

バイオリアクターの汚染は、全バッチを台無しにし、数千ドルの損失を引き起こす可能性があります。 培養肉の生産は、敏感な動物細胞を育てるために無菌環境を維持することに依存しています。リスクは高いですが、汚染を防ぐための実証済みの戦略があります。厳格なガウンプロトコルから 高度なろ過システム, ここで知っておくべきことは次のとおりです:
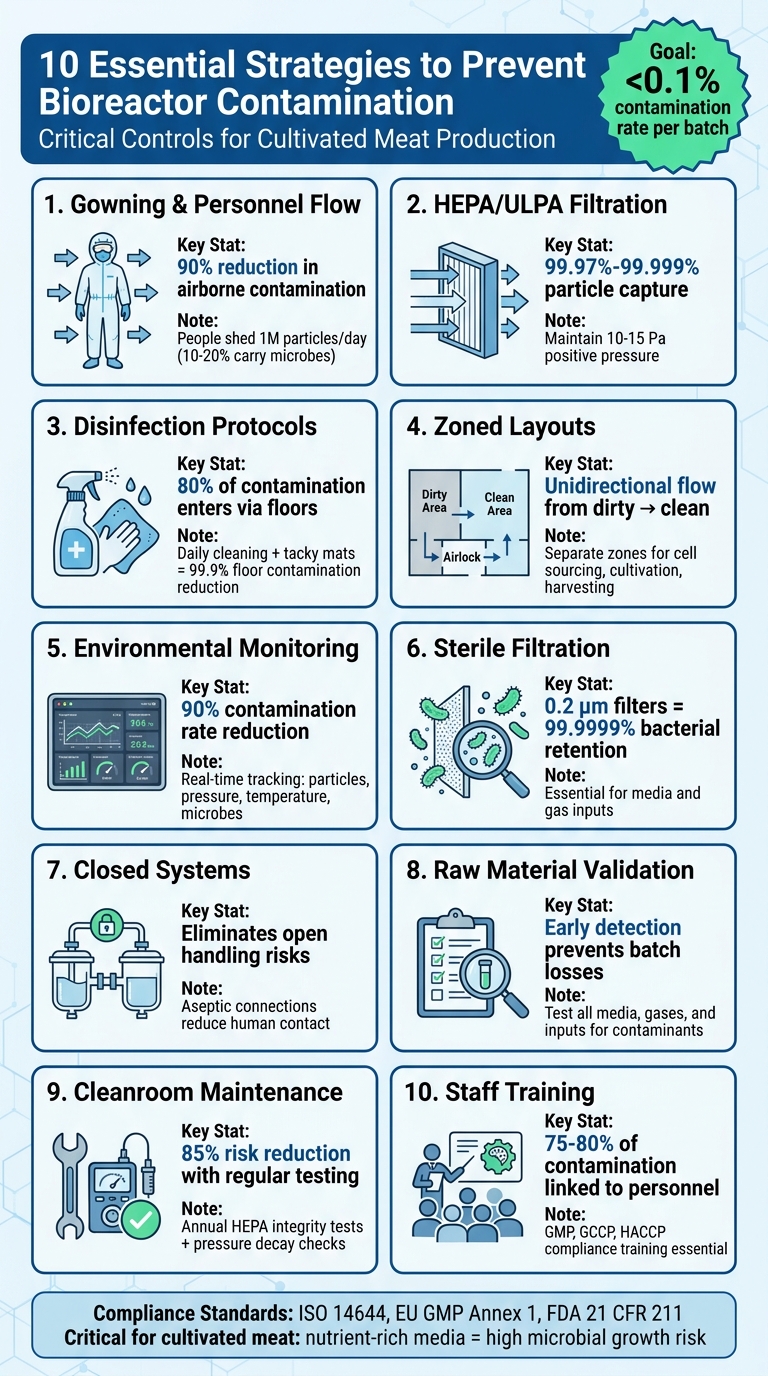
- ガウンと人員の流れ: 人が最大の汚染源です。全身を覆う無菌スーツ、手袋、マスクを使用し、厳格な動きの制御を行います。
- HEPA/ULPA フィルター: これらのフィルターは、99.97%-99.999%の粒子を捕捉します。空気中のリスクを減らすために、正圧と組み合わせて使用します。
- 消毒ルーチン: 毎日表面を清掃し、床には粘着マットを使用して80%の汚染を防ぎます。
- ゾーンレイアウト: 「汚れた」エリアと「清潔な」エリアを分け、一方向のワークフローで交差汚染を最小限に抑えます。
- 環境モニタリング: 粒子、圧力、微生物のリアルタイム追跡により、汚染率を90%削減できます。
- 無菌ろ過: 媒体およびガス入力には0.2 μmフィルターを使用して、細菌や真菌をブロックします。
- クローズドシステム: 無菌接続により、人との接触と汚染リスクを減らします。
- 原材料の検証: 媒体やガスを含むすべての入力をテストし、早期に汚染物質を検出します。
- クリーンルームのメンテナンス: HEPAフィルターと気流を定期的にテストして、クリーンルームの完全性を確保します。
- スタッフトレーニング: 材料を適切に扱い、リスクを特定するための知識をスタッフに提供します。
これらのステップは、汚染率を0以下に保つのに役立ちます。1%、培養肉生産の重要なベンチマークです。警戒を怠らず、プロセスを検証し、信頼できるツールに投資して運営を守りましょう。
クリーンルームでのバイオリアクター汚染を防ぐための10の必須戦略
細胞培養汚染の削減:汚染の原因
sbb-itb-ffee270
1. 厳格なガウン着用と人員の流れの管理を行う
クリーンルームでの最大の汚染源は人であり、毎日約100万個の粒子を放出しています。そのうち10〜20%は微生物を運び、バイオリアクターの無菌性を脅かす可能性があります[3]. バイオファーマ施設では、汚染ケースの75〜80%が人員に関連しています[5], これにより、厳格なガウン着用と人員の流れの管理が培養肉生産の拡大において重要な実践となります.
ガウンの着用が汚染を防ぐ方法
無菌の全身スーツ、フード、ブーツ、手袋、マスクなどの厳格なガウン着用プロトコルを遵守することは、適切なトレーニングプログラムと組み合わせることで、空気中の汚染を最大90%削減するバリアとして機能します[2]. 例えば、2022年の研究では、厳格なガウン着用の遵守が、細胞培養プロセス中のバイオリアクターの汚染率を65%削減したことが示されています[7]. このレベルの管理は、培養肉生産に使用される繊細な哺乳類細胞を保護するために重要です。
ISO 14644およびGMP基準の遵守
ISO 14644は、クラス5(およびそれ以上の清浄度)のクリーンルームに対して特定のガウン着用手順を要求しており、粒子を1立方フィートあたり100個未満(0.5 μm)に制限します。これらの基準は、層流ガウンステーションと検証済みの方法に依存しています [4]. 同様に、EU GMP 附属書 1は、グレードAおよびBゾーンでのガウンの検証を文書化することを義務付けており、微生物数を10³ CFU/m³から1 CFU/m³未満に減少させます[6] . エアロック、順次更衣室、および一方向の人員交通は、交差汚染を防ぐための追加の対策です[1].
このような規制は、培養肉の生産における無菌性を維持するための堅牢なガウンおよびフロー制御の重要性を強調しています。
培養肉にとっての重要性
培養肉のバイオリアクターには、微生物の成長を促進する栄養豊富な培地が含まれています。Staphylococcus aureusやAspergillus種のような汚染物質は、全バッチを台無しにし、数万ポンドの損失を引き起こす可能性があります。これを避けるために、施設は確認済みの7ステップのガウン手順を実施する必要があります:外衣を脱ぐ、手を洗う、ブーツカバーをつける、フードとマスクを着用する、ジャンプスーツを着る、手袋をはめる、ゴーグルを追加する。各ステップは、コンタクトプレートテストを使用して検証し、コンプライアンスと効果を確保する必要があります。
2. HEPA/ULPA フィルターと正圧差の維持
汚染防止の効果
HEPAフィルターは、0.3μm以上の粒子を99.97%捕捉するように設計されており、ULPAフィルターはさらに進んで、0.12μmの小さな粒子を99.999%捕捉します。これらのフィルターは、培養肉細胞培養に脅威を与えるバチルス胞子(1–2μm)を含む空中粒子を除去するのに非常に効果的です[8]. 監査によると、HEPA/ULPAフィルターと陽圧を組み合わせることで、ISO 7クリーンルームの汚染率を5–10%からわずか0.1–0.5%に大幅に低下させることができます[14].
クリーンルームゾーン間で通常10–15 Paに維持される陽圧差は、これらのフィルターシステムを補完し、より清潔なエリアからあまり清潔でないエリアへ空気が流れることを保証します。12–20 Paの圧力差を維持する施設は、中立圧力設定の施設と比較して、汚染事故が最大80%少ないと報告しています[9]. これは、培養肉の生産において特に重要であり、1リットルあたり1つのコロニー形成単位(CFU)でも1,000リットルのバッチを台無しにする可能性があります。HEPA/ULPAフィルターと陽圧を組み合わせることで、オープンプロセス環境と比較して汚染リスクを最大95%削減できます[14].
ISO 14644およびGMP基準への準拠
HEPA/ULPAフィルターと陽圧システムは、効果的であるだけでなく、国際的なクリーンルーム基準によっても要求されています。ISO 14644-1は、HEPA/ULPAフィルターが99.99%の効率を達成し、陽圧が分類されたクリーンルームで継続的に監視されることを規定しています。例えば、ISO 7クリーンルーム(グレードB)は、粒子レベルを0.5μm以上の粒子に対して1立方メートルあたり352,000粒子以下に維持することが求められています[10].
EU GMP附属書1は、隣接するエリアに対してクラスAゾーンで最低30 Paの陽圧を維持するなど、さらなる要件を追加しています。また、DOP/PAOエアロゾルフォトメーターを使用したフィルターの定期的な完全性試験を6〜12ヶ月ごとに実施することを義務付けています[10]. ベストプラクティスには、毎日の圧力チェック(10 Pa未満の逸脱に対するアラーム設定)、四半期ごとのフィルター試験、および年次再認証が含まれます。適切な圧力と粒子レベルの文書化は、GMPコンプライアンスをサポートするだけでなく、監査の問題を90%削減することもできます[11].
培養肉生産プロセスへの関連性
血清不使用培地が使用される培養肉生産において、バイオリアクターは特にLactobacillusのような空気中の汚染物質に対して脆弱であり、これらは急速に増殖します。ULPAフィルターと15 Paの圧力差を使用した英国のバイオファーマクリーンルームでは、粒子数を50 CFU/m³から1 CFU/m³未満に減少させ、複数の汚染事故を防ぎました[14]. このレベルの制御は、パイロットプロジェクトから最大20,000リットルの容量を持つ産業生産システムにスケールアップする際に、細胞の生存率を90%以上に維持するために重要です。
これらの要求を満たすために、培養肉施設は、先進的なろ過ユニットや精密なセンサー、バイオプロセス制御ソフトウェアなどの一流のクリーンルームコンポーネントに投資する必要があります。
3. 定期的な手動および自動消毒プロトコルに従う
汚染防止の効果
消毒は、バイオリアクターを汚染から保護する上で重要な役割を果たします。外部表面(ベンチ、棚、工具、機器など)の毎日の手動清掃は、使い捨ての布と消毒剤を使用することで、微生物がバイオリアクターシステムに侵入する前に効果的に除去できます [16].
床レベルの消毒は特に重要で、汚染の最大80%が床から発生します [15]. Dycemのエリザベス・メイキンはこのリスクを強調しています:
"クリーンルームの汚染の80%は床レベルを通じて重要なスペースに入ると言われており、汚染管理戦略の一環として対処すべき重要なリスクです。" [15]
粘着マットを使用することで、床の汚染を99.9%、空中の微粒子を75%削減できます [15]. 適切なモッピングと掃除機がけを各シフト前に行うことで、これらの対策はバイオリアクターの入力に汚染物質が入る可能性を大幅に低下させます。これらの消毒方法は、以下で説明するISO 14644およびGMP基準の厳しい要件に沿っています。
ISO 14644およびGMP基準の遵守
ISO 14644は、クリーンルーム認証を維持するための清掃頻度と材料に関する明確なガイドラインを設定しています。ISOクラス5の環境では、ワイプ、綿棒、洗剤などのすべての清掃用品は無菌であり、微粒子の放出を最小限に抑える必要があります[15]. ISOクラス5のクリーンルームでは6ヶ月ごとに環境試験が必要であり、ISOクラス6以上では少なくとも年に一度の試験が必要です[16].
体系的な清掃プロセスは、コンプライアンスに不可欠です。天井から始め、次に壁、窓、最後に床を清掃します。このシーケンスは、清掃中に取り除かれた粒子が効果的に捕捉されることを保証します [15][17]. 清掃担当者は、汚染物質が広がる可能性のある空気の乱れを最小限に抑えるために、ゆっくりと作業する必要があります [17].
クリーンルームワークフローへの統合の容易さ
消毒プロトコルは、ガウン着用やろ過プロセスを補完し、クリーンルームのワークフローにシームレスに適合します。汚染物質の持ち込みを避けるために、施設はクリーンルーム専用の清掃用品の在庫を別に維持する必要があります。これらのプロトコルは、シフトスケジュールや材料受け入れ手順と一致する必要があります [17]. 日常業務には、材料移動ゾーンを保護するために窓やパススルーの清掃と乾燥を含める必要があります。汚染物質の拡散を防ぐために、こぼれた場合には即座に対応することも重要です [17].
培養肉生産プロセスへの関連性
培養肉の生産において、厳格な消毒プロトコルは、ガウンの着用とHEPA/ULPAフィルターと共に製品の完全性を維持します。バイオリアクターの表面、移送機器、サンプリングポートの定期的な清掃は、汚染リスクを最小限に抑えるために重要です。ISO準拠の清掃材料を使用することで、この分野で要求される厳格な基準を遵守します。
4. 一方向の材料とプロセスフローを持つゾーンレイアウトの設計
汚染防止の効果
一方向の材料と人員の流れを持つゾーンレイアウトは、汚染を最小限に抑えるための鍵です。「汚れた」エリアから「清潔な」エリアへの動きをガイドすることにより、これらのデザインは生産の各段階でリスクが管理されることを保証します。これは特に、原動物の生検がしばしば高い病原体負荷を持っているため、細胞の調達中に重要です。生産プロセスを細胞選択、培養、収穫、加工などの異なるゾーンに分けることで、各ステップでターゲットを絞った汚染管理を適用することができます。
例えば、細胞培養が生産拡大の前に拡大されるシードトレインフェーズは、製薬グレードのクリーンルーム基準から始まります。プロセスが進むにつれて、汚染管理と運用効率のバランスを取るために、管理は食品生産基準にシフトすることができます。クローズドオートメーションシステムは、人的な関与を減らし、生産を加速し、汚染リスクを低減することで安全性をさらに向上させます[18]. これらの措置は、ISO 14644およびGMP基準に準拠し、安全性と品質を確保する必要があります。
ISO 14644およびGMP基準への準拠
ISO 14644のクリーンルーム基準は、細胞バンキングおよび拡張フェーズにおいて特に重要であり、汚染のリスクが最も高いです。初期の細胞調達段階では、動物由来の組織が腸内細菌が多い地域から来ることが多いため、臨床環境に似た無菌条件が不可欠です。輸送中の厳格な衛生管理も必須です[19].
ハザード分析および重要管理点(HACCP)の原則を適用することで、ゾーンレイアウト内で交差汚染が最も発生しやすい箇所を特定するのに役立ちます。食品基準庁はこのアプローチの価値を強調しています:
"CodexとHACCPの原則は、このセクターのための具体的なガイドラインと品質管理計画を構築するための堅実な基盤を提供し、臨床/バイオ医薬品業界からの学びを新しい食品の要件に適応させることができます。" [19]
培養肉生産プロセスへの関連性
ゾーン化されたレイアウトは、培養肉生産に必要な厳格な汚染管理を維持する上で重要な役割を果たします。施設の異なるエリアは異なるレベルの管理を要求します: 種子列にはISO規格のクリーンルームが不可欠であり、大規模な培養には中程度の食品グレード基準で十分であり、収穫はGMPおよびHACCPプロトコルに従うことができます。テストゾーンも重要です。なぜなら、細菌や真菌は目に見える濁りを引き起こしますが、ウイルスやマイコプラズマはそうではなく、専門的な検出方法が必要だからです。[19].
これらの階層化された汚染管理をサポートするために、
5. 継続的な環境モニタリングシステムの設置
汚染防止の効果
継続的な環境モニタリングシステムは、空中の粒子、温度、湿度、圧力差、微生物汚染などの重要な要素をリアルタイムで厳密に監視します。このリアルタイムトラッキングは、即時の是正措置を可能にすることで、バイオ医薬品のクリーンルームにおける汚染率を最大90%削減することができる画期的な技術です。培養肉の生産においては、特に細胞培養のスケールアップ中に汚染が発生すると、バイオリアクターのバッチ失敗の20–40%を引き起こし、そのうち70%は空中微生物が原因です。 これらのシステムは、粒子カウンター、微生物サンプラー、環境センサーなどのツールをデータロギングとアラーム機能と組み合わせています。粒子数や湿度などのパラメータが許容されるISOの閾値を超えた場合、自動アラートが迅速な調査と対応を促します。この積極的なアプローチにより、軽微な逸脱が全体の生産バッチを台無しにするような重大な汚染問題に発展するのを防ぎ、既に導入されている他の汚染管理対策を補完します。
ISO 14644およびGMP基準への準拠
連続監視システムも、ISO 14644およびGMP基準を満たす上で重要な役割を果たします。例えば、ISO 14644-1は、最大許容粒子レベルに基づいてクリーンルームの分類を設定しています。ISO 7では、0.5μm以上の粒子が352,000個/m³以下であることが許可されています。連続監視により、施設は年間10%未満の超過を維持し、2022年の調査では、自動化システムを使用する施設がGMPの生存可能粒子限界(グレードAゾーンでの1 CFU/m³)に99.9%の準拠を達成しました。99.9%の準拠
定期的な手動サンプリングとは異なり、チェック間の汚染を見逃す可能性があるこれらのシステムは、継続的で監査可能な記録を生成します。これは、規制承認を求める培養肉生産者にとって非常に貴重です。プロセスの厳密な管理を示し、製品の安全性認証を確保します。ISO 14644-2基準に従って四半期ごとに実施される定期校正は、センサーの精度を保証し、システムを規制要件に合わせて調整します。
クリーンルームワークフローへの統合の容易さ
現代の監視システムは、既存のワークフローにシームレスに適合するように設計されており、オペレーターに統一されたダッシュボードを提供します。柔軟な統合オプションにより、これらのシステムは設置の課題を最小限に抑えながら、信頼性とコンプライアンスを維持します。最適なパフォーマンスを得るために、マルチパラメータセンサーはバイオリアクターの入口や材料エアロックなどの重要な場所に配置し、主要なパラメータのデータを1〜5分ごとに収集します。[20].
SCADAシステムとの統合により、24時間体制でのログ記録とトレンド分析が可能になり、汚染の根本原因を特定するために重要です。
培養肉生産プロセスへの関連性
培養肉の生産には、標準的なクリーンルームのパラメータを超えた精度が必要な独自の課題があります。例えば、温度の安定性は重要であり、哺乳類の細胞培養は通常37°Cの±2°C以内に保つ必要があります。 メディア調製および接種中の生存粒子のためのアクティブエアサンプリングは、バイオリアクター内の汚染を防ぐために、真菌胞子を早期に検出することができます。環境データとバイオリアクターの性能を分析することで、湿度のわずかな上昇と高い粒子数の組み合わせなど、潜在的なHEPAフィルターの問題を示す早期警告サインを明らかにすることができます。[21].
6. メディアおよびガス入力に無菌ろ過を使用する
無菌ろ過は、バイオリアクターシステムにおける汚染に対するもう一つの防御層を追加し、微生物汚染物質がメディアおよびガス入力を通じて侵入するのを効果的に防ぎます。
汚染防止の効果
無菌ろ過は、0.2 μm以下の孔径を持つフィルターを使用して、細菌、真菌、その他の粒子を物理的にブロックすることで機能します。この技術は、細菌の存在を6-log削減(99.9999%以上の保持)しながら、敏感なメディア成分を保持します。 [8][9]. 培養肉の生産において、栄養豊富な培地が微生物の成長を促進する環境では、このレベルの保護が絶対に重要です。
Biotechnology Progressの研究では、哺乳類細胞培養において0.2 μmフィルターを使用した場合、汚染イベントが15%から1%未満に減少し、95%の削減が強調されました。, 培養肉のパイロット施設では、検証済みのろ過システムが、ろ過後の汚染レベルを1 CFU/100 mL未満に示し、厳しい業界基準に合致しています。この物理的なバリアは、微生物の脅威からバッチ全体を保護するために不可欠です。
ISO 14644およびGMP基準の遵守
無菌ろ過システムは、ISO 14644クリーンルーム分類(クラス5–8)を満たす上で重要な役割を果たし、重要な入力ポイントでの微生物リスクを最小限に抑えます。ASTM F838-05の無菌性基準に準拠したフィルターは、バブルポイントや拡散流量試験などのインテグリティテスト方法と組み合わせることで、EU附属書1およびFDA 21 CFR 211 GMP要件を満たします[12][13]. 。これは、培地調製やバイオリアクター接種などのプロセスが行われるグレードAおよびBゾーンにおいて特に重要です。
文書化されたバリデーションと使用後のインテグリティテストは、規制ガイドラインへの監査可能な準拠を保証します。
クリーンルームワークフローへの統合の容易さ
現代のろ過システムは、バイオリアクターワークフローにスムーズに統合されるように設計されています。メディア転送ラインとガスマニホールド用のインラインフィルターハウジングは、GE ReadyMateのようなシングルユースアセンブリと組み合わせることで、設置が簡素化され、セットアップ時間が30分未満に短縮され、洗浄バリデーションの必要がなくなります。人気の選択肢には、メディア用の0.2 μm PES膜を持つSartorius SartoporeやPall Suporカプセルフィルター、空気やCO₂ライン用のMillipore Millexのような疎水性PTFEフィルターがあります [10][11].
これらのシステムは、プレフィルトレーションの品質チェック、転送中のインラインフィルトレーション、使用後のインテグリティテストを備えた一方向のワークフローをサポートします。フィルターの適切なサイズ設定 - メディアの場合は約50 LMH - は圧力の蓄積を防ぎ、フィルターの寿命を延ばします。ケーススタディでは、システムが流量要件に正しく一致している場合、フィルターの故障が20%減少 することが示されています。
培養肉生産プロセスへの関連性
無菌ろ過は培養肉生産において不可欠であり、無菌性を維持することは細胞培養プロセスを中断なく進めるために重要です。ペプチドや成長因子が豊富な無血清培地は熱滅菌に耐えられないため、ろ過が最適な解決策となります。10⁷–10⁸ cells/mL, で動作する高密度パーフュージョン培養は、マイコプラズマの発生のような問題を避けるために、連続した汚染物質のないガス入力(O₂/CO₂)が必要です。疎水性PTFEガスフィルターをスパージャーの前に設置することで、フィルターの濡れのリスクなしに長期間の培養期間中の無菌性を確保します。
0.1 μmのプレフィルターを使用することで、高タンパク質培地を使用する際の目詰まりを防ぐことができ、差圧の監視は潜在的な問題の早期検出を提供します。このスケーラブルなアプローチは、研究開発からGMP準拠の商業製造への移行をサポートし、すべての段階で信頼性を確保します。
7. クローズドシステムの無菌接続と転送を適用する
クローズドシステムの無菌接続は、バイオリアクター操作における最も脆弱な領域の一つである転送ポイントに対処します。材料の転送中に培養環境を密閉することで、これらのシステムはオープンハンドリング方法と比較して汚染のリスクを大幅に低減します。
汚染防止の効果
クローズドシステムは、自動化を最大化しながら、培養との人間の相互作用を減らすように設計されています。GFIリサーチフェローのアイリーン・マクナマラは次のように説明しています:
"培養肉生産全体でクローズドオートメーションを最大化することで、生産時間、人間の接触、汚染のリスクを減らすことができる" [18].
これらのシステムは、接続ポイントごとに無菌バリアを使用しています。例えば、ガスフィルターの疎水性PTFE膜は、水性エアロゾルが培養を汚染するのを防ぎ、熱蒸気滅菌はリアクターの入口と出口に直接適用されます[24]. シングルユースバイオリアクターシステムは、バッチ間の加熱滅菌の必要性を排除することで、交差汚染のリスクを完全に取り除き、もう一層の安全性を追加します[24] .
クリーンルームおよびGMP基準への準拠
クローズドシステムの転送は、生産の初期段階で確立された無菌管理を強化します。これにより、日常業務中の環境モニタリングの必要性が減少し、施設は初期のシードトレイン段階に厳格な管理を集中させることができます。この階層的アプローチは、安全性とコスト効率のバランスを取ります[18]. さらに、オープンハンドリングステップを削除することで、GMPコンプライアンスに必要な検証プロセスが簡素化されます。各接続ポイントは無菌性を独立して検証でき、文書化を効率化し、規制要件を満たすことができます。
クリーンルームワークフローへの統合の容易さ
現代のクローズドシステム技術は、既存のバイオリアクターセットアップにシームレスに統合されるように設計されています。自動監視システムは、リアルタイムの無菌性チェックと汚染の早期警告を提供します[18]. シングルユースアセンブリは、バッチ間の洗浄検証の必要性を排除することで、操作をさらに簡素化し、時間とリソースを節約します[24].
培養肉生産プロセスへの関連性
培養肉の生産において、クローズドシステムは不可欠です。移送中の短時間の露出でも、コストのかかる汚染問題を引き起こす可能性があります。労働集約的なステップを自動化することは、コストと汚染リスクの両方を削減するために重要です[24]. 培養に使用される栄養豊富な培地は微生物の理想的な繁殖地を提供するため、プロセス全体で密閉された移送ポイントを維持することは、成功した生産を確保するために不可欠です。
8. 原材料とサプライヤーの品質管理を検証する
汚染はしばしば原材料を通じて忍び寄ります。それが培地やサプリメント, ガス供給、またはその他の投入物であれ、それぞれが潜在的なリスクを伴います。それが、汚染をバイオリアクターから排除するために厳格な検証とサプライヤーの品質チェックが重要である理由です。
汚染防止の効果
原材料の検証は防御の第一線として機能し、汚染物質がバイオリアクターに到達する前に捕捉します。ここで重要な役割を果たすのがターゲットテストです。例えば、動物由来の成分は、ウイルススクリーニング、マイコプラズマ検査(目に見える濁りを引き起こさないため)、エンドトキシン検査などの厳格なチェックを受け、安全性を確保します。より安全な代替手段として、業界では現在、多くの人が動物由来でない成分を好み、人獣共通感染症のリスクを低減しています。しかし、細胞供給のために動物組織が避けられない場合、供給源の健康を確認する獣医証明書が不可欠です。
「培地成分が培養に使用される前の早期検出が重要です」[19].
ISO 14644およびGMP基準への準拠
サプライヤーの品質管理は、汚染防止戦略の延長です。適正製造基準(GMP)、適正細胞培養基準(GCCP)、およびHACCPのような規制基準は、サプライヤーの品質を検証するための明確な枠組みを提供します。これらは一貫したプロセスと徹底した文書化を保証します。英国認定サービス(UKAS)などの組織は、試験サービスがISO 17025基準を満たしていることを認証し、CodexおよびHACCP原則に基づくサプライヤー監査は、微生物安全性にさらに層を加えます[19].
培養肉生産プロセスへの関連性
培養肉の生産では、リスクがさらに高まります。栄養豊富な培地は微生物の成長に最適な条件を作り出し、汚染が特に危険になります。プラットフォームのような
9. クリーンルームの定期的な完全性試験とメンテナンスを実施する
定期的な完全性試験は、すべてのクリーンルームにとって不可欠です。時間が経つにつれて、HEPAフィルターは摩耗し、シールがひび割れ、気流パターンが変化する可能性があります。これらのチェックを省略すると、バイオリアクターの無菌性を損なう問題が発生する可能性があります。
汚染防止の効果
完全性試験は、問題が拡大する前に潜在的な問題を発見するのに役立ちます。たった1つの不良HEPAフィルターが、最大で1,000倍の粒子を放出し、GMP施設での汚染事故の約40%に寄与する可能性があります。しかし、定期的なテストにより、これらのリスクは85%減少します。重要なテストには、HEPAフィルターの完全性スキャンが含まれ、Dioctyl Phthalate (DOP)やPolyalphaolefin (PAO)エアロゾルチャレンジのような方法を使用して、0.3 μmの粒子を99.99%効率でフィルタリングすることを確認します。クリーンルームの表面(壁、床、天井など)に対する圧力減衰テストも、漏れを検出し、汚染物質を含む可能性のある乱流を特定するために重要です。例えば、2022年には、英国のバイオ医薬品施設が圧力テストを通じて天井の漏れを発見し、50万ポンドのバッチ損失を防ぎました。
ISO 14644およびGMP基準への準拠
ISO 14644-3は、テストスケジュールに関する明確なガイドラインを提供します。クリーンルームのリスク(ISO 5-8、バイオリアクター操作に典型的)は、年次または半年ごとに完全なインテグリティテストを受ける必要があり、メンテナンス作業後にも行う必要があります。培養肉のクリーンルームは、しばしばISO 7で運用され、0.5 μmの粒子に対して空中粒子数が352,000/m³以下であることを保証しなければなりません。EU GMP附属書1も、設置、修理後、および指定された間隔での認定テストを義務付けており、問題の徹底的な文書化が求められます。コンプライアンスには、校正された機器を使用する認定第三者テスターを使用し、厳格な基準( e.g. , <0.01%フィルタ浸透)に対して結果を文書化し、24時間以内にすべての失敗を解決することが含まれます。これらのテストを日常のワークフローにシームレスに統合することで、製品の品質が損なわれないようにすることができます。
クリーンルームワークフローへの統合の容易さ
混乱を最小限に抑えるために、インテグリティテストは週末などの活動が少ない期間にスケジュールしてください。100 m²のクリーンルームのテストには通常4〜8時間かかります。現代の自動化システムはリモートセンサーを使用して継続的な監視を可能にし、年間のダウンタイムを2%未満に削減します。テスト後、運用を再開する前に粒子レベルが安定するまで24時間待ちます。例えば、2024年の培養肉パイロットプラントでは、乱流の気流に対処するために煙パターンテストを使用し、実行可能な粒子数を40%削減し、GMP認証を取得しました。
培養肉生産プロセスへの関連性
培養肉の生産では、バイオリアクターが10⁷細胞/mLを超える密度で栄養に敏感な動物細胞を扱うため、無菌性の維持は不可欠です。定期的なインテグリティテストは、細胞の成長を停止させたり、マイコプラズマの発生を引き起こしたりする可能性のある汚染物質の侵入を防ぎます。このステップは、培養動物細胞に必要な高い無菌基準を維持するために重要であり、このガイド全体で議論されている汚染防止戦略と一致しています。ツールのような
10. 汚染リスクの認識と対応に関するスタッフの訓練
汚染防止の効果
培養肉の生産において、オペレーターはしばしば重大な汚染リスクをもたらします[19]. これに対処するために、スタッフは個人衛生、無菌技術、適切な機器の取り扱いなどの分野で徹底的な訓練を受ける必要があります。これは、特に前処理やシードトレインプロセスのような敏感な段階で重要です [18][19]. さらに、pHレベルや溶存酸素のようなリアルタイムの処理パラメータを監視するようにスタッフを教育することで、汚染が疑われる場合に迅速に対応できるようになり、バッチ全体を失うリスクを減らします。
ISO 14644およびGMP基準への準拠
これらの実践を効果的にするためには、認識された規制基準に沿っている必要があります。
「GMP(適正製造基準)、GCCP(適正細胞培養基準)、HACCP(危害分析重要管理点)などの規制ガイドラインと品質保証スキームは、緩和策と安全な製品の生産をサポートするための標準的な枠組みを提供するために重要です。" - FSA Research and Evidence [19]
トレーニングプログラムは、GMP、GCCP、およびHACCPの原則に基づいて設計され、強力な汚染管理対策を確立する必要があります[19]. スタッフはまた、バクテリア、カビ、ほこりなどの汚染物質から守るために、クリーンルーム専用の装備、クリーンスーツやマスクを使用することを学ぶ必要があります[25]. 環境モニタリングトレーニング - 空気、表面、水をカバー - は、確立された無菌試験方法を通じて潜在的な汚染リスクの早期検出をさらに保証します[19].
クリーンルームワークフローへの統合の容易さ
広く認識されている基準を採用することで、品質管理プロセスが簡素化されます。CodexおよびHACCPの原則を、バイオ医薬品セクターから借用した無菌プロトコルと組み合わせることで、クリーンルームのワークフローはより効率的になります[19]. トレーニングセッションは、理想的には生産が静かな時期に行い、定期的なリフレッシュコースを実施して、汚染防止を常に意識するようにするべきです[19]. この構造化されたアプローチは、一貫したバイオリアクターの性能に不可欠な無菌対策をサポートします。
培養肉生産プロセスへの関連性
無菌環境は培養肉の生産に不可欠です。しかし、自然の微生物叢がないため、汚染が発生した場合、これらの製品は急速に腐敗する可能性が高くなります[19]. 厳格なガウン着用プロトコルと継続的なモニタリングに加えて、包括的なスタッフトレーニングは、生産に必要な清浄な状態を維持する上で重要な役割を果たします。トレーニングは、検出不可能なウイルス、マイコバクテリア、マイコプラズマによるものを含む微細な汚染の兆候をスタッフが検出し、迅速に対応できるようにするべきです。
結論
クリーンルームでのバイオリアクター汚染を防ぐには、複数の安全策を組み合わせた層状のアプローチが必要です。厳格なガウン着用プロトコル、HEPA/ULPAフィルター、継続的な環境モニタリング、徹底したスタッフトレーニングなどの対策が、培養肉生産中の無菌状態を維持するために連携します。一貫して適用されると、これらの戦略は、研究レベルの生産から1,000リットルを超えるバイオリアクターまで施設を拡大しながら、バッチごとの汚染率を0.1%未満に抑えることができます。これは、規制基準を満たすための重要なベンチマークです。 [8].
強力な汚染管理計画は、慎重な調達とサプライヤーの品質管理にも依存しています。スケーラブルでコンプライアントな生産への道は、材料を厳密に検証することから始まります。劣悪な成長媒体、センサー、またはバイオリアクターは、バッチ全体を危険にさらす汚染物質を導入する可能性があり、調達段階での厳格な品質保証の必要性を強調しています。これにより、効果的な原材料の検証が保証され、無菌入力プロセスがサポートされます。
培養肉生産者向けに、
汚染リスクを最小限に抑えるために、以下の主要な戦略に焦点を当ててください:
- 厳格なガウン着用プロトコルと制御された人員移動
- HEPA/ULPAフィルターシステムと正圧差
- 定期的な手動および自動消毒ルーチン
- 一方向のワークフローを持つゾーンレイアウト
- 継続的な環境モニタリングとデータ分析
- 培地およびガス入力のための無菌ろ過
- クローズドシステムの無菌接続と転送
- 原材料とサプライヤーの品質の厳格な検証
- クリーンルームの完全性テストとメンテナンスの定期実施
- 汚染リスクに関する包括的なスタッフトレーニング
これらの戦略に対してクリーンルームの実践を評価してください。スタッフの教育とサプライヤーの検証を強化することで、汚染防止を反応的な作業から生産拡大のための積極的な枠組みに変えることができます。
よくある質問
バイオリアクターのバッチが汚染されている最初の兆候は何ですか?
バイオリアクターの汚染の最初の兆候は、いくつかの一般的な問題に起因することが多いです。これには、サンプリングやメンテナンス中のポートでの侵入、ガスフィルターの故障、汚染された培養媒体、センサー設置時に導入されるリスク、さらにはマイクロプラスチックの汚染が含まれます。このような問題は微生物の過剰増殖を引き起こし、最終的にはバッチ全体の失敗につながる可能性があります。
各生産工程に適したISOクリーンルームグレードをどのように選択すればよいですか?
培養肉の製造では、各生産段階の感度に応じて必要な清浄度が異なります。以下に、プロセスの特定のニーズにISOクリーンルームグレードを合わせる方法を示します:
- ISOクラス5: 細胞播種のような重要なステップに予約されており、汚染を防ぐために超清浄な環境を維持することが不可欠です。
- ISOクラス6: バイオリアクター操作に理想的で、清浄度と実用性をバランスよく提供する制御された環境を提供します。
- ISOクラス8: 収穫や移送 のような感度の低い作業に適しており、リスクが低く、閉鎖システムが製品の完全性を維持するのに役立ちます。
高リスクの段階に厳格な管理を割り当て、重要度の低いステップには低グレードのクリーンルームを使用することで、製造業者はコストを効果的に管理しながら、汚染リスクを最小限に抑えることができます。
バイオリアクターに入る前に、培地とガスに対してどのようなテストを行うべきですか?
無菌試験は、培地とガスの両方をバイオリアクターに導入する前に確認する上で重要な役割を果たします。培地には膜ろ過が好ましい方法であり、ガスには微生物サンプリングが一般的に使用されます。これらの手順は微生物汚染を検出するために設計されており、無菌の材料のみが生産プロセスに入ることを保証します。このステップは、培養肉の生産における汚染リスクを最小限に抑えるために重要です。










