

Als je de kweek van dierlijke cellen opschaalt van pilot- naar commerciële volumes zonder eerst massatransfer, afvalbeheer, steriliteit en uptime op te lossen, kunnen je kosten per kilogram stijgen, in plaats van dalen.
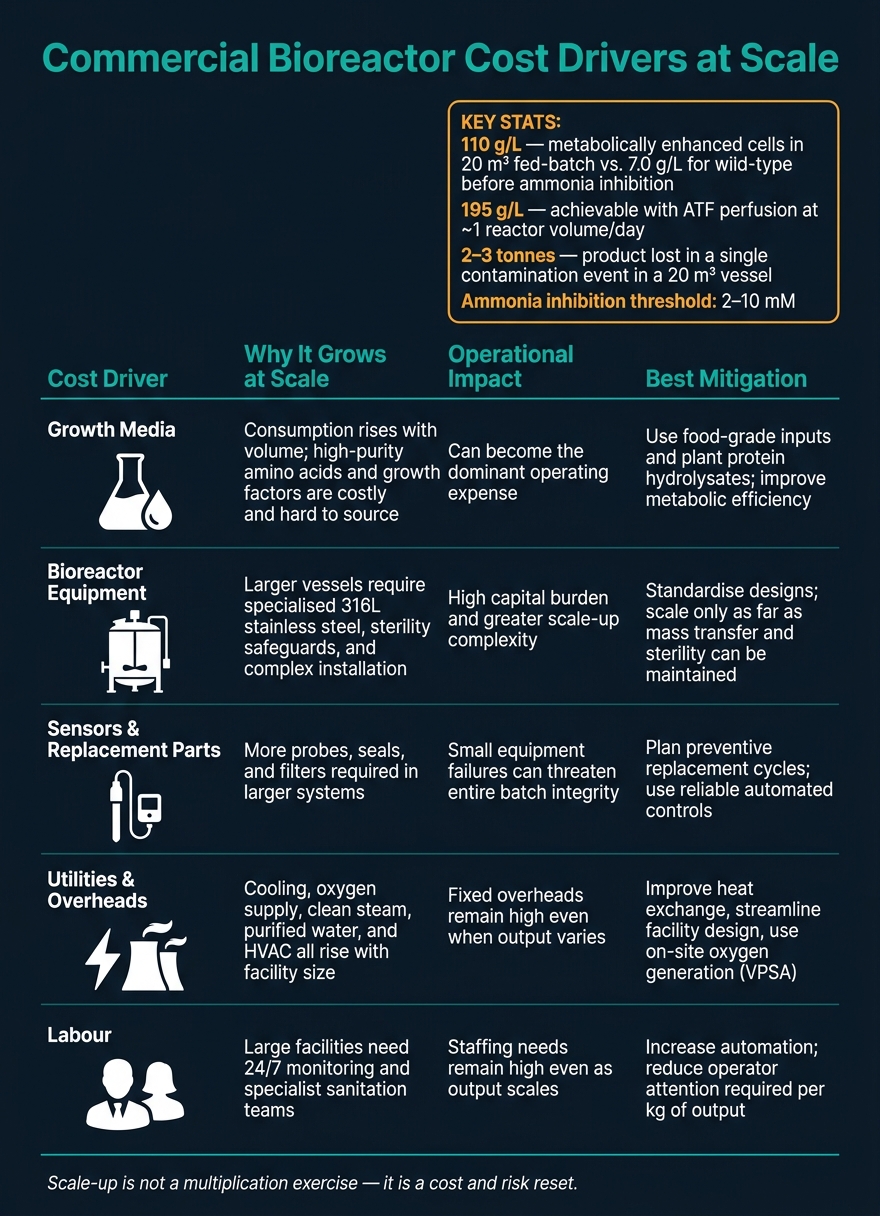
Voor bioprocesingenieurs en teams voor gekweekt vlees is het kostenprobleem eenvoudig: grotere bioreactoren zijn moeilijker te oxygeneren, koelen, mengen en steriel te houden, terwijl dierlijke cellen gevoelig blijven voor afschuiving en langzaam groeien. In de praktijk betekent dit meer uitgaven aan media, roestvrijstalen systemen, sensoren, nutsvoorzieningen, arbeid en mislukte batches. Het artikel wijst ook op harde biologische grenzen, waaronder ammoniakremming bij 2–10 mM, batchverliezen in 20 m³ vaten die 2–3 ton product kunnen vernietigen, en de kloof tussen ongeveer 7,0 g/L en 110 g/L afhankelijk van de celprestaties en het procesopzet.
Hier is de korte versie:
- Grotere vaten garanderen geen lagere eenheidskosten
- Zuurstofoverdracht en CO₂-verwijdering worden moeilijker naarmate het volume toeneemt
- Ammoniak- en lactaatopbouw kunnen de output verminderen voordat de vatcapaciteit is benut
- Langzame verdubbelingstijden zorgen voor meer blootstelling aan besmetting, stilstand en afwijkingen
- Commerciële fabrieken hebben meer nodig dan alleen een vat: CIP/SIP, aseptische leidingen, 316L roestvrij staal, sondes, koeling, zuurstoftoevoer, stoom, water en HVAC
- Perfusie en strakkere controle kunnen de output per geïnstalleerde m³ verhogen , maar ze voegen ook hardware- en controlebelasting toe
- TEA moet vroegtijdig de fabriekslimieten weerspiegelen, anders kunnen capex-plannen afwijken van wat de biologie kan ondersteunen
- Inkoop werkt alleen wanneer het procesgegevens volgt, niet alleen de voorspelde hoeveelheid
Ik zie het belangrijkste punt als volgt: opschalen is geen vermenigvuldigingsoefening.Het is een kosten- en risicohervorming. Als het procesvenster zwak is op pilotschaal, maakt een grotere reactor de zwakte alleen maar duurder.
Schaalvergrotingsuitdagingen in bioreactoren
sbb-itb-ffee270
Waarom bioreactorkosten toenemen op commerciële schaal
Die limieten duwen fabrieken naar complexere apparatuur, strakkere procescontrole en hogere operationele kosten. De reden is vrij eenvoudig: grote vaten zijn moeilijker te mengen, te koelen en steriel te houden.
Het balanceren van massatransport, mengen, schuifkracht en warmteafvoer bij grotere volumes
Bij grotere werkvolumes hebben operators minder speelruimte. Roeren moet zacht genoeg blijven om celschade te voorkomen. Ook moet het beluchten laag blijven om bubbelschade te verminderen, en dat zet de zuurstofoverdracht onder grotere druk [1].
Die afweging komt snel naar voren in de dagelijkse operatie.Als je het mengen en de gasstroom terugschroeft om de cellen te beschermen, wordt de zuurstoftoevoer moeilijker. Bovendien kan CO2-stripping een praktische limiet vormen voor de celdichtheid, wat betekent dat vaak extra gasverwerkingscapaciteit nodig is [1]. Als die limiet te ver wordt opgerekt, daalt de groei. Zelfs binnen de limiet blijven kan nog steeds betekenen dat zuurstofverrijkings- en gasafscheidingssystemen moeten worden toegevoegd.
Warmteafvoer wordt moeilijker naarmate het reactervolume toeneemt. In veel gevallen betekent dit dat interne koelspiralen of externe warmtewisselaars moeten worden toegevoegd [1]. Dit blijft niet beperkt tot het vat zelf. Het heeft direct invloed op het mediagebruik, de specificatie van apparatuur en de overheadkosten van de fabriek.
Contaminatiecontrole en procesconsistentie vereisen meer infrastructuur
Grote batches produceren niet alleen meer product. Ze maken ook elke mislukking veel duurder.Een besmettingsgebeurtenis in een 20 m³ bioreactor kan 2–3 ton product vernietigen, samen met alle kostbare mediacomponenten in die batch [1].
Dat risico zorgt voor een zwaardere infrastructuurlast. Commerciële systemen hebben ASME BPE-conform roestvrij staal, aseptische leidingen, steriele afdichtingen en geautomatiseerde CIP/SIP [1]. Procesbewaking moet ook veel strakker zijn. Opgeloste zuurstof, pH, ammoniak en lactaat vereisen allemaal nauwlettende aandacht, omdat gradiënten die beheersbaar kunnen zijn in een klein vat, op commerciële schaal vatbrede metabole verschuivingen kunnen veroorzaken [1] [3].
Hoe schaal uitvaltijd, batchfalen en onderhoudsblootstelling vergroot
Langzame groei verandert de economie van uitvaltijd. Als de productie tijd kost, vreet elke storing een groot deel van het batchvenster op [1]. Op commerciële schaal is één verloren dag geen kleine operationele hapering. Het betekent verloren output terwijl de vaste kosten blijven doorlopen.
Sensorbetrouwbaarheid verschuift ook van "nuttig" naar economisch cruciaal. Geautomatiseerde feedback voor pH en opgelost zuurstof is er niet alleen om het systeem gemakkelijker te laten draaien. Het is een onderdeel van hoe operators remmende ophoping opmerken voordat een batch moet worden opgegeven. Zodra ammoniak of CO2 remmende niveaus bereikt, kan het beëindigen van de batch minder kosten dan het voortzetten van een cultuur die al vertraagd is [1].
Onderhoud voegt een andere vaste last toe. Grotere systemen die cruciaal zijn voor steriliteit hebben meer preventief onderhoud en meer validatiewerk nodig, wat de kosten verder opdrijft [1].
Deze beperkingen leiden direct tot hogere opex en een complexer ontwerp van de fabriek. In de praktijk komen ze tot uiting in de belangrijkste kostenposten: media, apparatuur, nutsvoorzieningen en arbeid.
De belangrijkste kostenfactoren in commerciële bioreactoroperaties
Commerciële Bioreactor Kostenfactoren: Opschalingsuitdagingen & Mitigaties
Op commerciële schaal vallen de kosten meestal in drie brede categorieën: media, apparatuur en dagelijkse operaties.
Groei media en kritische inputs
Media is vaak waar de kostendruk als eerste zichtbaar wordt. Glucose is meestal beheersbaar qua kosten, maar aminozuren en groeifactoren zijn een ander verhaal. Daarom kijken veel teams naar voedselkwaliteit inputs en plantaardige eiwithydrolysaten om een deel van de componenten met hoge zuiverheid te vervangen.
Maar dit is geen directe vervanging. De samenstelling van hydrolysaten kan van batch tot batch veranderen, en het enzym dat tijdens de verwerking wordt gebruikt, voegt nog een variabele toe om op de werkvloer te beheren.Zelfs met die afwegingen is de richting vrij duidelijk: bulk, voedselveilige inkoop is een praktische vereiste als commerciële productie het doel is.
Metabole remming maakt het beeld moeilijker. Naarmate de celdichtheid toeneemt, hopen ammoniak en lactaat zich op. Wanneer dat gebeurt, kan de output dalen voordat het vat zelfs volledig is gebruikt. Perfusiefiltratie kan helpen door deze remmers continu te verwijderen, maar het betekent ook meer hardware, meer controlepunten en meer werk om het systeem goed te laten draaien.
Zodra teams grip krijgen op de invoerkosten, hebben apparatuur en faciliteitssystemen de neiging om de volgende grote kostenpost te worden.
Bioreactorapparatuur, sensoren en vervangingsonderdelen
Het vat zelf is slechts een deel van de kapitaallast. Op schaal kosten leidingen, elektriciteit, instrumentatie en installatie vaak meer dan mensen aanvankelijk verwachten.Bovendien heeft u nog steeds roestvrijstalen systemen, elektropolijsten en CIP/SIP-capaciteit nodig om steriliteit te behouden.
Het selecteren van sensoren is in deze fase nog belangrijker. Als een opgeloste zuurstofsonde uitvalt of een pH-sensor begint te drijven tijdens een run met groot volume, merkt u het probleem mogelijk pas op als de batchkwaliteit al is aangetast. In het ergste geval is de hele batch verloren. Daarom hebben sondes, afdichtingen en filterbehuizingen geplande vervangingscycli nodig in plaats van last-minute reparaties.
Faciliteitsoverhead, nutsvoorzieningen en arbeidsintensieve operaties
Nutsvoorzieningen schalen mee met de biologie. Dierlijke cellen genereren metabolische warmte, dus grote systemen hebben een sterke koelcapaciteit nodig. Grootschalige locaties hebben vaak ook behoefte aan zuurstofgeneratie ter plaatse via vacuümdruk-swing-adsorptie om aan de vraag naar sparging te voldoen.Voeg schone stoom voor sterilisatie, gezuiverde watersystemen en HVAC met hoge capaciteit toe, en je eindigt met vaste overheadkosten die hoog blijven, zelfs wanneer een batch ondermaats presteert.
Arbeid is ook moeilijk te verminderen tenzij automatisering meer van het werk doet. Grote faciliteiten hebben 24/7 monitoring nodig, plus specialistische teams voor sanitatie en oogst.
De onderstaande tabel toont hoe elke kostenfactor verandert op schaal en waar mitigatiewerk meestal het beste rendement oplevert.
| Kostenfactor | Waarom het groeit op schaal | Typische operationele impact | Meest relevante mitigatiebenadering |
|---|---|---|---|
| Groei media | Consumptie stijgt met productievolume; hoogzuivere aminozuren en groeifactoren zijn moeilijk te verkrijgen | Kan de dominante operationele uitgave worden | Gebruik waar mogelijk voedselveilige inputs en plantaardige eiwithydrolysaten; verbeter de metabole efficiëntie |
| Bioreactorapparatuur | Grotere vaten vereisen gespecialiseerd roestvrij staal, steriliteitswaarborgen en complexere installatie | Hoge kapitaalbelasting en grotere opschalingscomplexiteit | Standaardiseer ontwerpen en schaal alleen zover als massaoverdracht en steriliteit kunnen worden gehandhaafd |
| Sensors en vervangingsonderdelen | Meer sondes, afdichtingen en filters zijn nodig in grotere systemen | Kleine storingen in apparatuur kunnen de integriteit van de batch bedreigen | Plan preventieve vervangingscycli en gebruik betrouwbare geautomatiseerde controles |
| Hulpmiddelen en overheadkosten | Koeling, zuurstoftoevoer, stoom, water en HVAC stijgen allemaal met de grootte van de faciliteit | Doorlopende vaste overheadkosten kunnen hoog blijven, zelfs wanneer de output varieert | Verbeter warmte-uitwisseling, stroomlijn het ontwerp van de faciliteit en gebruik zuurstofgeneratie ter plaatse waar geschikt |
| Arbeid | Grotere faciliteiten hebben 24/7 monitoring en gespecialiseerde reiniging nodig | De personeelsbehoefte blijft hoog, zelfs als de output schaalt | Verhoog automatisering en verminder de aandacht van de operator per kilogram output |
Inkoopteams kunnen
Hoe de kostenlast van opschaling te verminderen
Technische wijzigingen die de output per eenheid geïnstalleerde capaciteit verbeteren
De snelste manier om opex te verlagen is eenvoudig: haal meer output uit dezelfde geïnstalleerde capaciteit.
In grote geroerde-tank bioreactoren zijn drie hefbomen het belangrijkst: cel dichtheid, perfusie en procescontrole. Metabolisch verbeterde cellijnen kunnen 110 g/L bereiken in een 20 m³ fed-batch bioreactor, vergeleken met 7,0 g/L voor wild-type cellen voordat ammoniakremming begint te bijten [1].
Perfusie kan dat nog verder duwen. Met behulp van celretentie-apparaten zoals alternerende tangentiële-stroom (ATF) filters, kunnen steady-state celdichtheden 195 g/L bereiken bij ongeveer één reactorvolume per dag [1] . Dat verandert de economie snel, omdat de voetafdruk van het vat hetzelfde blijft terwijl de output stijgt.
Procescontrole is net zo belangrijk. Feedbackcontrole van glucose en pH helpt de opbouw van lactaat en ammoniak te beperken, wat het levensvatbare venster van elke productierun verlengt [1] . Om het botweg te zeggen, een groter vat zal een zwak operationeel venster niet oplossen. Vergrendel het operationele venster voordat u zich vastlegt op een groter vat.
Operationele planning om stilstand en besmettingsrisico te verminderen
Hogere output op papier betekent weinig als het proces niet schoon kan draaien van batch tot batch.
Geverifieerde CIP/SIP, aseptische leidingen en routinematige sensorkalibratie volgen best practices voor mediasteriliteit en helpen batchverlies te beperken. Dit is waar opschaling vaak pijnlijk praktisch wordt.Een proces kan er goed uitzien in de ontwikkeling, maar op fabrieksniveau geld verliezen omdat stilstand, besmettingsincidenten of afwijkingen in sensoraflezingen de looptijd verkorten.
Als catabolietremming tijdens een run opbouwt en de groeisnelheden dalen, is het vaak goedkoper om de batch te stoppen en opnieuw te starten bij een niet-geremde groeisnelheid dan om een afnemende run voort te zetten [1] . Die beslissing hangt af van realtime procesgegevens. Operators hebben een duidelijk beeld nodig van wat er in het vat gebeurt, niet een vertraagd of gedeeltelijk beeld.
Inkoopdiscipline en toegang tot leveranciers voor gespecialiseerd apparatuur en materialen
Zodra het procesvenster is vastgesteld, moet de inkoop het ondersteunen en niet vooruitlopen.
Een veelgemaakte fout bij opschaling is overbouwen voordat de procesveronderstellingen zijn bewezen.Een techno-economische analyse vóór volledige implementatie helpt de groeirendement en dichtheid te definiëren die elke reactorgrootte kan ondersteunen [2]. Dat stelt teams in staat om capaciteit te plannen op basis van gevalideerde procesgegevens in plaats van verwachte productiedoelen.
Op dat punt is inkoopdiscipline van belang. Gebruik
Wat een werkbaar commercieel kostenmodel vereist
De rol van techno-economische modellering vóór volledige implementatie
Die operationele beperkingen zijn alleen van belang als het kostenmodel ze daadwerkelijk weerspiegelt. Simpel gezegd, een commercieel kostenmodel is alleen zo solide als de aannames eronder.Voordat een team kapitaal inzet, moet het de variabelen die de eenheidseconomieën aandrijven testen: mediagebruik, bioreactorbenutting, vraag naar nutsvoorzieningen, onderhoudsbelasting en besmettingsrisico.
Daar komt techno-economische analyse, of TEA, om de hoek kijken. TEA moet biologische grenzen, vraag naar nutsvoorzieningen en stilstand samen beoordelen. Het doel is om die beperkingen om te zetten in investeringsbeslissingen, niet om ze begraven te laten in technische notities.
Faciliteitsoverhead moet vanaf dag één in het model zitten. Onderhoud, verzekering en andere vaste overheadkosten lopen snel op. Dat geldt ook voor arbeidskosten, kapitaallasten en vraag naar nutsvoorzieningen voor koeling bij hoge celconcentraties. Als deze inputs niet vóór de bouw worden gemodelleerd, zal de businesscase bijna altijd de output overschatten en de overheadkosten onderschatten.
Zodra het model de realiteit van de fabriek weerspiegelt, moet de inkoop daarop worden afgestemd.
Belangrijkste inzichten voor commerciële besluitvorming
De belangrijkste kostenfactoren zijn groeimedia, apparatuur, faciliteiten en operationele efficiëntie - en schaal maakt elk moeilijker te beheren. Technische beperkingen rond zuurstofoverdracht, CO₂-verwijdering en mengen verdwijnen niet bij grotere volumes. Ze worden strikter. Steriliteitsinfrastructuur, inclusief 316L roestvrij staal, elektropolijsten en geautomatiseerde CIP/SIP-systemen, voegt aanzienlijke kapitaalkosten toe [1].
De sterkste kostenbeheersingsaanpak brengt drie onderdelen samen:
- optimaliseren van processen en aanpakken van opschalingsuitdagingen
- zorgvuldige capaciteitsuitbreiding
- betrouwbare inkoop van gespecialiseerde inputs
Opschalen werkt alleen wanneer het model overeenkomt met de procesrealiteit en de inkoop de procesgegevens volgt.
Veelgestelde vragen
Waarom verlaagt een grotere bioreactor niet altijd de eenheidskosten?
Opschalen kan nieuwe inefficiënties introduceren. In grotere bioreactoren wordt het moeilijker om strikte controle over procesomstandigheden te behouden. Actieve beluchting kan ook nodig zijn, wat het energieverbruik kan verhogen en het risico op schade door schuifspanning kan vergroten.
Grotere systemen kunnen ook problemen ondervinden met slechtere menging, massatransferlimieten, variabiliteit tussen batches en een hoger risico op besmetting. Dus de eenheidskosten zijn minder afhankelijk van alleen de schaal en meer van mediakosten, cel fysiologie en betrouwbare procescontrole.
Wat beperkt de output meestal als eerste op commerciële schaal?
Op commerciële schaal wordt de output meestal eerst beperkt door hoe ver je het bulkcelproductie proces kunt opschalen. Dierlijke cellen groeien langzamer dan microbiële cellen, dus vroege productievolumes kunnen eerder een plafond bereiken dan veel teams zouden willen.
Grootschalige systemen stuiten ook op massa-overdrachtslimieten. In de praktijk moeten gasbeluchting en agitatie zorgvuldig worden uitgebalanceerd. Druk te hard op zuurstofoverdracht, en je verhoogt de schuifspanning. Trek je te veel terug, dan krijgen de cellen mogelijk niet wat ze nodig hebben. Die afweging is nog belangrijker bij delicate dierlijke cellen, die veel minder tolerant zijn voor hydrodynamische stress dan microben.
Wanneer moet TEA schaalvergrotingsbeslissingen sturen?
TEA moet schaalvergrotingsbeslissingen sturen wanneer teams grootschalige bioreactorsystemen ontwerpen en bouwen, waar de kosten hoog zijn en voorspellende modellering nodig is om de economische haalbaarheid te testen.
Het helpt teams bij het beoordelen van faciliteitsontwerpen, bioreactorwerkvolumes en kostenbesparende maatregelen voordat er grote kapitaalinvesteringen worden gedaan. Het stelt hen ook in staat om productiescenario's en operationele strategieën te vergelijken, zodat ze het energieverbruik kunnen afstemmen op de procesvereisten.









