण है। गैस प्रवाह दर को अधिकतम करके बिना प्रणाली को अस्थिरता में धकेले, बायोरिएक्टर ऊर्जा उपयोग को नियंत्रित रखते हुए कुशलतापूर्वक कार्य कर सकता है।
हालांकि, इस सीमा के निकट संचालन के लिए सावधानीपूर्वक निगरानी और नियंत्रण की आवश्यकता होती है। बाढ़ बिंदु से आगे बढ़ने से प्रणाली में व्यवधान आ सकता है या प्रदर्शन में गिरावट हो सकती है, जिससे दक्षता बनाए रखने में सटीकता एक प्रमुख कारक बन जाती है।










