

検証プロトコルは、培養肉の生産が安全で一貫性があり、規制基準を満たしていることを保証します。病原体を殺すための加熱処理ステップがない場合、すべての段階で無菌状態を維持する必要があります。これらのプロトコルは以下に焦点を当てています:
- 機器の検証: バイオリアクターと滅菌システムが正しく機能することを保証します。
- 材料の検証: 成長媒体やその他の投入物が無菌で高品質であることを確認します。
- プロセスの検証: 無菌技術と環境管理を維持します。
微生物汚染や細胞株の誤認識などのリスクに対処することにより、これらのプロトコルは、FDAや EFSAなどの組織の基準を満たすのに役立ちます。. UPSIDE Foodsや Aleph Farmsなどの企業は、これらの措置を遵守することで既に規制承認を取得しています。 HACCP分析、無菌試験、第三者文書は、コンプライアンスと消費者の信頼にとって重要です。
培養肉生産におけるリスク軽減
主要なリスク要因
研究室での研究から大規模生産への移行にはいくつかの課題があり、特に3つのリスクが際立っています。最も差し迫った懸念は、偶発的なエージェントによる微生物汚染です。これには、安全性を確保するために生産のあらゆる段階で厳格な無菌措置が必要です。
もう一つの大きな問題は、細胞株の誤認識. これは科学研究において長年の問題であり、誤ってラベル付けされたり、交差汚染された細胞株が誤った結果をもたらしてきました。培養肉の文脈では、そのようなエラーが意図した種や組織タイプと一致しない製品を生み出し、安全性や規制上の問題を引き起こす可能性があります。さらに、細胞培養のスケールアップ中の不一致な結果は、商業的な製造プロセスを混乱させる可能性があります。
"商業的な実現可能性のためには、培養肉は危険とリスクを特定し管理するための科学的に裏付けられたアプローチが必要です。" – Nature Food [4]
バリデーションプロトコルがリスクを管理する方法
これらのリスクに対処するために、バリデーションプロトコルは各脅威に特化して設計されています。製薬バイオテクノロジーから借用したこれらのプロトコルは、堅牢な品質管理フレームワークを確立します。 例えば、彼らはICH Q5Aに基づく方法を取り入れ、ウイルス汚染のリスクを事前に特定し排除します。汚染が発生するのを待つのではなく、これらの対策は詳細な細胞株の特性評価、食品グレードの細胞バンクの作成、重要な管理点の継続的な監視を通じて予防に焦点を当てています。
微生物汚染は、厳格な無菌試験と継続的な監視で管理されます。一方、 細胞株の誤認識は、徹底した特性評価プロセスと安全なバンキングプロトコルで対抗されます。
このアプローチの重要な部分は、市場前の安全性評価であり、生産のあらゆる側面を文書化します。UPSIDE FoodsやGOOD Meatのような企業は、これらの検証プロトコルに従った詳細な安全性資料を提示することで、2023年にアメリカで完全な規制承認を取得しました。同様に、Aleph Farmsは、同様の文書基準に従うことで、2024年初頭に培養牛肉の世界初の規制承認を取得しました。 [4]. これらのプロトコルは、FDA、シンガポール食品庁, 、およびオーストラリア・ニュージーランド食品基準局などの規制当局を満足させるだけでなく、商業的成功に不可欠なバッチ間の一貫性も確保します。
これらのリスク管理戦略は、次のセクションで議論される検証コンポーネントの基礎を築きます。
sbb-itb-ffee270
食品業界のための検証と確認の実践
検証プロトコルのコアコンポーネント
培養肉生産のための三段階の設備検証プロセス
培養肉生産における検証プロトコルは、設備, 材料, およびプロセスの3つの重要な領域に基づいており、従来の殺菌工程がない中での無菌性と一貫性を確保します [1]. これらのコンポーネントは、汚染のない生産を維持するための構造化されたアプローチを形成します。
設備検証
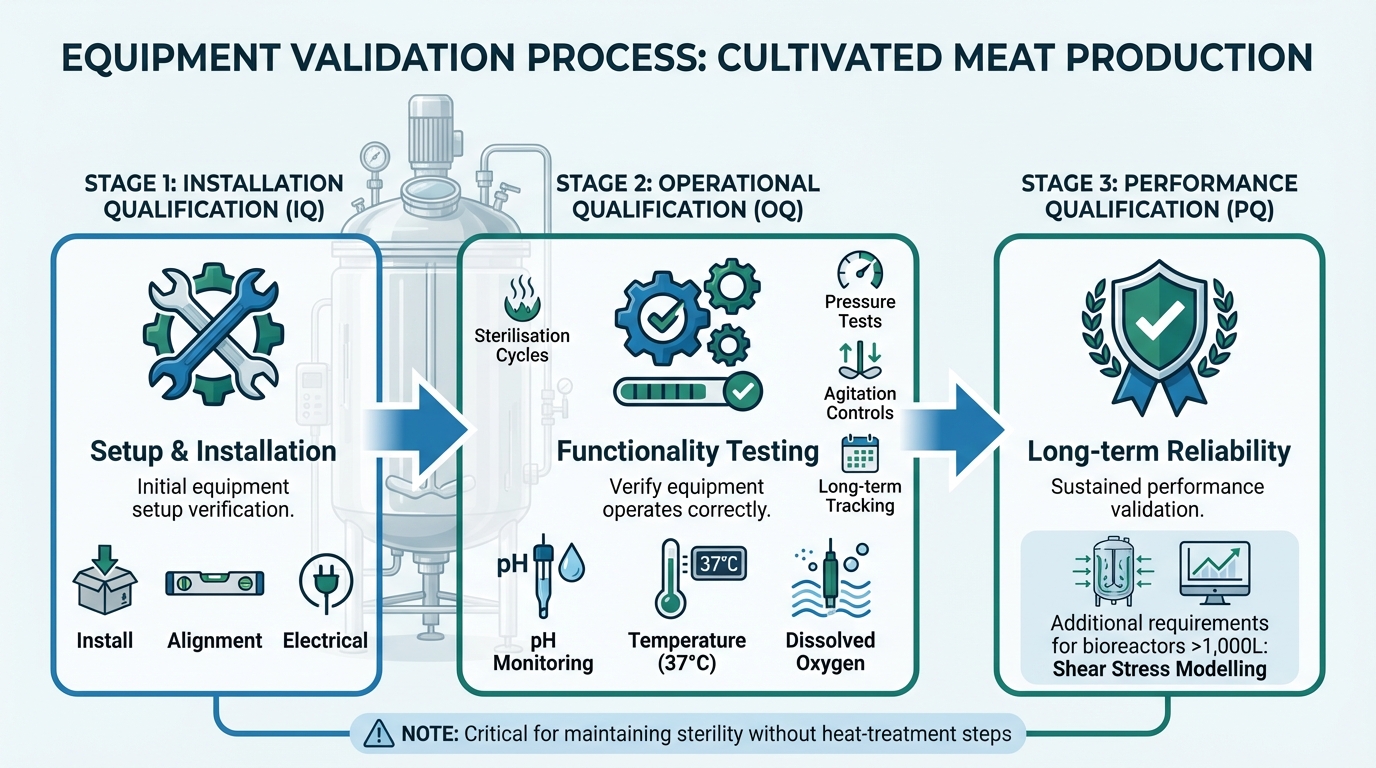
設備検証は3つの段階で行われます:設置適格性確認(IQ)はセットアップのため、運用適格性確認(OQ) は機能性のため、性能適格性確認(PQ) は長期的な信頼性のためです。バイオリアクターの場合、滅菌サイクル、圧力試験、および攪拌制御の検証が含まれます。センサーは、pH、温度(37°C)、および溶存酸素をリアルタイムで監視するために慎重に校正する必要があります [2]. 標準的な製薬機器ではなく、専用のツールを使用することで、精度と信頼性を向上させることができます[2].
表面は綿棒で拭き取り、使用前後のすすぎ水をテストします。さらに、滅菌サイクル、保管条件、供給者の証明書、有効期限を綿密に記録する必要があります[1]. 1,000リットルを超える大型バイオリアクターの場合、機械的な力が繊細な哺乳類細胞を損傷しないように、せん断応力のモデリングにも対応する必要があります。これは、依然として重要な課題である汚染を防ぐための重要なステップです[5].
材料の検証
機器が検証された後、プロセスで使用される材料は品質と一貫性のためにチェックされなければなりません。例えば、培養媒体は、高速液体クロマトグラフィー(HPLC)と質量分析を使用してその栄養プロファイルを確認するために分析されます[3] . 残留物のスクリーニングには、ELISAやLC-MS/MS のような高感度の方法が使用され、抗生物質やホルモンが最終製品を汚染しないことを確認します[3] . 足場は無菌性と材料の適合性がテストされ、浸出を避けるために、ゲノムシーケンシングは細胞株が遺伝的に安定していることを確認します。トレーサビリティ記録も維持され、メディアサプライチェーンのすべてのコンポーネントを追跡します[3].
培養肉には通常の調理工程がないため、抗生物質残留物のテストは特に重要です。下流洗浄プロセスでは、すべての抗生物質と成長因子を除去する必要があります。各バッチからの複数のサンプルは、検証済みのLC-MS/MS法を使用して最大残留限界(MRL)に対してテストされ、分析証明書は残留物が検出可能なレベル以下であることを確認します。この透明性のレベルと第三者による検証は、規制基準を満たし、消費者の信頼を築くのに役立ちます。 プロセスバリデーション プロセスバリデーションは、細胞培養およびバイオプロセスワークフローが一貫して汚染のない結果を提供することを保証します。これには、無菌試験、指標生物を使用した回収研究、微生物試験、および細胞培養条件、培地の品質、バイオリアクターの性能などの重要な要因の監視が含まれます。サンプリングは成長段階と給餌サイクルに合わせて調整され、培地調製やバイオリアクター接続などの高リスク領域に焦点を当てています [1][2].
複数のオペレーターによる再現性テストは、潜在的な不一致を特定するのに役立ちます [1]. 回収研究は指標生物を使用して検出感度をテストし、すべてのプロセスは HACCP 重要管理点と統合されています。これには、微生物検査、脂質分析、各段階での保存期間評価が含まれ、安全で一貫したバイオプロセシングを保証します [1][2]. 包括的な文書化 - 人員訓練、検証写真、逸脱ログ、レビュー署名をカバー - は、規制および品質保証の目的で完全な監査証跡を作成します [1].
バリデーションプロトコルの実施手順
バリデーションの基本要素に基づいて、効果的なプロトコルを段階的に実施する方法を以下に示します。
HACCP分析の実施
HACCP分析を開始するには、細胞の供給、分離、増殖、収穫、食品安全、施設の維持管理などの分野にわたる多様な専門家チームを編成します。規制要件を満たすために、少なくとも1人のチームメンバーがレベル4のHACCPトレーニングを受けていることを確認してください。製品の範囲、期待される保存期間、包装、対象顧客を明確に定義することから始めます。
次に、細胞の分離から最終製品までのすべての段階を示すプロセスフローダイアグラムを設計します。培地や成長因子などのすべての入力と、廃棄物や副産物などの出力を含めます。 危険を4つの主要なタイプに分類します:
- 生物学的: 微生物汚染のリスク
- 化学的: 抗生物質、成長因子、試薬の残留物
- 物理的: 金属、プラスチック、ガラスの潜在的な破片
- アレルゲン: 培地成分からの交差接触リスク
意思決定ツリーを使用して重要管理点(CCP)を特定し、これらの危険を効果的に管理するために測定可能な限界(e.g. 、温度、pH、時間)を設定します。製品、プロセス、または機器に変更がある場合、または少なくとも年に一度、HACCPプランを見直し、更新します。
監視および予防システムの設定
危険とCCPが特定されたら、次のステップは堅牢な監視および修正システムを確立することです。
監視プロトコルを定義する際には、方法、頻度、責任、および記録するデータの種類を指定してください。自動化システムの場合、継続的な監視は定期的な機器チェックで補完されるべきです。対照的に、手動システムは、運用の規模とリスクに合わせたチェックが必要です。食品基準庁が説明するように:
"監視は、ステップが要求するほど単純または複雑である可能性があります。それは単なる目視チェックであるか、特定の測定機器を使用して行われる場合があります" [6].
一人が監視を行い、もう一人がチェックを確認するという二重の役割を割り当てます。CCPが繰り返し失敗する場合、根本原因分析を実施して根本的な問題を特定し、解決します。制御を回復し、影響を受けた製品に対処し、将来の類似の問題を防ぐために、3段階の是正措置計画を実施します。計器の定期的な校正と定期的な監査は、監視システムが効果的であり続けるために不可欠です。
文書化とコンプライアンスの検証
培養肉に関する英国の規制に準拠するためには、HACCP、SOP、および監視記録の詳細な文書を維持してください。規則 (EC) 853/2004, の下で、培養肉は動物由来製品 (POAO) として分類され、特定の衛生基準への準拠が求められます。文書を3つの主要なセクションに整理してください:
- HACCP計画: チームリスト、範囲、プロセスフローダイアグラム、危害分析を含めます。
- 方針文書: 標準作業手順、衛生方針、前提条件プログラムをカバーします。
- 記録: 監視、是正措置、試験結果、計器校正のログを維持します。
物理的およびデジタル文書の両方にバージョン管理システムを使用して、すべてのスタッフが最新の手順にアクセスできるようにします。HACCPプランを実施前に検証し、その後の有効性を確認します。問題の有無にかかわらず、少なくとも年に一度は内部チェックを行います。是正措置が取られた場合は、根本原因分析を徹底的に文書化します。食品基準庁が強調しているように:
"食品事業者は、HACCP原則に基づいた恒久的な手順または手続きを導入し、実施し、維持しなければならない" [6].
包括的な文書化は、規制遵守を確保するだけでなく、監査に向けた準備も整えます。これらの実践は、
検証リソース調達におけるCellbase の使用
検証をサポートする Cellbase の役割
HACCPプランと監視システムが整ったら、検証済みの機器と材料を確保することが次のステップです。ここで
"培養肉生産のための細胞培養ワークフローを構築する際には、要件が変わります。食品グレードの認証。研究予算ではなく、商業生産に最適化されたコスト構造" [7].
この高度にキュレーションされたアプローチは、調達プロセスを合理化しながらコンプライアンスを確保します。
Cellbase を通じた調達の利点
従来の調達プロセスは、生産を遅らせることがよくあります。
結論
バリデーションプロトコルは、培養肉を安全かつ大規模に生産するための基盤であり、生物学的、化学的、物理的リスクに対処しながら、英国の規制に準拠することを保証します。食品安全検査局が説明するように、「バリデーションとは、設計されたHACCPシステムが特定された危険を適切に管理し、安全な製品を生産できることを示すプロセスです」 [8]. 科学的な裏付けと実際の応用がなければ、生産システムはFSAおよびFSSによって設定された厳しい基準を満たすことができません。
これらのプロトコルを実施するためには、バリデーションされた機器、材料、および監視システムが不可欠です。
食品グレードの材料への移行は、商業的成功のための重要なマイルストーンです。
英国の規制サンドボックスプログラムは、政府からの160万ポンドの資金提供を受けて2027年2月まで続きます[9], 強固な検証プロトコルを確立するためのユニークな機会があります。
よくある質問
培養肉のスケーリングにおける最大の検証リスクは何ですか?
培養肉生産をスケールアップする際、2つの大きな課題が際立っています:汚染管理 と プロセスの一貫性.
生産が拡大するにつれて、汚染はより大きな脅威となります。大規模な運営は汚染のリスクを高め、高価なバッチの失敗につながる可能性があります。これを最小限に抑えるためには、無菌状態の維持、原材料の適格性確認、環境条件の管理が絶対に必要です。
生産プロセスの一貫性もまた重要な要素です。pHレベルや細胞密度などのパラメータは、最終製品が品質および規制基準を満たすために厳しい範囲内に保たれなければなりません。これらのリスクを管理し、スケーラブルで信頼性のある生産プロセスを実現するためには、詳細で厳格なプロトコルの確立が不可欠です。
培養肉におけるバイオリアクターには、IQ、OQ、PQがどのように適用されますか?
培養肉の生産において、バイオリアクターの検証には3つの重要なステップがあります: 設置適格性評価 (IQ), 運用適格性評価 (OQ), および性能適格性評価 (PQ). それぞれがスムーズでコンプライアンスに準拠した運用を確保するための重要な役割を果たします。
- 設置適格性評価 (IQ): このステップでは、バイオリアクターが製造元のガイドラインと規制要件に従って正しく設置されていることを確認します。これは、次のステップに進む前に基盤がしっかりしていることを確認することです。
- 運用適格性評価 (OQ): 設置後、バイオリアクターが期待通りに機能できることを証明する必要があります。これには、特定の条件下でのテスト、例えば正確な温度やpHレベルを維持することが含まれ、すべてが正常に機能することを確認します。
- 性能確認 (PQ): 最終段階は一貫性に関するものです。ここでは、バイオリアクターが実際の生産プロセス中に信頼性を持って動作し、培養肉製造の要求を満たすことに焦点を当てています。
これらのステップに従うことで、生産者はリスクを軽減し、コンプライアンスを維持し、スケーラブルで高品質な生産のための強固な基盤を築くことができます。
規制当局は市場前安全性書類にどのような証拠を期待していますか?
規制当局は、企業が危険の特定 , リスク評価, および管理措置 . の実施に関する証拠を提供することを期待しています。これには、原材料の詳細からプロセスの検証、安全性試験に至るまで、綿密な文書を維持することが含まれます。 明確で包括的な記録は、安全規制の遵守を示すだけでなく、培養肉製品の承認を得るためにも重要な役割を果たします。









