

ISO-puhdastilaluokitukset ovat olennaisia ilman puhtauden ylläpitämiseksi viljellyn lihan tuotannon aikana, mikä varmistaa tuoteturvallisuuden ja minimoi kontaminaatioriskit. Tässä on lyhyt yleiskatsaus siitä, miten nämä standardit soveltuvat:
- ISO 14644-1:2015 määrittelee puhdastilaluokat ilmassa olevien hiukkasrajojen (0,1–5 µm) perusteella, ISO-luokasta 1 (puhtain) ISO-luokkaan 9 (vähiten tiukka).
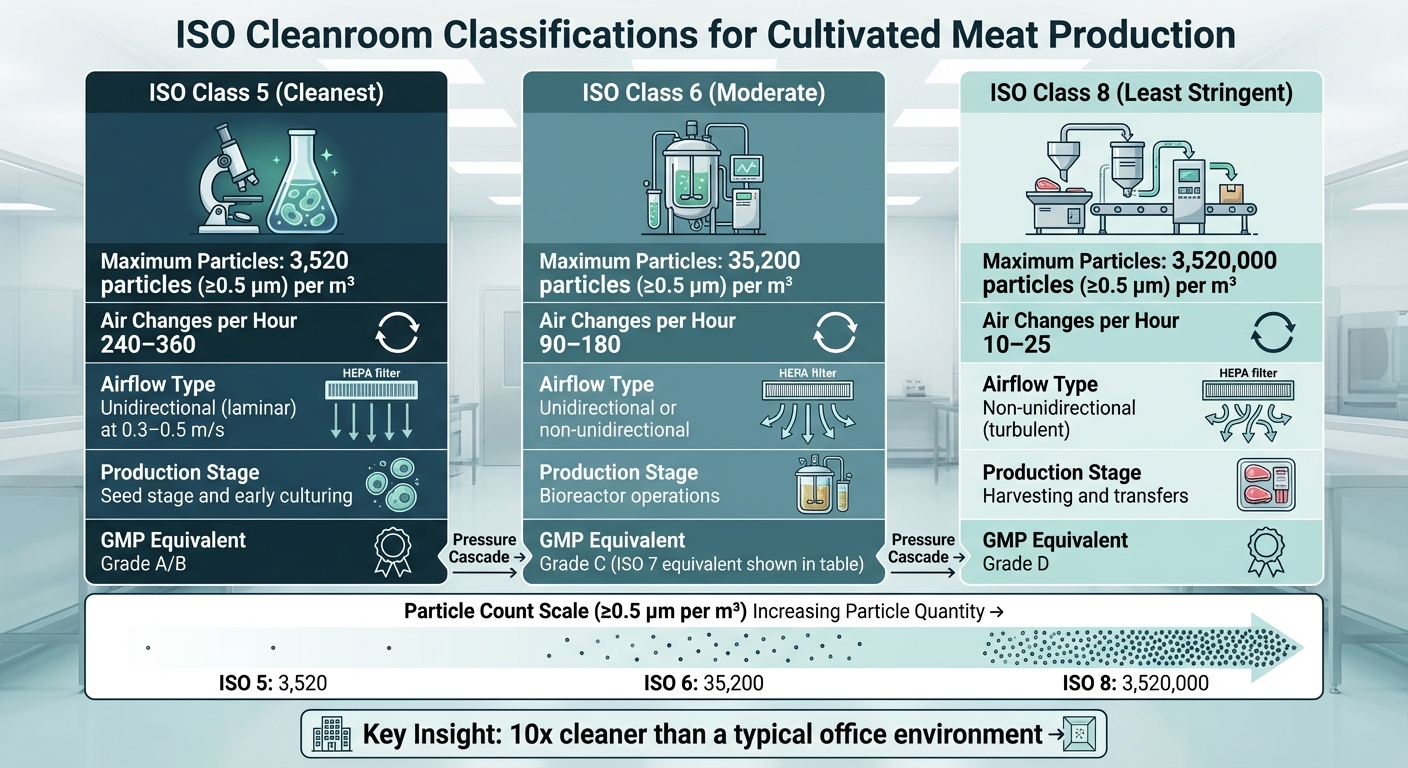
- Viljellyn lihan tuotanto vaatii tyypillisesti:
- ISO-luokka 5: Siemenvaiheessa ja varhaisessa viljelyssä, sallien enintään 3 520 hiukkasta (≥0,5 µm) kuutiometrissä.
- ISO-luokka 6: Bioreaktoritoiminnoissa, sallien enintään 35 200 hiukkasta (≥0,5 µm).
- ISO-luokka 8: Sadonkorjuussa ja siirroissa, rajoittaen 3 520 000 hiukkaseen (≥0,5 µm).
- HEPA-suodattimet, ilmavirran hallinta ja paine-erot ylläpitävät puhtautta. Korkeammat ilmanvaihtokerrat ( e.g. , 240–360 per tunti ISO-luokka 5:lle) käytetään tiukemmissa ympäristöissä.
- Puhdastilat ovat kriittisiä viljellylle lihalle, sillä kontaminaatio voi tuhota erät, mikä johtaa taloudellisiin menetyksiin ja turvallisuusongelmiin.
Tasapaino puhdastilojen käytön ja suljettujen bioreaktorijärjestelmien välillä voi vähentää kustannuksia samalla kun täytetään turvallisuusstandardit. Esimerkiksi suljetut järjestelmät minimoivat riippuvuuden kalliista ISO 5 -ympäristöistä, mikä tekee tuotannosta kustannustehokkaampaa.
Keskeinen huomio: Puhdastilaluokitukset ja asianmukaiset ympäristönhallintatoimenpiteet ovat elintärkeitä turvalliselle ja tehokkaalle viljellyn lihan tuotannolle, erityisesti korkean riskin vaiheissa, kuten solujen kylvössä.
ISO-puhdastilaluokat viljellylle lihalle
ISO-puhdastilaluokitukset viljellyn lihan tuotantovaiheille
Viljellyn lihan tuotanto perustuu kolmeen pääasialliseen ISO-puhdastilaluokitukseen - Luokka 5, Luokka 6 ja Luokka 8. Jokainen on suunniteltu käsittelemään tiettyjä kontaminaatioriskejä eri tuotantovaiheissa, vaikuttaen sekä tuoteturvallisuuteen että toimintakustannuksiin.
Näiden standardien ylläpitämiseksi laitokset käyttävät usein kerroksellista huonesuunnittelua, joka luo paine-eroja estääkseen saastuneen ilman pääsyn kriittisille alueille [9]. Tohtori Heiko Baumgartner korostaa, että "Luokkia 5–7 käytetään enimmäkseen elintarviketuotannossa" [9], korostaen niiden merkitystä viljellyn lihan valmistuksessa. Alla on erittely siitä, miten kukin ISO-luokka soveltuu viljellyn lihan skaalausprosessiin.
ISO Luokka 5: Siemenvaihe ja Varhainen Viljely
ISO Luokka 5 edustaa puhtainta ympäristöä viljellyn lihan tuotannossa, sallien enintään 3 520 partikkelia (≥0,5 µm) kuutiometrissä [5][7]. Siemenvaiheessa jopa pienin kontaminaatio voi vaarantaa koko erän.
Tämän puhtaustason saavuttamiseksi tilat käyttävät yksisuuntaista (laminaarista) ilmavirtausta nopeuksilla 0,3–0,5 m/s, yhdistettynä 240–360 ilmanvaihtokertaan tunnissa [8][3][5]. Nämä olosuhteet vastaavat EU GMP Grade A/B -standardeja (levossa) [5]. Korkea ilmanvaihtokertausten määrä varmistaa jatkuvan partikkelien poiston, ylläpitäen steriiliyttä kriittisten toimintojen, kuten solujen kylvön ja käsittelyn aikana.
ISO Luokka 6: Bioreaktorin Toiminnot
ISO Luokka 6 puhdastilat ovat vähemmän tiukkoja kuin Luokka 5, sallien jopa 35,200 partikkelia (≥0.5 µm) kuutiometrissä. Nämä alueet toimivat 90–180 ilmanvaihtokertaa tunnissa, tasapainottaen tiukan valvonnan ja käytännöllisen käytettävyyden [5][7][8][3]. Sekä yksisuuntaisia että ei-yksisuuntaisia ilmavirtausmenetelmiä voidaan käyttää [8][3].
GOOD Meat Inc. korosti FDA-konsultaatioasiakirjassaan, että heidän solujen laajennusprosessinsa tapahtuvat puhdastiloissa, jotka on varustettu HEPA-suodattimilla ja erillisillä ilmanpainejärjestelmillä, noudattaen biofarmaseuttisia standardeja [6]. Tämä osoittaa, kuinka ISO Luokka 6 ympäristöt tukevat laajamittaista solujen kasvua säilyttäen puhtauden.
ISO-luokka 8: Korjuu ja siirrot
ISO-luokka 8 on vähiten rajoittava luokitus viljellyn lihan tuotannossa, sallien jopa 3 520 000 hiukkasta (≥0,5 µm) kuutiometrissä [5] [7]. Huolimatta tästä korkeammasta kynnyksestä, se on merkittävästi puhtaampi kuin tyypillinen toimistoympäristö [7]. Näitä alueita käytetään jälkikäsittelyprosesseihin kuten korjuuseen, formulointiin ja korjuun jälkeiseen käsittelyyn.
Marraskuussa 2021 Mosa Meat totesi, että "lihan korjuuprosessi … olisi todennäköisesti [International Standards Organisation] ISO-luokka 8 -alueella" [6]. Nämä vyöhykkeet vaativat vain 10–25 ilmanvaihtoa tunnissa ja perustuvat ei-yksisuuntaiseen (turbulenttiin) ilmavirtaan [8] . Vaikka ne ovat kustannustehokkaampia, ne tarjoavat silti riittävän suojan ympäristön epäpuhtauksia vastaan lopputuotteen käsittelyn aikana.
| ISO-luokitus | Maksimihiukkaset (≥0.5 µm/m³) | Ilmanvaihtokerrat tunnissa | Tyypillinen viljellyn lihan vaihe |
|---|---|---|---|
| ISO-luokka 5 | 3,520 | 240–360 | Siemenvaihe ja varhainen viljely |
| ISO-luokka 6 | 35,200 | 90–180 | Bioreaktoritoiminnot |
| ISO-luokka 8 | 3,520,000 | 10–25 | Sadonkorjuu ja siirrot |
sbb-itb-ffee270
Ilmansuodatus- ja ympäristönhallintavaatimukset
ISO-puhdastilastandardit edellyttävät tarkkaa ilmansuodatusta, hallittua ilmavirtausta ja vakaita ympäristöolosuhteita, jotta hiukkastasot pysyvät hyväksyttävissä rajoissa viljellyn lihan tuotannon aikana.Nämä järjestelmät on huolellisesti integroitu laitoksen kokonaisrakenteeseen tiukkojen ISO-luokitusten täyttämiseksi.
HEPA-suodattimet ilmanlaadulle
HEPA (High-Efficiency Particulate Air) -suodattimet on suunniteltu vangitsemaan jopa 0,3 µm:n kokoisia hiukkasia [3] . ISO-luokan 5 ympäristöissä - joita käytetään yleisesti siemenvaiheen toiminnoissa - HEPA-suodattimet peittävät usein koko katon, mahdollistaen yksisuuntaisen (laminaarisen) ilmavirtauksen. Tämä ilmavirtaus liikkuu alaspäin nopeuksilla 0,3 m/s ja 0,5 m/s välillä, pyyhkien tehokkaasti hiukkaset pois lattiatason poistoaukkojen kautta [3].
Vähemmän tiukoilla alueilla, kuten ISO-luokan 7 ja 8 tiloissa, käytetään tyypillisesti ei-yksisuuntaisia (turbulentteja) ilmavirtajärjestelmiä. Näillä alueilla luotetaan korkeampiin ilmanvaihtokertoihin hiukkasten poistamiseksi.Esimerkiksi ISO-luokan 5 huoneet vaativat 240–360 ilmanvaihtoa tunnissa, kun taas ISO-luokan 8 huoneet tarvitsevat vain 10–25 ilmanvaihtoa tunnissa [3].
Ilmanvaihdot, paine-erot ja valvonta
Ilmanvaihtomäärät eivät ole yksi koko sopii kaikille. LVI-asiantuntijat laskevat ne huoneen koon, laitteiden tuottaman lämmön ja läsnä olevan henkilöstön määrän perusteella sen sijaan, että soveltaisivat yleisiä standardeja [3]. Paine-erot ovat toinen kriittinen toimenpide, joka varmistaa, että puhtaammat alueet ylläpitävät korkeampaa ilmanpainetta työntääkseen ilmaa vähemmän puhtaille alueille, vähentäen kontaminaatioriskejä. Ilmalukot ja pukeutumishuoneet toimivat fyysisinä esteinä eri ISO-luokitusten alueiden välillä [3].
Paineen eheyden säilyttämiseksi siirtymät vierekkäisten ISO-luokkien välillä on hallittava huolellisesti [3]. Reaaliaikainen seuranta, kuten on esitetty ISO 14644-2:2015 -standardissa, käyttää valon sirontaan perustuvia ilmassa olevien hiukkasten laskureita (LSAPC) varmistaakseen, että hiukkaspitoisuudet pysyvät määritellyissä rajoissa [1]. Lisäksi ISO 14644-1:2015 -tilastomalli tarjoaa 95% luottamustason, että vähintään 90% puhdastilan alue täyttää luokkarajat [2] .
Lämpötilan ja kosteuden hallinta
Ilmavirran hallinta toimii yhdessä vakaan lämpötilan ja kosteustason ylläpitämiseksi, mikä vaikuttaa merkittävästi hiukkasten käyttäytymiseen ja suodatuksen suorituskykyyn. Vaikka ISO 14644-1 ei määrää erityisiä lämpötila- tai kosteustasoja, nämä tekijät ovat kriittisiä suodatustehokkuuden optimoimiseksi [2]. Ilmanvaihtojärjestelmien on otettava huomioon bioreaktoreiden ja henkilöstön tuottama lämpö, jotta varmistetaan tasaiset olosuhteet [3].
Ennen hiukkaslaskentatestien suorittamista lämpötila ja kosteus tulisi vakauttaa, jotta vältetään häiriöt ISO-luokitustuloksissa [2]. Nämä ympäristönhallintatoimenpiteet on sisällytettävä laitoksen suunnittelu- ja rakennusvaiheisiin, kuten ISO 14644-4:ssa on määritelty, ja niitä on mukautettava vastaamaan viljellyn lihan tuotannon erityisvaatimuksia [4].
ISO-standardit viljellyn lihan bioprosessoinnissa
ISO-puhdastilaluokituksilla on keskeinen rooli viljellyn lihan tuotannossa, ja ne vastaavat kunkin vaiheen tarpeisiin puhtauden ylläpitämiseksi, kontaminaation estämiseksi ja turvallisuuden varmistamiseksi. Nämä standardit tarjoavat puitteet tiukkojen ympäristönhallintatoimenpiteiden ylläpitämiseksi koko prosessin ajan.
Lisääntymis- ja kasvuvaiheet
Lisääntymisvaiheen aikana, jolloin solut lisääntyvät nopeasti, steriilin ympäristön ylläpitäminen on ensiarvoisen tärkeää.ISO-luokka 5 puhdastilat, jotka vastaavat GMP-luokka A/B lääketeollisuuden valmistuksessa, ovat yleisesti käytössä siemenvaiheen toiminnoissa ja varhaisessa soluviljelyssä [11] [13].
Näiden standardien noudattaminen on olennaista. Dekaani Joel Powell korostaa, että steriileissä olosuhteissa tuotettu viljelty liha vastaa lääketeollisuuden standardeja, mikä vähentää merkittävästi patogeenien, kuten Salmonella, Campylobacter, ja patogeenisen E. coli[6].
Näistä toimenpiteistä huolimatta kontaminaatio on edelleen haaste. Alan raportit osoittavat 11.2% keskimääräisen kontaminaatiovirheiden määrän, joka nousee 19.5% suuremmissa tuotantomittakaavoissa.Päinvastoin, biolääkealan laitokset - joilla on kokemusta ISO-protokollista - raportoivat vain 3.2% kontaminaatiovirheistä vuonna 2022 [6] .
Jotta steriiliys ja kustannustehokkuus saadaan tasapainoon, monet laitokset ottavat käyttöön "huone huoneessa" -suunnittelun. Tässä lähestymistavassa ISO 5 -ydin sijoitetaan alhaisemman puhtauden vyöhykkeisiin (ISO 6 tai 7), käyttäen paine-eroja ohjaamaan ilmavirtausta puhtaammista alueista vähemmän kriittisiin vyöhykkeisiin, minimoiden ristikontaminaation[9]. Lisäsuojaksi laitokset voivat käyttää erottavia laitteita, kuten puhtaan ilman huppuja tai eristimiä, kuten määritelty ISO 14644-7:ssa[4][12].
Kun lisääntymisvaihe varmistaa solujen eheyden, prosessi siirtyy sadonkorjuuseen, jossa ISO-luokan 8 ympäristöt ottavat vallan.
Sadonkorjuu ja jälkikäsittely
Sadonkorjuuvaihe, jossa solut kerätään kypsymisen jälkeen, tapahtuu ISO-luokan 8 puhdastiloissa, mikä vastaa GMP-luokkaa D[13] . Tässä vaiheessa solut ovat vakaampia ja vähemmän alttiita kontaminaatiolle verrattuna aikaisempiin kasvuvaiheisiin. ISO 8 -ympäristöt vaativat vähemmän ilmanvaihtoa - 10–25 kertaa tunnissa - verrattuna 240–360, joita tarvitaan ISO 5 -tiloissa [8].
Nämä puhdastilat vähentävät ilmassa olevia hiukkasia kymmenkertaisesti verrattuna tavanomaisiin toimistoympäristöihin, pitäen alle 3,520,000 hiukkasta (≥0.5 µm)[15]. Tämä kontrolloitu ympäristö varmistaa tuotteen laadun siirtojen ja alkuvaiheen käsittelyn aikana.
ISO 14698-1 tarjoaa ohjeita biokontaminaation hallintaan, mukaan lukien seurantajärjestelmät bakteerien ja itiöiden havaitsemiseksi, jotka voivat vaikuttaa tuoteturvallisuuteen[10]. Sääntelyvalvonta muuttuu myös tässä vaiheessa. Yhdysvalloissa FDA valvoo lisääntymis- ja kasvuvaiheita, kun taas USDA-FSIS valvoo sadonkorjuuta ja myöhempää käsittelyä [14].
Pukeutumis- ja Työskentelyprotokollat
Puhdastilastandardien ylläpito riippuu myös voimakkaasti henkilöstöprotokollista. ISO 14644-5:2025 määrittelee vaatimukset puhdastilatoiminnoille, keskittyen ihmisten ja materiaalien liikkumiseen kulttuurin eheyden säilyttämiseksi[4].
Oikea pukeutuminen on olennaista estämään kontaminaatio ihmislähteistä, kuten ihosoluista tai mikro-organismeista. Materiaalien, joita käytetään pukeutumisessa, on oltava yhteensopivia tietyn alueen ISO-luokan kanssa, kuten on esitetty ISO 14644-18:2023[4]. Ilmalukot ja pukeutumishuoneet toimivat esteinä varmistaen, että epäpuhtaudet eivät kulkeudu eri puhtausasteiden alueiden välillä.
Koulutus on toinen kriittinen osa. ISO 14698-1 liite G, mukaan henkilöstön on paitsi hallittava pukeutumistekniikat, myös ymmärrettävä kontaminaatioon liittyvät riskit ja protokollien taustalla olevat syyt[10]. Tämä tieto lisää valppautta, vähentäen menettelyvirheitä, jotka voisivat vaarantaa koko tuotantoerät. Kehittynyt bioprosessien ohjausohjelmisto vähentää näitä riskejä automatisoimalla kriittisiä ympäristöparametreja.
| ISO-luokka | GMP-luokan vastaavuus | Tyypillinen bioprosessointivaihe | Ilmanvaihtokerrat tunnissa |
|---|---|---|---|
| ISO 5 | Luokka A/B | Siemenvaihe, Varhainen viljely | 240–360 |
| ISO 7 | Luokka C | Bioreaktoritoiminnot | 30–60 |
| ISO 8 | Luokka D | Sadonkorjuu, Jälkikäsittely | 10–25 |
| ISO 9 | Ei sovellettavissa | Yleiset tilat/tukialueet | Vaihteleva |
Puhdastilat vs suljetut järjestelmät: Kustannukset ja tehokkuus
Tuotannon ISO-luokitusta päätettäessä ei ole kyse vain biosuojausvaatimusten täyttämisestä.Valintasi tuovat mukanaan myös merkittäviä kustannus- ja tehokkuusvaikutuksia, jotka voivat vaikuttaa kaupalliseen menestykseen.
Puhdastilojen rakentamis- ja ylläpitokustannukset
ISO-standardien mukaisten puhdastilojen rakentaminen on merkittävä investointi. Kustannukset vaihtelevat suuresti riippuen vaaditusta luokittelutasosta ja teknisistä eritelmistä [16]. Esimerkiksi puhdastilan rakentaminen voi olla jopa kymmenen kertaa kalliimpaa kuin luokittelemattoman tilan perustaminen suljettua käsittelyä varten [17].
"Puhdastilan rakentaminen voi olla kymmenen kertaa kalliimpaa kuin luokittelemattoman tilan rakentaminen." – Sebastian Bohn, Aluejohtaja, Vaihtoehtoiset Proteiinit, CRB [17]
Yksi suurimmista kustannusten aiheuttajista on LVI-järjestelmä, joka voi muodostaa 25%–50% kokonaiskustannuksista. Esimerkiksi ISO 6 -puhdastila vaatii yli kaksinkertaisen ilmanvaihdon verrattuna ISO 8 -ympäristöön [18]. Eikä siinä kaikki - kustannukset, kuten valvontajärjestelmät ja erikoisominaisuudet, kuten lukitukset tai räätälöidyt lattiat, jäävät usein pois alkuperäisistä tarjouksista [18].
Suljettujen bioreaktorijärjestelmien edut
Suljetut bioreaktorijärjestelmät tarjoavat kustannustehokkaamman vaihtoehdon puhdastiloille ja parantavat samalla biosuojausta. Näiden järjestelmien avulla soluviljely voi tapahtua suljetuissa astioissa, mikä vähentää ISO-luokiteltujen ympäristöjen tarvetta [17]. Tämä lähestymistapa ei ainoastaan vähennä rakennuskustannuksia, vaan myös parantaa turvallisuutta ominaisuuksilla, kuten höyrysterilointi ja astioiden aukkojen minimointi näytteenoton aikana.
Dean Joel Powell The Good Food Institute Asia Pacificista on huomauttanut, että luokiteltuja puhdastiloja ei välttämättä tarvita jokaisessa tuotantovaiheessa, jos laitteet on suunniteltu suljetuksi järjestelmäksi. Tämä on erityisen tärkeää viljellyn lihan tuottajille, jotka pyrkivät pitämään kustannukset alhaisina, mikä on jyrkässä ristiriidassa biolääketuotannon tyypillisesti paljon korkeamman kustannusrakenteen kanssa [6].
Luottamalla suljettuihin järjestelmiin, tuottajat voivat saavuttaa tasapainon edullisuuden ja turvallisuuden välillä, mikä tekee siitä käytännöllisen valinnan tuotannon laajentamiseen.
Kustannusten ja vaatimustenmukaisuuden tasapainottaminen
Hybridilähestymistavan käyttäminen - yhdistämällä suljetut järjestelmät kohdennettuun puhdastilojen käyttöön - voi auttaa optimoimaan kustannuksia samalla, kun noudatetaan säädöksiä. Esimerkiksi laitokset voivat käyttää suljettuja järjestelmiä useimmissa bioprosessointivaiheissa ja varata puhdastilat korkean riskin vaiheisiin, kuten siementen viljelyyn.Tämä lähestymistapa voisi vähentää riippuvuutta kalliista ISO 5 -ympäristöistä, jotka yleensä vaativat 240–360 ilmanvaihtoa tunnissa [8][19] .
Eri yritykset ovat ottaneet erilaisia lähestymistapoja tähän tasapainoon. GOOD Meat Inc., esimerkiksi käyttää puhdastiloja, joissa on HEPA-suodattimet ja erillinen ilmanpaine, noudattaen biofarmaseuttisia standardeja koko prosessissaan [6]. Toisaalta Mosa Meat on ehdottanut, että sadonkorjuu voisi tapahtua ISO-luokan 8 alueella, joka on vähiten tiukka luokitus, kun taas UPSIDE Foods on valinnut "puhdasta laitteistoa" lämpötilasäädellyissä olosuhteissa joillekin toiminnoille [6] .
Lopulta tuottajien on punnittava tarkasti kompromissit.Suljetut järjestelmät voivat merkittävästi alentaa sekä pääoma- että käyttökustannuksia, samalla kun ne voivat tarjota parempia biosuojaustuloksia. Tämä tekee niistä houkuttelevan vaihtoehdon monille viljellyn lihan teollisuudessa.
Päätelmä
ISO-puhdastilaluokituksilla on kriittinen rooli kontaminaation hallinnassa viljellyn lihan tuotannon aikana. Siemenvaiheen toiminnoissa ISO-luokan 5 ympäristön ylläpitäminen 240–360 ilmanvaihtokerralla tunnissa on yleensä tarpeen, kun taas ISO-luokan 8 olosuhteet ovat yleensä riittävät sadonkorjuuvaiheessa [8]. Vaikka farmaseuttisen tason steriiliyden - patogeenien täydellisen poistamisen - saavuttaminen on teknisesti mahdollista, siihen liittyvät kustannukset ovat korkeat. Vertailun vuoksi monoklonaalisten vasta-aineiden tuottaminen on huomattavasti kalliimpaa kilogrammaa kohden kuin viljellyn lihan, jos sen on tarkoitus pysyä kaupallisesti kannattavana [6]. Nämä taloudelliset rajoitteet korostavat mukautuvien kontaminaationhallintastrategioiden merkitystä.
Teollisuuden johtajat osoittavat jo, kuinka räätälöidyt puhdastilasuunnitelmat ja suljetut järjestelmät voivat toimia olemassa olevien sääntelykehysten puitteissa [6]. Tämä tasapaino puhdastilastandardien ja suljettujen järjestelmien välillä korostaa ISO-ohjeiden merkitystä viljellyn lihan tuotannossa.
Menestyksen avain on strategisessa toteutuksessa. Laitokset voivat yhdistää suljetut järjestelmät suurimpaan osaan bioprosessointivaiheista ja käyttää valikoivasti puhdastiloja korkean riskin vaiheissa. Tämä lähestymistapa auttaa ylläpitämään biosuojelua samalla kun hallitaan sekä pääoma- että käyttökustannuksia. Kun ala etenee kohti elintarvikelaatuisia hyviä soluviljelykäytäntöjä (GCCP), tällaiset riskiperusteiset strategiat ovat yhä tärkeämpiä sääntelyvaatimusten täyttämiseksi ja kaupallisen elinkelpoisuuden varmistamiseksi [6]. Saat lisätietoja viljellyn lihan tuotannon puhdastilojen optimoinnista vierailemalla
UKK:t
Mitkä ovat ISO-luokan 5 puhdastilojen käytön edut viljellyn lihan tuotannossa?
ISO-luokan 5 puhdastilat tarjoavat ympäristön, jossa hiukkaspitoisuudet ovat tarkasti säädeltyjä, mikä varmistaa erittäin puhtaan ja hallitun tilan. Tämä tarkkuuden taso on välttämätön steriiliyden ylläpitämiseksi ja kontaminaatioriskien vähentämiseksi kriittisten aseptisten prosessien aikana viljellyn lihan tuotannossa.
ISO-luokan 5 standardien noudattaminen auttaa laitoksia ylläpitämään tuotteen eheyttä, suojaamaan herkkiä soluviljelmiä ja noudattamaan tiukkoja biosuoja- ja hygieniavaatimuksia. Viljellyn lihan tuotannossa jopa pienin kontaminaatio voi häiritä koko prosessia, mikä tekee tällaisista valvontatoimista välttämättömiä.
Miten suljetut bioreaktorijärjestelmät alentavat tuotantokustannuksia viljellyn lihan tuotantolaitoksissa?
Suljetut bioreaktorijärjestelmät ovat keskeisessä asemassa tuotantokustannusten alentamisessa vähentämällä merkittävästi kontaminaatioriskiä. Tämä tarkoittaa harvempaa puhdistusta ja sterilointia, mikä säästää sekä aikaa että resursseja.
Nämä järjestelmät tarjoavat myös tiukasti kontrolloidut kasvuolosuhteet, mikä mahdollistaa syötteiden, kuten kasvatusalustan ja energian, tehokkaan käytön. Tehostamalla tehokkuutta ja vähentämällä hukkaa suljetut bioreaktorit tekevät viljellyn lihan tuotannosta edullisempaa ja helpommin laajennettavaa.
Miksi ilmanvaihtonopeus on ratkaisevan tärkeä puhdastilastandardien ylläpitämiseksi viljellyn lihan tuotannossa?
Ilmanvaihtonopeus on keskeisessä asemassa puhdastilastandardien ylläpitämisessä viljellyn lihan tuotannossa. Se varmistaa ilmassa olevien hiukkasten ja mikro-organismien tehokkaan hallinnan korvaamalla puhdastilan ilman usein.
Tämä prosessi vähentää kontaminaatioriskejä ja auttaa ylläpitämään tarvittavan ISO-puhtausluokituksen. Jatkuva ilmanvaihto ei ainoastaan turvaa biosuojelua, vaan myös suojaa tuotteen laatua, tarjoten ihanteelliset olosuhteet lihasolujen viljelyyn samalla kun täytetään tiukat teollisuusvaatimukset.









