

- Doel: Zorgt ervoor dat bioreactoren voldoen aan de regelgeving en productienormen, waarbij steriliteit, nauwkeurige omgevingscontrole, en voedselveiligheid worden gehandhaafd.
- Belangrijkste Kenmerken: Geroerde-tank bioreactoren werden gekozen vanwege hun geschiktheid voor runderspiercellen, met gecontroleerde schuifkrachten en schaalbaarheid.
- Uitdagingen: Het opschalen van bioreactoren voor hoge celdichtheden en het verlagen van kosten vereiste een heroverweging van materialen, sterilisatiemethoden en procesontwerp.
- Oplossingen: Overstappen naar voedselveilige materialen, gebruik van kosteneffectieve sterilisatiemethoden en integratie van bioprocesbesturingssoftware voor procesoptimalisatie verminderde de kosten aanzienlijk.
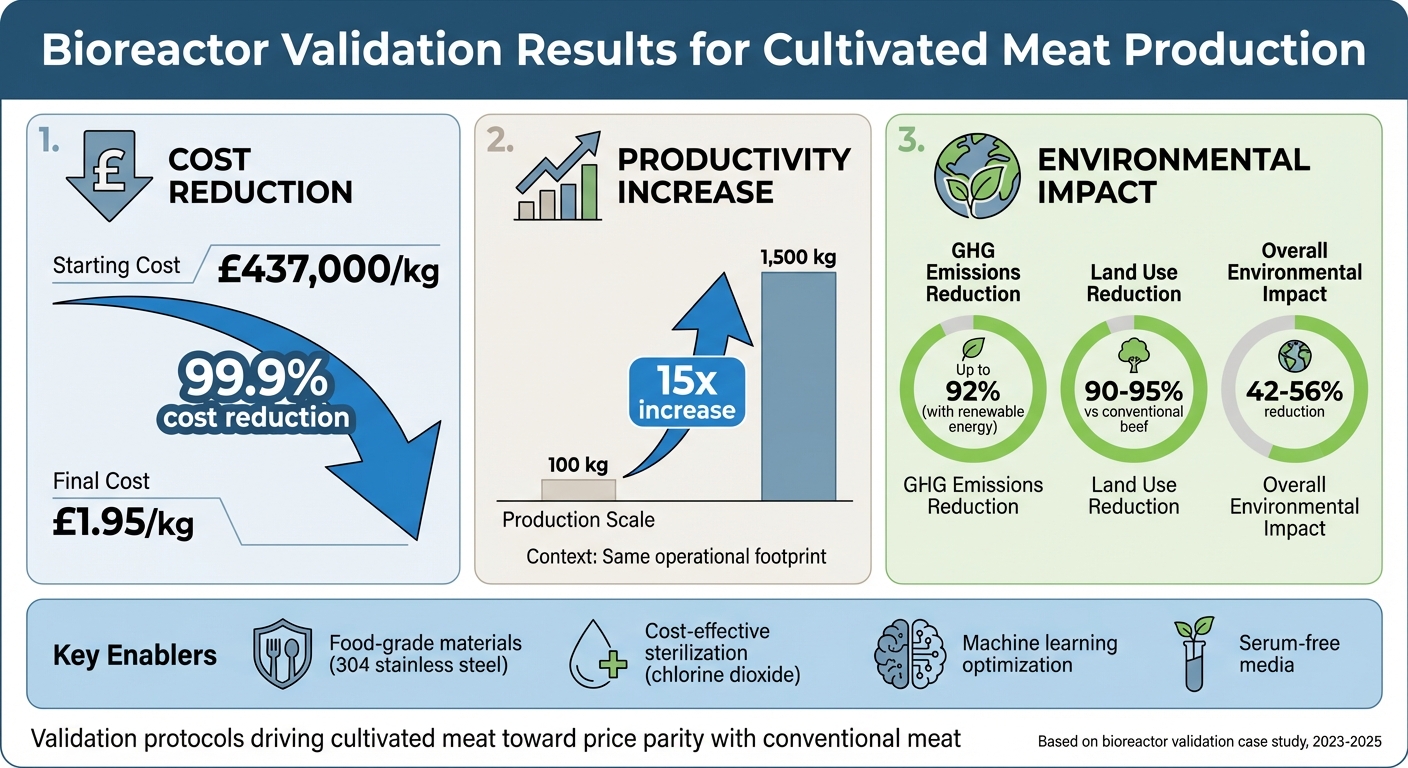
- Resultaten: De productiekosten daalden drastisch, met een 15-voudige toename in productiviteit en tot 92% vermindering van de uitstoot van broeikasgassen wanneer aangedreven door hernieuwbare energie.
Deze studie schetst hoe validatieprotocollen en slimme ontwerpkeuzes gekweekt vlees dichter bij prijspariteit met conventioneel vlees brengen.
Impact van Bioreactorvalidatie: Kostenreductie en Milieuvoordelen in de Productie van Gekweekt Vlees
Regelgevende Vereisten voor Bioreactorvalidatie
Toepasbare Regelgevende Normen
In de gekweekte vleesindustrie is het voldoen aan strikte regelgevende normen een cruciaal onderdeel van het bioreactorvalidatieproces. Binnen het Verenigd Koninkrijk categoriseren de Food Standards Agency (FSA) en Food Standards Scotland (FSS) gekweekt vlees onder "producten van dierlijke oorsprong" (POAO). Deze classificatie zorgt ervoor dat voedselveiligheids- en hygiënevoorschriften van toepassing zijn op alle productiestadia, inclusief bioreactoroperaties.Echter, volgens de Britse richtlijnen (december 2025), hoewel deze producten onder de POAO-categorie vallen, kwalificeren ze wettelijk niet als "vlees". Dit onderscheid betekent dat bepaalde conventionele dierenwelzijns- en microbiologische vereisten zijn uitgesloten, wat de specifieke validatieprotocollen in het VK vormgeeft.
Wereldwijd variëren de veiligheidsbeoordelingen in duur. Singapore en de Verenigde Staten voltooien doorgaans beoordelingen binnen 12 maanden, terwijl de Europese Unie gemiddeld ongeveer 18 maanden nodig heeft. Het VK heeft zijn eigen pad uitgestippeld met het CCP Sandbox-programma, gefinancierd tot februari 2027. Dit initiatief stelt regelgevers in staat om direct samen te werken met bedrijven zoals Gourmey, Hoxton Farms, en Mosa Meat, om gegevensvereisten te stroomlijnen en veiligheidsbeoordelingen te versnellen.
"Het sandbox-programma stelt ons in staat om de kennis van regelgeving snel te vergaren om barrières voor opkomende voedseltechnologieën te verminderen zonder concessies te doen aan veiligheidsnormen."
– Dr. Thomas Vincent, Adjunct-directeur Innovatie, FSA [3]
Ongeacht de jurisdictie moeten bedrijven gedetailleerde veiligheidsdossiers indienen voordat ze de markt betreden. Deze dossiers beschrijven productieprocessen, productcompositie en veiligheidsgegevens. Ze moeten ook bevestigen dat gekweekt vlees voedingskundig vergelijkbaar is met conventioneel vlees, inclusief analyses van macro- en micronutriënten, evenals amino- en vetzuurprofielen.
Validatieprotocolvereisten
Regelgevende normen vereisen strikte validatieprotocollen voor bioreactoren om veilige en gecontroleerde operaties te waarborgen. Een belangrijk onderdeel is de implementatie van een Hazard Analysis and Critical Control Point (HACCP) plan.Dit raamwerk identificeert en vermindert risico's in elke fase van de productie, van de eerste celbiopsie tot de uiteindelijke oogst van de celmassa. Gezien de nieuwheid van de productie van gekweekt vlees, moeten veiligheidsbeoordelingen potentiële gevaren gedurende het hele proces aanpakken.
Validatieprotocollen moeten bewijzen dat bioreactorsystemen steriele omstandigheden handhaven tijdens productierondes, waardoor microbiële besmetting effectief wordt voorkomen. Bovendien moeten deze protocollen beoordelen of eiwitten in gekweekt vlees allergische reacties bij consumenten kunnen veroorzaken.
"Onze nieuwe richtlijnen bieden duidelijkheid voor bedrijven, zodat ze begrijpen en correct aan de Britse voedselregulatoren kunnen aantonen hoe hun producten veilig zijn. Specifiek zorgt deze richtlijn ervoor dat bedrijven potentiële allergene risico's hebben beoordeeld en dat ze voedingskundig geschikt zijn voordat ze voor verkoop kunnen worden goedgekeurd."
– Dr. Thomas Vincent, Adjunct Directeur Innovatie, FSA [2]
In het VK richt validatie zich op het verstrekken van voldoende gegevens voor een wetenschappelijke risicobeoordeling in plaats van het verlenen van markttoestemming. Nicolas Morin-Forest, Medeoprichter & CEO van GOURMEY, benadrukte dit onderscheid:
"De validatie in Groot-Brittannië markeert een cruciale stap in onze regulatoire reis voor nieuw voedsel en bevestigt dat we nu vorderen naar een volledige risicobeoordeling, waardoor we een stap dichterbij komen om onze producten beschikbaar te maken voor consumenten." [4]
sbb-itb-ffee270
Bioreactor Selectie en Systeemspecificaties
Geselecteerde Bioreactortechnologie
De faciliteit koos voor een geroerde-tank bioreactor, een keuze gedreven door zijn betrouwbare prestaties met boviene spierprogenitorcellen. Belangrijke factoren die deze beslissing beïnvloedden, waren de specifieke behoeften van de cellen, de gewenste productieschaal en de algehele kostenoverwegingen.
Rundvleesspiercellen, die afhankelijk zijn van verankering, vereisen lage schuifkrachten - onder 0,1 N/m² - om schade tijdens de kweek te voorkomen. Het roertankontwerp voldeed aan deze eis en bleek aanpasbaar voor zowel proefschalexperimenten als commerciële productie. Kosten waren een andere belangrijke factor, waarbij proefschaleenheden toegankelijker waren voor budgetten die typisch zijn in de gekweekte vleessector dan in de farmaceutische industrie[5][7].
De productieschaal was gericht op volumes tussen 100 en 1.000 liter om commerciële haalbaarheid te waarborgen. Modulaire roertanksystemen werden gekozen boven alternatieven met een gepakte bedden vanwege hun vermogen om met een factor 10 op te schalen zonder de massatransferlimieten te overschrijden, waarbij kLa-waarden boven 50 h⁻¹ werden gehandhaafd.Deze systemen zijn bedoeld om 1–10 kg gekweekt vlees per batch te produceren, terwijl ze de kapitaalinvestering voor schaalbare capaciteit in balans houden [7][8].
Systeemontwerpkenmerken
Zodra de roertankbioreactor was geselecteerd, werd het ontwerp voorzien van geavanceerde functies om optimale celgroei te bevorderen. Het gasuitwisselingssysteem maakt gebruik van micro-sparger technologie, die bellen van 20–100 µm levert. Deze opstelling bereikt kLa-waarden van 100–200 h⁻¹ bij 37°C, waarbij het opgeloste zuurstofniveau op 30–50% verzadiging wordt gehouden. Om CO₂-stripping te beheersen, wordt ruimtebeluchting gecombineerd met membraancontactoren en antischuimsensoren[5][6].
Voor efficiënte menging gebruikt de bioreactor dubbele Rushton-impellers, die draaien op snelheden van 50–150 rpm.Dit zorgt voor een uniforme menging met shearsnelheden onder 5.000 s⁻¹, waardoor de cellen worden beschermd tegen schade terwijl de nutriëntgradiënten onder de 10% blijven. De agitatie is PID-gestuurd, met real-time feedback over pH- en opgeloste zuurstofniveaus, ter ondersteuning van perfusiesnelheden van 1–5 vatvolumes per dag[5][7].
Schaalbaarheid was een belangrijk aandachtspunt bij het ontwerp. De bioreactor behoudt geometrische gelijkenis over verschillende schalen, met inachtneming van een hoogte-tot-diameterverhouding van 2:1. CFD-geoptimaliseerde roerwerken zorgen voor lineaire opschaling, en pilottests toonden een 95% behoud van celviabiliteit bij opschaling van 10 liter naar 200 liter. Het modulaire ontwerp maakt integratie in grotere productiesystemen mogelijk, terwijl het voldoet aan GxP-compliancestandaarden [7][8].
Proces analytische technologie is ook geïntegreerd, met Raman-spectroscopie voor real-time monitoring van kritische parameters zoals pH (6.8–7.2) en lactaat (onder 2 g/L gehouden). Voorspellende modellen, aangepast van monoklonale antilichaamproductie, volgen glucosewaarden met R²-waarden boven 0.95, wat zorgt voor nauwkeurige procescontrole[5] [6][7].
Deze functies verbeteren niet alleen de celkweek, maar voldoen ook aan de strenge validatiestandaarden die vereist zijn door de Britse regelgevende instanties.
Uitvoering van Validatieprotocol
Kernvalidatieprocedures
Om de operationele integriteit te waarborgen, werd een grondig validatieprotocol uitgevoerd, met geavanceerde ontwerpkenmerken. Realtime monitoring speelde een sleutelrol, met procesanalytische technologie (PAT) sensoren die continu kritieke parameters zoals opgelost zuurstof, pH en CO₂-niveaus volgden tijdens elke kweekrun[6] . Het proces begon met cellen gezaaid op een dichtheid van 1×10⁵ cellen/mL, gekweekt gedurende een week in een medium met 3 g/L glucose. Raman-spectroscopie werd gebruikt om lactaat- en glucoseniveaus te monitoren gedurende[5].
Shear stress-analyse bevestigde dat de roerkrachten onder 0,1 Pa bleven, wat de kritieke limiet is voor runder spiercellen. Na stress-testen bleek de celviabiliteit boven de 90% te blijven[6].
Steriliteitstesten werden uitgebreid naar alle grondstoffen, met bijzondere aandacht voor groeimedia. Leveranciers moesten analysecertificaten verstrekken, geverifieerd door testen van derden, in overeenstemming met de normen van de Britse faciliteit.Het protocol omvatte ELISA immunoassays om endotoxinen van gram-negatieve bacteriën te detecteren, naast flowcytometrie om verontreinigingen te identificeren op basis van celgrootte, vorm en fluorescentie-eigenschappen [9] .
Procesoptimalisatiemethoden
Zodra de systeemstabiliteit was bevestigd, verschoof de aandacht naar het verfijnen van het proces met behulp van geavanceerde analyses. Machine learning-algoritmen pasten dynamisch de mediastroomsnelheden en roersnelheden aan op basis van continue PAT-gegevens. Deze modellen, getraind op design of experiments (DoE) datasets, identificeerden kostenefficiënte voedingsstrategieën door permittiviteitsmetingen te correleren met de kwaliteit van de biomassa[6] . Deze aanpak was bijzonder effectief tijdens de proliferatiefase, waar consistente groeisnelheden cruciaal zijn voor commerciële productie.
Raman-spectroscopie, aanvankelijk ontwikkeld voor de productie van monoklonale antilichamen, werd met succes aangepast voor toepassingen in gekweekt vlees. De specificiteit van de analyten maakte het mogelijk voor de faciliteit om gevestigde validatieprotocollen over te nemen, terwijl de precisie behouden bleef die nodig is voor realtime monitoring gedurende de gehele kweekcyclus[5].
Technische Uitdagingen en Oplossingen
Schaalvergroting en Productiviteitsproblemen
Het opschalen van bioreactoren van laboratoriumomgevingen naar commerciële productie was geen geringe prestatie. De faciliteit streefde ernaar om 10–100 kg gekweekt vlees te produceren, wat een enorme 10¹²–10¹³ cellen vereiste om dit doel te bereiken [11] . Echter, het bereiken van hoge celdichtheden bleek een aanzienlijke uitdaging te zijn.Hoewel hollevezelbioreactoren theoretisch dichtheden van 10⁸ tot 10⁹ cellen/mL kunnen bereiken [13], voldeden conventionele bioreactorontwerpen niet aan de eisen voor de productie van gekweekt vlees.
Matt McNulty, een GFI Research Fellow, legde de kern van het probleem uit: "De bioreactoren die worden gebruikt in gekweekt vlees zijn nog grotendeels aangepast van conventionele voedsel- en farmaceutische ontwerpen. Deze ontwerpen zijn niet specifiek afgestemd op de behoeften van de productie van gekweekt vlees en drijven daardoor de kosten op door inefficiënties in deze mismatch" [12]. Deze mismatch tussen ontwerp en doel vereiste een volledige heroverweging van apparatuur en processen.
Geïmplementeerde Oplossingen en Prestatiegegevens
Om deze uitdagingen aan te pakken, heeft de faciliteit haar apparatuur en protocollen herzien om beter aan te sluiten bij de specifieke eisen van de productie van gekweekt vlees.Een van de belangrijkste veranderingen betrof de overgang van farmaceutische naar voedselveiligheidsnormen. Zo verving het team 316 roestvrijstalen vaten door 304 roestvrijstalen alternatieven, die voldeden aan de voedselveiligheidseisen en tegelijkertijd de kapitaalkosten aanzienlijk verlaagden [12]. Bovendien werd het traditionele stoom-in-place sterilisatieproces vervangen door behandeling met chloordioxidegas. Deze aanpassing maakte het mogelijk om dunnere vaten van alternatieve materialen te gebruiken, wat de kosten verder verlaagde [12].
Een andere kostenbesparende maatregel betrof de overstap van farmaceutisch water naar voedselveilig water, geclassificeerd als "Generally Recognised as Safe" (GRAS) voor mediavoorbereiding [12]. Het team introduceerde ook eetbare microcarriers en steigers, die niet alleen problemen met celonthechting oplosten, maar ook voldeden aan voedselveiligheidsvoorschriften [11].
Om de operaties verder te optimaliseren, implementeerde de faciliteit geïntegreerde sensorsystemen. Deze sensoren leverden realtime prestatiegegevens, die konden worden gebruikt in machine learning-toepassingen om processen te verfijnen [12]. Gezamenlijk hadden deze veranderingen een dramatische impact op de productiekosten, waardoor deze aanzienlijk werden verlaagd [10]. Deze opmerkelijke kostenreductie benadrukt hoe het afstemmen van productieprotocollen op regelgeving kan leiden tot commerciële schaalbaarheid zonder concessies te doen aan veiligheid of kwaliteit.
Validatieresultaten en impact op de industrie
Gemeten prestatie-uitkomsten
Door rigoureuze tests toonde het systeem een indrukwekkende sprong in productiviteit aan. Met behulp van bubbelvrije continue bioreactortechnologie nam de productiviteit van celgroei 15-voudig, toe, waardoor de productie van 100 kg naar 1.500 kg werd verhoogd - allemaal binnen dezelfde operationele ruimte[16]. Tijdens de differentiatiestap leidden aanpassingen om de celbiomassa te optimaliseren tot een 128% toename, wat de algehele milieu-impact aanzienlijk verminderde met 42–56%. De overgang van C2C12 naar CHO-celmetabolisme speelde ook een grote rol in het verminderen van de milieu-impact, met reducties tot 67% wanneer aangedreven door hernieuwbare energiebronnen[14] . Nog opvallender is dat het gebruik van hernieuwbare energie de uitstoot van broeikasgassen met maximaal 92% verminderde en het landgebruik met 90–95% verlaagde vergeleken met traditionele methoden voor rundvleesproductie [15] [16]. Deze resultaten effenen de weg voor bredere acceptatie in de industrie.
Bijdragen aan Industriepraktijken
De validatieresultaten hebben de normen voor bioreactorontwerp en naleving van regelgeving in de productie van gekweekt vlees opnieuw gedefinieerd. Door aan te tonen dat voedselkwaliteitsnormen effectief farmaceutische normen kunnen vervangen zonder in te boeten op veiligheid, heeft het proces een kostenbesparende routekaart voor de industrie geïntroduceerd. Bijvoorbeeld, de overstap van 316 naar 304 roestvrij staal, gecombineerd met chloordioxide sterilisatie en het gebruik van GRAS-geclassificeerd water, verlaagde de kapitaalkosten aanzienlijk terwijl de naleving behouden bleef.
Naast het bewijzen van technische haalbaarheid, verschuiven deze verbeteringen de normen in de industrie. Economische modellen suggereren dat continue vs fed-batch verwerking 55% besparingen op kapitaal- en operationele kosten over een decennium zou kunnen opleveren [1] . Voor inkoopteams bieden platforms zoals
Conclusie
Belangrijkste Bevindingen
Deze analyse benadrukt hoe de productie van gekweekt vlees commercieel succes kan behalen door slimme keuzes te maken in apparatuur en operationele protocollen te verfijnen. Het kiezen voor voedselveilige materialen zoals 304 roestvrij staal in plaats van het duurdere 316 roestvrij staal zorgt voor veiligheid en naleving terwijl de kosten worden verlaagd. De verschuiving naar serumvrije media, zoals gevalideerd door de Singapore Food Agency's goedkeuring van GOOD Meat's formuleringen begin 2023, elimineert de ethische en financiële uitdagingen die verbonden zijn aan dierlijke inputs[15].
Opschalen van de productie met airlift-reactoren, met name bij 260.000 L, heeft een sterk potentieel getoond om de kosten te verlagen vergeleken met kleinere 42.000 L roertankreactoren[17]. Echter, het bereiken van hoge celdichtheden - tot 2 × 10⁸ cellen/mL - vereist geavanceerde perfusiesystemen om metabolisch afval zoals ammoniak en lactaat te verwerken. Procesoptimalisatie is essentieel gebleken bij het aanpakken van deze uitdagingen[11]. Voor inkoopteams bieden platforms zoals
Toekomstige Ontwikkelingen
Nu kostenefficiëntie en procescontrole zijn gevalideerd, verschuift de focus naar mega-schaal bioreactoren, die beloven de productiekosten opnieuw te definiëren.De aankondiging van GOOD Meat in mei 2022 van een faciliteit met tien bioreactoren van 250.000 L - in staat om jaarlijks 13.700 metrische ton gekweekt kippen- en rundvlees te produceren - markeert een significante stap van pilotprojecten naar industriële productie[11][15]. Dit sluit aan bij de economische maatstaf vastgesteld door Patrick G. Negulescu et al. van de University of California, Davis:
"Om direct concurrerend te zijn met rundvlees, moeten CM-producten, of in ieder geval de productiekosten, dalen tot een commercieel concurrerend niveau"[17]
Prognoses geven aan dat dit doel binnen bereik is, vooral omdat de mediakosten verder blijven dalen.
Innovaties zoals eetbare microcarriers en hybride systemen, die celuitbreiding en differentiatie in één vat combineren, worden verwacht de validatieprocessen te vereenvoudigen en de risico's op besmetting te verlagen. De protocollen die in deze casestudy worden beschreven, bieden een reproduceerbaar model voor bedrijven die hun operaties opschalen, waarmee wordt aangetoond dat rigoureuze tests kunnen samengaan met kostenreductie. Naarmate meer faciliteiten deze gevalideerde methoden overnemen, komt de gekweekte vleesindustrie dichter bij prijspariteit met traditioneel vlees. Daarnaast levert de sector aanzienlijke milieuvoordelen op, waaronder tot 92% vermindering van de uitstoot van broeikasgassen wanneer aangedreven door hernieuwbare energiebronnen[15].
Samenvatting van bioreactoren: sensoren, modellering, opschaling en alternatief reactorontwerp
Veelgestelde vragen
Welke bewijzen verwachten regelgevers in een bioreactorvalidatiedossier voor gekweekt vlees?
Regelgevende instanties eisen bioreactorvalidatiedossiers om te bevestigen dat systemen binnen gedefinieerde parameters functioneren. Dit houdt in dat consistente procesprestaties en real-time monitoring van belangrijke factoren zoals pH-waarden , opgeloste zuurstof , en temperatuur. Bovendien speelt steriliteitstesten een cruciale rol bij het voorkomen van besmetting. Naleving van normen zoals ISO 14644-1 en EU GMP Annex 1 is verplicht om microbiële controle te handhaven en steriele productiepraktijken te waarborgen.
Hoe kan een roertankbioreactor opschalen zonder schade aan runderspiercellen?
Het opschalen van een roertankbioreactor voor de productie van gekweekt vlees omvat het beheersen van schuifspanning, die schade kan toebrengen aan runderspiercellen. Om dit aan te pakken, worden hulpmiddelen zoals computationele vloeistofdynamica (CFD) en schaalmodellen gebruikt om stromingspatronen te voorspellen. Deze inzichten leiden tot aanpassingen in het ontwerp van de roerder en de roersnelheden, wat helpt om celschade te verminderen.
Even belangrijk is het zorgen voor een gelijkmatige verdeling van voedingsstoffen en zuurstof. Geavanceerde monitoringsystemen, gecombineerd met effectieve mengtechnieken, zijn essentieel voor het creëren van consistente omstandigheden. Deze aanpak helpt lokale stress te minimaliseren en ondersteunt de celgezondheid tijdens grootschalige productie.
Welke kostenbesparende validatiewijzigingen hebben de grootste impact op de eenheidseconomie?
Het adopteren van single-use bioreactoren heeft een merkbaar effect op het verlagen van kosten gemeten in £/kg. Hoewel deze systemen de initiële kapitaalinvesteringen en arbeidskosten verminderen, brengen ze wel hogere verbruikskosten met zich mee. Daarnaast verhoogt de introductie van real-time monitoring en media recycling technologieën de operationele efficiëntie. Deze vooruitgangen stroomlijnen niet alleen processen, maar leiden ook tot langdurige kostenbesparingen.









