

Temiz oda validasyonu, üretim ortamlarının katı kontaminasyon standartlarını karşıladığını garanti eder, bu da kültürlenmiş et üretimi için hayati önem taşır. Bu, kültürlenmiş et süreçlerini ölçeklendirirken. kritik bir adımdır. Uygun validasyon, kontaminasyon risklerini, önler, ürün kalitesini korur ve ISO 14644 ve GMP gibi düzenlemelere uyum sağlar. Süreç dört ana aşamadan oluşur:
- Tasarım Kalifikasyonu (DQ): Temiz odanın tasarımının operasyonel ve düzenleyici ihtiyaçları karşıladığını doğrular.
- Kurulum Kalifikasyonu (IQ): Bileşenlerin doğru bir şekilde kurulduğunu ve spesifikasyonlara uygun olduğunu doğrular.
- Operasyonel Kalifikasyon (OQ): Sistemlerin amaçlandığı gibi çalıştığını garanti etmek için inaktif durumda test eder.
- Performans Kalifikasyonu (PQ): Gerçek üretim sırasında temiz oda performansını değerlendirir.
Parçacık sayımları, HEPA filtre bütünlüğü kontrolleri ve hava akışı ölçümleri dahil olmak üzere test protokolleri, uyumluluğun sürdürülmesi için kritik öneme sahiptir. Sürekli izleme ve periyodik yeniden doğrulama, temiz oda performansının zaman içinde sürdürülmesine yardımcı olur. Bu adımlara uymak, kontaminasyon risklerini en aza indirerek hem ürün tutarlılığını hem de düzenleyici onayı korur.
URS'den PQ'ya Temiz Oda Doğrulaması
sbb-itb-ffee270
Temiz Oda Doğrulamasının 4 Aşaması
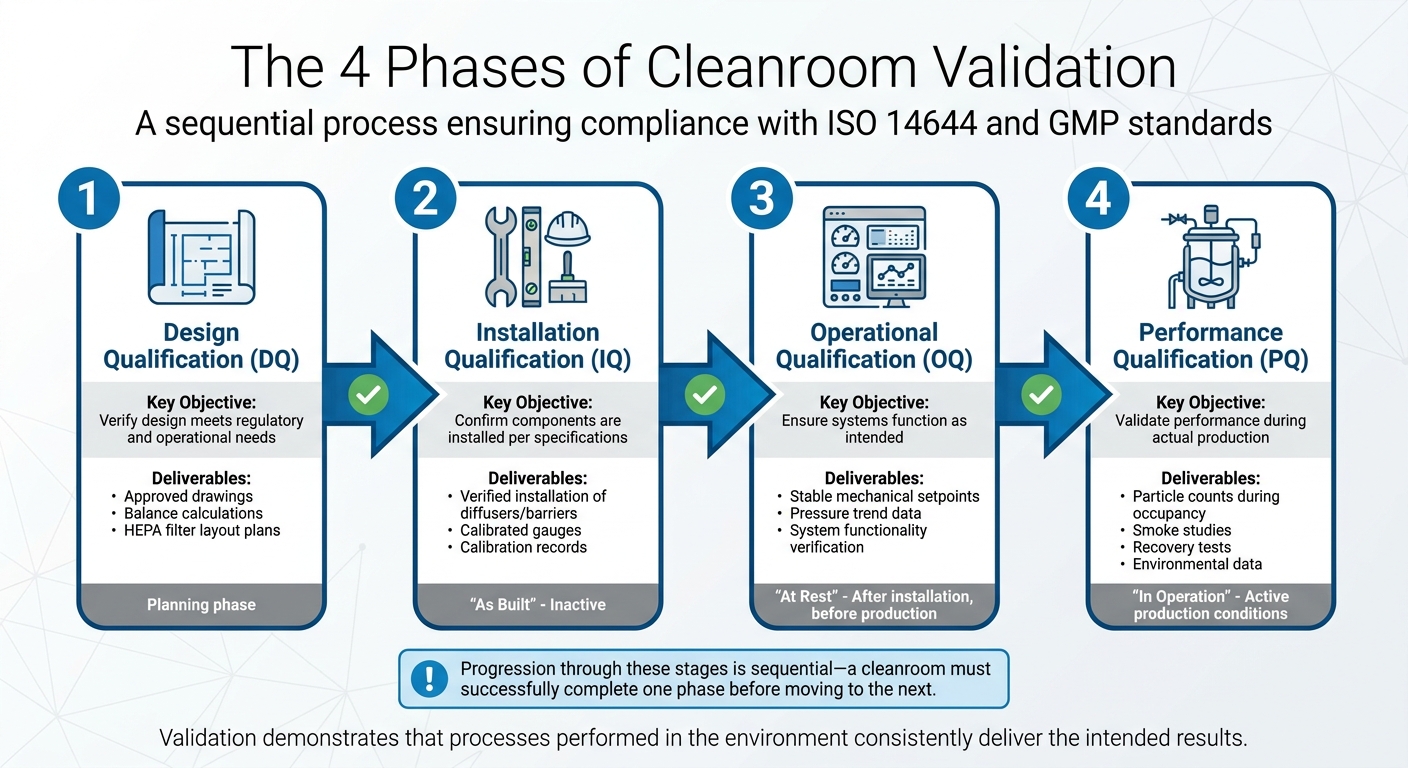
Kültürlenmiş Et Üretimi için Temiz Oda Doğrulamasının 4 Aşaması
Temiz oda doğrulaması, her biri bir öncekine dayanan dört farklı aşamadan oluşan adım adım bir süreçtir. Bu aşamalarda ilerleme sıralıdır - bir temiz oda, bir sonraki aşamaya geçmeden önce bir aşamayı başarıyla tamamlamalıdır.Allied Cleanrooms'un uygun bir şekilde belirttiği gibi:
"Doğrulama, hazır görünen bir temiz odayı gerçekten hazır olandan ayıran şeydir" [8].
Kalifikasyon, temiz oda ve sistemlerinin tasarlandığı gibi kurulduğunu ve çalıştığını garanti ederken, doğrulama bir adım daha ileri gider. Çevrede gerçekleştirilen süreçlerin sürekli olarak istenen sonuçları verdiğini gösterir [7]. Dört aşama - Tasarım Kalifikasyonu (DQ), Kurulum Kalifikasyonu (IQ), Operasyonel Kalifikasyon (OQ) ve Performans Kalifikasyonu (PQ) - tesisleri doğrulanmış üretim süreçlerine hazırlamak için tasarlanmıştır. Bu aşamalar ayrıca titiz test protokollerinin temelini oluşturur.
| Doğrulama Aşaması | Ana Hedefler | Tipik Teslimatlar/Testler |
|---|---|---|
| Tasarım Kalifikasyonu (DQ) | Tasarımın düzenleyici ve operasyonel ihtiyaçları karşıladığını doğrulayın. | Onaylı çizimler, denge hesaplamaları, HEPA filtre yerleşim planları. |
| Kurulum Kalifikasyonu (IQ) | Bileşenlerin spesifikasyonlara göre kurulduğunu doğrulayın. | Difüzörlerin/engellerin doğrulanmış kurulumu, kalibre edilmiş göstergeler. |
| Operasyonel Kalifikasyon (OQ) | Sistemlerin amaçlandığı gibi çalıştığını sağlayın. | Stabil mekanik set noktaları, basınç trend verileri. |
| Performans Kalifikasyonu (PQ) | Üretim/işgal sırasında performansı doğrulayın. | Parçacık sayımları, duman çalışmaları, iyileşme testleri, çevresel izleme verileri. |
Tasarım Kalifikasyonu (DQ)
Tasarım Kalifikasyonu (DQ) aşaması, temiz odanın tasarımının, kültive edilmiş et üretiminin özel gereksinimlerine uygun olduğunu garanti eder. Bu, denge hesaplamaları ve HEPA filtre yerleşimleri gibi tasarım belgelerinin gerçek operasyonel ihtiyaçları yansıttığını doğrulamayı içerir. Her tasarım unsuru, genellikle ISO 14644 standartlarına veya kullanıcı tanımlı gereksinimlere dayanan katı kabul kriterlerini karşılamalıdır [7].
Kurulum Kalifikasyonu (IQ)
Kurulum Kalifikasyonu (IQ), temiz odanın "inşa edildiği gibi" durumunu inaktif halde doğrulamaya odaklanır. Bu aşama, difüzörlerin, dönüşlerin ve bariyerlerin tasarım spesifikasyonlarına uygun olduğunu teyit eder. Ayrıca basınç monitörlerinin ve göstergelerin doğru kalibre edildiğini ve tam olarak çalışır durumda olduğunu kontrol eder.Ayrıntılı dokümantasyon, kalibrasyon kayıtları ve haritalanmış test konumları dahil olmak üzere, bu aşama için kritiktir [7][8].
Operasyonel Kalifikasyon (OQ)
Operasyonel Kalifikasyon (OQ), temiz odanın "dinlenme" durumunda - kurulumdan sonra ancak üretim başlamadan önce - test edilmesini içerir. Bu aşama, sistemlerin amaçlandığı gibi çalıştığını, stabil mekanik ayar noktaları ve tutarlı basınç eğilimleri belgelenerek doğrular. Ekipmanın taşınması veya hava akışının değiştirilmesi gibi önemli değişiklikler meydana gelirse, dengeyi korumak için hedeflenen yeniden testler gereklidir [7][8]. Sistemlerin doğru çalıştığı onaylandıktan sonra, tesis aktif koşullar altında performans doğrulaması için hazırdır.
Performans Kalifikasyonu (PQ)
Son aşama olan Performans Kalifikasyonu (PQ), temiz odanın gerçek üretim koşullarındaki performansını doğrular.Bu aşama, tesisin kültürlenmiş et üretimi için kullanılırken performans hedeflerini karşılayıp karşılamadığını değerlendirir. Ana değerlendirmeler arasında, doluluk sırasında partikül sayımları, kritik alanlar etrafında hava akışı görselleştirmesi (duman çalışmaları gibi) ve bir rahatsızlıktan sonra odanın gerekli temizliğe ne kadar hızlı döndüğünü ölçen iyileşme testleri yer alır. PQ'ya başlamadan önce, mekanik ayar noktalarının stabil olduğundan emin olun, biyoproses kontrol yazılımı, kritik örnekleme konumları belirlenmiştir ve temizlik kayıtları doğrulanmış koşulları onaylar [7].
Kültürlenmiş et tesisleri için, bağımsız üçüncü taraf doğrulama ajanslarının kullanılması şiddetle tavsiye edilir. Bu tarafsız doğrulama, düzenleyiciler ve denetçiler nezdinde daha fazla ağırlık taşır. Allied Cleanrooms vurgular:
"Düzenleyiciler ve denetçiler, sonuca hiçbir çıkarı olmayan bir dış tarafın sonuçlarına daha fazla ağırlık verir" [8].
Bu bağımsız yaklaşım, USDA denetim izni almak isteyen tesisler için özellikle önemlidir, bu da FDA pazara sunum öncesi danışmanlığının başarılı bir şekilde tamamlanmasını gerektirir [5] [6].
Temiz Oda Doğrulaması için Gerekli Test Protokolleri
Tasarım Kalifikasyonu (DQ), Kurulum Kalifikasyonu (IQ), Operasyonel Kalifikasyon (OQ) ve Performans Kalifikasyonu (PQ) tamamlandıktan sonra, temiz odanın performansını doğrulamak için kapsamlı bir dizi test yapılır. Bu testler, temiz odanın ISO sınıflandırmasına uygun olduğunu ve kültive edilmiş et üretimi için uygun olduğunu garanti eder. Aşağıda, anahtar test protokollerinin bir özeti bulunmaktadır.
Havada Bulunan Partikül Sayım Testleri
Bu test, temiz odanın ISO sınıflandırmasına uygun olduğunu doğrulamak için havadaki partikül sayısını ölçer.Örneğin, bir ISO 5 temiz odası, metreküp başına 0.5 µm veya daha büyük 3.520 parçacıktan fazla olmamalıdır. Testler, belirlenen örnekleme noktalarında kalibre edilmiş parçacık sayıcılar kullanılarak hem "dinlenme" hem de "çalışma" koşullarında gerçekleştirilir. ISO 14644-2'ye göre, parçacık konsantrasyon testleri ISO 5 ve daha sıkı sınıflandırmalar için her altı ayda bir, ISO 6 ve üzeri için ise yıllık olarak yapılmalıdır [8].
HEPA Filtre Bütünlük Testleri
Bu testler, Yüksek Verimli Partikül Hava (HEPA) filtrelerinin düzgün çalıştığını, sızıntı veya kusur olmadığını garanti eder. Parçacık sayım testleri odanın genel temizliğini değerlendirirken, bütünlük testleri filtrelerin kendisine odaklanır. Filtre değişiklikleri veya oda modifikasyonları gibi önemli değişiklikler, derhal yeniden test edilmesini gerektirir.Birçok tesis, bu testleri gerçekleştirmek için üçüncü taraf ajansları tercih eder, çünkü bağımsız doğrulama genellikle düzenleyiciler tarafından yüksek derecede takdir edilir [8].
Hava Akışı Hızı ve Hacim Ölçümleri
Uygun hava akışı, temizliği korumak için kritik öneme sahiptir. Tek yönlü temiz odalardaki hava akışı genellikle 0.45 m/s ±%20 (0.36 ve 0.54 m/s arasında) olmalıdır. Ölçümler genellikle çalışma yüksekliğinde - biyoreaktör inokülasyonu gibi hassas işlemlerin gerçekleştiği ölçeklenebilir biyoreaktör sistemleri içinde - veya filtre yüzeyinden 150 ila 300 mm uzaklıkta alınır. ISO 14644-3:2005, örnekleme noktalarının sayısının odanın alanının (metrekare cinsinden) 10 katının kareköküne eşit olması gerektiğini, en az dört okuma ve her filtre için en az bir nokta olması gerektiğini belirtir.Duman çalışmaları veya hava akışı görselleştirme haritalaması, tek yönlü hava akışını daha da doğrulayabilir ve "uyku bölgeleri" olarak bilinen durgun hava alanlarını tespit edebilir. [9] .
Basınç Farkı Kontrolleri
Temiz oda bölgeleri arasında uygun basınç farklarının korunması, kontaminasyonu önlemek için esastır. Daha temiz bölgeler, bitişik, daha az temiz alanlara göre pozitif basıncı korumalıdır. Kalibre edilmiş basınç göstergeleri ve sensörler, kararlı basınç farklarını belgelemek ve sağlamak için kullanılır.
Sıcaklık ve Nem Doğrulaması
Temiz odanın sıcaklık ve nem seviyeleri, kültürlenmiş et üretimini desteklemek için dikkatlice kontrol edilmelidir. Bu koşullar, ürün kalitesini ve HEPA filtreleri ile diğer sistemlerin performansını etkiler. Sürekli izleme, bu parametrelerin üretim döngüleri boyunca gerekli ayar noktaları içinde kalmasını sağlamaya yardımcı olur.
Sürekli İzleme ve Yeniden Doğrulama
Sistemler kurulduktan sonra doğrulama durmaz. Filtre aşınması, HVAC sistemi bozulması ve süreç değişikliklerinin etkilerini karşılamak için sürekli izleme ve periyodik yeniden doğrulama esastır. DQ, IQ, OQ ve PQ yoluyla başlangıç uyumluluğu sağlandıktan sonra, aktif üretim sırasında performansı sürdürmek sürekli gözetim gerektirir.
Çevresel İzleme Programları
Sağlam bir çevresel izleme programı, tanımlanmış bir programa göre hava kaynaklı partikül sayıları, mikrobiyal kontaminasyon, sıcaklık, nem ve basınç farklarını takip eder. A Sınıfı bölgeler için izleme sürekli olmalıdır, B Sınıfı bölgeler ise her 15-30 dakikada bir kontrol gerektirir. C ve D Sınıfı bölgeler, risk değerlendirmelerine dayanarak saatlik veya vardiya başına izlenebilir [3][4].
Mikrobiyal izleme, aktif hava örneklemesi ile yerleşim plakalarını birleştirir. İngiltere GMP yönergelerine göre, yerleşim plakaları en az haftalık olarak test edilmelidir, canlı olmayan partikül sayımları ise günlük olarak yapılmalıdır. Bakım faaliyetlerinden sonra izleme sıklığı artırılmalıdır [3][4]. Tüm veriler, tanımlanmış uyarı limitleri ile gerçek zamanlı olarak kaydedilmelidir. Örneğin, bir Grade A bölgesi, canlı partiküller için 1 CFU/m³ eylem limiti belirleyebilir [1][2]. Bu verilerdeki eğilimlerin analizi, potansiyel sorunları erken tespit etmeye yardımcı olabilir.
Uzaktan lazer partikül sayıcılar, aktif hava örnekleyiciler ve gerçek zamanlı uyarılarla veri kaydediciler gibi gelişmiş araçlar sürekli izlemeyi sağlar.Kablosuz sensör ağları, manuel kontrollerin azaltılmasıyla birlikte panolar aracılığıyla 7/24 gözetim sağlar [2][10]. Doğruluğu korumak için, sensörler her altı ayda bir önleyici bakımdan geçmelidir.
Yeniden Doğrulama Zamanlaması
Yeniden doğrulama, temiz oda performansının ekipman yaşlandıkça, süreçler geliştikçe veya düzenleyici gereklilikler değiştikçe gerekli spesifikasyonlar içinde kalmasını sağlar. Yeniden doğrulama tetikleyicileri, yeni biyoreaktörlerin kurulumu, HVAC sistemlerinin yükseltilmesi veya tesis düzenlerinin değiştirilmesi gibi büyük değişiklikleri içerir. Yetiştirilen et tesisleri için, medya formülasyonundaki değişiklikler gibi süreç değişiklikleri de kontaminasyon risklerini yönetmek için dikkate alınmalıdır [1] [3].
Kritik parametreler yıllık olarak yeniden doğrulanmalı, altı aylık kontroller ve önemli değişikliklerin ardından hemen yeniden doğrulama yapılmalıdır. MHRA GMP kılavuzlarına göre, kültive edilmiş et için yüksek riskli temiz odalar, tüm IQ, OQ ve PQ unsurlarını kapsayan Performans Kalifikasyonlarını (PQ) her 12 ayda bir yeniden doğrulamalıdır. HVAC yükseltmelerinden sonra, yeniden test 30 gün içinde yapılmalıdır [4] [10]. Önleyici bakım programları da GMP denetimleriyle uyumlu olmalıdır [2][3].
Sürekli doğrulama ihtiyaçları için,
Kültive Edilmiş Et Temiz Odaları için Uyum Standartları
Doğrulama ve test protokollerinin ele alınmasının ardından, kültive edilmiş et üretimi için son engel, düzenleyici onay almak amacıyla uyum standartlarını karşılamaktır. Bu süreçte kullanılan temiz odalar, partikül limitleri ve test yöntemleri için ISO 14644 standardına ve kontaminasyon kontrolü ve doğrulama için İyi Üretim Uygulamaları (GMP) kılavuzlarına uymalıdır. Bu çerçeveleri takip ederek, üreticiler tesislerinin sıkı düzenleyici talepleri karşıladığından emin olabilirler. Temiz oda uyumunda her standardın rolünü inceleyelim.
ISO 14644 Temiz Oda Sınıflandırma Standartları
ISO 14644, havadaki partikül konsantrasyonuna dayalı olarak temiz oda sınıflandırmalarını açıklar. Metreküp başına ≥ 0.5 μm boyutundaki partikülleri ölçer ve sınıflar ISO 1'den (en temiz) ISO 9'a kadar uzanır. Kültürlenmiş et üretimi için en ilgili sınıflandırmalar, GMP Sınıfları A'dan D'ye kadar uyumlu olan ISO 5 ile ISO 8 arasındadır. Bu standartlar, temiz odanın tamamen kurulu ancak boş olduğu "dinlenme" koşullarına odaklanır.
ISO 14644, temiz odaların sınıflandırılması için temeli oluştururken, aktif operasyonlar sırasında doğrulama veya mikrobiyal izlemeyi kapsamaz. Bu noktada GMP kılavuzları devreye girer ve kültürlenmiş et tesisleri için ek bir uyum katmanı ekler.
Kültive Edilmiş Et İçin GMP Gereklilikleri
ISO standartlarının aksine, GMP hem "dinlenme halinde" (boş) hem de "çalışma halinde" (dolu) durumlar için doğrulama zorunluluğu getirir. Örneğin, bir B Sınıfı temiz oda dinlenme halinde iken ≥ 0.5 μm/m³ boyutunda 3.520 parçacığa izin verirken, bu sayı çalışma sırasında 352.000 parçacığa çıkar [12] .
GMP, Kalite Risk Yönetimi (QRM), tarafından yönlendirilen bir Kontaminasyon Kontrol Stratejisi (CCS) kullanarak kontaminasyon risklerini tanımlar ve en aza indirir. Kılavuzlar ayrıca partikül birikimini önlemek ve etkili temizlik sağlamak için yapısal ve yüzey gerekliliklerini belirtir. Yüzeyler pürüzsüz, su geçirmez ve dayanıklı olmalı, kayar kapılar temizlik zorlukları nedeniyle önerilmez. Ayrıca, mikrobiyal rezervuarları önlemek için A ve B Sınıfı alanlarda lavabo ve giderlere izin verilmez.
İnsanlar, temiz oda denetimleri sırasında tespit edilen partiküllerin %75-80'inden sorumludur [11], GMP, sıkı giyinme protokollerini uygular ve kritik Performans Kalifikasyonu (PQ) aşamalarında personel erişimini sınırlar.
Steril işlem gerektiren ürünler için, GMP doğrulaması aseptik süreç simülasyonlarını (medya dolumları) içerir ve üretim sürecinin mikrobiyal kontaminasyonu önleyebileceğini doğrular. Çevresel izleme, hem canlı olmayan partikülleri hem de canlı mikroorganizmaları kapsayan bir diğer kritik unsurdur. A sınıfı bölgeler sürekli izleme gerektirirken, daha düşük sınıf alanlar uyumluluğu sağlamak için sık sık kontrol edilir.
Temiz Oda Doğrulama Kaynakları için Cellbase Kullanımı
Kültürlenmiş et tesisleri için temiz oda doğrulama ekipmanı temin etmek, esas olarak ISO 14644 ve GMP standartlarını karşılamak için gereken özel izleme araçları nedeniyle zor bir süreç olabilir. Genel laboratuvar tedarik platformları genellikle bu niş ürünleri stoklamaz, bu da tedarik ekiplerini parçalanmış tedarikçi ağlarından çözümler bir araya getirmeye zorlar.
Doğrulanmış Ekipman ve Malzemelere Erişim
Örneğin,
Doğrulama İhtiyaçları İçin Basitleştirilmiş Tedarik
Doğrulanmış ekipman sunmanın ötesinde,
Tedarik yöneticileri, GMP yönergeleri altında etkili çevresel izleme programlarını sürdürmek ve yeniden doğrulama planlamak için anahtar olan gerçek zamanlı partikül sayıcılar ve veri kaydediciler dahil olmak üzere temel izleme araçlarının daha hızlı yeniden stoklandığını bildirmiştir [18] . Ayrıca,
Sonuç
Kültürlenmiş et üretiminde temiz oda doğrulaması, tesislerin biyoreaktör operasyonlarına başlamadan önce ISO 14644 partikül limitlerini ve GMP standartlarını karşılamasını sağlamak için tasarlanmış titiz bir süreçtir. Veriler kendini gösteriyor: doğrulanmış temiz odalar sürekli olarak %99.99 sterilite güvence oranına ulaşırken, ISO 14644 uyumlu tesisler %1'in altında kontaminasyon oranları bildirmektedir.Buna karşılık, doğrulanmamış ortamlar %15'e kadar kontaminasyon oranlarıyla karşı karşıya kalır - bu, uygun doğrulamanın önemini vurgulayan çarpıcı bir farktır[13] [14].
Ancak iş, ilk doğrulama sonrasında bitmez. Temiz oda performansını sürdürmek de aynı derecede önemlidir. Temiz Oda Teknolojisi Enstitüsü uzmanlarına göre, yetersiz doğrulama, biyofarmada GMP uyumsuzluklarının %40'ını oluşturuyor. Kültive edilmiş et için bu ciddi bir risk teşkil eder, çünkü tek bir kontaminasyon olayı bile on binlerce pound değerindeki üretim süreçlerini tehlikeye atabilir ve bu da yüksek kaliteli girdileri güvence altına almak için güvenilir bir tedarik katmanına duyulan ihtiyacı vurgular[13][14].
SSS
Temiz odada yeterlilik ve doğrulama arasındaki fark nedir?
Yeterlilik ve doğrulama, temiz oda uyumluluğunu sürdürmede farklı ama eşit derecede önemli roller oynar.
Yeterlilik, temiz odanın ve sistemlerinin doğru bir şekilde kurulduğundan ve amaçlandığı gibi çalıştığından emin olmakla ilgilidir. Bu süreç, Tasarım Yeterliliği (DQ), Kurulum Yeterliliği (IQ), ve Operasyonel Yeterlilik (OQ). gibi birkaç aşamayı içerir. Her adım, temiz odanın tasarım spesifikasyonlarını karşıladığını ve etkili bir şekilde çalıştığını doğrular.
Doğrulama, ise, temiz odanın gerçek üretim sırasında gerekli ortamı sürekli olarak sağlayabilme yeteneğine odaklanır. Uzun vadeli güvenilirlik, güvenlik ve düzenleyici standartlara uyum sağlamakla ilgilidir.
Kültive et alanları için doğru ISO sınıfı/GMP derecesini nasıl seçerim?
Kültive et üretimi için doğru ISO sınıfı veya GMP derecesini seçerken, her şey üretimin belirli aşamasına ve ilgili kontaminasyon risklerine bağlıdır.
- ISO Sınıf 5: Sterilliğin korunmasının kritik olduğu erken kültürleme aşamaları için en uygun.
- ISO Sınıf 6: Temizliği pratiklikle dengeleyen biyoreaktör operasyonları için ideal.
- ISO Sınıf 8: Kontaminasyon risklerinin daha düşük olduğu hasat ve transfer süreçleri için uygun.
Sterilliğin tehlikeye atılamayacağı alanlarda daha yüksek temizlik standartlarının korunması esastır. Ayrıca, düzenleyici gereklilikleri karşılamak için uygun çevresel kontroller şarttır.
Hangi değişiklikler derhal temiz oda yeniden doğrulaması gerektirir?
Önemli değişiklikler meydana geldiğinde - temiz oda düzeninde değişiklikler, yeni ekipman eklenmesi veya sterilite veya uyumu etkileyebilecek çevresel kontrollerin güncellenmesi gibi - derhal yeniden doğrulama gerekli hale gelir. Bu tür değişiklikler kritik koşulları etkileyebilir, bu nedenle yeniden doğrulama her şeyin düzenleyici gereklilikleri karşılamaya devam ettiğinden emin olur.










