

- 目的: バイオリアクターが規制および生産基準を満たし、無菌性、正確な環境制御, および食品安全を維持することを保証します。
- 主な特徴: 攪拌槽型バイオリアクターは、牛の筋細胞に適しており、制御されたせん断力とスケーラビリティを提供するために選ばれました。
- 課題: 高密度の細胞に対応するためのバイオリアクターのスケーリングとコスト削減には、材料、滅菌方法、およびプロセス設計の再考が必要でした。
- 解決策: 食品グレードの材料への切り替え、費用対効果の高い滅菌方法の使用、およびプロセス最適化のためのバイオプロセス制御ソフトウェアの統合により、コストが大幅に削減されました。
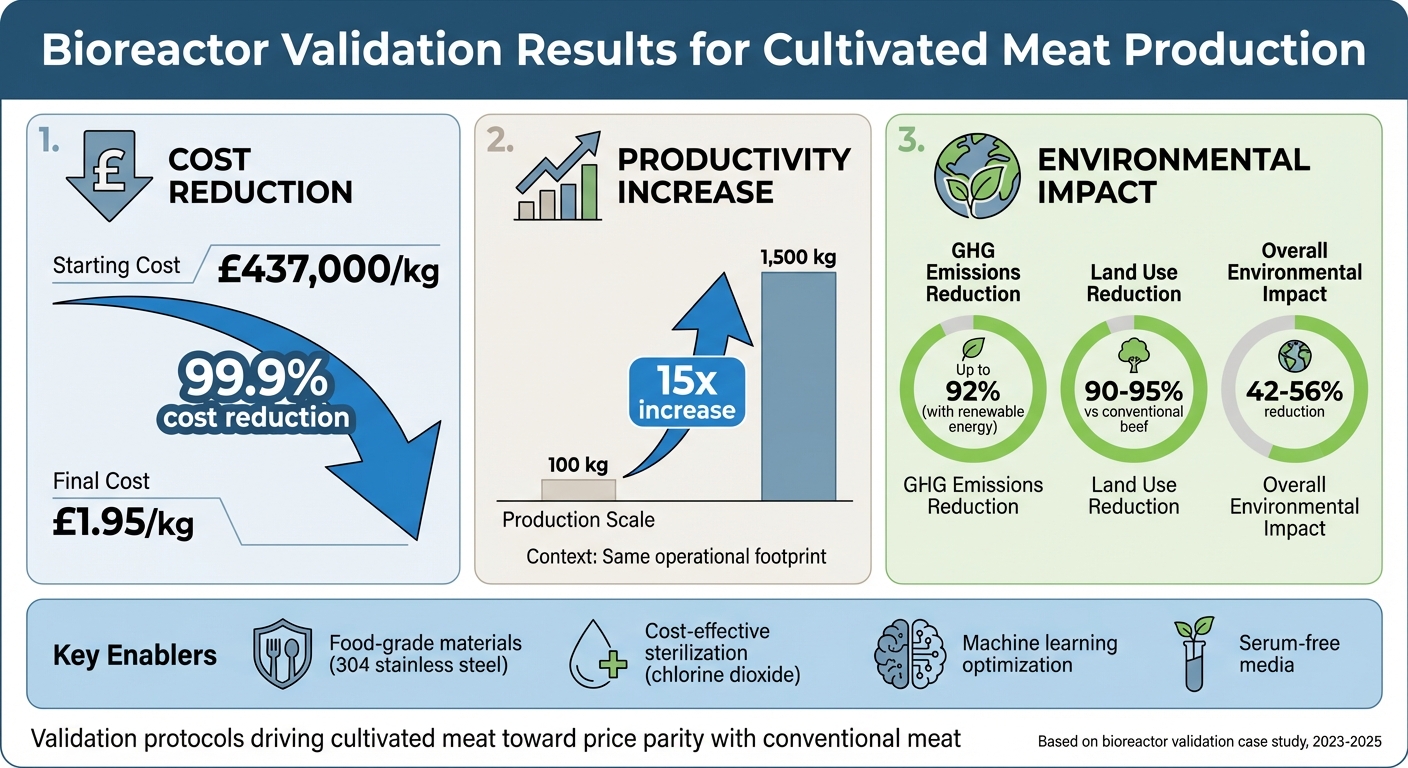
- 結果: 生産コストが劇的に低下し、生産性が15倍に増加し、再生可能エネルギーで稼働する場合、温室効果ガス排出量が最大92%削減されました。
この研究は、検証プロトコルとスマートな設計選択が、培養肉を従来の肉と価格の均衡に近づけている方法を概説しています。
バイオリアクターの検証の影響:培養肉生産におけるコスト削減と環境利益
バイオリアクター検証のための規制要件
適用される規制基準
培養肉産業では、厳格な規制基準を満たすことがバイオリアクター検証プロセスの重要な部分です。イギリスでは、食品基準庁(FSA)とスコットランド食品基準庁(FSS)が培養肉を「動物由来製品」(POAO)として分類しています。この分類により、バイオリアクターの運用を含むすべての生産段階で食品安全と衛生規制が適用されることが保証されます。ただし、英国のガイダンス(2025年12月)によれば、これらの製品はPOAOカテゴリーに該当するものの、法的には「肉」として認められていません。この区別により、特定の従来の動物福祉および微生物学的要件が除外され、英国で必要な特定の検証プロトコルが形成されます。
世界的に見ると、安全性評価の期間はさまざまです。シンガポールとアメリカ合衆国では通常12か月以内にレビューが完了しますが、欧州連合では平均して約18か月かかります。英国は独自の道を切り開き、2027年2月まで資金提供されるCCPサンドボックスプログラムを実施しています。このイニシアチブにより、規制当局はGourmey, Hoxton Farms, およびMosa Meat, などの企業と直接協力し、データ要件を合理化し、安全性評価を迅速化しています。
"サンドボックスプログラムは、安全基準を損なうことなく、新興の食品技術に対する障壁を減らすために、規制に関する知識を迅速に取得することを可能にしています。"
– Dr. Thomas Vincent, Deputy Director of Innovation, FSA [3]
管轄区域に関係なく、企業は市場に参入する前に詳細な安全性に関する書類を提出しなければなりません。これらの書類には、生産プロセス、製品の構成、安全性データが記載されています。また、培養肉が従来の肉と栄養的に同等であることを確認しなければならず、マクロおよびミクロン栄養素、アミノ酸および脂肪酸プロファイルの分析を含みます。
検証プロトコルの要件
規制基準は、安全で制御された運用を確保するために厳格なバイオリアクターの検証プロトコルを要求しています。重要な要素は、危害分析重要管理点 (HACCP) 計画の実施です。このフレームワークは、初期の細胞生検から細胞塊の最終収穫まで、生産の各段階でリスクを特定し、軽減します。培養肉生産の新規性を考慮すると、安全性評価はプロセス全体を通じて潜在的な危険を対処する必要があります。
バリデーションプロトコルは、バイオリアクターシステムが生産サイクル中に無菌状態を維持し、微生物汚染を効果的に防止することを証明しなければなりません。さらに、これらのプロトコルは、培養肉のタンパク質が消費者にアレルギー反応を引き起こす可能性があるかどうかを評価する必要があります。
「私たちの新しいガイダンスは、企業が自社製品が安全であることを英国の食品規制当局に理解し、正しく示すのを助けるための明確さを提供します。具体的には、このガイダンスは、企業が潜在的なアレルギーリスクを評価し、販売が許可される前に栄養的に適切であることを確認することを保証します。」
– Dr.トーマス・ヴィンセント、イノベーション副ディレクター、FSA [2]
英国では、検証は市場認可を与えるのではなく、科学的リスク評価のために十分なデータを提供することに焦点を当てています。ニコラ・モラン=フォレスト、GOURMEYの共同創設者 & CEOは、この違いを強調しました:
「グレートブリテンの検証は、私たちの新規食品規制の旅における重要なステップを示し、完全なリスク評価に進んでいることを確認し、消費者に製品を提供する一歩手前に来ていることを示しています。」[4]
sbb-itb-ffee270
バイオリアクターの選択とシステム仕様
選択されたバイオリアクター技術
施設は撹拌槽型バイオリアクター, を選択しました。この選択は、ウシ筋前駆細胞. での信頼性のある性能によって導かれました。この決定に影響を与えた主な要因には、細胞の特定のニーズ、望ましい生産規模、および全体的なコスト考慮が含まれていました。
牛の筋肉細胞は、付着依存性であるため、培養中の損傷を避けるために0.1 N/m²未満の低せん断力を必要とします。撹拌槽設計はこの要件を満たし、パイロットスケールの実験と商業生産の両方に適応可能であることが証明されました。コストも主要な要因であり、パイロットスケールのユニットは、培養肉セクターで一般的な予算に対して、製薬業界よりもアクセスしやすい位置にあります[5][7].
生産規模は、商業的な実現可能性を確保するために100リットルから1,000リットルの間の容量を目標としました。モジュール式撹拌槽システムは、質量移動限界を超えずに10倍にスケールアップでき、kLa値を50 h⁻¹以上に維持する能力があるため、充填床の代替案よりも選ばれました。これらのシステムは、スケーラブルな容量のための資本投資をバランスしながら、1–10 kgの培養肉をバッチごとに生産することを目的としています [7][8].
システム設計の特徴
撹拌槽型バイオリアクターが選定された後、その設計には最適な細胞成長を促進するための高度な機能が組み込まれました。ガス交換システムはマイクロスパージャー技術を採用し、20–100 µmの気泡を供給します。このセットアップは、37°CでkLa値を100–200 h⁻¹に達成し、溶存酸素レベルを30–50%の飽和状態に維持します。CO₂のストリッピングを管理するために、ヘッドスペースエアレーションが膜コンタクターと消泡センサーと組み合わされています[5][6].
効率的な混合のために、バイオリアクターはデュアルラシュトンインペラー, を使用し、50–150 rpmの速度で動作します。これにより、剪断速度が5,000 s⁻¹, 以下で均一な混合が保証され、細胞を損傷から保護しながら栄養素の勾配を10%未満に保ちます。攪拌はPID制御されており、pHと溶存酸素レベルのリアルタイムフィードバックがあり、1日あたり1〜5容器体積の灌流速度をサポートします[5][7].
スケーラビリティは設計の重要な焦点でした。バイオリアクターは、異なるスケールにわたって幾何学的類似性を維持し、高さ対直径比が2:1に準拠しています。CFD最適化インペラー は線形スケールアップを保証し、パイロットテストでは10リットルから200リットルへのスケーリング時に細胞生存率が95%保持されることが示されました。モジュラー設計により、GxPコンプライアンス基準を満たしながら、より大きな生産システムへの統合が可能です [7][8].
プロセス分析技術も統合されており、ラマン分光法 を特徴とし、pH(6.8–7.2)や乳酸(2 g/L以下に維持)などの重要なパラメータをリアルタイムで監視します。モノクローナル抗体生産から適応された予測モデルは、R²値が0.95以上のグルコースレベルを追跡し、正確なプロセス制御を保証します[5] [6][7].
これらの機能は、細胞培養を強化するだけでなく、英国の規制機関が要求する厳格な検証基準も満たしています。
検証プロトコルの実行
コア検証手順
運用の完全性を確保するために、高度な設計機能. を組み込んだ徹底的な検証プロトコルが実施されました。リアルタイムモニタリングは重要な役割を果たし、プロセス分析技術(PAT)センサーが各培養ラン中に溶存酸素、pH、CO₂レベルなどの重要なパラメータを継続的に追跡しました[6] . プロセスは、1×10⁵細胞/mLの密度で播種された細胞から始まり、3 g/Lのグルコースを含む培地で1週間培養されました。ラマン分光法を用いて、乳酸とグルコースレベルを監視しました[5].
せん断応力分析により、攪拌力がウシ筋細胞の臨界限界である0.1 Paを下回っていることが確認されました。ストレス後のテストでは、細胞の生存率が90%以上であることが示されました[6].
無菌試験はすべての原材料に拡大され、特に成長培地に注意が払われました。サプライヤーは、英国施設基準に沿った第三者試験によって検証された分析証明書を提供する必要がありました。プロトコルには、グラム陰性菌からのエンドトキシンを検出するためのELISA免疫測定法が含まれており、細胞のサイズ、形状、および蛍光特性に基づいて汚染物質を特定するためのフローサイトメトリーが併用されていました [9] .
プロセス最適化手法
システムの安定性が確認された後、プロセスを洗練するために高度な分析を使用する取り組みに移行しました。機械学習アルゴリズムは、継続的なPATデータに基づいてメディアの流量と攪拌速度を動的に調整しました。これらのモデルは、実験計画法 (DoE)データセットで訓練され、誘電率測定とバイオマス品質を相関させることにより、費用対効果の高い給餌戦略を特定しました[6] . このアプローチは、商業生産において一貫した成長率が重要な増殖段階で特に効果的でした。
ラマン分光法は、もともとモノクローナル抗体の生産のために開発されましたが、培養肉の用途にも成功裏に適応されました。その分析物特異性により、施設は確立された検証プロトコルを採用しながら、培養サイクル全体を通じてリアルタイムモニタリングに必要な精度を維持することができました[5].
技術的課題と解決策
スケールアップと生産性の問題
バイオリアクターを研究室の設定から商業生産にスケールアップすることは容易ではありませんでした。施設は10–100 kgの培養肉を生産することを目指しており、この目標を達成するためには10¹²–10¹³個の細胞が必要でした[11] . しかし、高い細胞密度に到達することは大きな障害となりました。中空糸バイオリアクターは理論的には10⁸から10⁹細胞/mLの密度を達成できるが[13], 、従来のバイオリアクターデザインは培養肉生産には不十分であった。
GFIリサーチフェローのマット・マクナルティは問題の根本を説明した。「培養肉に使用されるバイオリアクターは、依然として従来の食品および製薬デザインから大部分が適応されています。これらのデザインは培養肉生産のニーズに特化しておらず、そのために適合性の欠如による非効率性がコストを押し上げています」[12]. このデザインと目的の不一致は、設備とプロセスの完全な再考を必要としました。
実施されたソリューションとパフォーマンスデータ
これらの課題に取り組むため、施設は培養肉生産の特定の要求により密接に一致するように設備とプロトコルを再構築しました。主要な変更点の一つは、医薬品グレードから食品グレードの基準への移行でした。例えば、チームは316ステンレス鋼の容器を304ステンレス鋼の代替品に置き換え、食品安全基準を満たしながら資本コストを大幅に削減しました[12]. さらに、従来の現場蒸気滅菌プロセスを二酸化塩素ガス処理に変更しました。この調整により、代替材料で作られた薄壁の容器を使用することが可能になり、コストをさらに削減しました[12].
別のコスト削減策として、培地調製のために医薬品グレードの水から「一般に安全と認められている」(GRAS)と分類される食品グレードの水に切り替えました[12]. チームは、食用のマイクロキャリアと足場も導入し、細胞の剥離問題を解決しただけでなく、食品安全規制にも準拠しました[11].
さらに運用を最適化するために、施設はマルチプレックスセンサーシステム. を実装しました。これらのセンサーはリアルタイムのパフォーマンスデータを提供し、機械学習アプリケーションでプロセスを微調整するために利用できました[12]. これらの変更は生産コストに劇的な影響を与え、大幅に削減しました[10]. この驚くべきコスト削減は、規制基準に生産プロトコルを合わせることで、安全性や品質を犠牲にすることなく商業的なスケーラビリティを達成できることを示しています。
検証結果と業界への影響
測定されたパフォーマンスの結果
厳格なテストを通じて、システムは生産性の大幅な向上を示しました。バブルフリーの連続バイオリアクター技術を使用することで、細胞成長の生産性が15倍, に向上し、同じ運用フットプリント内で生産量が100 kgから1,500 kgに増加しました[16]. 分化段階では、細胞バイオマスを最適化するための調整により128%増加, し、全体的な環境影響を42–56%. 大幅に削減しました。C2C12からCHO細胞代謝への移行も環境影響の削減に大きく貢献し、再生可能エネルギー源を使用することで最大67%の削減を達成しました[14] . さらに驚くべきことに、再生可能エネルギーの使用により、温室効果ガスの排出量が最大92%削減され、従来の牛肉生産方法と比較して土地利用が90–95%削減されました [15] [16]. これらの結果は、業界全体でのより広範な採用への道を開きます。
業界慣行への貢献
検証結果は、培養肉生産におけるバイオリアクターデザインと規制遵守の基準を再定義しました。食品グレードの基準が安全性を損なうことなく製薬グレードの基準に効果的に取って代わることができることを示すことにより、このプロセスは業界にとってコスト削減のロードマップを導入しました。例えば、316ステンレス鋼から304ステンレス鋼への切り替え、二酸化塩素による滅菌、GRAS分類の水の使用を組み合わせることで、コンプライアンスを維持しながら資本コストを大幅に削減しました。
技術的な実現可能性を証明することを超えて、これらの進歩は業界のベンチマークを変えつつあります。経済モデルは、 連続処理とフィードバッチ処理の比較で、10年間で資本および運用コストを55%節約できることを示唆しています [1] . 調達チームにとって、
結論
主な発見
この分析は、培養肉生産が商業的成功に向けて進むために、賢明な設備選択と運用プロトコルの改善がどのように役立つかを強調しています。304ステンレス鋼のような食品グレードの材料を選択することで、安全性とコンプライアンスを確保しながらコストを削減し、より高価な316ステンレス鋼を避けることができます。血清不使用培地, への移行は、シンガポール食品庁が2023年初頭にGOOD Meatの処方を承認したことにより検証され、動物由来の投入物に関連する倫理的および財政的課題を排除します[15].
エアリフトリアクターを使用した生産の拡大、特に260,000 Lでの生産は、42,000 Lの撹拌タンクリアクターと比較してコストを削減する強力な可能性を示しています[17]. しかし、最大2 × 10⁸細胞/mLの高い細胞密度を達成するには、アンモニアや乳酸のような代謝廃棄物を処理するための高度な灌流システムが必要です。これらの課題に対処するためには、プロセスの最適化が不可欠であることが証明されています[11]. 調達チームにとって、
将来の展開
コスト効率とプロセス制御が検証された今、焦点は生産経済を再定義することを約束するメガスケールのバイオリアクターに移ります。GOOD Meatが2022年5月に発表した施設は、10基の250,000 Lバイオリアクターを備えており、年間13,700メートルトンの培養チキンとビーフを生産する能力を持っています。これは、パイロットプロジェクトから産業規模の生産への重要な移行を示しています[11][15]. これは、カリフォルニア大学デービス校のPatrick G. Negulescuらによって設定された経済的ベンチマークと一致していますUniversity of California, Davis:
「牛肉と直接競争するためには、CM製品、または少なくとも生産コストが商業的に競争力のあるレベルにまで下がる必要があります」[17]
予測によれば、この目標は特にメディアコストがさらに低下し続ける中で達成可能です。
食用マイクロキャリアや、単一の容器で細胞の増殖と分化を組み合わせるハイブリッドシステムのような革新は、検証プロセスを簡素化し、汚染リスクを低減することが期待されています。このケーススタディで概説されたプロトコルは、企業が事業を拡大する際の再現可能なモデルを提供し、厳格なテストがコスト削減と共存できることを証明しています。より多くの施設がこれらの検証済みの方法を採用するにつれて、培養肉産業は従来の肉との価格の均衡に近づいています。これに加えて、再生可能エネルギー源によって駆動される場合、温室効果ガス排出量を最大92%削減するなど、注目すべき環境上の利点を提供しています[15].
バイオリアクターのまとめ:センサー、モデリング、スケールアップ、代替リアクターデザイン
よくある質問
培養肉のバイオリアクター検証書類において、規制当局はどのような証拠を期待していますか?
規制当局は、システムが定義されたパラメータ内で機能することを確認するために、バイオリアクター検証書類を要求します。これには、一貫したプロセスパフォーマンスと、リアルタイムモニタリングが含まれ、pHレベル, 溶存酸素, および 温度. などの重要な要素の監視が含まれます。さらに、無菌試験は汚染を防ぐために重要な役割を果たします。ISO 14644-1およびEU GMP Annex 1などの基準に従うことは、微生物制御を維持し、無菌製造慣行を守るために必須です。
攪拌槽型バイオリアクターは、ウシ筋細胞を損傷させずにどのようにスケールアップできますか?
培養肉生産のための攪拌槽型バイオリアクターのスケールアップには、せん断応力 , の管理が含まれます。これはウシ筋細胞を損傷する可能性があります。これに対処するために、計算流体力学(CFD)やスケールダウンモデルなどのツールを使用して流れのパターンを予測します。これらの洞察は、インペラーデザインや攪拌速度の調整を導き、細胞の損傷を減少させるのに役立ちます。
同様に重要なのは、栄養素と酸素の均一な分布を確保することです。高度な監視システムと効果的な混合技術を組み合わせることで、一貫した条件を作り出すことが鍵となります。このアプローチは、局所的なストレスを最小限に抑え、大規模生産全体での細胞の健康をサポートします。
コスト削減の検証変更がユニットエコノミクスに最も大きな影響を与えるのはどれですか?
使い捨てバイオリアクターの採用は、£/kgで測定されるコスト削減に顕著な効果があります。これらのシステムは初期の資本投資と労働費を削減しますが、消耗品のコストが高くなります。それに加えて、リアルタイムモニタリングとメディアリサイクル技術の導入は運用効率を向上させます。これらの進歩はプロセスを合理化するだけでなく、長期的なコスト削減にもつながります。









