

Validatie van cleanrooms zorgt ervoor dat productieomgevingen voldoen aan strikte contaminatienormen, wat essentieel is voor de productie van gekweekt vlees. Dit is een cruciale stap bij het opschalen van processen voor gekweekt vlees. Een juiste validatie voorkomt contaminatierisico's, beschermt de productkwaliteit en voldoet aan regelgeving zoals ISO 14644 en GMP. Het proces omvat vier belangrijke fasen:
- Ontwerpkwalificatie (DQ): Bevestigt dat het ontwerp van de cleanroom voldoet aan operationele en regelgevende eisen.
- Installatiekwalificatie (IQ): Verifieert dat componenten correct zijn geïnstalleerd en aan de specificaties voldoen.
- Operationele kwalificatie (OQ): Test systemen in een inactieve staat om ervoor te zorgen dat ze functioneren zoals bedoeld.
- Prestatiekwalificatie (PQ): Beoordeelt de prestaties van de cleanroom tijdens de daadwerkelijke productie.
Testprotocollen, inclusief deeltjesaantallen, HEPA-filterintegriteitscontroles en luchtstroommetingen, zijn cruciaal voor het handhaven van naleving. Continue monitoring en periodieke herbeoordeling helpen de prestaties van de cleanroom in de loop van de tijd te behouden. Het naleven van deze stappen zorgt ervoor dat besmettingsrisico's worden geminimaliseerd, waardoor zowel productconsistentie als regelgevende goedkeuring worden gewaarborgd.
Cleanroomvalidatie van URS tot PQ
sbb-itb-ffee270
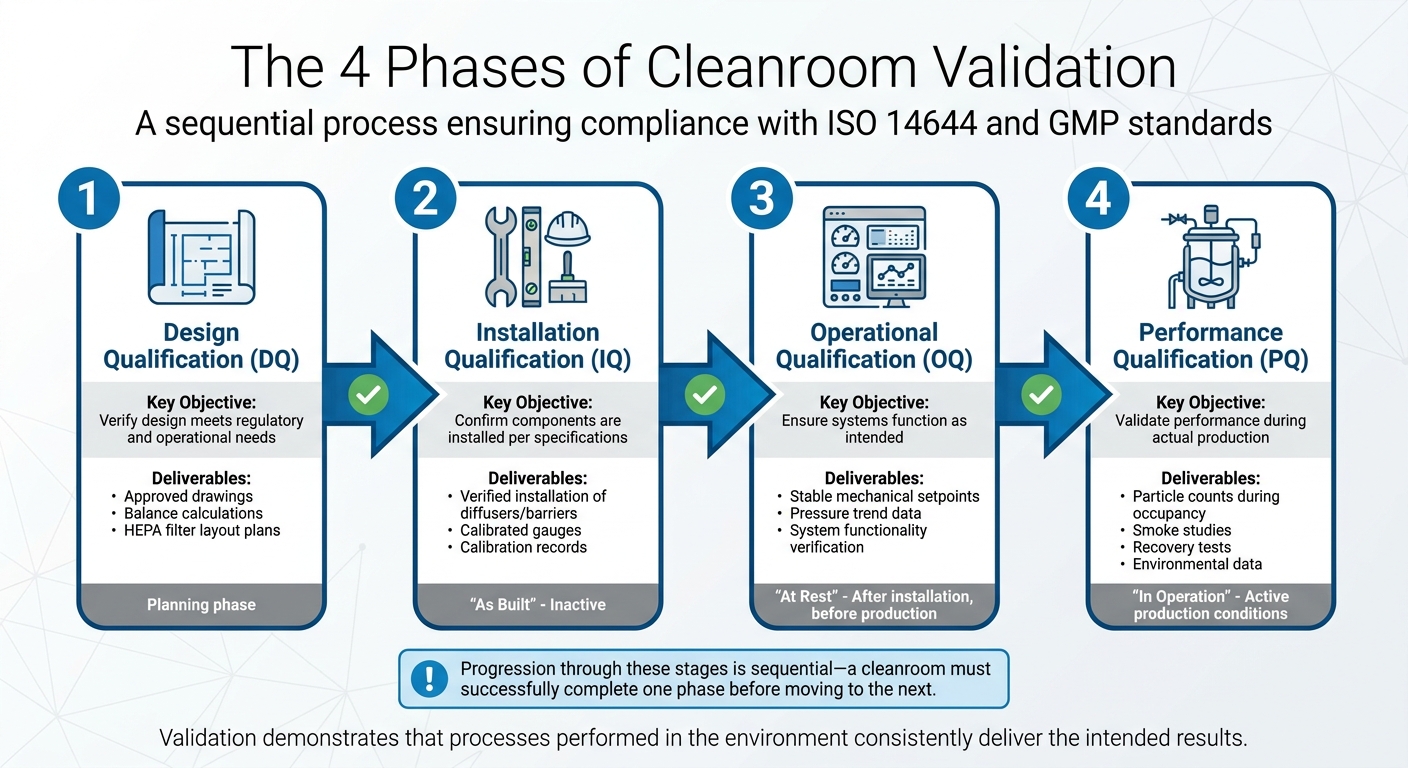
De 4 fasen van cleanroomvalidatie
4 fasen van cleanroomvalidatie voor de productie van gekweekt vlees
Cleanroomvalidatie is een stapsgewijs proces met vier verschillende fasen, die elk voortbouwen op de vorige. De voortgang door deze fasen is sequentieel - een cleanroom moet met succes één fase voltooien voordat deze naar de volgende kan gaan.Zoals Allied Cleanrooms treffend stelt:
"Validatie is wat een cleanroom die er klaar uitziet, scheidt van een die dat daadwerkelijk is" [8].
Hoewel kwalificatie ervoor zorgt dat de cleanroom en zijn systemen zijn geïnstalleerd en functioneren zoals ontworpen, gaat validatie een stap verder. Het toont aan dat processen die in de omgeving worden uitgevoerd, consequent de beoogde resultaten opleveren [7]. De vier fasen - Ontwerpkwalificatie (DQ), Installatiekwalificatie (IQ), Operationele Kwalificatie (OQ) en Prestatiekwalificatie (PQ) - zijn ontworpen om faciliteiten voor te bereiden op gevalideerde productieprocessen. Deze fasen leggen ook de basis voor rigoureuze testprotocollen.
| Validatiefase | Belangrijkste Doelstellingen | Typische Opleveringen/Tests |
|---|---|---|
| Ontwerpkwalificatie (DQ) | Verifieer dat het ontwerp voldoet aan de wettelijke en operationele behoeften. | Goedgekeurde tekeningen, balansberekeningen, HEPA-filterindelingsplannen. |
| Installatiekwalificatie (IQ) | Bevestig dat componenten volgens specificaties zijn geïnstalleerd. | Gecontroleerde installatie van diffusers/barrières, gekalibreerde meters. |
| Operationele Kwalificatie (OQ) | Zorg ervoor dat systemen functioneren zoals bedoeld. | Stabiele mechanische setpoints, druktrendgegevens. |
| Prestatiekwalificatie (PQ) | Valideer prestaties tijdens productie/bezetting. | Deeltjesaantallen, rookstudies, hersteltests, milieumonitoring gegevens. |
Ontwerpkwalificatie (DQ)
De Ontwerpkwalificatie (DQ) fase zorgt ervoor dat het ontwerp van de cleanroom overeenkomt met de specifieke vereisten voor de productie van gekweekt vlees. Dit houdt in dat wordt gecontroleerd of ontwerpdocumenten, zoals balansen en HEPA-filterindelingen, de werkelijke operationele behoeften weerspiegelen. Elk ontwerpelement moet voldoen aan strikte acceptatiecriteria, vaak gebaseerd op ISO 14644-normen of door de gebruiker gedefinieerde vereisten [7].
Installatiekwalificatie (IQ)
Installatiekwalificatie (IQ) richt zich op het verifiëren van de "as built" toestand van de cleanroom in zijn inactieve staat. Deze fase bevestigt dat diffusers, retouren en barrières overeenkomen met de ontwerpspecificaties. Het controleert ook of drukmonitoren en meters correct zijn gekalibreerd en volledig operationeel zijn.Gedetailleerde documentatie, inclusief kalibratieverslagen en in kaart gebrachte testlocaties, is cruciaal voor deze fase [7][8].
Operationele Kwalificatie (OQ)
Operationele Kwalificatie (OQ) test de cleanroom in zijn "rusttoestand" - na installatie maar voordat de productie begint. Deze fase zorgt ervoor dat systemen functioneren zoals bedoeld door stabiele mechanische setpoints en consistente druktrends te documenteren. Als er significante veranderingen optreden, zoals het verplaatsen van apparatuur of het aanpassen van de luchtstroom, is gerichte hertesting vereist om het evenwicht te behouden [7][8]. Zodra is bevestigd dat de systemen correct werken, is de faciliteit klaar voor prestatievalidatie onder actieve omstandigheden.
Prestatie Kwalificatie (PQ)
De laatste fase, Prestatie Kwalificatie (PQ), valideert de prestaties van de cleanroom tijdens daadwerkelijke productieomstandigheden.Deze fase beoordeelt of de faciliteit voldoet aan de prestatiedoelstellingen tijdens het gebruik voor de productie van gekweekt vlees. Belangrijke evaluaties omvatten deeltjesaantallen tijdens bezetting, luchtstroomvisualisatie (zoals rookstudies) rond kritieke gebieden, en hersteltests om te meten hoe snel de ruimte terugkeert naar de vereiste reinheid na een verstoring. Voordat PQ begint, zorg ervoor dat mechanische setpoints stabiel zijn, beheerd via bioprocess control software, kritieke bemonsteringslocaties zijn geïdentificeerd, en schoonmaakrecords bevestigen gevalideerde omstandigheden [7].
Voor faciliteiten voor gekweekt vlees wordt het gebruik van onafhankelijke externe validatiebureaus sterk aanbevolen. Deze onpartijdige verificatie heeft meer gewicht bij regelgevers en auditors. Allied Cleanrooms benadrukt:
"Regelgevers en auditors hechten meer waarde aan resultaten die afkomstig zijn van een externe partij zonder belang bij de uitkomst" [8].
Deze onafhankelijke benadering is vooral cruciaal voor faciliteiten die een USDA inspectietoestemming zoeken, wat succesvolle voltooiing van FDA premarket consultatie vereist [5] [6].
Vereiste Testprotocollen voor Cleanroom Validatie
Zodra de Design Qualification (DQ), Installation Qualification (IQ), Operational Qualification (OQ), en Performance Qualification (PQ) zijn voltooid, is de volgende stap een grondige reeks tests om de prestaties van de cleanroom te verifiëren. Deze tests zorgen ervoor dat de cleanroom voldoet aan zijn ISO-classificatie en geschikt is voor de productie van gekweekt vlees. Hieronder volgt een overzicht van de belangrijkste testprotocollen.
Luchtdeeltjes Tellingstests
Deze test meet het aantal deeltjes in de lucht om te bevestigen dat de cleanroom voldoet aan zijn ISO-classificatie.Een ISO 5 cleanroom mag bijvoorbeeld niet meer dan 3.520 deeltjes van 0,5 µm of groter per kubieke meter bevatten. Testen omvat het gebruik van gekalibreerde deeltjesmeters op aangewezen bemonsteringspunten onder zowel "in rust" als "in bedrijf" omstandigheden. Volgens ISO 14644-2 moeten deeltjesconcentratietests elke zes maanden worden uitgevoerd voor ISO 5 en strengere classificaties, en jaarlijks voor ISO 6 en hoger [8].
HEPA Filter Integriteitstests
Deze tests zorgen ervoor dat High-Efficiency Particulate Air (HEPA) filters correct functioneren, zonder lekken of defecten. Terwijl deeltjesaantallen de algemene netheid van de ruimte beoordelen, richten integriteitstests zich op de filters zelf. Elke significante verandering, zoals filtervervangingen of aanpassingen aan de ruimte, vereist onmiddellijke hertesting.Veel faciliteiten kiezen voor externe bureaus om deze tests uit te voeren, aangezien onafhankelijke verificatie vaak hoog wordt gewaardeerd door regelgevers [8].
Luchtstroom Snelheid en Volume Metingen
Een goede luchtstroom is cruciaal voor het handhaven van de reinheid. De luchtstroom in unidirectionele cleanrooms moet doorgaans binnen 0,45 m/s ±20% vallen (tussen 0,36 en 0,54 m/s). Metingen worden meestal uitgevoerd op werkhoogte - waar gevoelige operaties, zoals bioreactor inoculatie, plaatsvinden binnen schaalbare bioreactor systemen - of 150 tot 300 mm van het filteroppervlak. ISO 14644-3:2005 geeft aan dat het aantal bemonsteringspunten gelijk moet zijn aan de vierkantswortel van 10 keer de oppervlakte van de kamer (in vierkante meters), met een minimum van vier metingen en ten minste één punt per filter. Rookstudies of luchtstroomvisualisatie kunnen de unidirectionele luchtstroom verder verifiëren en gebieden met stilstaande lucht detecteren, bekend als "wakkeregio's" [9] .
Drukverschilcontroles
Het handhaven van de juiste drukverschillen tussen cleanroomzones is essentieel om besmetting te voorkomen. Schonere zones moeten een positieve druk behouden ten opzichte van aangrenzende, minder schone gebieden. Gekalibreerde drukmeters en sensoren worden gebruikt om stabiele drukverschillen te documenteren en te waarborgen.
Temperatuur- en Vochtigheidsverificatie
De temperatuur- en vochtigheidsniveaus van de cleanroom moeten zorgvuldig worden gecontroleerd om de productie van gekweekt vlees te ondersteunen. Deze omstandigheden beïnvloeden de productkwaliteit en de prestaties van HEPA-filters en andere systemen. Continue monitoring helpt ervoor te zorgen dat deze parameters binnen de vereiste setpoints blijven gedurende de productiecycli.
Continue Monitoring en Herbeoordeling
Validatie stopt niet zodra systemen zijn geïmplementeerd. Continue monitoring en periodieke herbeoordeling zijn essentieel om de effecten van filter slijtage, degradatie van HVAC-systemen en proceswijzigingen tegen te gaan. Na het bereiken van initiële naleving via DQ, IQ, OQ en PQ, vereist het handhaven van prestaties tijdens actieve productie voortdurende controle.
Milieu Monitoring Programma's
Een robuust milieu monitoring programma houdt luchtdeeltjesaantallen, microbiële besmetting, temperatuur, vochtigheid en drukverschillen bij volgens een gedefinieerd schema. Voor Grade A zones moet de monitoring continu zijn, terwijl Grade B zones elke 15–30 minuten gecontroleerd moeten worden. Grade C en D zones kunnen elk uur of per dienst worden gecontroleerd, gebaseerd op risicoanalyses [3][4].
Microbiële monitoring combineert actieve luchtbemonstering met sedimentatieplaten. Volgens de UK GMP-richtlijnen moeten sedimentatieplaten ten minste wekelijks worden getest, terwijl niet-levensvatbare deeltjes dagelijks moeten worden geteld. De frequentie van monitoring moet toenemen na onderhoudsactiviteiten [3][4]. Alle gegevens moeten in realtime worden geregistreerd, met gedefinieerde waarschuwingslimieten. Bijvoorbeeld, een Grade A-zone kan een actielimiet van 1 CFU/m³ voor levensvatbare deeltjes instellen [1][2]. Het analyseren van trends in deze gegevens kan helpen om potentiële problemen vroegtijdig te identificeren.
Geavanceerde tools zoals remote laser deeltjesmeters, actieve luchtbemonsteraars en dataloggers met realtime waarschuwingen zorgen voor continue monitoring.Draadloze sensornetwerken bieden 24/7 toezicht via dashboards, waardoor de afhankelijkheid van handmatige controles wordt verminderd [2][10]. Om nauwkeurigheid te behouden, moeten sensoren elke zes maanden preventief worden onderhouden.
Herkwalificatieplanning
Herkwalificatie zorgt ervoor dat de prestaties van de cleanroom binnen de vereiste specificaties blijven, zelfs als apparatuur veroudert, processen evolueren of regelgeving verandert. Aanleidingen voor herkwalificatie zijn grote veranderingen, zoals het installeren van nieuwe bioreactoren, het upgraden van HVAC-systemen of het wijzigen van de indeling van de faciliteit. Voor gekweekte vleesfaciliteiten moeten proceswijzigingen - zoals aanpassingen in mediaformulering - ook worden meegenomen om besmettingsrisico's te beheersen [1] [3].
Kritische parameters moeten jaarlijks opnieuw worden gevalideerd, met halfjaarlijkse controles en onmiddellijke hervalidatie na significante wijzigingen. Volgens MHRA GMP-richtlijnen moeten cleanrooms met hoog risico voor gekweekt vlees hun Performance Qualification (PQ) elke 12 maanden opnieuw valideren, waarbij alle IQ-, OQ- en PQ-elementen worden gedekt. Na HVAC-upgrades moet hertesten binnen 30 dagen plaatsvinden [4] [10]. Preventieve onderhoudsplannen moeten ook in lijn zijn met GMP-audits [2][3].
Voor doorlopende validatiebehoeften verbindt
Nalevingsnormen voor cleanrooms voor gekweekt vlees
Na het aanpakken van validatie- en testprotocollen is de laatste hindernis voor de productie van gekweekt vlees het voldoen aan nalevingsnormen om regelgevende goedkeuring te verkrijgen. Cleanrooms die in dit proces worden gebruikt, moeten voldoen aan ISO 14644 voor deeltjeslimieten en testmethoden, naast Good Manufacturing Practice (GMP) richtlijnen voor contaminatiecontrole en validatie. Door deze kaders te volgen, kunnen fabrikanten ervoor zorgen dat hun faciliteiten voldoen aan strenge regelgevende eisen. Laten we de rol van elke norm in cleanroom-naleving uiteenzetten.
ISO 14644 Normen voor Cleanroom Classificatie
ISO 14644 beschrijft cleanroomclassificaties op basis van de concentratie van zwevende deeltjes. Het meet deeltjes van ≥ 0,5 μm per kubieke meter, met klassen variërend van ISO 1 (de schoonste) tot ISO 9. Voor de productie van gekweekt vlees zijn de meest relevante classificaties ISO 5 tot ISO 8, die overeenkomen met GMP Grades A tot D. Deze normen richten zich op "at rest" omstandigheden - wanneer de cleanroom volledig is ingericht maar niet bezet.
Hoewel ISO 14644 de basis legt voor het classificeren van cleanrooms, dekt het geen validatie tijdens actieve operaties of vereist het microbiële monitoring. Hier komen GMP-richtlijnen in beeld, die een extra laag van naleving toevoegen voor faciliteiten voor gekweekt vlees.
GMP-vereisten voor gekweekt vlees
In tegenstelling tot ISO-normen vereist GMP validatie voor zowel "in rust" (onbezet) als "in bedrijf" (bezet) toestanden. Bijvoorbeeld, een Grade B cleanroom staat tot 3.520 deeltjes ≥ 0,5 μm/m³ toe wanneer in rust, maar dit neemt toe tot 352.000 deeltjes tijdens bedrijf [12] .
GMP hanteert een Contamination Control Strategy (CCS), geleid door Quality Risk Management (QRM), om contaminatierisico's te identificeren en te minimaliseren. De richtlijnen specificeren ook structurele en oppervlakte-eisen om deeltjesophoping te voorkomen en effectieve reiniging mogelijk te maken. Oppervlakken moeten glad, waterdicht en duurzaam zijn, terwijl schuifdeuren worden afgeraden vanwege reinigingsmoeilijkheden. Bovendien zijn wastafels en afvoeren verboden in Grade A en B gebieden om microbiële reservoirs te vermijden.
Aangezien mensen verantwoordelijk zijn voor 75–80% van de deeltjes die worden gedetecteerd tijdens cleanroom-inspecties [11], legt GMP strikte kledingprotocollen op en beperkt de toegang van personeel tijdens kritieke Performance Qualification (PQ) fasen.
Voor producten die steriele behandeling vereisen, omvat GMP-validatie aseptische proces simulaties (media fills) om te bevestigen dat het productieproces microbiële besmetting kan voorkomen. Milieumonitoring is een ander cruciaal aspect, dat zowel niet-levensvatbare deeltjes als levensvatbare micro-organismen omvat. Grade A zones vereisen continue monitoring, terwijl gebieden van lagere kwaliteit frequente controles ondergaan om naleving te waarborgen.
Gebruik van Cellbase voor Cleanroom Validatiebronnen
Het inkopen van cleanroom validatieapparatuur voor gekweekte vleesfaciliteiten kan een lastig proces zijn, voornamelijk vanwege de gespecialiseerde monitoringtools die nodig zijn om aan ISO 14644 en GMP-normen te voldoen. Algemene laboratoriumleveringsplatforms hebben vaak deze niche-items niet op voorraad, waardoor inkoopteams oplossingen moeten samenstellen uit gefragmenteerde leveranciersnetwerken. Enter
Toegang tot Geverifieerde Apparatuur en Materialen
Neem bijvoorbeeld een startup die met succes zijn validatietijdlijn verkortte door in te kopen via
Vereenvoudigde Inkoop voor Validatiebehoeften
Naast het aanbieden van geverifieerde apparatuur, maakt
Inkoopmanagers hebben snellere aanvulling van essentiële monitoringtools gemeld, waaronder realtime deeltjesmeters en dataloggers, die cruciaal zijn voor het handhaven van effectieve milieumonitoringprogramma's en het plannen van herkwalificatie volgens GMP-richtlijnen [18] . Bovendien ondersteunt
Conclusie
Cleanroomvalidatie in de productie van gekweekt vlees is een nauwgezet proces dat is ontworpen om ervoor te zorgen dat faciliteiten voldoen aan ISO 14644-deeltjeslimieten en GMP-normen voordat bioreactoroperaties kunnen beginnen. De gegevens spreken voor zich: gevalideerde cleanrooms behalen consequent een steriele zekerheidsgraad van 99,99%, waarbij ISO 14644-conforme faciliteiten besmettingspercentages onder 1% rapporteren.In tegenstelling daarmee hebben niet-gevalideerde omgevingen te maken met besmettingspercentages tot 15% - een opvallend verschil dat het belang van juiste validatie benadrukt[13] [14].
Maar het werk stopt niet na de initiële validatie. Het handhaven van de prestaties van de cleanroom is net zo belangrijk. Volgens experts van het Cleanroom Technology Institute is inadequate validatie verantwoordelijk voor 40% van de GMP-niet-conformiteiten in de biofarmaceutische sector. Voor gekweekt vlees vormt dit een serieus risico, aangezien zelfs een enkele besmettingsgebeurtenis productieruns ter waarde van tienduizenden ponden in gevaar kan brengen, wat de noodzaak benadrukt van een betrouwbare inkooplaag om hoogwaardige inputs te waarborgen[13][14].
Veelgestelde Vragen
Wat is het verschil tussen kwalificatie en validatie in een cleanroom?
Kwalificatie en validatie spelen verschillende maar even belangrijke rollen in het handhaven van de naleving van cleanrooms.
Kwalificatie draait om ervoor te zorgen dat de cleanroom en zijn systemen correct zijn geïnstalleerd en functioneren zoals bedoeld. Dit proces omvat verschillende fasen, waaronder Ontwerpkwalificatie (DQ), Installatiekwalificatie (IQ), en Operationele Kwalificatie (OQ). Elke stap bevestigt dat de cleanroom voldoet aan de ontwerpspecificaties en effectief functioneert.
Validatie, richt zich daarentegen op het vermogen van de cleanroom om consequent de vereiste omgeving te bieden tijdens de daadwerkelijke productie. Het gaat om het waarborgen van langdurige betrouwbaarheid, veiligheid en naleving van de regelgeving.
Hoe kies ik de juiste ISO-klasse/GMP-klasse voor gekweekte vleesgebieden?
Bij het kiezen van de juiste ISO-klasse of GMP-klasse voor de productie van gekweekt vlees, komt het allemaal neer op de specifieke productiefase en de bijbehorende besmettingsrisico's.
- ISO Klasse 5: Het meest geschikt voor vroege kweekstadia waar het handhaven van steriliteit cruciaal is.
- ISO Klasse 6: Ideaal voor bioreactoroperaties, waarbij reinheid en praktische bruikbaarheid in balans zijn.
- ISO Klasse 8: Geschikt voor oogst- en overdrachtsprocessen, waar de besmettingsrisico's lager zijn.
Het handhaven van hogere reinheidsnormen is essentieel in gebieden waar steriliteit niet in het geding mag komen. Bovendien zijn goede omgevingscontroles een must om aan de wettelijke vereisten te voldoen.
Welke wijzigingen vereisen onmiddellijke herbeoordeling van de cleanroom?
Wanneer er grote veranderingen plaatsvinden - zoals wijzigingen in de indeling van de cleanroom, de toevoeging van nieuwe apparatuur, of updates aan milieubeheersystemen die de steriliteit of naleving kunnen beïnvloeden - wordt onmiddellijke herbeoordeling noodzakelijk. Dergelijke veranderingen kunnen kritieke omstandigheden beïnvloeden, dus herbeoordeling zorgt ervoor dat alles blijft voldoen aan de wettelijke vereisten.










