

Se você operar um biorreator de células de mamíferos por até 28 dias, um design de alarme fraco pode custar o lote. Neste caso, eu resumiria o artigo em um ponto: vincular sinais de alarme à fase do lote, status CIP/SIP e uma única visualização de dados deu ao site um controle mais rigoroso de pH, DO, temperatura e pressão, reduziu verificações manuais e encurtou a revisão de QA através de liberação por exceção.
Para engenheiros de bioprocessos, cientistas de cultura celular e equipes de P&D de carne cultivada, a mensagem é simples. Alarmes pontuais por si só não eram suficientes. O site tinha uma configuração de fornecedores mistos, dados isolados e nenhuma visualização central de histórico. Após uma camada de dados adicional mapear 100+ tags PLC/HMI, os operadores puderam revisar tendências ao vivo, responder com mais contexto e manter um histórico de auditoria mais limpo sem alterar o equipamento validado.
O que mais mudou:
- A lógica de alarme foi movida de pontos fixos para regras baseadas em contexto
- A fase do lote e o status CIP/SIP foram registrados com cada evento
- Um conjunto completo de 28 dias estabeleceu a linha de base antes do lançamento
- A revisão de tendências remota reduziu a necessidade de verificações no local
- O QA passou menos tempo na revisão manual de registros
- A mesma camada de dados agora suporta trabalhos posteriores de sensores suaves
Uma segunda conclusão é igualmente importante: alarmes de limite e detecção multivariada têm funções diferentes. Os limites são a primeira camada para limites críticos de viabilidade. Métodos multivariados vêm depois, uma vez que você tenha um histórico de lotes limpo e execuções suficientes para suportar a construção de modelos.
| Área | Antes | Depois |
|---|---|---|
| Visibilidade de dados | Dividido entre controles | Uma camada de revisão |
| Significado do alarme | Alarmes de ponto isolado | Contexto ligado ao estado do processo |
| Resposta do operador | Mais lenta, menos clara | Revisão de eventos mais direta |
| Revisão de QA | Manual e demorado | Liberado por exceção |
| Impacto na validação | Mudanças na planta adicionariam trabalho | Camada adicional evitou isso |
Se eu tivesse que tirar uma lição deste caso, seria esta: classifique a prioridade dos alarmes cedo, mantenha tags críticas para a viabilidade separadas do ruído utilitário e envolva o QA na filosofia de alarmes desde o primeiro dia.
Configuração básica da instalação e problemas de alarme pré-atualização
Configuração do biorreator, sensores e arquitetura de controle
Esses riscos expuseram um segundo problema: a camada de controle da planta não conseguia mostrar tudo em um só lugar.A planta piloto estava operando com uma pilha de automação de fornecedores mistos. Sua hierarquia de controle usava um PLC Siemens e software HMI proprietário, enquanto o conjunto de sensores cobria temperatura, pH, oxigênio dissolvido (DO), pressão e taxas de fluxo de gás. Como parte da atualização, a equipe mapeou mais de 100 tags de PLC e HMI para construir uma visão única em tempo real [1].
Problemas observados: resposta atrasada e fraca priorização
O principal problema não era um ativo falho. Era a baixa visibilidade. O crescimento do lote havia avançado além do que a camada de controle de fornecedores mistos podia mostrar claramente [1].
Os dados estavam em silos separados, o que significava que não havia uma visão única de lote. E sem um historiador central, os engenheiros não tinham dashboards ao vivo e dados de tendência de lote. Isso tornava a revisão de desvios mais lenta e prolongava as decisões de liberação de lote. O QA também tinha que depender de revisão manual, o que atrasava ainda mais as decisões e aumentava o tempo de retenção de inventário [1].
Essas lacunas de visibilidade configuraram o redesenho do alarme na próxima etapa.
sbb-itb-ffee270
Redesenho e implementação do sistema de alarme
Filosofia de alarme para sinais de pH, oxigênio dissolvido, temperatura, pressão e contaminação
A equipe reconstruiu a estrutura de alarme para corrigir dois problemas comuns no chão de fábrica: visibilidade fragmentada e resposta lenta. Em vez de depender de alarmes de ponto simples isoladamente, eles passaram para lógica de alarme baseada em contexto. pH, oxigênio dissolvido (DO), temperatura, pressão e fluxo de gás foram definidos como as principais entradas de alarme, enquanto a fase do lote e o status CIP/SIP foram registrados com cada alarme [1].
Isso importa na prática. Um alarme de DO baixo durante uma mudança de aeração não significa a mesma coisa que um alarme de DO baixo durante outra fase do lote. Ao vincular sinais de processo ao contexto operacional, o sistema de alarme deu aos operadores uma leitura mais clara do que estava acontecendo e quando era necessário agir [1]. Essa filosofia de alarme então moldou o trabalho de integração que veio a seguir.
Integração de sistema, sensores virtuais e fluxos de trabalho do operador
A implementação se concentrou em reunir dados de controle existentes em uma única camada de revisão. Para isso, a equipe adicionou uma camada de dados adicional que mapeou mais de 100 tags de PLC e HMI, sem revalidar o equipamento [1]. Essa escolha manteve a implementação leve enquanto ainda captava os sinais necessários para a revisão de alarmes e análise em lote.
Um ciclo completo de 28 dias foi usado para definir a linha de base para revisão [1]. Os operadores foram então treinados, e o sistema entrou em operação em menos de uma semana [1]. Usuários autorizados podiam acessar tendências ao vivo e relatórios de lote remotamente [1], o que facilitou a revisão de eventos sem esperar por extrações manuais de dados ou acesso local ao HMI.
A mesma camada de dados também preparou o sistema para o uso futuro de sensores virtuais [1]. Em outras palavras, fez mais do que suportar o manuseio de alarmes; criou um caminho para a visibilidade do processo baseada em modelos no futuro. Isso deu à equipe uma base estável para medir o efeito da nova estrutura de alarmes [1].
Resultados: impacto medido após a implantação
Métricas de desempenho antes e depois
Após a implantação, pH, oxigênio dissolvido, temperatura e pressão permaneceram dentro de limites mais restritos durante um ciclo de produção completo de 28 dias [1]. As intervenções manuais diminuíram, e engenheiros autorizados puderam usar VPN para revisar tendências ao vivo e dados de lotes fora do local [1].
As principais mudanças pós-implantação foram:
| Métrica | Antes da Atualização | Após a Atualização | Comentário Operacional |
|---|---|---|---|
| Controle de parâmetros críticos | Visibilidade limitada entre controles separados | Controle mais rigoroso de pH, oxigênio dissolvido, temperatura e pressão | Melhor visibilidade ao longo do ciclo de lote |
| Intervenções manuais | Verificações manuais durante as execuções | Menos intervenções necessárias | Monitoramento remoto reduziu a necessidade de presença no local[1] |
| Tempo de revisão de QA | Revisão manual demorada | Reduzido por meio de liberação por exceção | QA focado em lotes com desvios confirmados [1] |
Efeitos na carga de trabalho do operador, registros de qualidade e prontidão para auditoria
O protocolo de liberação por exceção foi especialmente útil para as equipes de QA.Em vez de revisar cada ponto de dados de um período de 28 dias, os engenheiros só precisavam analisar lotes onde os parâmetros saíram dos limites predefinidos [1]. Isso desloca o esforço da verificação rotineira para as reais desvios.
A coleta automatizada de dados substituiu o registro manual para registros de lotes que cobrem parâmetros críticos como pH, temperatura e oxigênio dissolvido [1]. Na prática, isso significou menos registros inseridos manualmente e um rastro de dados mais limpo.
A abordagem de adição também preservou o status de validação do equipamento. O site não precisou re-arquitetar a rede da planta ou modificar os sistemas de produção comerciais prontos para uso [1].
Esses ganhos vieram de um contexto de alarme mais rigoroso, revisão de desvios mais rápida e um registro de lote mais limpo.
Lições principais e conclusão
Alarmes de Limite vs. Detecção Multivariada em Biorreatores de Carne Cultivada
O que este caso sugere para ampliação e implantações futuras
Com base no redesenho do alarme acima, a principal conclusão é direta: a estratégia de alarme precisa fazer parte do design do processo desde o início.
A equipe identificou as tags mais críticas desde cedo e separou as variáveis críticas para viabilidade - pH, oxigênio dissolvido, temperatura e pressão - dos sinais de utilidade de menor prioridade.
Essa classificação inicial importa mais do que pode parecer. Se cada sinal for tratado como urgente, os operadores param de confiar no sistema. Mas quando a camada de alarme reflete o risco real do processo, as pessoas podem agir mais rápido e com mais confiança.
A contribuição do desenvolvimento de processos, engenharia e QA ajudou a equipe a tomar decisões mais rapidamente e tornou mais fácil dar suporte ao lançamento por exceção. Para equipes que estão se movendo de piloto para escala pré-comercial, isso aponta para uma prioridade clara: envolver o QA nas discussões sobre a filosofia de alarmes desde o início e garantir que os procedimentos de resposta sejam verificados em todos os turnos.
A mesma camada de dados também pode suportar alimentação automatizada, controle adaptativo e amostragem automática posteriormente. Em termos simples, ela estabelece a espinha dorsal de controle para uma fábrica mais automatizada.
A racionalização de alarmes, então, é melhor vista como a camada base para uma produção de carne cultivada, mais automatizada, não o ponto final.
Alarmes de limiar versus detecção multivariada: uma comparação
Os alarmes de limiar são a primeira linha de defesa em biorreatores de carne cultivada. Eles são simples de configurar, fáceis de interpretar e diretos para validar.O problema é o contexto: um limite fixo informa quando uma variável ultrapassou um limite, mas não diz o que isso significa para uma determinada fase do processo.
É por isso que os alarmes de limite devem estar na camada base, com a detecção multivariada adicionada posteriormente.
A detecção multivariada lida com essa lacuna, mas vem com um nível mais alto. Ela precisa de bons dados históricos de vários lotes, além de expertise em análises especializadas para construir e manter os modelos. Começa a fazer mais sentido à medida que as operações crescem e a otimização do processo passa a ser mais importante para o rendimento e a consistência.
| Recurso | Alarmes de Limite | Detecção Multivariada |
|---|---|---|
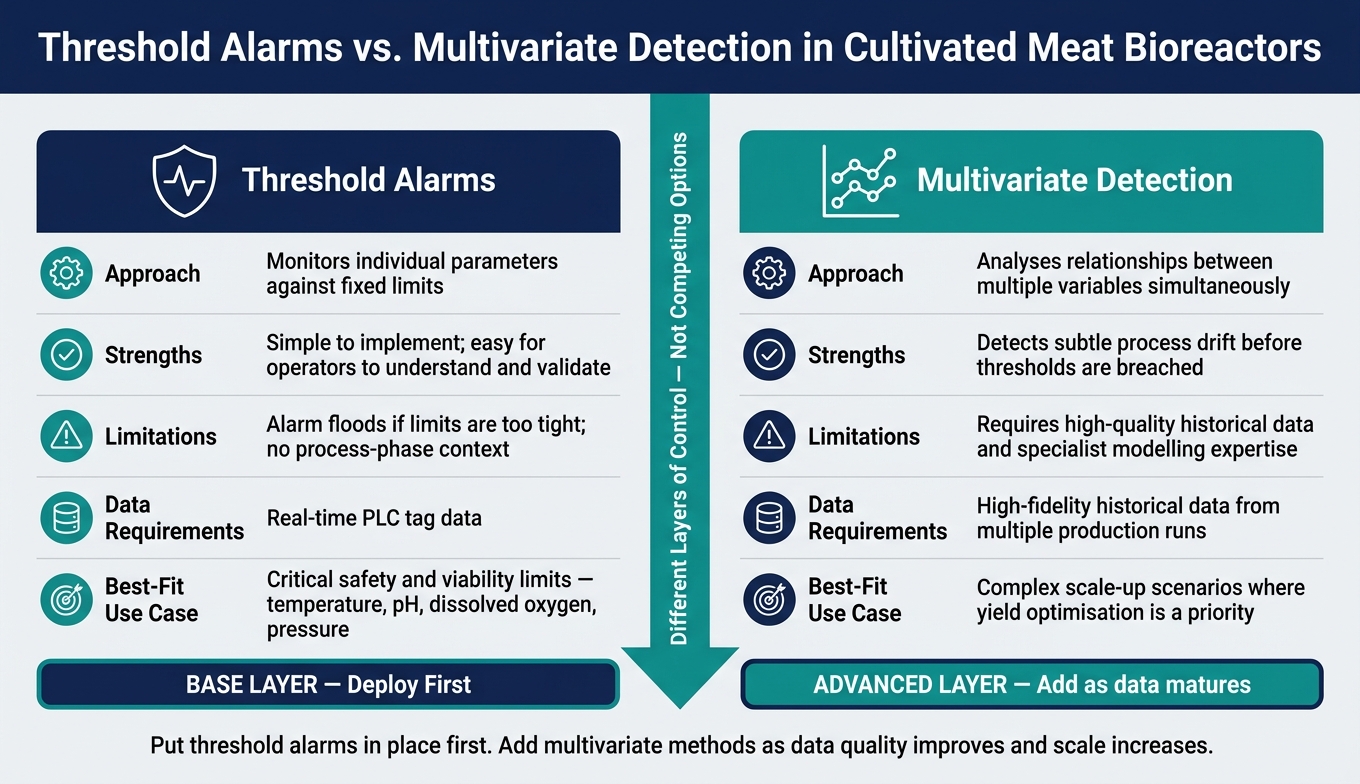
| Abordagem | Monitora parâmetros individuais contra limites fixos | Analisa relações entre múltiplas variáveis simultaneamente |
| Forças | Simples de implementar; fácil para operadores entenderem e validarem | Detecta desvios sutis no processo antes que os limites sejam ultrapassados |
| Limitações | Inundações de alarmes se os limites forem muito apertados; sem contexto de fase de processo | Requer dados históricos de alta qualidade e expertise em modelagem especializada |
| Requisitos de dados | Dados de tags PLC em tempo real | Dados históricos de alta fidelidade de múltiplas execuções de produção |
| Melhor caso de uso | Limites críticos de segurança e viabilidade, como temperatura, pH, oxigênio dissolvido e pressão | Cenários complexos de aumento de escala onde a otimização de rendimento é uma prioridade |
O ponto prático é simples: alarmes básicos e análises avançadas são camadas diferentes de controle, não opções concorrentes.Coloque a camada de limiar em primeiro lugar. Em seguida, adicione métodos multivariados à medida que a qualidade dos dados melhora e a escala aumenta.
Perguntas Frequentes
Por que alarmes baseados em contexto são melhores do que limites de alarme fixos?
Limites de alarme fixos são estáticos. Na prática, eles geralmente monitoram um parâmetro de cada vez, o que significa que podem não detectar desvios lentos ou mudanças conectadas em oxigênio dissolvido, pH e temperatura que podem indicar contaminação precoce.
Sistemas baseados em contexto adotam uma abordagem diferente. Eles utilizam aprendizado de máquina e análise multivariada para ler padrões em vários parâmetros ao mesmo tempo, permitindo que as equipes recebam alertas mais precisos e antecipados antes que o lote seja comprometido.
Como a liberação por exceção ajuda as equipes de QA?
A liberação por exceção ajuda as equipes de QA a mudar de verificar conjuntos de dados inteiros para lidar apenas com pontos de dados que estão fora dos intervalos normais definidos.
Com o monitoramento automatizado de parâmetros críticos, o sistema alerta as equipes apenas quando ocorre uma desvio. Isso reduz o tempo de revisão, apoia a conformidade regulatória e ajuda a manter a consistência de lote para lote sem amostragem manual constante.
Quando um site deve adicionar detecção multivariada?
Um site deve migrar para a detecção multivariada quando métodos univariados, como limiares de desvio padrão simples, deixam de captar as mudanças complexas e dependentes do tempo que podem indicar contaminação precoce.
À medida que a produção escala, sistemas univariados podem não detectar desvios lentos e efeitos cruzados entre variáveis de processo. Métodos multivariados são mais adequados para esses casos porque avaliam oxigênio dissolvido, pressão, pH e temperatura juntos, em vez de tratar cada sinal isoladamente.









