

If I’m choosing an electrospinning system for cultivated meat, I’d start with one fact: the machine sets the limit on fibre alignment, defect rate, sterility, and output long before cell culture starts.
For bioprocess engineers and cultivated meat R&D teams, the decision usually comes down to four linked choices:
- System type: single-needle, multi-needle, or needleless
- Collector set-up: random, aligned, or layered scaffold output
- Process window: voltage, flow rate, tip-to-collector distance, humidity, and temperature
- Manufacturing route: solution electrospinning or melt electrospinning
The article’s core point is simple. Electrospinning can make ECM-like fibrous scaffolds that guide myoblast alignment and support mass transfer, often requiring surface functionalization to optimize cell attachment, but the right system depends on whether you need fine fibre control, higher output, food-grade solvent handling, or pilot-scale repeatability. In practice, you’re balancing morphology control vs throughput and solution flexibility vs solvent burden.
If I were screening equipment, I’d check these first:
- Can it produce the target fibre diameter and alignment consistently?
- Does the collector match the scaffold architecture I need?
- Can the polymer-solvent or polymer-melt system run within food-processing limits?
- Are contact surfaces cleanable and suitable for sterile handling?
- Can humidity and temperature stay controlled across the full run?
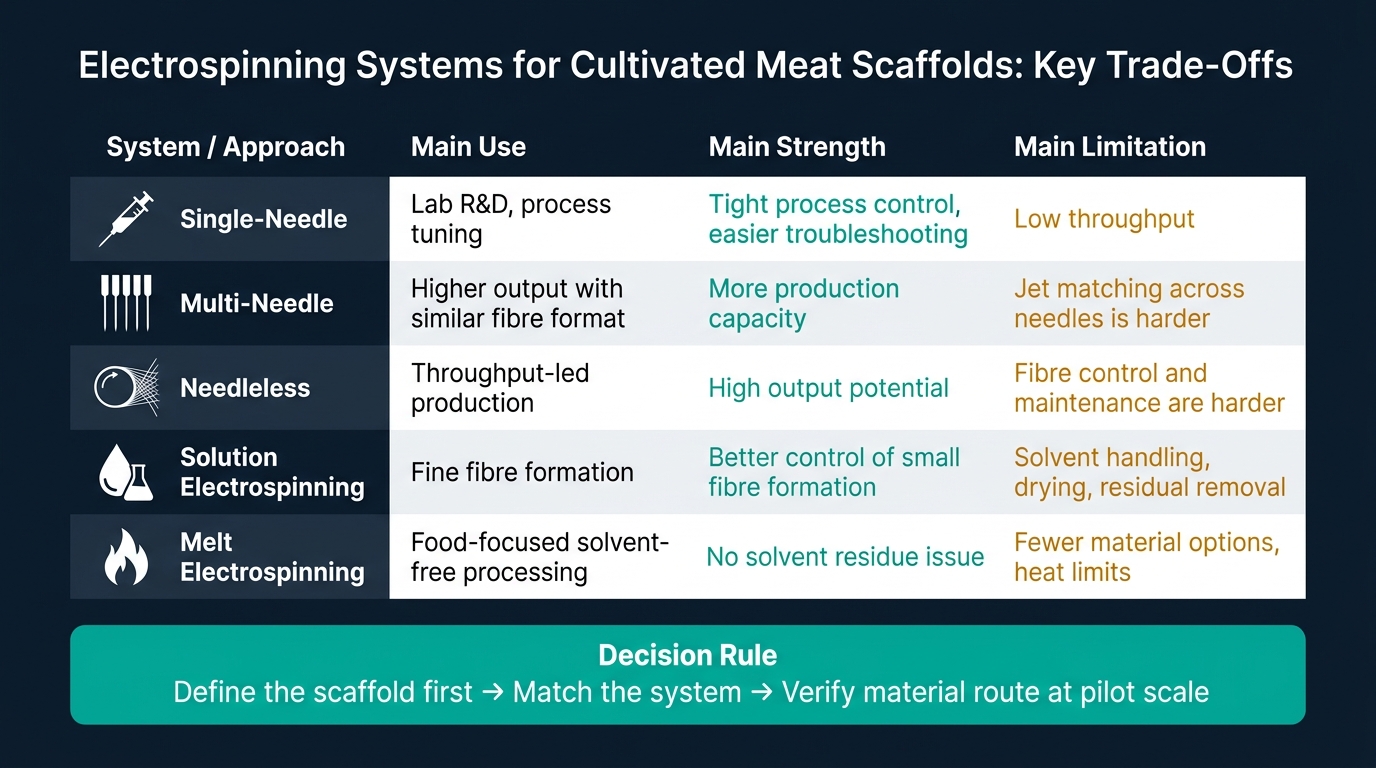
Electrospinning Systems for Cultivated Meat: Key Trade-Offs at a Glance
Dr. David Kaplan: Using tissue engineering to grow cultivated meat
sbb-itb-ffee270
Quick comparison
| System choice | Main use | Main strength | Main limit |
|---|---|---|---|
| Single-needle | Lab R&D, process tuning | Tight process control, easier troubleshooting | Low throughput |
| Multi-needle | Higher output with similar fibre format | More production capacity | Jet matching across needles is harder |
| Needleless | Throughput-led production | High output potential | Fibre control and maintenance are harder |
| Solution electrospinning | Fine fibre formation | Better control of small fibre formation | Solvent handling, drying, residual removal |
| Melt electrospinning | Food-focused solvent-free processing | No solvent residue issue | Fewer material options, heat limits |
So, my takeaway is this: define the scaffold and biomaterials first, then match the system, then test whether the material route still works at pilot scale. This approach helps navigate the broader challenges of scaling cultivated meat effectively. That order avoids a lot of wasted time and poor-fit equipment decisions.
Electrospinning system architectures and core components
Scaffold targets live or die on system architecture. It sets the practical limits on fibre control, alignment and throughput. No matter the format, electrospinning systems use the same core chain: high-voltage supply, feed system, spinneret, collector and enclosure. What changes is how well that architecture supports the fibre control, alignment and contamination control needed for cultivated meat. If the setup doesn't fit the material rheology or the target geometry, scaffold performance can fall short during culture [1].
Single-needle, multi-needle and needleless systems
Single-needle systems are well suited to R&D work because they're easier to tune and troubleshoot. The trade-off is simple: throughput is low.
Multi-needle systems increase output by running several spinnerets at the same time. That said, keeping jet behaviour matched across needles is harder, so process control has to be tighter.
Needleless systems are used when throughput is the main goal. But that extra output comes with more demanding fibre control and more difficult maintenance.
Collector designs for aligned and multilayer scaffolds
Collector design drives fibre orientation and the final scaffold architecture. Depending on the collector, you can produce random, aligned or layered fibres. So the collector should be chosen to match the target tissue structure and the culture performance needed downstream.
For cultivated meat production, sterile handling matters for food safety and process reliability [2]. The enclosure therefore needs to control contamination across the full run.
Once the architecture is set, process parameters determine the final fibre morphology.
Process parameters and scaffold performance targets
Once the system architecture is in place, fibre quality comes down to process control.
The main variables are voltage, flow rate, tip-to-collector distance, humidity, and temperature. Each one changes fibre morphology in a direct, measurable way. Higher voltage usually reduces fibre diameter, but if you push it too far, bead defects become more likely. Lower flow rates tend to give finer, more uniform fibres, while higher flow rates can leave too little time for solvent evaporation, which leads to thicker, less regular strands. A longer tip-to-collector distance gives the jet more time to dry, which can improve fibre stability and reduce surface defects. Humidity and temperature shape solvent evaporation and polymer solidification, so tight control of the spinning environment helps with run-to-run reproducibility and cuts defect rates.
These settings do not act in isolation. Change one, and the others often need to move with it. For example, increasing voltage may narrow fibre diameter, but it may also call for a change in flow rate or tip-to-collector distance to stop bead formation or fibre fusion. Collector geometry sets the basis for alignment, but parameter tuning sharpens it further. In practice, lower flow rates and well-set voltage often give more consistent fibre orientation across the collector surface, which improves scaffold uniformity.
Scaffold morphology then feeds straight into cultivated meat performance. Fibre diameter and porosity control nutrient and oxygen diffusion through the scaffold, which matters for cell viability in thicker constructs. Fibre alignment directs myoblast elongation and organisation along a shared axis, which is central to forming tissue with muscle-like structure. So this is not just a processing detail. Precise control is what turns a selected electrospinning setup into a edible scaffold that hits defined culture performance targets.
When single-material fibres are not enough, advanced electrospinning modes make it possible to build composite structures and layered function into the scaffold.
Materials, food-grade processing and scale-up constraints
Once the scaffold architecture and process window are locked in, the next bottleneck is simple: can you make the scaffold with materials and solvents that fit cultivated meat production? Fibre morphology might define the structure, but material choice decides whether that structure can be made in a food-compatible process at pilot scale. This transition requires a robust production scale planner to manage costs and capacity.
Materials, food-grade processing and scale-up constraints
After architecture and process parameters are fixed, the next constraint is whether the scaffold can be made from materials and solvents suitable for cultivated meat production. Once fibre morphology is set, material choice determines whether the scaffold can be produced in a food-compatible, scalable process.
Edible polymer options and solvent considerations
Start with food-compatible polymers that can form stable fibres and support cell attachment. That sounds straightforward, but in practice it pulls in a lot of process trade-offs. Solvent use, solvent removal, residual limits and thermal stability all have to stay within food-processing limits.
Polymer choice also affects the machine itself. It is not a separate decision from equipment selection. A polymer-solvent system may mean you need solvent recovery, extra drying capacity, heated delivery lines or tighter enclosure control. In other words, the material does not just shape the scaffold. It shapes the whole production setup.
Solution versus melt electrospinning for food applications
Solution electrospinning gives tighter control over fine fibre formation, but it comes with solvent handling, drying and residual removal issues. That can add a lot of process burden once you move beyond benchtop work.
Melt electrospinning removes the solvent problem, which is a major plus for food use. But there is a catch: material options become more limited, and process temperatures can become a hard constraint. That matters if the polymer has a narrow thermal window or if heat exposure affects downstream use.
The choice between solution and melt electrospinning should sit next to the scaffold specification from the start. It directly affects the equipment layout and the material options the team can work with.
From lab set-up to pilot production
A pilot-scale system has to do more than make fibres that look good under a microscope. It needs steady jet behaviour, repeatable fibre morphology, cleanable product-contact surfaces and in-line monitoring for humidity, temperature and throughput.
When assessing equipment, buyers should check:
- Cleanability of all contact surfaces
- Repeatability across runs
- Environmental control during spinning
- Fit with food-grade handling steps, including drying, collection and sterilisation
These are not details to sort out later. They should drive system selection from the start.
Selecting electrospinning systems and key procurement decisions
Procurement criteria for cultivated meat teams
Start by defining the target scaffold format, fibre architecture, and throughput. That sounds basic, but it saves a lot of wasted time later. If the scaffold spec is still fuzzy, supplier comparisons tend to become guesswork.
From there, screen systems based on:
- spinneret type
- collector design
- environmental control
- material compatibility
Material compatibility needs a proper check, not a quick assumption. In practice, that means confirming that the polymer-solvent system can be processed within food-compatible limits. If it works in a lab setup but depends on solvent handling that won't fit your process constraints, it's probably the wrong route.
Also, specify temperature and humidity control when fibre diameter and alignment need to stay consistent. In electrospinning, small shifts in ambient conditions can push the output off target fast. This sensitivity highlights the importance of selecting sensors capable of monitoring these variables in real-time.
Using Cellbase to support sourcing and supplier discovery
Once the scaffold specification is fixed, buyers can filter suppliers against those requirements. Cellbase is a specialised B2B marketplace built exclusively for the cultivated meat sector, where teams can find electrospinning equipment and supporting handling and control equipment through verified listings.
Listings include use-case details, which helps procurement teams shortlist scaffold-compatible materials and GMP-aligned equipment. That makes it easier to narrow the field and shortlist relevant suppliers faster.
Conclusion: Key trade-offs that shape system selection
Electrospinning gives cultivated meat teams precise control over fibre morphology and alignment, but system selection still comes down to trade-offs between scaffold format, material compatibility, solvent strategy, and environmental control.
Start with the scaffold requirement. Then match the system specification. Then verify supplier fit.
FAQs
Which electrospinning system best suits pilot scale?
For pilot-scale cultivated meat scaffold production, the best fit usually comes down to throughput versus the level of control tissue engineering demands.
In most cases, multi-needle or needleless electrospinning systems are the go-to option. They can push fibre output higher while still keeping the scaffold architecture needed for cell adhesion and cell growth. Cellbase can help teams find verified suppliers of this specialised equipment.
How do I choose between solution and melt electrospinning?
It depends on the material you need to spin and the limits of your process. Solution electrospinning uses polymers dissolved in a solvent. That gives you a broader choice of materials and often produces thinner, finer fibres. The trade-off is that you then need to remove the solvent, and scale-up can be more difficult.
Melt electrospinning uses heat rather than solvents. For food-grade production, that can make handling simpler and lower solvent-related concerns. But it only works with polymers that have the right thermal behaviour.
Why is fibre alignment so important for cultivated meat scaffolds?
Fibre alignment matters because it mirrors the native architecture of animal muscle tissue. And that has a direct effect on texture and mouthfeel, which are two of the hardest things to get right in cultivated meat.
In electrospun scaffolds, aligned fibres give muscle cells a clear physical cue. Instead of forming random aggregates, the cells are more likely to differentiate and organise into muscle-like fibres. That shift matters if the goal is structured tissue. It moves the process closer to producing complex cuts, rather than stopping at formats suited only to ground meat products.









