

การตรวจสอบความถูกต้องของห้องปลอดเชื้อช่วยให้มั่นใจว่าสภาพแวดล้อมการผลิตเป็นไปตามมาตรฐานการปนเปื้อนที่เข้มงวด ซึ่งมีความสำคัญต่อการผลิตเนื้อสัตว์ที่เพาะเลี้ยง นี่เป็นขั้นตอนสำคัญเมื่อ การขยายกระบวนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง. การตรวจสอบความถูกต้องที่เหมาะสมช่วยป้องกัน ความเสี่ยงจากการปนเปื้อน, ปกป้องคุณภาพของผลิตภัณฑ์ และปฏิบัติตามกฎระเบียบ เช่น ISO 14644 และ GMP กระบวนการนี้ประกอบด้วยสี่ขั้นตอนสำคัญ:
- การตรวจสอบคุณสมบัติการออกแบบ (DQ): ยืนยันว่าการออกแบบห้องปลอดเชื้อตรงตามความต้องการในการดำเนินงานและกฎระเบียบ
- การตรวจสอบคุณสมบัติการติดตั้ง (IQ): ตรวจสอบว่าชิ้นส่วนติดตั้งถูกต้องและตรงตามข้อกำหนด
- การตรวจสอบคุณสมบัติการปฏิบัติงาน (OQ): ทดสอบระบบในสภาวะที่ไม่ทำงานเพื่อให้แน่ใจว่าทำงานตามที่ตั้งใจไว้
- การตรวจสอบคุณสมบัติการทำงาน (PQ): ประเมินประสิทธิภาพของห้องปลอดเชื้อในระหว่างการผลิตจริง
โปรโตคอลการทดสอบ รวมถึงการนับอนุภาค การตรวจสอบความสมบูรณ์ของแผ่นกรอง HEPA และการวัดการไหลของอากาศ เป็นสิ่งสำคัญในการรักษาการปฏิบัติตามข้อกำหนด การตรวจสอบอย่างต่อเนื่องและการตรวจสอบซ้ำเป็นระยะช่วยรักษาประสิทธิภาพของห้องสะอาดในระยะยาว การปฏิบัติตามขั้นตอนเหล่านี้ช่วยลดความเสี่ยงของการปนเปื้อน ปกป้องทั้งความสม่ำเสมอของผลิตภัณฑ์และการอนุมัติตามกฎระเบียบ
การตรวจสอบความถูกต้องของห้องสะอาดจาก URS ถึง PQ
sbb-itb-ffee270
4 ขั้นตอนของการตรวจสอบความถูกต้องของห้องสะอาด
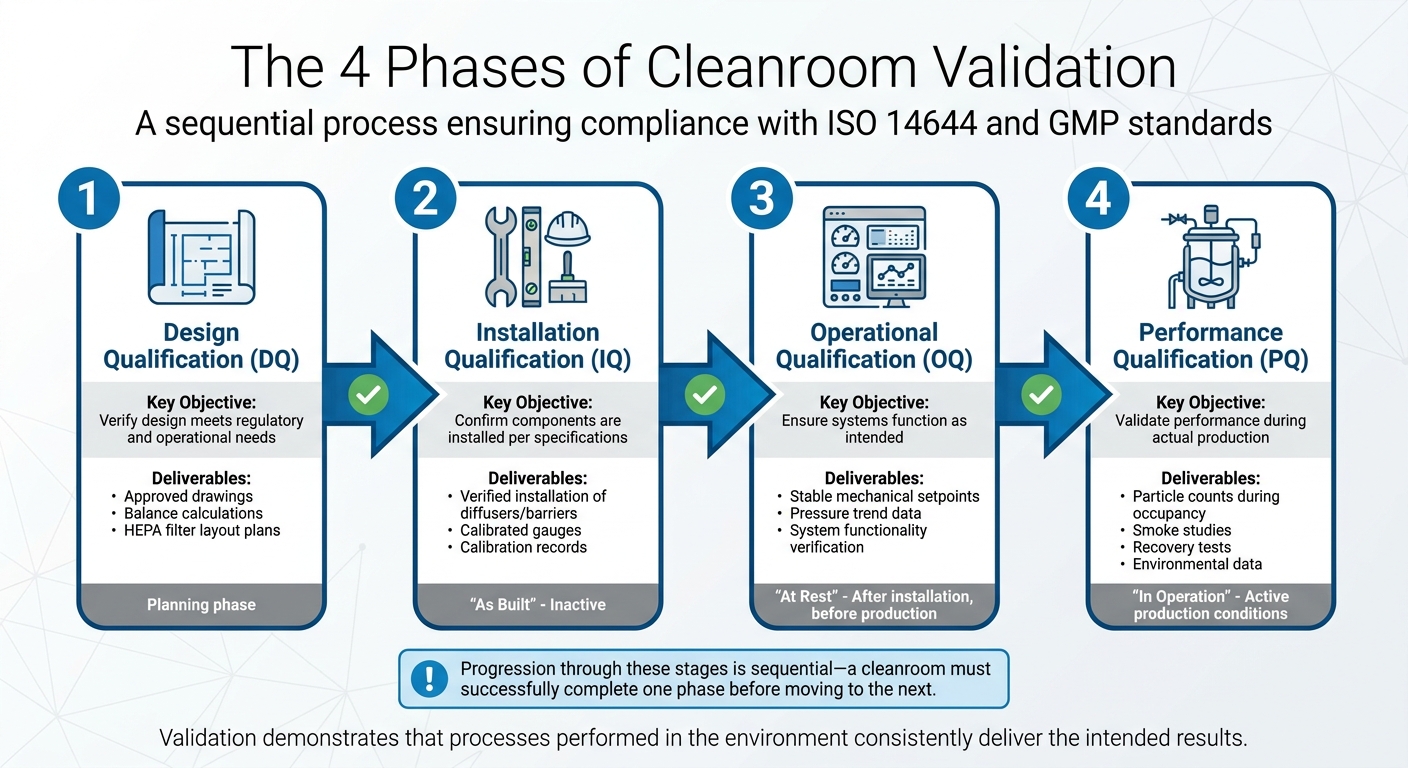
4 ขั้นตอนของการตรวจสอบความถูกต้องของห้องสะอาดสำหรับการผลิตเนื้อสัตว์ที่เพาะเลี้ยง
การตรวจสอบความถูกต้องของห้องสะอาดเป็นกระบวนการทีละขั้นตอนที่มีสี่ขั้นตอนที่แตกต่างกัน แต่ละขั้นตอนสร้างขึ้นจากขั้นตอนก่อนหน้า การก้าวผ่านขั้นตอนเหล่านี้เป็นไปตามลำดับ - ห้องสะอาดต้องผ่านขั้นตอนหนึ่งสำเร็จก่อนที่จะย้ายไปยังขั้นตอนถัดไปตามที่ Allied Cleanrooms กล่าวไว้อย่างเหมาะสม:
"การตรวจสอบความถูกต้องคือสิ่งที่แยกห้องสะอาดที่ดูพร้อมออกจากห้องที่พร้อมจริงๆ" [8].
ในขณะที่การรับรองคุณภาพทำให้มั่นใจว่าห้องสะอาดและระบบต่างๆ ได้รับการติดตั้งและทำงานตามที่ออกแบบไว้ การตรวจสอบความถูกต้องก้าวไปอีกขั้น มันแสดงให้เห็นว่ากระบวนการที่ดำเนินการในสภาพแวดล้อมนั้นให้ผลลัพธ์ตามที่ตั้งใจไว้อย่างสม่ำเสมอ [7]. สี่ขั้นตอน - การรับรองคุณภาพการออกแบบ (DQ), การรับรองคุณภาพการติดตั้ง (IQ), การรับรองคุณภาพการปฏิบัติการ (OQ), และการรับรองคุณภาพการปฏิบัติงาน (PQ) - ถูกออกแบบมาเพื่อเตรียมสิ่งอำนวยความสะดวกสำหรับกระบวนการผลิตที่ได้รับการตรวจสอบความถูกต้อง ขั้นตอนเหล่านี้ยังวางรากฐานสำหรับโปรโตคอลการทดสอบที่เข้มงวด
| ขั้นตอนการตรวจสอบความถูกต้อง | วัตถุประสงค์หลัก | ผลลัพธ์/การทดสอบทั่วไป |
|---|---|---|
| การตรวจสอบคุณสมบัติการออกแบบ (DQ) | ตรวจสอบว่าออกแบบตรงตามข้อกำหนดด้านกฎระเบียบและการดำเนินงาน | แบบแปลนที่ได้รับการอนุมัติ, การคำนวณสมดุล, แผนผังการจัดวางแผ่นกรอง HEPA |
| การตรวจสอบคุณสมบัติการติดตั้ง (IQ) | ยืนยันว่าติดตั้งส่วนประกอบตามข้อกำหนด | การติดตั้งตัวกระจาย/ตัวกั้นที่ได้รับการตรวจสอบ, เกจวัดที่ปรับเทียบแล้ว |
| การตรวจสอบคุณสมบัติการทำงาน (OQ) | ตรวจสอบให้แน่ใจว่าระบบทำงานตามที่ตั้งใจไว้ | จุดตั้งค่าทางกลที่เสถียร, ข้อมูลแนวโน้มความดัน |
| การตรวจสอบคุณสมบัติการปฏิบัติงาน (PQ) | ตรวจสอบประสิทธิภาพระหว่างการผลิต/การใช้งานจริง | การนับอนุภาค, การศึกษาควัน, การทดสอบการฟื้นตัว, ข้อมูลการตรวจสอบสิ่งแวดล้อม. |
การรับรองการออกแบบ (DQ)
ขั้นตอนการรับรองการออกแบบ (DQ) ทำให้มั่นใจได้ว่าการออกแบบห้องสะอาดสอดคล้องกับข้อกำหนดเฉพาะของการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ซึ่งรวมถึงการตรวจสอบเอกสารการออกแบบ เช่น การคำนวณสมดุลและการจัดวางแผ่นกรอง HEPA ให้ตรงกับความต้องการในการดำเนินงานจริง แต่ละองค์ประกอบการออกแบบต้องเป็นไปตามเกณฑ์การยอมรับที่เข้มงวด ซึ่งมักอิงตามมาตรฐาน ISO 14644 หรือข้อกำหนดที่ผู้ใช้กำหนด [7].
การรับรองการติดตั้ง (IQ)
การรับรองการติดตั้ง (IQ) มุ่งเน้นไปที่การตรวจสอบสภาพ "ตามที่สร้าง" ของห้องสะอาดในสภาพที่ไม่ทำงาน ขั้นตอนนี้ยืนยันว่าตัวกระจาย, การคืน, และสิ่งกีดขวางตรงกับข้อกำหนดการออกแบบ นอกจากนี้ยังตรวจสอบว่ามิเตอร์วัดความดันและเกจวัดได้รับการปรับเทียบอย่างถูกต้องและทำงานได้เต็มที่เอกสารรายละเอียด รวมถึงบันทึกการสอบเทียบและตำแหน่งทดสอบที่ถูกแมป มีความสำคัญอย่างยิ่งในขั้นตอนนี้ [7][8].
การรับรองคุณสมบัติการปฏิบัติงาน (OQ)
การรับรองคุณสมบัติการปฏิบัติงาน (OQ) ทดสอบห้องสะอาดในสภาวะ "พัก" - หลังการติดตั้งแต่ก่อนเริ่มการผลิต ขั้นตอนนี้ทำให้มั่นใจได้ว่าระบบทำงานตามที่ตั้งใจไว้โดยการบันทึกจุดตั้งค่าทางกลที่เสถียรและแนวโน้มความดันที่สม่ำเสมอ หากมีการเปลี่ยนแปลงที่สำคัญเกิดขึ้น เช่น การย้ายอุปกรณ์หรือการปรับเปลี่ยนการไหลของอากาศ จำเป็นต้องมีการทดสอบซ้ำเฉพาะจุดเพื่อรักษาสมดุล [7][8]. เมื่อยืนยันว่าระบบทำงานได้อย่างถูกต้องแล้ว สถานที่จะพร้อมสำหรับการตรวจสอบประสิทธิภาพภายใต้สภาวะการทำงานจริง
การรับรองคุณสมบัติการปฏิบัติงาน (PQ)
ขั้นตอนสุดท้าย การรับรองคุณสมบัติการปฏิบัติงาน (PQ) ตรวจสอบประสิทธิภาพของห้องสะอาดในสภาวะการผลิตจริงThis phase assesses whether the facility meets performance targets while in use for cultivated meat production. Key evaluations include particle counts during occupancy, airflow visualisation (like smoke studies) around critical areas, and recovery tests to measure how quickly the room returns to required cleanliness after a disturbance. Before beginning PQ, ensure that mechanical setpoints are stable, managed via bioprocess control software, critical sampling locations are identified, and cleaning records confirm validated conditions [7].
สำหรับโรงงานผลิตเนื้อสัตว์เพาะเลี้ยง การใช้หน่วยงานตรวจสอบอิสระจากภายนอกเป็นสิ่งที่แนะนำอย่างยิ่ง การตรวจสอบที่เป็นกลางนี้มีน้ำหนักมากขึ้นกับหน่วยงานกำกับดูแลและผู้ตรวจสอบ Allied Cleanrooms เน้นว่า:
"หน่วยงานกำกับดูแลและผู้ตรวจสอบให้ความสำคัญกับผลลัพธ์ที่มาจากบุคคลภายนอกที่ไม่มีส่วนได้เสียในผลลัพธ์" [8].
แนวทางอิสระนี้มีความสำคัญอย่างยิ่งสำหรับสถานที่ที่ต้องการ USDA การตรวจสอบซึ่งต้องการการสำเร็จการปรึกษาก่อนการตลาดของ FDA [5] [6].
โปรโตคอลการทดสอบที่จำเป็นสำหรับการตรวจสอบความถูกต้องของห้องสะอาด
เมื่อการรับรองการออกแบบ (DQ), การรับรองการติดตั้ง (IQ), การรับรองการปฏิบัติการ (OQ), และการรับรองประสิทธิภาพ (PQ) เสร็จสิ้น ขั้นตอนต่อไปคือการทดสอบอย่างละเอียดเพื่อยืนยันประสิทธิภาพของห้องสะอาด การทดสอบเหล่านี้ทำให้มั่นใจว่าห้องสะอาดเป็นไปตามการจัดประเภท ISO และเหมาะสมสำหรับการผลิตเนื้อสัตว์ที่เพาะเลี้ยง ด้านล่างนี้คือภาพรวมของโปรโตคอลการทดสอบที่สำคัญ
การทดสอบนับจำนวนอนุภาคในอากาศ
การทดสอบนี้วัดจำนวนอนุภาคในอากาศเพื่อยืนยันว่าห้องสะอาดเป็นไปตามการจัดประเภท ISO ของมันตัวอย่างเช่น ห้องสะอาด ISO 5 ไม่ควรมีอนุภาคขนาด 0.5 µm หรือใหญ่กว่ามากกว่า 3,520 อนุภาคต่อหนึ่งลูกบาศก์เมตร การทดสอบเกี่ยวข้องกับการใช้เครื่องนับอนุภาคที่ปรับเทียบแล้วที่จุดสุ่มตัวอย่างที่กำหนดภายใต้สภาวะ "ขณะพัก" และ "ขณะใช้งาน" ตามมาตรฐาน ISO 14644-2 การทดสอบความเข้มข้นของอนุภาคควรดำเนินการทุกหกเดือนสำหรับ ISO 5 และการจำแนกประเภทที่เข้มงวดกว่า และทุกปีสำหรับ ISO 6 และสูงกว่า [8].
การทดสอบความสมบูรณ์ของตัวกรอง HEPA
การทดสอบเหล่านี้ทำให้มั่นใจได้ว่าตัวกรองอากาศอนุภาคประสิทธิภาพสูง (HEPA) ทำงานได้อย่างถูกต้อง ไม่มีการรั่วไหลหรือข้อบกพร่อง ในขณะที่การทดสอบการนับอนุภาคประเมินความสะอาดโดยรวมของห้อง การทดสอบความสมบูรณ์จะเน้นที่ตัวกรองเอง การเปลี่ยนแปลงที่สำคัญใด ๆ เช่น การเปลี่ยนตัวกรองหรือการปรับเปลี่ยนห้อง ต้องมีการทดสอบใหม่ทันทีหลายสถานประกอบการเลือกใช้หน่วยงานภายนอกในการดำเนินการทดสอบเหล่านี้ เนื่องจากการตรวจสอบอิสระมักได้รับการยอมรับอย่างสูงจากหน่วยงานกำกับดูแล [8].
การวัดความเร็วและปริมาตรของการไหลของอากาศ
การไหลของอากาศที่เหมาะสมเป็นสิ่งสำคัญในการรักษาความสะอาด การไหลของอากาศในห้องสะอาดแบบทิศทางเดียวควรอยู่ในช่วง 0.45 m/s ±20% (ระหว่าง 0.36 และ 0.54 m/s) โดยปกติจะทำการวัดที่ความสูงในการทำงาน - ที่ซึ่งการดำเนินการที่ละเอียดอ่อน เช่น การฉีดเชื้อในเครื่องปฏิกรณ์ชีวภาพ เกิดขึ้นภายใน ระบบเครื่องปฏิกรณ์ชีวภาพที่ปรับขนาดได้ - หรือ 150 ถึง 300 มม. จากหน้ากรอง ISO 14644-3:2005 ระบุว่าจำนวนจุดตัวอย่างควรเท่ากับรากที่สองของ 10 เท่าของพื้นที่ห้อง (เป็นตารางเมตร) โดยมีการอ่านอย่างน้อยสี่ครั้งและอย่างน้อยหนึ่งจุดต่อกรองการศึกษาควันหรือการทำแผนที่การมองเห็นการไหลของอากาศสามารถยืนยันการไหลของอากาศในทิศทางเดียวและตรวจจับพื้นที่ที่มีอากาศนิ่ง ซึ่งเรียกว่า "wake regions" [9] .
การตรวจสอบความแตกต่างของความดัน
การรักษาความแตกต่างของความดันที่เหมาะสมระหว่างโซนห้องสะอาดเป็นสิ่งสำคัญเพื่อป้องกันการปนเปื้อน โซนที่สะอาดกว่าต้องรักษาความดันบวกเมื่อเทียบกับพื้นที่ที่สะอาดน้อยกว่า เครื่องวัดความดันและเซ็นเซอร์ที่ปรับเทียบแล้วใช้ในการบันทึกและรับรองความแตกต่างของความดันที่เสถียร.
การตรวจสอบอุณหภูมิและความชื้น
ระดับอุณหภูมิและความชื้นของห้องสะอาดต้องได้รับการควบคุมอย่างระมัดระวังเพื่อสนับสนุนการผลิตเนื้อสัตว์ที่เพาะเลี้ยง สภาพเหล่านี้มีผลต่อคุณภาพของผลิตภัณฑ์รวมถึงประสิทธิภาพของตัวกรอง HEPA และระบบอื่น ๆ การตรวจสอบอย่างต่อเนื่องช่วยให้มั่นใจได้ว่าพารามิเตอร์เหล่านี้ยังคงอยู่ภายในจุดที่กำหนดตลอดรอบการผลิต
การตรวจสอบและการตรวจสอบซ้ำอย่างต่อเนื่อง
การตรวจสอบความถูกต้องไม่หยุดเพียงแค่เมื่อระบบถูกติดตั้ง การตรวจสอบอย่างต่อเนื่องและการตรวจสอบซ้ำเป็นระยะเป็นสิ่งจำเป็นเพื่อต่อต้านผลกระทบจากการสึกหรอของตัวกรอง การเสื่อมสภาพของระบบ HVAC และการเปลี่ยนแปลงของกระบวนการ หลังจากบรรลุการปฏิบัติตามข้อกำหนดเบื้องต้นผ่าน DQ, IQ, OQ และ PQ การรักษาประสิทธิภาพในระหว่างการผลิตที่ใช้งานต้องการการกำกับดูแลอย่างต่อเนื่อง
โปรแกรมการตรวจสอบสิ่งแวดล้อม
โปรแกรมการตรวจสอบสิ่งแวดล้อมที่แข็งแกร่งจะติดตามจำนวนอนุภาคในอากาศ การปนเปื้อนของจุลินทรีย์ อุณหภูมิ ความชื้น และความแตกต่างของความดันตามตารางเวลาที่กำหนด สำหรับโซนเกรด A การตรวจสอบต้องเป็นไปอย่างต่อเนื่อง ในขณะที่โซนเกรด B ต้องมีการตรวจสอบทุก 15–30 นาที โซนเกรด C และ D สามารถตรวจสอบได้ทุกชั่วโมงหรือทุกกะ ขึ้นอยู่กับการประเมินความเสี่ยง[3][4].
การตรวจสอบจุลชีพรวมถึงการเก็บตัวอย่างอากาศแบบแอคทีฟร่วมกับจานเพาะเชื้อ ตามแนวทาง UK GMP จานเพาะเชื้อควรได้รับการทดสอบอย่างน้อยสัปดาห์ละครั้ง ในขณะที่การนับอนุภาคที่ไม่สามารถมีชีวิตได้ควรดำเนินการทุกวัน ความถี่ในการตรวจสอบควรเพิ่มขึ้นหลังจากกิจกรรมการบำรุงรักษา [3][4]. ข้อมูลทั้งหมดควรถูกบันทึกในเวลาจริง พร้อมกับขีดจำกัดการแจ้งเตือนที่กำหนดไว้ ตัวอย่างเช่น โซนเกรด A อาจกำหนดขีดจำกัดการดำเนินการที่ 1 CFU/m³ สำหรับอนุภาคที่มีชีวิต [1][2]. การวิเคราะห์แนวโน้มในข้อมูลนี้สามารถช่วยระบุปัญหาที่อาจเกิดขึ้นได้ตั้งแต่เนิ่นๆ
เครื่องมือขั้นสูงเช่น เครื่องนับอนุภาคเลเซอร์ระยะไกล เครื่องเก็บตัวอย่างอากาศแบบแอคทีฟ และเครื่องบันทึกข้อมูลพร้อมการแจ้งเตือนแบบเรียลไทม์ ช่วยให้การตรวจสอบอย่างต่อเนื่องเป็นไปได้.เครือข่ายเซ็นเซอร์ไร้สายให้การตรวจสอบตลอด 24/7 ผ่านแดชบอร์ด ลดการพึ่งพาการตรวจสอบด้วยตนเอง [2][10]. เพื่อรักษาความแม่นยำ เซ็นเซอร์ควรได้รับการบำรุงรักษาเชิงป้องกันทุกหกเดือน.
การจัดตารางการตรวจสอบใหม่
การตรวจสอบใหม่ช่วยให้การทำงานของห้องสะอาดอยู่ในข้อกำหนดที่ต้องการ แม้ว่าอุปกรณ์จะมีอายุ กระบวนการจะพัฒนา หรือข้อกำหนดทางกฎหมายจะเปลี่ยนแปลง ตัวกระตุ้นสำหรับการตรวจสอบใหม่รวมถึงการเปลี่ยนแปลงครั้งใหญ่ เช่น การติดตั้งเครื่องปฏิกรณ์ชีวภาพใหม่ การอัปเกรดระบบ HVAC หรือการเปลี่ยนแปลงการจัดวางสิ่งอำนวยความสะดวก สำหรับโรงงานผลิตเนื้อสัตว์ที่เพาะเลี้ยง การเปลี่ยนแปลงกระบวนการ - เช่น การปรับสูตรสื่อ - ต้องได้รับการพิจารณาเพื่อจัดการความเสี่ยงจากการปนเปื้อน [1][3] .
ควรทำการตรวจสอบพารามิเตอร์ที่สำคัญใหม่ทุกปี โดยมีการตรวจสอบทุกครึ่งปีและการตรวจสอบใหม่ทันทีหลังจากมีการเปลี่ยนแปลงที่สำคัญ ตามแนวทาง MHRA GMP ห้องสะอาดที่มีความเสี่ยงสูงสำหรับเนื้อสัตว์ที่เพาะเลี้ยงควรตรวจสอบคุณสมบัติการทำงาน (PQ) ใหม่ทุก 12 เดือน ครอบคลุมทุกองค์ประกอบของ IQ, OQ และ PQ หลังจากการอัพเกรด HVAC ควรทำการทดสอบใหม่ภายใน 30 วัน [4][10] . ตารางการบำรุงรักษาเชิงป้องกันควรสอดคล้องกับการตรวจสอบ GMP ด้วย [2][3].
สำหรับความต้องการการตรวจสอบอย่างต่อเนื่อง
มาตรฐานการปฏิบัติตามสำหรับห้องสะอาดเนื้อสัตว์ที่เพาะเลี้ยง
หลังจากจัดการกับโปรโตคอลการตรวจสอบและการทดสอบ อุปสรรคสุดท้ายสำหรับ การผลิตเนื้อสัตว์ที่เพาะเลี้ยง คือการปฏิบัติตามมาตรฐานเพื่อให้ได้รับการอนุมัติตามกฎระเบียบ ห้องสะอาดที่ใช้ในกระบวนการนี้ต้องปฏิบัติตาม ISO 14644 สำหรับขีดจำกัดอนุภาคและวิธีการทดสอบ ควบคู่ไปกับแนวทาง Good Manufacturing Practice (GMP) สำหรับการควบคุมการปนเปื้อนและการตรวจสอบ โดยการปฏิบัติตามกรอบงานเหล่านี้ ผู้ผลิตสามารถมั่นใจได้ว่าสถานที่ของพวกเขาตรงตามข้อกำหนดด้านกฎระเบียบที่เข้มงวด มาทำความเข้าใจบทบาทของแต่ละมาตรฐานในการปฏิบัติตามห้องสะอาดกันเถอะ
ISO 14644 มาตรฐานสำหรับการจัดประเภทห้องสะอาด
ISO 14644 กำหนดการจัดประเภทห้องสะอาดตามความเข้มข้นของอนุภาคในอากาศ โดยวัดอนุภาคที่มีขนาด ≥ 0.5 μm ต่อหนึ่งลูกบาศก์เมตร โดยมีระดับตั้งแต่ ISO 1 (สะอาดที่สุด) ถึง ISO 9 สำหรับการผลิตเนื้อสัตว์เพาะเลี้ยง การจัดประเภทที่เกี่ยวข้องมากที่สุดคือ ISO 5 ถึง ISO 8 ซึ่งสอดคล้องกับ GMP Grades A ถึง D มาตรฐานเหล่านี้มุ่งเน้นไปที่สภาวะ "ขณะพัก" - เมื่อห้องสะอาดถูกจัดเตรียมอย่างสมบูรณ์แต่ไม่มีคนอยู่
แม้ว่า ISO 14644 จะเป็นพื้นฐานสำหรับการจัดประเภทห้องสะอาด แต่ไม่ได้ครอบคลุมการตรวจสอบความถูกต้องในระหว่างการดำเนินการที่ใช้งานหรือการตรวจสอบจุลชีพ นี่คือจุดที่แนวทาง GMP เข้ามามีบทบาท เพิ่มชั้นของการปฏิบัติตามข้อกำหนดเพิ่มเติมสำหรับสถานที่ผลิตเนื้อสัตว์เพาะเลี้ยง
ข้อกำหนด GMP สำหรับเนื้อสัตว์ที่เพาะเลี้ยง
แตกต่างจากมาตรฐาน ISO, GMP กำหนดให้มีการตรวจสอบความถูกต้องสำหรับทั้งสถานะ "ขณะพัก" (ไม่มีคนอยู่) และ "ขณะปฏิบัติงาน" (มีคนอยู่) ตัวอย่างเช่น ห้องสะอาดเกรด B อนุญาตให้มีอนุภาคได้สูงสุด 3,520 อนุภาค ≥ 0.5 μm/m³ เมื่อขณะพัก แต่จะเพิ่มขึ้นเป็น 352,000 อนุภาคในระหว่างการปฏิบัติงาน [12].
GMP ใช้ กลยุทธ์การควบคุมการปนเปื้อน (CCS), ที่นำโดยการจัดการความเสี่ยงด้านคุณภาพ (QRM) เพื่อระบุและลดความเสี่ยงจากการปนเปื้อน แนวทางยังระบุข้อกำหนดด้านโครงสร้างและพื้นผิวเพื่อป้องกันการสะสมของอนุภาคและทำความสะอาดได้อย่างมีประสิทธิภาพ พื้นผิวต้องเรียบ กันน้ำ และทนทาน ในขณะที่ประตูเลื่อนถูกห้ามเนื่องจากความยากลำบากในการทำความสะอาด นอกจากนี้ อ่างล้างมือและท่อระบายน้ำถูกห้ามในพื้นที่เกรด A และ B เพื่อหลีกเลี่ยงแหล่งสะสมของจุลินทรีย์
เนื่องจากมนุษย์เป็นสาเหตุของอนุภาค 75–80% ที่ตรวจพบระหว่างการตรวจสอบห้องสะอาด [11], GMP บังคับใช้ระเบียบการแต่งกายที่เข้มงวดและจำกัดการเข้าถึงของบุคลากรในช่วงขั้นตอนการตรวจสอบคุณสมบัติการปฏิบัติงานที่สำคัญ (PQ)
สำหรับผลิตภัณฑ์ที่ต้องการการจัดการแบบปลอดเชื้อ การตรวจสอบ GMP รวมถึง การจำลองกระบวนการปลอดเชื้อ (การเติมสื่อ) เพื่อยืนยันว่ากระบวนการผลิตสามารถป้องกันการปนเปื้อนของจุลินทรีย์ได้ การตรวจสอบสิ่งแวดล้อมเป็นอีกหนึ่งแง่มุมที่สำคัญ ครอบคลุมทั้งอนุภาคที่ไม่สามารถมีชีวิตและจุลินทรีย์ที่มีชีวิต พื้นที่เกรด A ต้องการการตรวจสอบอย่างต่อเนื่อง ในขณะที่พื้นที่เกรดต่ำกว่าจะมีการตรวจสอบบ่อยครั้งเพื่อรักษาการปฏิบัติตามข้อกำหนด
การใช้ Cellbase สำหรับทรัพยากรการตรวจสอบความถูกต้องของห้องสะอาด
การจัดหาอุปกรณ์ตรวจสอบความถูกต้องของห้องสะอาดสำหรับโรงงานผลิตเนื้อสัตว์เพาะเลี้ยงอาจเป็นกระบวนการที่ซับซ้อน เนื่องจากต้องใช้เครื่องมือการตรวจสอบเฉพาะทางที่จำเป็นต้องเป็นไปตามมาตรฐาน ISO 14644 และ GMP แพลตฟอร์มจัดหาห้องปฏิบัติการทั่วไปมักจะไม่สามารถจัดเก็บสินค้าพิเศษเหล่านี้ได้ ทำให้ทีมจัดซื้อจัดจ้างต้องรวบรวมโซลูชันจากเครือข่ายซัพพลายเออร์ที่กระจัดกระจาย เข้าสู่
การเข้าถึงอุปกรณ์และวัสดุที่ผ่านการตรวจสอบแล้ว
ยกตัวอย่างเช่น สตาร์ทอัพที่ลดระยะเวลาการตรวจสอบได้สำเร็จโดยการจัดหาผ่าน
การจัดซื้อที่ง่ายขึ้นสำหรับความต้องการการตรวจสอบความถูกต้อง
นอกเหนือจากการนำเสนออุปกรณ์ที่ผ่านการตรวจสอบแล้ว
ผู้จัดการฝ่ายจัดซื้อได้รายงานการเติมสต็อกเครื่องมือการตรวจสอบที่จำเป็นได้เร็วขึ้น รวมถึงเครื่องนับอนุภาคแบบเรียลไทม์และเครื่องบันทึกข้อมูล ซึ่งเป็นกุญแจสำคัญในการรักษาโปรแกรมการตรวจสอบสิ่งแวดล้อมที่มีประสิทธิภาพและการกำหนดเวลาการตรวจสอบใหม่ภายใต้แนวทาง GMP [18] . นอกจากนี้
บทสรุป
การตรวจสอบความถูกต้องของห้องสะอาดในการผลิตเนื้อสัตว์เพาะเลี้ยงเป็นกระบวนการที่ละเอียดอ่อนซึ่งออกแบบมาเพื่อให้แน่ใจว่าสถานที่ต่างๆ เป็นไปตามขีดจำกัดอนุภาค ISO 14644 และมาตรฐาน GMP ก่อนที่การดำเนินการของเครื่องปฏิกรณ์ชีวภาพจะเริ่มต้นขึ้น ข้อมูลพูดได้ด้วยตัวเอง: ห้องสะอาดที่ผ่านการตรวจสอบแล้วบรรลุอัตราการรับรองความปลอดเชื้อ 99.99% อย่างสม่ำเสมอ โดยสถานที่ที่เป็นไปตามมาตรฐาน ISO 14644 รายงานอัตราการปนเปื้อนต่ำกว่า 1%ในทางตรงกันข้าม สภาพแวดล้อมที่ไม่ได้รับการตรวจสอบมีอัตราการปนเปื้อนสูงถึง 15% - ความแตกต่างที่ชัดเจนซึ่งเน้นย้ำถึงความสำคัญของการตรวจสอบที่เหมาะสม[13] [14].
แต่การทำงานไม่ได้หยุดเพียงแค่การตรวจสอบครั้งแรก การรักษาประสิทธิภาพของห้องสะอาดก็สำคัญเช่นกัน ตามที่ผู้เชี่ยวชาญจากสถาบันเทคโนโลยีห้องสะอาดกล่าว การตรวจสอบที่ไม่เพียงพอคิดเป็น 40% ของการไม่ปฏิบัติตาม GMP ในอุตสาหกรรมชีวเภสัชกรรม สำหรับเนื้อสัตว์ที่เพาะเลี้ยง สิ่งนี้ก่อให้เกิดความเสี่ยงอย่างร้ายแรง เนื่องจากแม้แต่เหตุการณ์การปนเปื้อนเพียงครั้งเดียวก็อาจทำให้การผลิตที่มีมูลค่าหลายหมื่นปอนด์ตกอยู่ในอันตราย ซึ่งเน้นย้ำถึงความจำเป็นในการมี ชั้นการจัดหาที่เชื่อถือได้ เพื่อรักษาคุณภาพของวัตถุดิบ[13][14].
คำถามที่พบบ่อย
ความแตกต่างระหว่างการรับรองคุณภาพและการตรวจสอบในห้องปลอดเชื้อคืออะไร?
การรับรองคุณภาพและการตรวจสอบมีบทบาทที่แตกต่างกันแต่สำคัญเท่าเทียมกันในการรักษาความสอดคล้องของห้องปลอดเชื้อ
การรับรองคุณภาพ เกี่ยวกับการตรวจสอบให้แน่ใจว่าห้องปลอดเชื้อและระบบต่างๆ ได้รับการติดตั้งอย่างถูกต้องและทำงานตามที่ตั้งใจไว้ กระบวนการนี้ประกอบด้วยหลายขั้นตอน รวมถึง การรับรองคุณภาพการออกแบบ (DQ), การรับรองคุณภาพการติดตั้ง (IQ), และ การรับรองคุณภาพการปฏิบัติการ (OQ). แต่ละขั้นตอนยืนยันว่าห้องปลอดเชื้อตรงตามข้อกำหนดการออกแบบและทำงานได้อย่างมีประสิทธิภาพ
การตรวจสอบ, ในทางกลับกัน มุ่งเน้นไปที่ความสามารถของห้องปลอดเชื้อในการให้สภาพแวดล้อมที่ต้องการอย่างสม่ำเสมอในระหว่างการผลิตจริง เป็นเรื่องของการรับรองความน่าเชื่อถือในระยะยาว ความปลอดภัย และการปฏิบัติตามมาตรฐานข้อบังคับ
ฉันจะเลือก ISO class/GMP grade ที่เหมาะสมสำหรับพื้นที่ผลิตเนื้อสัตว์เพาะเลี้ยงได้อย่างไร?
เมื่อเลือก ISO class หรือ GMP grade ที่เหมาะสมสำหรับการผลิตเนื้อสัตว์เพาะเลี้ยง ขึ้นอยู่กับขั้นตอนการผลิตเฉพาะและความเสี่ยงของการปนเปื้อนที่เกี่ยวข้อง
- ISO Class 5: เหมาะที่สุดสำหรับขั้นตอนการเพาะเลี้ยงในระยะแรกที่การรักษาความปลอดเชื้อเป็นสิ่งสำคัญ
- ISO Class 6: เหมาะสำหรับการดำเนินงานของเครื่องปฏิกรณ์ชีวภาพ โดยสมดุลระหว่างความสะอาดและความเป็นไปได้ในทางปฏิบัติ
- ISO Class 8: เหมาะสำหรับกระบวนการเก็บเกี่ยวและการถ่ายโอน ที่ความเสี่ยงของการปนเปื้อนต่ำกว่า
การรักษามาตรฐานความสะอาดที่สูงขึ้นเป็นสิ่งสำคัญในพื้นที่ที่ไม่สามารถประนีประนอมกับความปลอดเชื้อได้ นอกจากนี้ การควบคุมสิ่งแวดล้อมที่เหมาะสมเป็นสิ่งจำเป็นเพื่อให้เป็นไปตามข้อกำหนดของกฎระเบียบ
การเปลี่ยนแปลงใดบ้างที่ต้องการการตรวจสอบความถูกต้องของห้องสะอาดทันที?
เมื่อมีการเปลี่ยนแปลงครั้งใหญ่เกิดขึ้น - เช่น การเปลี่ยนแปลงรูปแบบของห้องสะอาด การเพิ่มอุปกรณ์ใหม่ หรือการอัปเดตการควบคุมสิ่งแวดล้อมที่อาจมีผลต่อความปลอดเชื้อหรือการปฏิบัติตามข้อกำหนด - การตรวจสอบความถูกต้องทันทีจะกลายเป็นสิ่งจำเป็น การเปลี่ยนแปลงดังกล่าวอาจส่งผลต่อสภาวะที่สำคัญ ดังนั้นการตรวจสอบความถูกต้องจะช่วยให้มั่นใจว่าทุกอย่างยังคงเป็นไปตามข้อกำหนดของกฎระเบียบ










