

Se você aumentar a cultura de células animais de volume piloto para comercial sem resolver primeiro a transferência de massa, controle de resíduos, esterilidade e tempo de atividade, seu custo por quilograma pode aumentar, não diminuir.
Para engenheiros de bioprocessos e equipes de carne cultivada, o problema de custo é simples: biorreatores maiores são mais difíceis de oxigenar, resfriar, misturar e manter estéreis, enquanto as células animais permanecem sensíveis ao cisalhamento e de crescimento lento. Na prática, isso significa mais gastos com meios de cultura, sistemas de aço inoxidável, sensores, utilidades, mão de obra e lotes falhos. O artigo também aponta para limites biológicos difíceis, incluindo inibição de amônia em 2–10 mM, perdas de lotes em 20 m³ vasos que podem eliminar 2–3 toneladas de produto, e a diferença entre cerca de 7,0 g/L e 110 g/L dependendo do desempenho das células e da configuração do processo.
Aqui está a versão curta:
- Vasos maiores não garantem menor custo unitário
- A transferência de oxigênio e a remoção de CO₂ ficam mais difíceis à medida que o volume cresce
- O acúmulo de amônia e lactato pode reduzir a produção antes que a capacidade do vaso seja utilizada
- Tempos de duplicação lentos aumentam a exposição à contaminação, tempo de inatividade e desvio
- Plantas comerciais precisam de mais do que um vaso: CIP/SIP, tubulação asséptica, aço inoxidável 316L, sondas, resfriamento, fornecimento de oxigênio, vapor, água e HVAC
- Perfusão e controle mais rigoroso podem aumentar a produção por m³ instalado , mas também adicionam carga de hardware e controle
- TEA deve refletir os limites da planta desde o início, ou os planos de capex podem se afastar do que a biologia pode suportar
- A aquisição só funciona quando segue dados de processo, não apenas o volume previsto
Vejo o ponto principal assim: a ampliação não é um exercício de multiplicação.É uma redefinição de custo e risco. Se a janela de processo for fraca em escala piloto, um reator maior apenas torna a fraqueza mais cara.
Desafios de ampliação em biorreatores
sbb-itb-ffee270
Por que os custos de biorreatores aumentam em escala comercial
Esses limites empurram as plantas para equipamentos mais complexos, controle de processo mais rigoroso e custos operacionais mais altos. A razão é bastante simples: vasos grandes são mais difíceis de misturar, resfriar e manter estéreis.
Equilibrando transferência de massa, mistura, cisalhamento e remoção de calor em volumes maiores
Em volumes de trabalho maiores, os operadores têm menos espaço para manobrar. A agitação deve permanecer suave o suficiente para evitar danos às células. Aeração também precisa ser baixa para reduzir danos por bolhas, e isso coloca a transferência de oxigênio sob pressão mais rigorosa [1].
Essa troca aparece rapidamente na operação do dia a dia.Se você reduzir a mistura e o fluxo de gás para proteger as células, o fornecimento de oxigênio se torna mais difícil. Além disso, a remoção de CO2 pode se tornar um limite prático na densidade celular, o que significa que uma capacidade extra de manuseio de gás é frequentemente necessária [1]. Se esse limite for ultrapassado, o crescimento diminui. Mesmo permanecendo dentro do limite, ainda pode ser necessário adicionar sistemas de enriquecimento de oxigênio e separação de gases.
A remoção de calor se torna mais difícil à medida que o volume do reator aumenta. Em muitos casos, isso significa adicionar serpentinas de resfriamento internas ou trocadores de calor externos [1]. Nada disso permanece confinado apenas ao próprio vaso. Isso afeta diretamente o uso de meios, a especificação de equipamentos e os custos gerais da planta.
O controle de contaminação e a consistência do processo exigem mais infraestrutura
Grandes lotes não apenas produzem mais produto. Eles também tornam cada falha muito mais cara.Um evento de contaminação em um biorreator de 20 m³ pode eliminar 2–3 toneladas de produto, juntamente com todos os componentes de mídia caros nesse lote [1].
Esse risco gera um maior ônus de infraestrutura. Sistemas comerciais precisam de aço inoxidável compatível com ASME BPE, tubulação asséptica, vedações estéreis e CIP/SIP automatizado [1]. O monitoramento de processos também precisa ser muito mais rigoroso. Oxigênio dissolvido, pH, amônia e lactato precisam de atenção cuidadosa, pois gradientes que podem ser gerenciáveis em um pequeno recipiente podem desencadear mudanças metabólicas em escala comercial [1] [3].
Como a escala amplifica o tempo de inatividade, falha de lote e exposição à manutenção
Crescimento lento altera a economia do tempo de inatividade. Se a produção leva tempo, qualquer interrupção consome uma grande parte da janela do lote [1]. Em escala comercial, um dia perdido não é um pequeno contratempo operacional. Significa perda de produção enquanto os custos fixos continuam a acumular.
A confiabilidade dos sensores também passa de "útil" para economicamente crítica. O feedback automatizado para pH e oxigênio dissolvido não está lá apenas para facilitar a operação do sistema. É parte de como os operadores identificam o acúmulo inibitório antes que um lote tenha que ser abandonado. Uma vez que a amônia ou o CO2 atingem níveis inibitórios, terminar o lote pode custar menos do que manter uma cultura que já desacelerou [1].
A manutenção adiciona outro encargo fixo. Sistemas maiores, críticos para esterilidade, precisam de mais manutenção preventiva e mais trabalho de validação, o que aumenta ainda mais os custos [1].
Essas restrições alimentam diretamente um maior opex e um design de planta mais complexo. Na prática, elas aparecem nos principais grupos de custos: mídia, equipamentos, utilidades e mão de obra.
Os principais fatores de custo nas operações de biorreatores comerciais
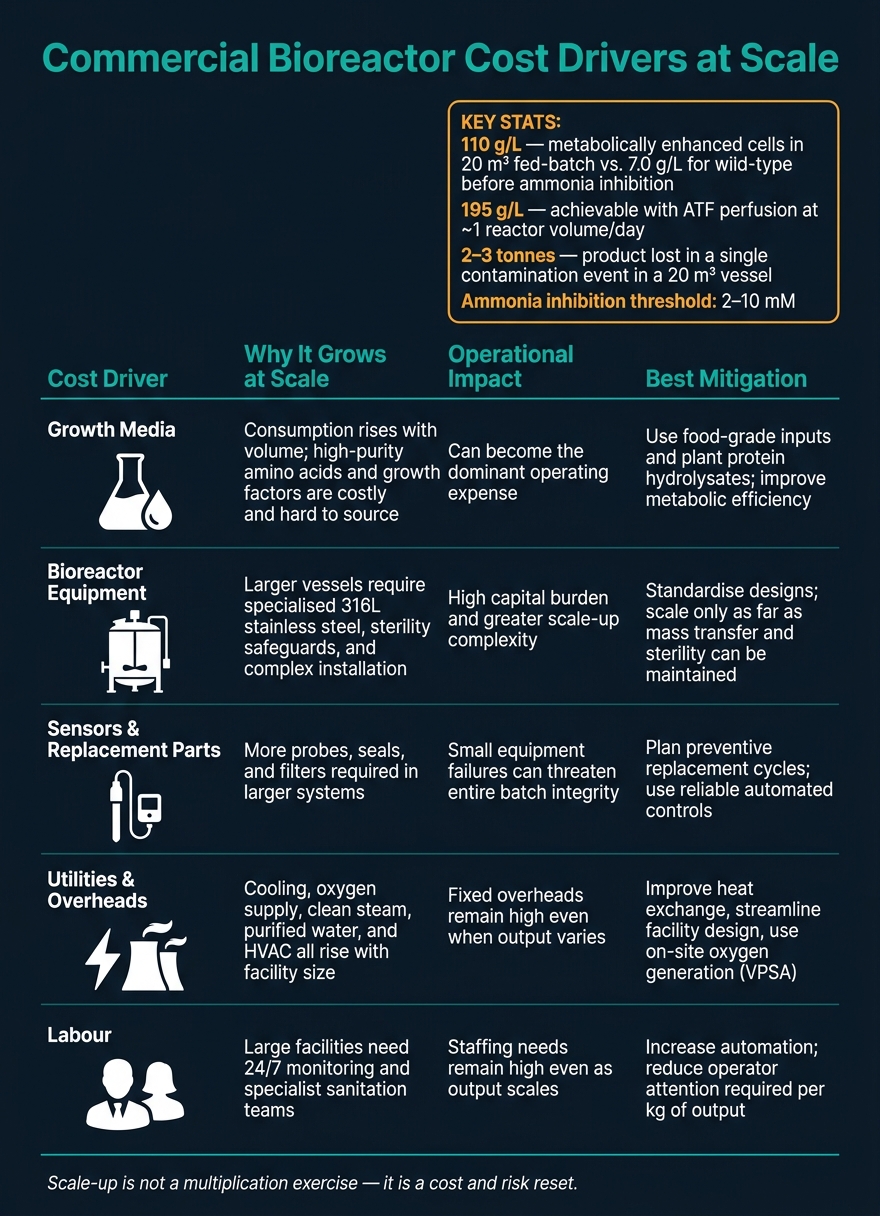
Fatores de Custo de Biorreatores Comerciais: Desafios de Escalonamento & Mitigações
Em escala comercial, os custos geralmente se dividem em três categorias amplas: mídia, equipamentos e operações diárias.
Mídia de crescimento e insumos críticos
A mídia é frequentemente onde a pressão de custo aparece primeiro. A glicose geralmente é gerenciável em termos de custo, mas os aminoácidos e fatores de crescimento são outra história. É por isso que muitas equipes consideram insumos de qualidade alimentar e hidrolisados de proteínas vegetais para substituir parte da pilha de componentes de alta pureza.
Mas isso não é uma troca direta. A composição do hidrolisado pode variar de lote para lote, e a enzima usada durante o processamento adiciona mais uma variável para gerenciar no chão de fábrica.Mesmo com essas concessões, a direção é bastante clara: a obtenção a granel de qualidade alimentar é um requisito prático se a produção comercial for o objetivo.
A inibição metabólica torna o cenário mais difícil. À medida que a densidade celular aumenta, amônia e lactato se acumulam. Quando isso acontece, a produção pode cair antes mesmo de o recipiente estar totalmente utilizado. A filtração por perfusão pode ajudar removendo esses inibidores de forma contínua, mas isso também significa mais hardware, mais pontos de controle e mais trabalho para operar bem o sistema.
Uma vez que as equipes compreendem os custos de entrada, os sistemas de equipamentos e instalações tendem a se tornar o próximo grande obstáculo em termos de custo.
Equipamento de biorreator, sensores e peças de reposição
O próprio recipiente é apenas uma parte da carga de capital. Em escala, tubulações, eletricidade, instrumentação e instalação muitas vezes custam mais do que as pessoas inicialmente esperam.Além disso, você ainda precisa de sistemas de aço inoxidável, eletropolimento e capacidade CIP/SIP para manter a esterilidade.
A seleção de sensores é ainda mais importante nesta fase. Se uma sonda de oxigênio dissolvido falhar, ou um sensor de pH começar a desviar durante uma execução de grande volume, você pode não perceber o problema até que a qualidade do lote já esteja comprometida. No pior dos casos, todo o lote está perdido. É por isso que sondas, selos e carcaças de filtro precisam de ciclos de substituição planejados em vez de consertos de última hora.
Despesas gerais da instalação, utilidades e operações intensivas em mão de obra
As utilidades escalam com a biologia. Células animais geram calor metabólico, então sistemas grandes precisam de uma forte capacidade de resfriamento. Locais de grande escala também frequentemente precisam de geração de oxigênio no local através de adsorção por oscilação de pressão a vácuo para suportar a demanda de sparging. Adicione vapor limpo para esterilização, sistemas de água purificada e HVAC de alta capacidade, e você acaba com custos fixos que permanecem altos mesmo quando um lote tem desempenho inferior.
O trabalho também é difícil de cortar, a menos que a automação faça mais do trabalho. Grandes instalações precisam de monitoramento 24/7, além de equipes especializadas para saneamento e colheita.
A tabela abaixo mostra como cada fator de custo muda em escala e onde o trabalho de mitigação geralmente tem o melhor retorno.
| Fator de custo | Por que cresce em escala | Impacto operacional típico | Abordagem de mitigação mais relevante |
|---|---|---|---|
| Meio de crescimento | O consumo aumenta com o volume de produção; aminoácidos de alta pureza e fatores de crescimento são difíceis de obter | Pode se tornar a despesa operacional dominante | Use insumos de qualidade alimentar e hidrolisados de proteínas vegetais sempre que possível; melhore a eficiência metabólica |
| Equipamento de biorreator | Vasos maiores precisam de aço inoxidável especializado, garantias de esterilidade e instalação mais complexa | Alto ônus de capital e maior complexidade de escala | Padronize os designs e escale apenas até onde a transferência de massa e a esterilidade possam ser mantidas |
| Sensores e peças de reposição | Mais sondas, selos e filtros são necessários em sistemas maiores | Falhas em pequenos equipamentos podem ameaçar a integridade do lote | Planeje ciclos de substituição preventiva e use controles automatizados confiáveis |
| Utilidades e despesas gerais | Resfriamento, fornecimento de oxigênio, vapor, água e HVAC aumentam com o tamanho da instalação | Despesas gerais fixas contínuas podem permanecer altas mesmo quando a produção varia | Melhore a troca de calor, otimize o design da instalação e use geração de oxigênio no local quando apropriado |
| Mão de obra | Instalações maiores precisam de monitoramento contínuo e saneamento especializado | As necessidades de pessoal permanecem altas mesmo com o aumento da produção | Aumente a automação e reduza a atenção do operador por quilograma de produção |
As equipes de compras podem usar
Como reduzir o custo do aumento de escala
Mudanças de engenharia que melhoram a produção por unidade de capacidade instalada
A maneira mais rápida de reduzir o opex é simples: obter mais produção da mesma capacidade instalada.
Em grandes biorreatores de tanque agitado, três alavancas são as mais importantes: densidade celular, perfusão e controle de processo. Linhas celulares metabolicamente aprimoradas podem alcançar 110 g/L em um biorreator de batelada alimentada de 20 m³, comparado com 7,0 g/L para células do tipo selvagem antes que a inibição por amônia comece a afetar [1].
A perfusão pode levar isso ainda mais longe. Usando dispositivos de retenção celular, como filtros de fluxo tangencial alternado (ATF), as densidades celulares em estado estacionário podem alcançar 195 g/L em cerca de um volume de reator por dia [1]. Isso muda a economia rapidamente, porque a pegada do vaso permanece a mesma enquanto a produção aumenta.
O controle de processo é igualmente importante. O controle de feedback de glicose e pH ajuda a limitar o acúmulo de lactato e amônia , o que estende a janela viável de cada execução de produção [1]. Em termos diretos, um vaso maior não corrigirá uma janela operacional fraca. Trave a janela operacional antes de se comprometer com um vaso maior.
Planejamento operacional para reduzir o tempo de inatividade e o risco de contaminação
Maior produção no papel significa pouco se o processo não puder ser executado de forma limpa de lote para lote.
Validação de CIP/SIP, tubulação asséptica, e calibração rotineira de sensores seguem as melhores práticas para a esterilidade do meio e ajudam a reduzir a perda de lotes. É aqui que a ampliação muitas vezes se torna dolorosamente prática. Um processo pode parecer bom no desenvolvimento, mas perder dinheiro em escala de planta devido a tempo de inatividade, eventos de contaminação ou desvio nas leituras dos sensores que consomem o tempo de execução.
Se a inibição por catabólitos se acumula durante uma execução e as taxas de crescimento caem, muitas vezes é mais barato parar o lote e reiniciar em uma taxa de crescimento não inibida do que manter uma execução em declínio [1]. Essa decisão depende de dados de processo em tempo real. Os operadores precisam de uma visão clara do que está acontecendo dentro do vaso, não uma visão atrasada ou parcial.
Disciplina de compras e acesso a fornecedores para equipamentos e materiais especializados
Uma vez que a janela de processo está definida, as compras precisam apoiá-la, não se antecipar a ela.
Um erro comum na ampliação de escala é construir em excesso antes que as suposições do processo sejam comprovadas.Uma análise tecnoeconômica antes da implantação completa ajuda a definir o rendimento de crescimento e a densidade que cada tamanho de reator pode suportar [2]. Isso permite que as equipes planejem a capacidade com base em dados de processos validados em vez de metas de produção esperadas.
Nesse ponto, a disciplina de fornecimento é importante. Use
O que um modelo de custo comercial viável requer
O papel da modelagem tecnoeconômica antes da implantação completa
Essas restrições operacionais só importam se o modelo de custo realmente as refletir. Em termos simples, um modelo de custo comercial é tão sólido quanto as suposições subjacentes a ele.Antes que qualquer equipe comprometa capital, é necessário testar as variáveis que impulsionam a economia unitária: intensidade da mídia, utilização do biorreator, demanda de utilidades, carga de manutenção e risco de contaminação.
É aí que entra a análise tecnoeconômica, ou TEA. A TEA deve avaliar os limites biológicos, a demanda de utilidades e o tempo de inatividade juntos. O objetivo é transformar essas restrições em decisões de investimento, e não deixá-las enterradas em notas de engenharia.
Os custos gerais da instalação devem estar no modelo desde o primeiro dia também. Manutenção, seguro e outros custos fixos aumentam rapidamente. O mesmo acontece com os custos de mão de obra, fatores de carga de capital e demanda de utilidades para resfriamento em altas densidades celulares. Se essas entradas não forem modeladas antes da construção, o caso de negócios quase sempre superestimará a produção e subestimará os custos gerais.
Uma vez que o modelo reflete a realidade da planta, a aquisição precisa corresponder a ele.
Principais conclusões para a tomada de decisões comerciais
Os principais fatores de custo são meios de crescimento, equipamentos, instalações e eficiência operacional - e a escala torna cada um mais difícil de gerenciar. Limites de engenharia em torno da transferência de oxigênio, remoção de CO₂ e mistura não desaparecem em volumes maiores. Eles ficam mais restritos. A infraestrutura de esterilidade, incluindo aço inoxidável 316L, eletropolimento e sistemas automatizados CIP/SIP, adiciona um custo de capital significativo [1].
A abordagem mais forte de controle de custos reúne três partes:
- otimização de processos e enfrentamento dos desafios de aumento de escala
- expansão cuidadosa da capacidade
- abastecimento confiável de insumos especializados
O aumento de escala funciona apenas quando o modelo corresponde à realidade do processo e a aquisição segue os dados do processo.
Perguntas Frequentes
Por que um biorreator maior nem sempre reduz o custo unitário?
Aumentar a escala pode introduzir novas ineficiências. Em biorreatores maiores, torna-se mais difícil manter um controle rigoroso sobre as condições do processo. Aeração ativa também pode ser necessária, o que pode aumentar o uso de energia e aumentar o risco de danos por estresse de cisalhamento.
Sistemas maiores também podem enfrentar problemas de mistura, limites de transferência de massa, variabilidade de lote para lote e maior risco de contaminação. Portanto, o custo unitário depende menos apenas da escala e mais dos custos de mídia, da fisiologia celular e do controle confiável do processo.
O que geralmente limita a produção primeiro em escala comercial?
Em escala comercial, a produção é geralmente limitada primeiro por até onde você pode escalar o processo de produção celular em massa. Células animais crescem mais lentamente do que células microbianas, então os volumes de produção iniciais podem atingir um teto mais cedo do que muitas equipes gostariam.
Sistemas em larga escala também enfrentam limites de transferência de massa. Na prática, aeração e agitação de gás devem ser equilibradas com cuidado. Se pressionar demais na transferência de oxigênio, aumenta o cisalhamento. Se recuar muito, as células podem não obter o que precisam. Esse equilíbrio é ainda mais importante com células animais delicadas, que são muito menos tolerantes ao estresse hidrodinâmico do que os microrganismos.
Quando o TEA deve guiar as decisões de escala?
O TEA deve guiar as decisões de escala quando as equipes projetam e constroem sistemas de biorreatores em larga escala, onde os custos são altos e a modelagem preditiva é necessária para testar a viabilidade econômica.
Ele ajuda as equipes a avaliar os projetos das instalações, volumes de trabalho dos biorreatores e medidas de economia de custos antes de grandes gastos de capital. Também permite que comparem cenários de produção e estratégias operacionais, para que possam equilibrar o uso de energia com os requisitos do processo.









