

Monitorear los espacios de producción para carne cultivada es esencial para cumplir con los estándares de Buenas Prácticas de Manufactura (GMP). Esto asegura la seguridad y calidad alimentaria al controlar riesgos de contaminación como microbios y partículas. Las prácticas clave incluyen clasificaciones de salas limpias (ISO 5–8), monitoreo de aire y superficies, y controles de higiene del personal. Las instalaciones deben documentar el cumplimiento, seguir protocolos estrictos y usar sistemas validados para la integridad de los datos. Las revisiones regulares y el análisis de tendencias ayudan a mantener el control y adaptarse a los estándares en evolución. Esto es lo que necesita saber:
- Estándares de Salas Limpias: ISO 5–8 y Grados GMP A–D guían los límites de partículas y microbios.
- Monitoreo del Aire: Se utilizan contadores láser y muestreo microbiano activo/pasivo.
- Monitoreo de Superficies: Placas de contacto y hisopos prueban la contaminación.
- Higiene del Personal: El muestreo de guantes y prendas reduce los riesgos de contaminación humana.
- Documentación: Los registros, los SOP y los sistemas validados aseguran el cumplimiento.
El monitoreo preciso apoya la seguridad y el cumplimiento normativo, protegiendo tanto a los productores como a los consumidores.
Clasificación y Monitoreo Ambiental de Rutina para Salas Limpias GMP
Requisitos GMP para el Monitoreo Ambiental
Clasificaciones de Salas Limpias GMP: Estándares ISO y Límites de Partículas para la Producción de Carne Cultivada
Clasificaciones y Estándares de Salas Limpias
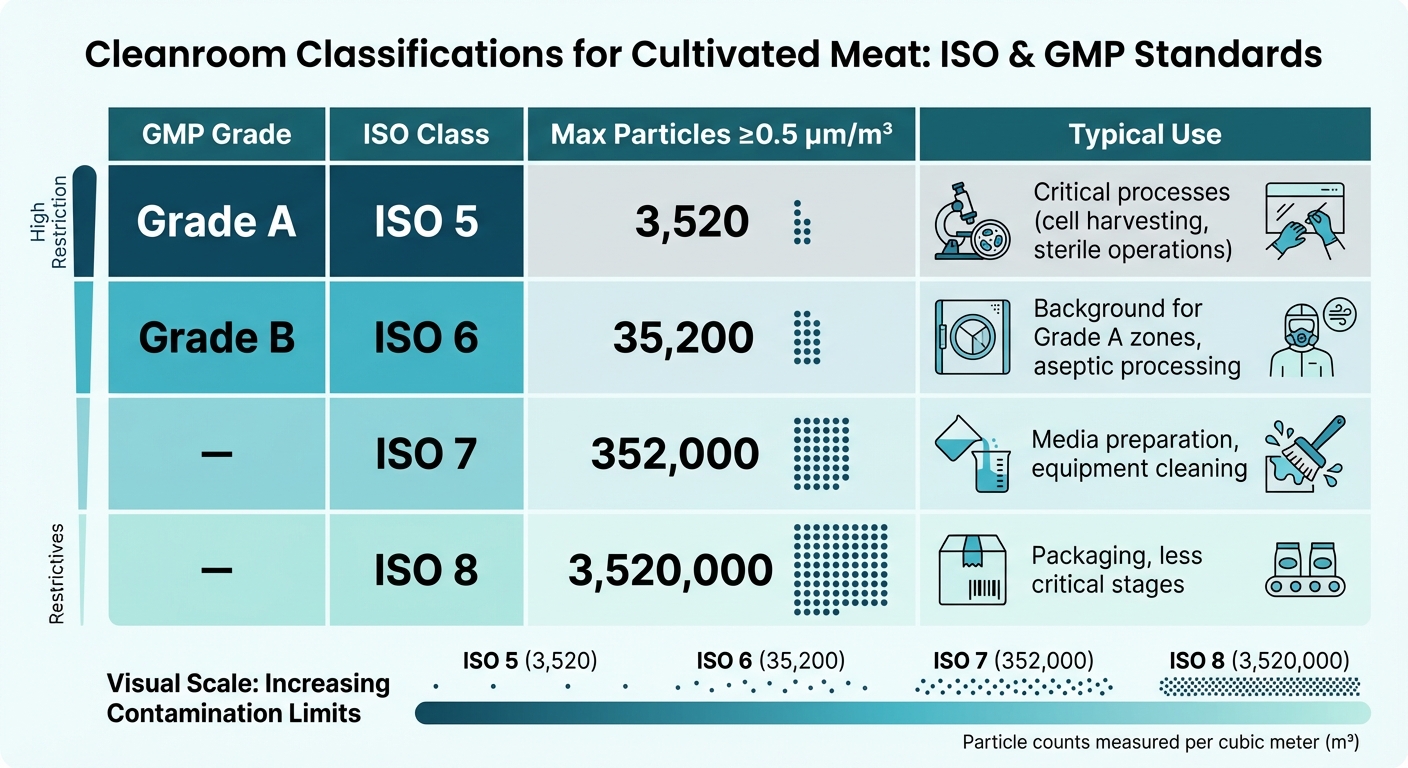
En la producción de carne cultivada, las clasificaciones de salas limpias siguen dos sistemas principales: ISO 14644-1 y GMP Grados A–D. ISO 14644-1 define las clases de salas limpias, que van desde ISO 1 (la más limpia, con solo 10 partículas ≥0.1 µm/m³) hasta ISO 9. Para la carne cultivada, se emplean más comúnmente ISO 5 a ISO 8, dependiendo de la sensibilidad del proceso.
Las clasificaciones GMP van más allá del conteo de partículas, estableciendo también límites microbiológicos. Por ejemplo:
- Grado A (ISO 5): Utilizado para procesos críticos como la cosecha de células, donde la esterilidad es primordial. Permite un máximo de 3,520 partículas ≥0.5 µm/m³.
- Grado B (ISO 6): Sirve como el entorno de fondo para zonas de Grado A, comúnmente utilizado durante el procesamiento aséptico. Permite hasta 35,200 partículas ≥0.5 µm/m³.
- ISO 7 e ISO 8: Estos son adecuados para etapas menos críticas, como la preparación de medios, limpieza de equipos o empaquetado. Permiten hasta 352,000 y 3,520,000 partículas ≥0.5 µm/m³, respectivamente.
La elección de la clasificación depende del riesgo de contaminación en cada etapa de producción. Mantener estos entornos requiere sistemas HVAC equipados con filtros HEPA o ULPA, que aseguran que se cumplan los límites de partículas.Medidas adicionales como diferenciales de presión, flujo de aire unidireccional (o no unidireccional cuando sea apropiado) y protocolos estrictos de vestimenta son esenciales. Vale la pena señalar que los operadores humanos son a menudo la mayor fuente de contaminación microbiana, por lo que los procedimientos de personal deben ser gestionados meticulosamente.
Expectativas Regulatorias y Documentación
El cumplimiento de las Buenas Prácticas de Manufactura (GMP) depende de registros validados que demuestren que las salas limpias cumplen consistentemente con los requisitos de conteo de partículas y esterilidad de la norma ISO 14644. El EU GMP Anexo 1, actualizado en agosto de 2022, introdujo el requisito de una Estrategia de Control de Contaminación (CCS). Esta estrategia identifica puntos críticos de control y tiene como objetivo mejorar la detección de contaminación en toda la instalación.
Las instalaciones deben mantener registros detallados del monitoreo rutinario tanto de partículas en el aire como de contaminación microbiana, incluyendo bacterias y esporas.Para lograr consistencia durante las auditorías de cumplimiento, es esencial implementar Procedimientos Operativos Estándar (SOPs), manuales comprensivos y plantillas estandarizadas. Los sistemas de monitoreo deben ser validados bajo FDA 21 CFR Parte 11 y EudraLex Anexo 11 para asegurar la integridad de los datos.
ISO 14644-2 destaca los beneficios del monitoreo continuo sobre las pruebas periódicas. Los sistemas continuos proporcionan una imagen más clara del rendimiento de la sala limpia y pueden justificar la extensión de los intervalos entre reclasificaciones formales. Sin embargo, las instalaciones deben mantener registros detallados de todos los datos ambientales para demostrar que están operando dentro de los límites de control de contaminación. Estos registros no solo apoyan el cumplimiento, sino que también proporcionan información sobre métricas ambientales críticas para mantener altos estándares en la producción.
Métricas Clave para el Monitoreo Ambiental
Adherirse a los estándares GMP es crucial para un control efectivo de la contaminación en la producción de carne cultivada. Esta sección desglosa las métricas esenciales para validar las condiciones ambientales, asegurando el cumplimiento y la seguridad.
Antes de implementar medidas de control específicas, las instalaciones deben establecer una base sólida de requisitos previos. Estos incluyen protocolos de limpieza, higiene personal, control de plagas y gestión de residuos. Una vez establecidos, los procedimientos de monitoreo deben ser validados, con revisiones anuales realizadas siempre que haya cambios en el equipo, líneas celulares o procesos de producción. Mantener una Carpeta Centralizada de Seguridad Alimentaria para registrar los resultados de monitoreo, acciones correctivas y verificaciones de calibración es imprescindible [1]. Dentro de este marco, las siguientes métricas juegan un papel clave en mantener el cumplimiento en tiempo real.
Conteo de Partículas en el Aire
Los conteos de partículas en el aire se miden utilizando contadores de partículas láser, calibrados según los estándares ISO 21501. Estos dispositivos funcionan detectando la luz dispersa a medida que el aire pasa a través de un haz láser, categorizando las partículas por tamaño según los pulsos de voltaje que generan. El muestreo adecuado es esencial: la tubería del contador de partículas no debe exceder 1 metro de longitud, y las curvas deben tener un radio de más de 15 cm para evitar que las partículas más grandes (≥5.0 µm) se caigan. Las cabezas isocinéticas deben estar posicionadas para enfrentar la dirección del flujo de aire, o apuntar verticalmente si el flujo de aire no es unidireccional. Se requiere monitoreo continuo, incluso más allá de la frecuencia de calibración de los contadores.
Las directrices GMP especifican que los conteos de partículas deben reportarse en modo acumulativo. Por ejemplo, el conteo para partículas ≥0.5 µm incluye todas las partículas también contadas en el rango ≥5.0 µm.Los sistemas modernos de monitoreo de instalaciones deben emplear una arquitectura de reserva activa para garantizar la integridad de los datos [3][4].
Monitoreo de Aire Microbiológico Viable
El monitoreo de aire viable se centra en identificar microorganismos vivos que podrían comprometer el entorno de producción. Se utilizan dos métodos principales:
- Muestreo Activo: Un muestreador de aire calibrado impacta un volumen de aire definido en placas de agar, como Agar de Soya Tripticaseína (para bacterias) o Agar Dextrosa Sabouraud (para hongos).
- Muestreo Pasivo: Placas de sedimentación capturan la caída microbiana con el tiempo.
Las muestras en Agar de Soya Tripticaseína se incuban a 30–35°C durante al menos tres días, mientras que las de Agar Dextrosa Sabouraud se incuban a 20–25°C durante al menos siete días.En marzo de 2023, el Servicio de Pruebas de Esterilidad en el Centro Clínico de los Institutos Nacionales de Salud introdujo un protocolo validado de control microbiano para la fabricación de terapias celulares, dirigido por Amanda D. East y Anna F. Lau. Este programa combinó el monitoreo de partículas no viables, el muestreo activo de aire y las pruebas de esterilidad USP <71> con prácticas asépticas paso a paso. Amanda D. East destacó:
"un programa bien validado y holístico que incorpora medidas robustas de vestimenta, limpieza, monitoreo ambiental y monitoreo del personal es crítico para minimizar la carga microbiana."
Al transferir materiales entre áreas de clasificación inferior y superior (e.g., ISO 8 a ISO 7), los artículos deben ser descontaminados con alcohol isopropílico estéril al 70% [3].
Monitoreo de Limpieza de Superficies
Los métodos de monitoreo de superficies varían dependiendo del área que se esté probando.Las superficies planas se muestrean típicamente usando placas de contacto como Count-Tact, mientras que los hisopos estériles son más adecuados para superficies irregulares o pruebas de presencia/ausencia. Los neutralizantes como la lecitina y el Tween 80 deben incluirse en el medio de cultivo para contrarrestar los desinfectantes residuales.
Para las placas de contacto, aplique presión firme durante 5–10 segundos sin movimiento lateral para asegurar una formación clara de colonias. El hisopado requiere un hisopo estéril humedecido con agua estéril, muestreando un área de 5×5 cm antes de limpiar la superficie con alcohol isopropílico al 70%. Después del muestreo, las superficies deben limpiarse con alcohol isopropílico estéril al 70% para eliminar cualquier medio residual. La incubación debe realizarse a 32°C (±1.5°C) durante 48–72 horas (bacterias) y a 25°C (±1.5°C) durante 72 horas (hongos). Para las paredes de llenado estéril, los niveles de alerta se establecen típicamente tan bajos como 2 colonias por placa.
Como se describe en el SOP MICLAB-045:
"Los niveles de alerta son niveles aceptados de contaminación que se han derivado estadísticamente de 'datos históricos', i.e. Niveles que se pueden lograr bajo condiciones óptimas de operación y las directrices de GMP."
Si tres resultados consecutivos de monitoreo superan el nivel de alerta, incluso si permanecen por debajo del nivel de acción, se debe levantar un Informe de Desviación [5].
Monitoreo de Personal y Validación de Vestimenta
El personal es uno de los principales riesgos de contaminación en entornos controlados. El monitoreo involucra impresiones de manos enguantadas y muestreo de placas de contacto de prendas. Se recomienda Agar Letheen para impresiones de manos enguantadas, ya que neutraliza los desinfectantes residuales. La validación de vestimenta sigue un proceso escalonado al pasar entre zonas ISO 8 e ISO 7.Esto incluye el uso de alfombras adhesivas para eliminar los desechos de los zapatos y la descontaminación de guantes con alcohol isopropílico estéril al 70% entre los pasos de vestimenta.
Para tareas de alto riesgo, como el trabajo en un gabinete de seguridad biológica, se recomiendan mangas y guantes estériles. Las inspecciones regulares de los materiales de vestimenta son necesarias, y cualquier artículo comprometido debe ser reemplazado de inmediato. Amanda D. East y sus colegas en los Institutos Nacionales de Salud señalaron:
"los criterios de aceptabilidad para GFS [Muestreo de Puntas de Guantes] es <1 UFC/placa (i.e., sin crecimiento) según PIC/S 009-16."
En las áreas de preparación estéril, los límites de alerta para manos enguantadas son típicamente 3 UFC, con límites de acción establecidos en 5 UFC. Criterios similares se aplican a las prendas.
| Tipo de Monitoreo | Ubicación de Muestreo | Límite de Alerta (UFC) | Límite de Acción (UFC) |
|---|---|---|---|
| Personal | Manos Enguantadas (Llenado Estéril) | <1 | <1 |
| Personal | Manos Enguantadas (Preparación Estéril) | 3 | 5 |
| Prenda | Capucha (centro frontal) | 3 | 5 |
| Prenda | Uniforme (manga/pecho) | 3 | 5 |
| Superficie | Paredes (Llenado Estéril) | 2 | 4 (2× Alerta) |
sbb-itb-ffee270
Uso de Datos de Monitoreo Ambiental para Cumplimiento
Los datos de monitoreo ambiental se vuelven invaluables cuando se convierten en conocimientos prácticos que ayudan a prevenir la contaminación antes de que ocurra.Estos datos forman la base para los análisis estadísticos que aseguran que el cumplimiento se mantenga de manera consistente.
Control Estadístico de Procesos para Análisis de Tendencias
La Calificación de Desempeño del Monitoreo Ambiental (EMPQ) desempeña un papel clave en la confirmación de que los sistemas HVAC, los diseños de salas limpias, los protocolos de limpieza y los procedimientos de vestimenta cumplen con los estándares microbianos y de partículas. Como BioPhorum explica:
"Los datos de la calificación de desempeño del monitoreo ambiental (EMPQ) aseguran que los entornos de salas limpias funcionen dentro de parámetros predefinidos y proporcionen verificación documentada de que el sistema HVAC, el diseño de la sala limpia, el programa de limpieza y desinfección, el vestuario del personal, la transferencia de materiales y la operación del equipo son capaces de cumplir con los límites de calidad microbiana y de partículas predefinidos." [6]
Para nuevas instalaciones, los conjuntos de datos EMPQ establecen la línea base para determinar los umbrales de alerta y los límites de acción. Esto permite la identificación temprana de cambios en la flora microbiana o en los niveles de partículas, lo que posibilita acciones correctivas oportunas. Estas técnicas estadísticas apoyan directamente el marco GMP al mantener los parámetros ambientales dentro de límites validados.
Para maximizar la efectividad del monitoreo, el muestreo basado en riesgos es esencial. Al decidir dónde colocar los puntos de monitoreo, considere factores como el movimiento de personal y materiales, así como la proximidad a productos abiertos o superficies de contacto con productos. Este enfoque asegura que los recursos se dirijan a áreas donde los riesgos de contaminación son más altos [2].
Niveles de Alerta y Acción por Grado de Sala Limpia
Los niveles de alerta y acción varían según las clasificaciones de salas limpias. Los estándares como el Anexo 1 de EU GMP típicamente especifican niveles de acción, mientras que los niveles de alerta se determinan en base a los datos históricos de una instalación y las condiciones operativas validadas [4]. Las violaciones repetidas de los niveles de alerta requieren investigación y documentación adecuada, mientras que exceder los niveles de acción requiere una acción correctiva inmediata.
Una estrategia efectiva de control de contaminación se basa en integrar los datos de monitoreo ambiental con sistemas de calidad más amplios. Para la producción de carne cultivada, esto significa usar datos ambientales dentro de los marcos de Análisis de Peligros y Puntos Críticos de Control (HACCP) para abordar riesgos biológicos, químicos y físicos a lo largo del proceso [7][8]. Los sistemas de monitoreo continuo deben operar durante todas las fases de producción, proporcionando datos en tiempo real para asegurar que las condiciones ambientales se mantengan dentro de los rangos especificados [4].Cuando se combinan con protocolos GMP, estas medidas crean una base sólida para el control de la contaminación.
Para aquellos que trabajan en la producción de carne cultivada, plataformas como
Conclusión
El monitoreo ambiental no es solo un ejercicio de marcar casillas; es la columna vertebral del control de la contaminación en la producción de carne cultivada. Como destaca la Agencia de Normas Alimentarias, "Los procedimientos basados en HACCP para controlar peligros a lo largo de la producción de alimentos no serán efectivos a menos que también se sigan buenas prácticas de higiene" [1] . Para construir un marco de calidad robusto, sus sistemas de monitoreo deben integrarse sin problemas con los procedimientos establecidos.
Al rastrear los conteos de partículas en el aire, realizar monitoreo de superficies y evaluar el rendimiento del HVAC, puede detectar posibles brechas antes de que comprometan la seguridad del producto. Este enfoque proactivo es especialmente crítico en la producción de carne cultivada, donde pueden surgir desafíos como la contaminación microbiana, la inestabilidad de las líneas celulares o la acumulación de toxinas.
El monitoreo confiable comienza con la validación y calibración del equipo. Los contadores de partículas, por ejemplo, deben calibrarse según estándares reconocidos como ISO21501, y todos los instrumentos de monitoreo requieren verificaciones regulares para garantizar datos precisos. Es igualmente importante mantener su sistema de monitoreo de instalaciones separado de los sistemas de gestión de edificios más amplios, asegurando una clara división entre los datos críticos para GxP y los no críticos [4]. Este meticuloso proceso de validación es clave para mantener la fiabilidad operativa.
No olvide revisar sus protocolos de monitoreo ambiental anualmente [1]. Las actualizaciones regulares ayudan a mantener sus sistemas alineados con los estándares cambiantes. Para los productores de carne cultivada que buscan herramientas especializadas,
Preguntas Frecuentes
¿Cuál es la diferencia entre las clasificaciones de salas limpias ISO 14644-1 y los Grados GMP A–D?
ISO 14644-1 y los Grados GMP A–D tienen propósitos diferentes cuando se trata de la clasificación de salas limpias, y sus sistemas reflejan esta diferencia. ISO 14644-1 utiliza una escala numérica que va del 1 al 9, donde ISO 1 representa el ambiente más limpio, basado en la concentración de partículas en el aire. Por otro lado, los Grados GMP A–D utilizan un sistema basado en letras.El Grado A significa el nivel más alto de limpieza requerido para operaciones críticas, mientras que los Grados B a D se aplican a áreas con requisitos de limpieza progresivamente más bajos.
Las normas ISO se centran en medir y limitar el conteo de partículas en el aire, ofreciendo un marco reconocido globalmente para la clasificación de salas limpias. Sin embargo, los grados GMP están diseñados con el cumplimiento normativo en mente, estableciendo umbrales específicos de contaminación para los procesos de fabricación. Esto es particularmente importante en sectores como la producción farmacéutica y de carne cultivada. Ambos sistemas tienen como objetivo controlar la contaminación, pero los grados GMP están más directamente relacionados con el cumplimiento de estrictos estándares regulatorios y de producción.
¿Cómo apoya la monitorización ambiental continua el cumplimiento de GMP?
La monitorización continua de las condiciones ambientales juega un papel clave en mantener el cumplimiento de GMP.Permite la detección en tiempo real de cambios en factores cruciales como la calidad del aire, la limpieza de superficies y el rendimiento del equipo. Esta conciencia inmediata ayuda a reducir los riesgos de contaminación y asegura que la producción de carne cultivada mantenga una calidad y seguridad consistentes.
Con datos oportunos sobre parámetros ambientales, las instalaciones pueden actuar rápidamente para abordar problemas, cumpliendo con estrictos estándares regulatorios mientras mejoran los procesos de producción. Este enfoque no solo respalda una producción confiable y de alta calidad, sino que también refuerza la confianza del consumidor en el producto.
¿Por qué es importante la higiene del personal para prevenir la contaminación en salas limpias utilizadas para la producción de carne cultivada?
Mantener la higiene personal es un pilar fundamental para prevenir la contaminación en salas limpias, que son cruciales para la producción de carne cultivada. Prácticas simples pero esenciales, como el lavado de manos meticuloso, el uso de equipo de protección adecuado y el seguimiento de técnicas asépticas, juegan un papel clave en minimizar la introducción de microbios o partículas en estos espacios estrictamente controlados.
Estos protocolos de higiene son parte de un sistema de monitoreo ambiental más amplio que implica pruebas regulares de aire, superficies e incluso del personal. Al mantener estándares de higiene rigurosos, las salas limpias pueden permanecer controladas y cumplir con las regulaciones GMP, protegiendo tanto la calidad como la seguridad de los productos de carne cultivada.









