

A validação de salas limpas garante que os ambientes de produção atendam a padrões rigorosos de contaminação, essenciais para a produção de carne cultivada. Este é um passo crítico ao escalar processos de carne cultivada. A validação adequada previne riscos de contaminação, protege a qualidade do produto e cumpre com regulamentações como ISO 14644 e GMP. O processo envolve quatro fases principais:
- Qualificação de Projeto (DQ): Confirma que o design da sala limpa atende às necessidades operacionais e regulatórias.
- Qualificação de Instalação (IQ): Verifica se os componentes estão instalados corretamente e correspondem às especificações.
- Qualificação Operacional (OQ): Testa os sistemas em estado inativo para garantir que funcionem conforme o esperado.
- Qualificação de Desempenho (PQ): Avalia o desempenho da sala limpa durante a produção real.
Os protocolos de teste, incluindo contagem de partículas, verificações de integridade do filtro HEPA e medições de fluxo de ar, são críticos para manter a conformidade. O monitoramento contínuo e a revalidação periódica ajudam a sustentar o desempenho da sala limpa ao longo do tempo. Seguir essas etapas garante que os riscos de contaminação sejam minimizados, protegendo tanto a consistência do produto quanto a aprovação regulatória.
Validação de Sala Limpa do URS ao PQ
sbb-itb-ffee270
As 4 Fases da Validação de Sala Limpa
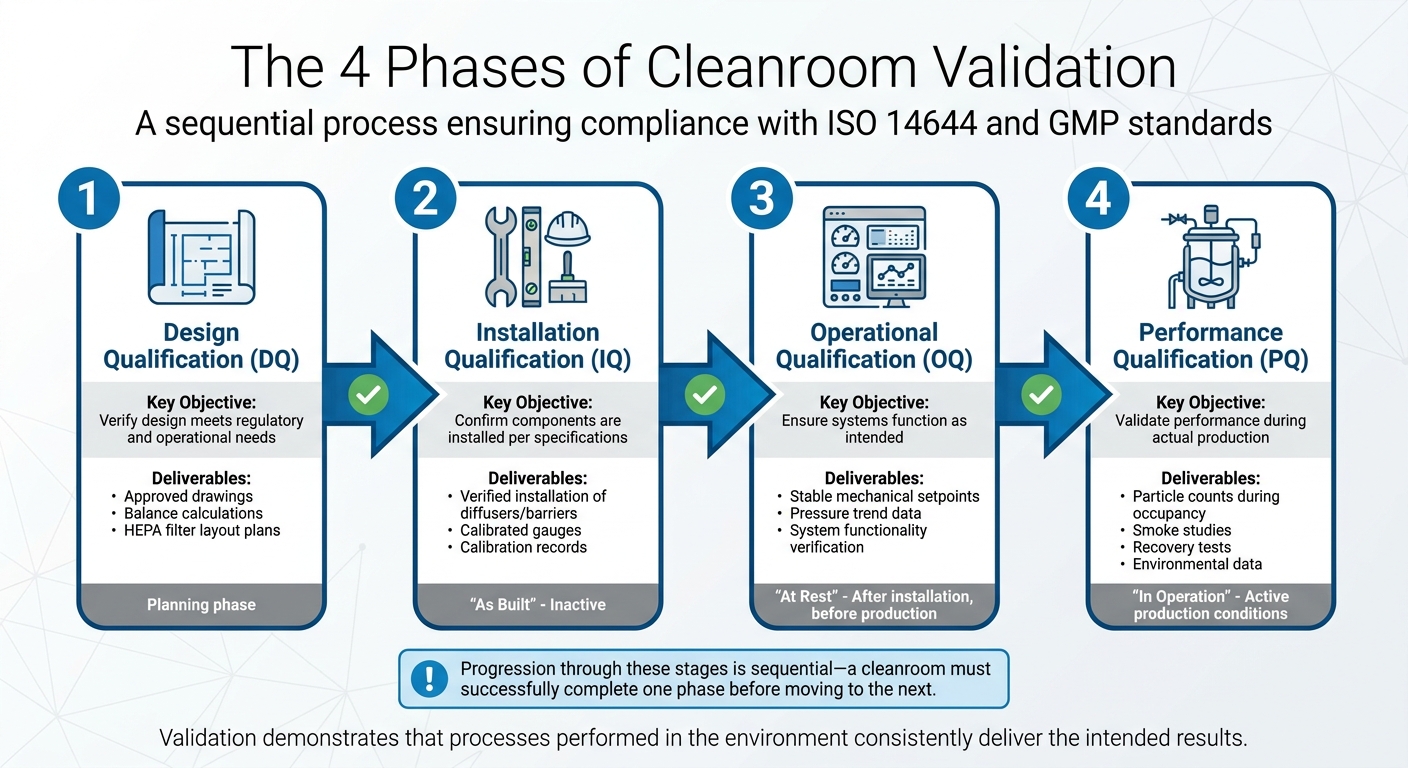
4 Fases da Validação de Sala Limpa para Produção de Carne Cultivada
A validação de sala limpa é um processo passo a passo com quatro fases distintas, cada uma construindo sobre a anterior. A progressão através dessas etapas é sequencial - uma sala limpa deve completar com sucesso uma fase antes de passar para a próxima.Como a Allied Cleanrooms afirma apropriadamente:
"A validação é o que separa uma sala limpa que parece pronta de uma que realmente está" [8].
Enquanto a qualificação garante que a sala limpa e seus sistemas estão instalados e funcionam conforme projetado, a validação vai um passo além. Ela demonstra que os processos realizados no ambiente entregam consistentemente os resultados pretendidos [7]. As quatro etapas - Qualificação de Projeto (DQ), Qualificação de Instalação (IQ), Qualificação Operacional (OQ) e Qualificação de Desempenho (PQ) - são projetadas para preparar instalações para processos de produção validados. Essas etapas também estabelecem a base para protocolos de teste rigorosos.
| Fase de Validação | Objetivos Principais | Entregáveis/Testes Típicos |
|---|---|---|
| Qualificação de Projeto (DQ) | Verificar se o projeto atende às necessidades regulatórias e operacionais. | Desenhos aprovados, cálculos de balanço, planos de layout de filtro HEPA. |
| Qualificação de Instalação (IQ) | Confirmar que os componentes estão instalados conforme as especificações. | Instalação verificada de difusores/barreiras, medidores calibrados. |
| Qualificação Operacional (OQ) | Garantir que os sistemas funcionem conforme o esperado. | Pontos de ajuste mecânicos estáveis, dados de tendência de pressão. |
| Qualificação de Desempenho (PQ) | Validar o desempenho durante a produção/ocupação. | Contagem de partículas, estudos de fumaça, testes de recuperação, dados de monitoramento ambiental. |
Qualificação de Design (DQ)
A fase de Qualificação de Design (DQ) garante que o design da sala limpa esteja alinhado com os requisitos específicos da produção de carne cultivada. Isso envolve a verificação de que os documentos de design, como cálculos de balanço e layouts de filtros HEPA, refletem as necessidades operacionais reais. Cada elemento de design deve atender a critérios de aceitação rigorosos, muitas vezes baseados em padrões ISO 14644 ou requisitos definidos pelo usuário [7].
Qualificação de Instalação (IQ)
A Qualificação de Instalação (IQ) foca em verificar a condição "conforme construído" da sala limpa em seu estado inativo. Esta fase confirma que os difusores, retornos e barreiras correspondem às especificações de design. Também verifica se os monitores de pressão e medidores estão corretamente calibrados e totalmente operacionais.Documentação detalhada, incluindo registros de calibração e locais de teste mapeados, é crítica para esta etapa [7][8].
Qualificação Operacional (OQ)
Qualificação Operacional (OQ) testa a sala limpa em seu estado "em repouso" - após a instalação, mas antes do início da produção. Esta fase garante que os sistemas estão funcionando conforme o esperado, documentando pontos de ajuste mecânicos estáveis e tendências de pressão consistentes. Se ocorrerem mudanças significativas, como a realocação de equipamentos ou modificação do fluxo de ar, é necessário reteste direcionado para manter o equilíbrio [7][8]. Uma vez que os sistemas são confirmados para operar corretamente, a instalação está pronta para validação de desempenho em condições ativas.
Qualificação de Desempenho (PQ)
A etapa final, Qualificação de Desempenho (PQ), valida o desempenho da sala limpa durante condições reais de produção.Esta fase avalia se a instalação atende às metas de desempenho enquanto está em uso para a produção de carne cultivada. As principais avaliações incluem contagem de partículas durante a ocupação, visualização do fluxo de ar (como estudos de fumaça) em áreas críticas e testes de recuperação para medir a rapidez com que a sala retorna à limpeza necessária após uma perturbação. Antes de iniciar o PQ, certifique-se de que os pontos de ajuste mecânicos estão estáveis, gerenciados via bioprocess control software, locais críticos de amostragem são identificados, e os registros de limpeza confirmam condições validadas [7].
Para instalações de carne cultivada, é altamente recomendável o uso de agências de validação independentes de terceiros. Esta verificação imparcial tem mais peso com reguladores e auditores. A Allied Cleanrooms enfatiza:
"Reguladores e auditores dão mais peso aos resultados que vêm de uma parte externa sem interesse no resultado" [8].
Essa abordagem independente é especialmente crucial para instalações que buscam uma concessão de inspeção do USDA, que exige a conclusão bem-sucedida da consulta pré-mercado do FDA [5] [6].
Protocolos de Teste Requeridos para Validação de Sala Limpa
Uma vez que a Qualificação de Design (DQ), Qualificação de Instalação (IQ), Qualificação Operacional (OQ) e Qualificação de Desempenho (PQ) estejam completas, o próximo passo é uma série completa de testes para verificar o desempenho da sala limpa. Esses testes garantem que a sala limpa esteja em conformidade com sua classificação ISO e seja adequada para a produção de carne cultivada. Abaixo está uma visão geral dos principais protocolos de teste.
Testes de Contagem de Partículas no Ar
Este teste mede o número de partículas no ar para confirmar que a sala limpa adere à sua classificação ISO.Por exemplo, uma sala limpa ISO 5 não deve exceder 3.520 partículas de 0,5 µm ou maiores por metro cúbico. Os testes envolvem o uso de contadores de partículas calibrados em pontos de amostragem designados, tanto nas condições "em repouso" quanto "em operação". De acordo com a ISO 14644-2, os testes de concentração de partículas devem ser realizados a cada seis meses para classificações ISO 5 e mais rigorosas, e anualmente para ISO 6 e superiores [8].
Testes de Integridade de Filtros HEPA
Esses testes garantem que os filtros de Ar Particulado de Alta Eficiência (HEPA) estejam funcionando corretamente, sem vazamentos ou defeitos. Enquanto os testes de contagem de partículas avaliam a limpeza geral da sala, os testes de integridade se concentram nos próprios filtros. Quaisquer alterações significativas, como substituições de filtros ou modificações na sala, exigem retestes imediatos.Muitas instalações optam por agências terceirizadas para realizar esses testes, pois a verificação independente é frequentemente muito valorizada pelos reguladores [8].
Medições de Velocidade e Volume do Fluxo de Ar
O fluxo de ar adequado é crítico para manter a limpeza. O fluxo de ar em salas limpas unidirecionais deve normalmente estar entre 0,45 m/s ±20% (entre 0,36 e 0,54 m/s). As medições são geralmente feitas na altura de trabalho - onde operações sensíveis, como a inoculação de biorreatores, ocorrem dentro de sistemas de biorreatores escaláveis - ou de 150 a 300 mm da face do filtro. A norma ISO 14644-3:2005 estabelece que o número de pontos de amostragem deve ser igual à raiz quadrada de 10 vezes a área da sala (em metros quadrados), com um mínimo de quatro leituras e pelo menos um ponto por filtro. Estudos de fumaça ou mapeamento de visualização de fluxo de ar podem verificar ainda mais o fluxo de ar unidirecional e detectar áreas de ar estagnado, conhecidas como "regiões de esteira" [9] .
Verificações de Diferença de Pressão
Manter diferenças de pressão adequadas entre as zonas da sala limpa é essencial para prevenir a contaminação. Zonas mais limpas devem manter pressão positiva em relação a áreas adjacentes, menos limpas. Manômetros e sensores calibrados são usados para documentar e garantir diferenças de pressão estáveis.
Verificação de Temperatura e Umidade
Os níveis de temperatura e umidade da sala limpa devem ser cuidadosamente controlados para apoiar a produção de carne cultivada. Essas condições influenciam a qualidade do produto, bem como o desempenho dos filtros HEPA e outros sistemas. O monitoramento contínuo ajuda a garantir que esses parâmetros permaneçam dentro dos pontos de ajuste exigidos durante os ciclos de produção.
Monitoramento Contínuo e Revalidação
A validação não para uma vez que os sistemas estão em funcionamento. O monitoramento contínuo e a revalidação periódica são essenciais para combater os efeitos do desgaste dos filtros, degradação do sistema HVAC e mudanças no processo. Após alcançar a conformidade inicial através de DQ, IQ, OQ e PQ, manter o desempenho durante a produção ativa requer supervisão contínua.
Programas de Monitoramento Ambiental
Um programa robusto de monitoramento ambiental acompanha a contagem de partículas no ar, contaminação microbiana, temperatura, umidade e diferenciais de pressão de acordo com um cronograma definido. Para zonas de Grau A, o monitoramento deve ser contínuo, enquanto as zonas de Grau B requerem verificações a cada 15–30 minutos. As zonas de Grau C e D podem ser monitoradas por hora ou por turno, com base em avaliações de risco [3][4].
O monitoramento microbiano combina amostragem ativa de ar com placas de sedimentação. De acordo com as diretrizes de GMP do Reino Unido, as placas de sedimentação devem ser testadas pelo menos semanalmente, enquanto as contagens de partículas não viáveis devem ser realizadas diariamente. A frequência de monitoramento deve aumentar após atividades de manutenção [3][4]. Todos os dados devem ser registrados em tempo real, com limites de alerta definidos. Por exemplo, uma zona de Grau A pode definir um limite de ação de 1 UFC/m³ para partículas viáveis [1][2]. Analisar tendências nesses dados pode ajudar a identificar problemas potenciais precocemente.
Ferramentas avançadas como contadores de partículas a laser remotos, amostradores de ar ativos e registradores de dados com alertas em tempo real garantem monitoramento contínuo.Redes de sensores sem fio fornecem supervisão 24/7 através de painéis, reduzindo a dependência de verificações manuais [2][10]. Para manter a precisão, os sensores devem passar por manutenção preventiva a cada seis meses.
Agendamento de Revalidação
A revalidação garante que o desempenho da sala limpa permaneça dentro das especificações exigidas, mesmo à medida que os equipamentos envelhecem, os processos evoluem ou os requisitos regulatórios mudam. Os gatilhos para revalidação incluem mudanças significativas, como a instalação de novos biorreatores, atualização de sistemas HVAC ou alteração de layouts de instalações. Para instalações de carne cultivada, mudanças de processo - como modificações na formulação de mídia - também devem ser consideradas para gerenciar riscos de contaminação [1] [3].
Os parâmetros críticos devem ser revalidados anualmente, com verificações semestrais e revalidação imediata após mudanças significativas. De acordo com as diretrizes de GMP da MHRA, salas limpas de alto risco para carne cultivada devem revalidar sua Qualificação de Desempenho (PQ) a cada 12 meses, cobrindo todos os elementos de IQ, OQ e PQ. Após atualizações de HVAC, o reteste deve ocorrer dentro de 30 dias [4][10] . Os cronogramas de manutenção preventiva também devem estar alinhados com as auditorias de GMP [2][3].
Para necessidades contínuas de validação,
Padrões de Conformidade para Salas Limpas de Carne Cultivada
Após abordar protocolos de validação e teste, o obstáculo final para produção de carne cultivada é atender aos padrões de conformidade para garantir a aprovação regulatória. As salas limpas utilizadas neste processo devem aderir ao ISO 14644 para limites de partículas e métodos de teste, juntamente com as diretrizes de Boas Práticas de Fabricação (GMP) para controle de contaminação e validação. Seguindo essas estruturas, os fabricantes podem garantir que suas instalações atendam às rigorosas exigências regulatórias. Vamos detalhar o papel de cada padrão na conformidade de salas limpas.
ISO 14644 Normas para Classificação de Salas Limpas
ISO 14644 descreve classificações de salas limpas com base na concentração de partículas no ar. Mede partículas de tamanho ≥ 0,5 μm por metro cúbico, com classes variando de ISO 1 (a mais limpa) a ISO 9. Para a produção de carne cultivada, as classificações mais relevantes são ISO 5 a ISO 8, que correspondem aos Graus A a D das BPF. Essas normas focam em condições "em repouso" - quando a sala limpa está totalmente montada, mas desocupada.
Embora a ISO 14644 estabeleça a base para a classificação de salas limpas, ela não cobre a validação durante operações ativas nem exige monitoramento microbiano. É aqui que as diretrizes das BPF entram em ação, adicionando uma camada extra de conformidade para instalações de carne cultivada.
Requisitos de GMP para Carne Cultivada
Ao contrário dos padrões ISO, a GMP exige validação para os estados "em repouso" (desocupado) e "em operação" (ocupado). Por exemplo, uma sala limpa de Grau B permite até 3.520 partículas ≥ 0,5 μm/m³ quando em repouso, mas isso aumenta para 352.000 partículas durante a operação [12].
A GMP emprega uma Estratégia de Controle de Contaminação (CCS), orientada pela Gestão de Risco de Qualidade (QRM), para identificar e minimizar os riscos de contaminação. As diretrizes também especificam requisitos estruturais e de superfície para evitar o acúmulo de partículas e permitir uma limpeza eficaz. As superfícies devem ser lisas, impermeáveis e duráveis, enquanto portas deslizantes são desencorajadas devido às dificuldades de limpeza. Além disso, pias e ralos são proibidos em áreas de Grau A e B para evitar reservatórios microbianos.
Como os humanos são responsáveis por 75–80% das partículas detectadas durante inspeções em salas limpas [11], as GMPs impõem protocolos rigorosos de vestimenta e limitam o acesso de pessoal durante fases críticas de Qualificação de Desempenho (PQ).
Para produtos que exigem manuseio estéril, a validação GMP inclui simulações de processos assépticos (preenchimentos de mídia) para confirmar que o processo de produção pode prevenir a contaminação microbiana. O monitoramento ambiental é outro aspecto crítico, cobrindo tanto partículas não viáveis quanto microrganismos viáveis. As zonas de Grau A requerem monitoramento contínuo, enquanto áreas de grau inferior passam por verificações frequentes para manter a conformidade.
Usando Cellbase para Recursos de Validação de Salas Limpas
Obter equipamentos de validação de salas limpas para instalações de carne cultivada pode ser um processo complicado, principalmente devido às ferramentas de monitoramento especializadas necessárias para atender aos padrões ISO 14644 e GMP. Plataformas gerais de fornecimento de laboratórios muitas vezes não estocam esses itens de nicho, deixando as equipes de compras para montar soluções a partir de redes de fornecedores fragmentadas. Apresentamos
Acesso a Equipamentos e Materiais Verificados
Por exemplo, uma startup que reduziu com sucesso seu cronograma de validação ao adquirir através de
Procurement Simplificado para Necessidades de Validação
Além de oferecer equipamentos verificados,
Os gerentes de compras relataram um reabastecimento mais rápido de ferramentas essenciais de monitoramento, incluindo contadores de partículas em tempo real e registradores de dados, que são fundamentais para manter programas eficazes de monitoramento ambiental e agendar revalidações de acordo com as diretrizes GMP [18]. Além disso,
Conclusão
A validação de salas limpas na produção de carne cultivada é um processo meticuloso projetado para garantir que as instalações atendam aos limites de partículas ISO 14644 e aos padrões GMP antes que as operações do biorreator possam começar. Os dados falam por si: salas limpas validadas consistentemente alcançam uma taxa de garantia de esterilidade de 99,99%, com instalações em conformidade com ISO 14644 relatando taxas de contaminação abaixo de 1%.Em contraste, ambientes não validados enfrentam taxas de contaminação de até 15% - uma diferença marcante que destaca a importância da validação adequada[13][14] .
No entanto, o trabalho não para após a validação inicial. Manter o desempenho da sala limpa é igualmente importante. De acordo com especialistas do Instituto de Tecnologia de Salas Limpas, a validação inadequada é responsável por 40% das não conformidades de GMP na biofarmacêutica. Para carne cultivada, isso representa um risco sério, pois mesmo um único evento de contaminação pode comprometer lotes de produção no valor de dezenas de milhares de libras, destacando a necessidade de uma camada de aquisição confiável para garantir insumos de alta qualidade[13][14].
Perguntas Frequentes
Qual é a diferença entre qualificação e validação em uma sala limpa?
Qualificação e validação desempenham papéis diferentes, mas igualmente importantes na manutenção da conformidade da sala limpa.
Qualificação é sobre garantir que a sala limpa e seus sistemas estejam devidamente instalados e funcionem conforme o esperado. Este processo envolve várias etapas, incluindo Qualificação de Projeto (DQ), Qualificação de Instalação (IQ), e Qualificação Operacional (OQ). Cada etapa confirma que a sala limpa atende às suas especificações de projeto e opera de forma eficaz.
Validação , por outro lado, foca na capacidade da sala limpa de fornecer consistentemente o ambiente necessário durante a produção real. Trata-se de garantir confiabilidade a longo prazo, segurança e conformidade com os padrões regulatórios.
Como escolher a classe ISO/categoria GMP correta para áreas de carne cultivada?
Ao escolher a classe ISO ou categoria GMP correta para a produção de carne cultivada, tudo se resume à etapa específica de produção e aos riscos de contaminação associados.
- Classe ISO 5: Mais adequada para estágios iniciais de cultivo, onde manter a esterilidade é crucial.
- Classe ISO 6: Ideal para operações de biorreatores, equilibrando limpeza com praticidade.
- Classe ISO 8: Adequada para processos de colheita e transferência, onde os riscos de contaminação são menores.
Manter padrões de limpeza mais elevados é essencial em áreas onde a esterilidade não pode ser comprometida. Além disso, controles ambientais adequados são indispensáveis para atender aos requisitos regulatórios.
Quais mudanças exigem revalidação imediata da sala limpa?
Quando ocorrem mudanças significativas - como alterações no layout da sala limpa, adição de novos equipamentos ou atualizações nos controles ambientais que possam influenciar a esterilidade ou conformidade - a revalidação imediata se torna necessária. Tais mudanças podem afetar condições críticas, portanto, a revalidação garante que tudo continue a atender aos requisitos regulatórios.









