

Om jag var tvungen att sammanfatta detta beslut i en mening, skulle det vara detta: välj den bioreaktor som håller cellbeteendet stabilt när volymen ökar, inte den som bara ser bra ut på rubrikens kapacitet.
För bioprocessingenjörer, cellkulturforskare och odlade kött R&D-team, brukar kortlistan vanligtvis bestå av STR:er, luftlyft, gungande system, fastbädd/paketerad bädd och perfusionsformat såsom hålfiber . Jag skulle bedöma dem mot en kort uppsättning processgränser: syreöverföring, blandningstid, skjuvning, CO₂-borttagning, värmeborttagning, avkänning, och skördeväg. Artikeln gör också en sak mycket klar: när du går förbi cirka 10^7 celler/mL, börjar syrebehov och skjuvning ofta kämpa mot varandra.
Vid en första anblick, här är vad jag skulle ta med mig:
- STRs är den mest använda vägen för uppskalning och kan nå cirka 20,000 L, men impellrar och luftning kan skada skjuvkänsliga celler.
- Luftlyftreaktorer minskar mekanisk stress och kan passa mycket stora volymer, men databasen är fortfarande tunnare än för STRs.
- Vaggande system är skonsamma och användbara för fröträningsarbete, även om de vanligtvis når upp till cirka 6,000 L.
- Fasta bäddar och packade bäddsystem passar ankarfästningsberoende celler, men skörd är svårare och utbytet per kärl är ofta lägre.
- Perfusion kan driva kulturer till 10^7 till 10^8 celler/mL, och i vissa fall 10^8 till 10^9 celler/mL, men endast med strängare kontroll och cellretention.
- Hollow-fiber kan köras med mycket hög densitet, men skalan hanteras ofta av parallella enheter snarare än ett stort kärl.
- De främsta misslyckandepunkterna vid uppskalning är syrebegränsning, CO₂-uppbyggnad, skador från skjuvning, pH-gradienter, metabolitackumulering och temperaturkontroll.
- Innan inköp skulle jag vilja ha data från nedskalning, CFD-arbete, pilotkörningar och sensorjämförbarhet över skalor.
Skalning av engångsbioreaktorer från laboratorium till produktion - TECNIC
sbb-itb-ffee270
Snabb jämförelse
| Plattform | Bäst passform | Huvudbegränsning | Skalsignal |
|---|---|---|---|
| STR | Suspension eller mikrobärare | Skjuvning från impellrar och bubblor | Upp till ~20,000 L |
| Airlift | Skjuvkänslig suspensionskultur | Mindre processhistorik än STRs | >20,000 L diskuterad i teori |
| Vaggning | Frölinje och försiktig expansion | Lägre skalgräns | Upp till ~6,000 L |
| Fast-/packad bädd | Fästa celler och vävnadsfokuserad tillväxt | Svårare skörd | Medelskala |
| Perfusion | Högdensitetskultur | Mer kontrollhårdvara och övervakning | Kärlberoende |
| Hålfiber | Specialiserade högdensitetskörningar | Beläggning och begränsad enhetsskala | Parallell distribution |
Min läsning: det rätta valet handlar vanligtvis mindre om reaktoretiketter och mer om cellfästningsbehov, skjuvhölje, måltäthet och om din process måste köras som batch, fed-batch eller perfusion. Det är filtret jag skulle använda innan jag pratar med någon leverantör.
Bioreaktorplattformar som används i odlat köttuppskalning
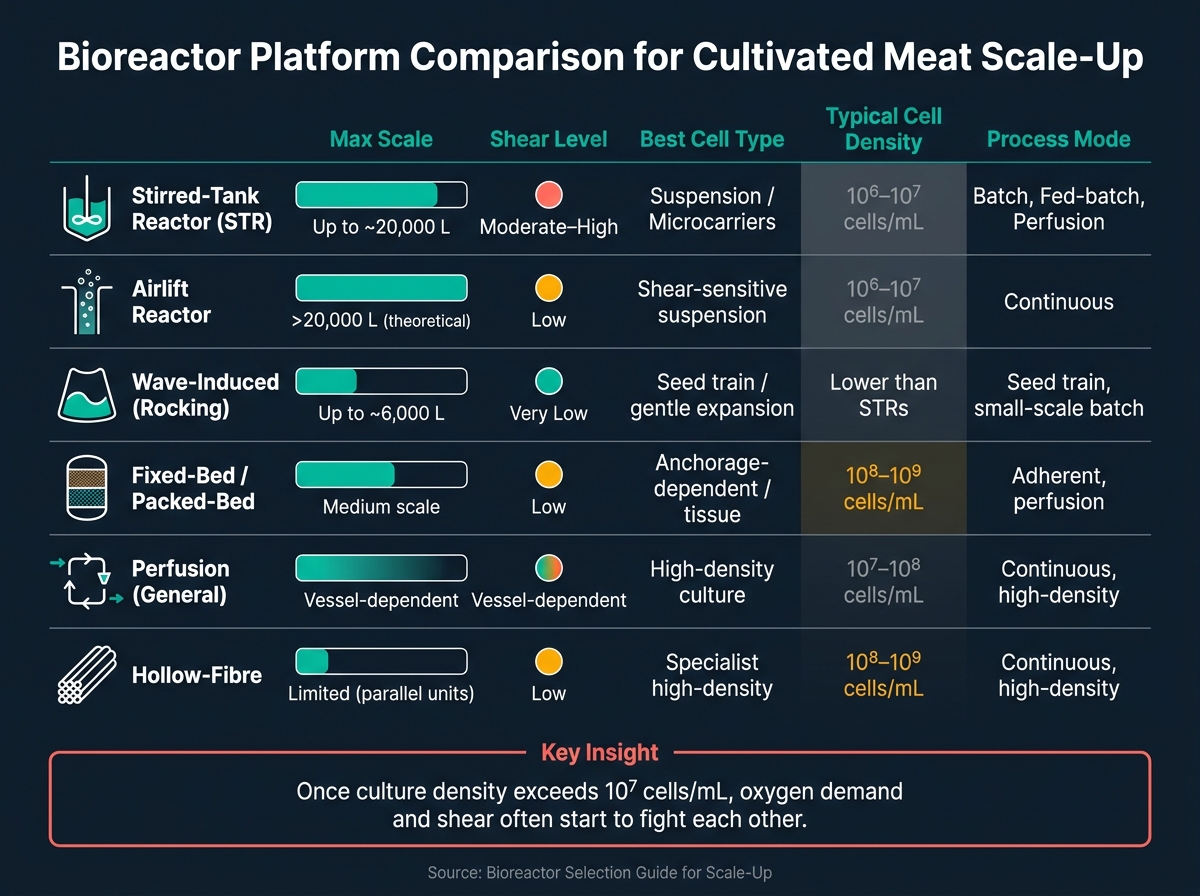
Jämförelse av bioreaktorplattformar för odlat köttuppskalning
Varje bioreaktorplattform innebär en kompromiss mellan blandning, syreöverföring, skjuvning och skala. I praktiken beror det bästa valet på cellernas biologi, om de behöver en yta att fästa vid, hur mycket hydrodynamisk stress de kan hantera och den produktionsskala du siktar på. Det användbara sättet att jämföra plattformar är enkelt: se hur väl varje plattform passar celltypen, processläget och skalans mål.
Omrörda tank- och luftlyftsystem
Omrörda tankreaktorer (STRs) är fortfarande det mest etablerade alternativet för cellodling av odlat kött, med uppskalning till omkring 20 000 liter [1]. De förlitar sig på impellrar för bulkblandning, cellsuspension och syreöverföring, vilket gör dem till en praktisk lösning för suspensionskultur och mikrocarrier-baserade processer.
Problemet är skjuvning. Impellerdriven flöde, tillsammans med bubbelbrott vid spargern, kan skapa krafter som skadar djurceller. Av den anledningen bör skjuvtolerans kartläggas tidigt för varje cellinje, inte gissas senare när processen redan är fastställd. Skyddstillsatser som poloxamerer kan hjälpa, och det kan även impellergeometrier som styr flödet uppåt, vilket minskar lokal stress samtidigt som syreöverföringen bibehålls.
Airlift-reaktorer tar bort impellern och använder gasinjektion för att flytta kulturen genom bubbeldriven cirkulation. Det eliminerar den huvudsakliga källan till mekanisk stress och minskar även energibehovet.Vid mycket stora skalor blir luftlyftsystem mer attraktiva eftersom de kan ge jämnare blandning, färre näringsgradienter och enklare drift[1] . En teoretisk 300 000-liters luftlyftreaktor, anpassad för odlade köttceller, har modellerats vid 2 × 10^8 celler/mL [1]. Det sagt, den experimentella basen är fortfarande tunnare än för STR:er.
Om skärkänslighet är viktigare än absolut genomströmning, börjar mildare och mindre volymplattformar se mer användbara ut.
Våginducerade, Fastbädds- och Packbäddssystem
Våginducerade, eller gungande, bioreaktorer använder mild rörelse för att blanda kulturen. Det gör dem användbara för skärkänsliga celler och för frö-tåg-expansion. Deras praktiska övre gräns är runt 6 000 liter[1], så de är vanligtvis inte det främsta valet för full produktionsskala.
Fastbädds- och packbäddsreaktorer håller celler fästa vid en stationär matris, ofta en icke-vävd ställning eller en porös bärare, medan färskt medium flödar genom bädden. Dessa system passar förankringsberoende celler och vävnadsfokuserad tillväxt, och de körs ofta i perfusionsläge för att nå höga celldensiteter. Men de är inte allroundsystem. Cellskörd är svårare, och volymetrisk produktion är ofta lägre än i suspensionsbaserade plattformar.
När huvudmålet är hög densitet och jämn produktion blir perfusionsbaserade uppställningar nästa skärm.
Perfusion och Hollow-Fibre-system
Perfusion är ett processläge, inte en reaktorgeometri. Idén är att använda en cellretentionsanordning, oftast alternativt tangentiellt flöde (ATF) eller tangentiell flödesfiltrering (TFF), för att avlägsna förbrukat medium samtidigt som cellerna hålls kvar i kärlet.Detta gör att kulturen kan köras vid mycket högre densiteter än batch- eller fed-batch-processer. I praktiken når perfusionssystem ofta 10^7 till 10^8 celler/mL, och vissa uppsättningar når 10^8 till 10^9 celler/mL intervall[1] .
Hollow-fiber bioreaktorer är ett mer specialiserat perfusionsformat. Celler växer i eller runt halvgenomträngliga kapillärfibrer, med näringstillförsel och avfallshantering som sker genom diffusion över membranet. De kan stödja långa kontinuerliga körningar och mycket höga celldensiteter. Nackdelen är skalan. Dessa system är svåra att utöka till mycket stora arbetsvolymer, och membranfouling är en verklig driftrisk. Det är bättre att tänka på hollow-fiber som ett specialist högdensitetssystem snarare än en allmän produktionsplattform.
Tabellen nedan hjälper till att begränsa urvalet efter skala, skjuvprofil och kulturmetod.
| Bioreaktortyp | Blandningsprincip | Skjuvmiljö | Skalbarhet | Typiskt processläge | Typiskt densitetsintervall |
|---|---|---|---|---|---|
| Omrörd tank (STR) | Mekanisk omrörare | Måttlig–hög | Upp till ~20,000 L | Batch, fed-batch, perfusion | 10^6 – 10^7 |
| Airlift | Gasbubbling | Låg | >20,000 L (teoretisk) | Kontinuerlig, suspension | 10^6 – 10^7 |
| Våginducerad (gungande) | Gungplattform | Mycket låg | Upp till ~6,000 L | Frölinje, småskalig batch | Lägre än STRs |
| Fast bädd / packad bädd | Perfusion genom matris | Låg | Medium | Adherent, vävnadsorienterad | 10^8 – 10^9 |
| Perfusion (allmänt) | Kärlberoende + retention | Kärlberoende | Kärlberoende | Kontinuerlig, hög densitet | 10^7 – 10^8 |
| Hollow-fibre | Diffusion / perfusion | Låg | Begränsad (parallell distribution) | Kontinuerlig, hög densitet | 10^8 – 10^9 |
Urvalskriterier för beslut om uppskalning av bioreaktorer
Plattformsjämförelser hjälper till att minska alternativen.Efter det handlar beslutet mest om cellbiologi, överföringsprestanda och daglig drift.
Anpassa reaktorn till cellbiologi och odlingsläge
Många odlade köttcelltyper är beroende av förankring. Så det första valet är ganska direkt: anpassa cellerna till suspension, använd mikrobärare eller kör ett system för fastväxt.
Skjuvtolerans bör mätas, inte antas, innan du bestämmer reaktorns geometri. Luftlyft och gungande system kan minska mekanisk stress, men det kommer vanligtvis med skalbegränsningar.
Om processen inkluderar adipogen differentiering, ta hänsyn till adipocytens flytkraft när du utformar blandnings- och skördesteg. Den detaljen kan orsaka problem senare om den ignoreras tidigt.
Utvärdera överföringsprestanda och kontrollera kontinuitet
I de flesta fall sätter syreöverföring skalgränsen. När kulturtätheten går över 10^7 celler/mL, tvingar syrebehovet ofta till högre omrörning eller mer luftning, och det ökar samtidigt skjuvningen.
När du jämför kandidatsystem, fokusera på de parametrar som kommer att avgöra om processen håller ihop i skala:
- volymetrisk syreöverföringskoefficient (kLa)
- blandningstid
- omrörarens spetsfart, eller den närmaste motsvarande omrörningsmetrik
- CO₂ avdrivningseffektivitet
- kontrollintervallet för lösta syre (DO) och pH
Dessa behöver kontrolleras över hela vägen från utvecklingsskala till produktionsskala. En reaktor som ser bra ut i ett litet kärl kan bete sig ganska annorlunda om geometrin ändras eller blandningsregimen skiftar.
Kontinuitet i kontroll är lika viktigt som rå överföring.Om pH, DO och näringsmatningsdata från utvecklingssystemet inte kan jämföras ordentligt med produktionskärlet, slutar mycket av det småskaliga processkarakteriseringsarbetet att vara användbart. Det är logiskt att föredra system där sensorintegrationen förblir konsekvent över skalor, helst med realtids, in-line övervakning för glukos, biomassa och metaboliter. Spektroskopiska in-line sensorer minskar risken för kontaminering som följer med upprepade off-line provtagningar och möjliggör automatiserade matningsändringar som hjälper till att hålla högdensitetskulturer stabila [1] .
Kontrollera operativ passform för produktion
Processläge är det första driftvalet. Batch och fed-batch är enklare att köra och validera, men de når en praktisk gräns för celldensitet. Perfusion håller celler i exponentiell tillväxt längre på en mindre yta [1] , men det kräver också en cellretentionsenhet samt stramare automation och övervakning.
Engångssystem minskar risken för rengöring och korskontaminering. Rostfria stålsystem, däremot, behöver CIP/SIP infrastruktur.
Matriserna nedan är ett användbart sätt att omvandla dessa kriterier till en kortlista.
| Processkrav | Omrörd tank (STR) | Airlift | Hollow-Fibre / Perfusion | Fast bädd / Packad bädd |
|---|---|---|---|---|
| Hög skjuvkänslighet | Dålig passform | Bra passform | Bra passform | Bra passform |
| Suspensionskultur | Stark passform | Stark passform | Måttlig passform | Dålig passform |
| Förankringsberoende celler | Passform med mikrobärare | Passform med mikrobärare | Måttlig passform | Stark passform |
| Högt syrebehov (>10^7 celler/mL) | Stark passform | Måttlig passform | Måttlig passform | Låg–måttlig passform |
| Kontinuerligt / perfusionsläge | Kompatibel | Kompatibel | Bästa passform | Bästa passform |
| Skala >20,000 L | Begränsad | Stark passform | Begränsad | Måttlig passform |
| Automatiserad in-line övervakning | Måttlig | Måttlig | Högt krav | Måttlig |
| Skördeförenkling | Måttlig (mikrobärarseparation behövs) | Måttlig | Komplex | Komplex |
Definiera skördestegen innan du slutför kortlistan.Suspensionskultur är det enklaste fallet. Mikrobärare lägger till dissociation och separation. Fasta bäddar tar bort bärarseparationsproblemet, men cellåtervinning blir svårare.
När kortlistan är klar är nästa steg leverantörsval. För att anskaffa verifierade bioreaktorer, retentionsenheter och sensorer,
Uppskalningsrisker, validering och implementering
Uppskalning är icke-linjär . När volymen ökar, sträcker sig blandningstiden snabbt och transportbegränsningar börjar forma processen. Det är den punkt där en reaktor slutar se bra ut på papper och börjar visa sina svaga punkter. Alla system på kortlistan måste klara dessa förhållanden innan pilotfasen.
Vanliga felpunkter vid uppskalning
De huvudsakliga felmoderna är syrebegränsning, CO₂-ackumulering, skjuvskador, pH-gradienter, metabolitansamling och termisk instabilitet.
Tabellen nedan gör varje punkt praktisk: vad som orsakar det, vilken signal man ska hålla utkik efter och vad man ska göra härnäst.
| Skalningsrisk | Sannolik orsak | Detektionssignal | Åtgärd för att minska risk |
|---|---|---|---|
| Syrebegränsning | Låg kLa; hög celldensitet (>20 miljoner celler/mL) [3] | DO faller under 30% mättnad [3] | Öka omrörning; syreberikning; mikro-spargers [3] |
| CO₂-ackumulering | Minskat SA/V-förhållande; högt hydrostatiskt tryck [3] | Ökande löst CO₂; pH-fall; ökning av osmolalitet [3] | Öka total gasflöde (vvm); rensning av huvudutrymme [3] |
| Skjuvskador | Hög impeller spetsfart; bubbla bristning [1] | Minskad livskraft; hämmad differentiering [1] | Lägg till poloxamerer; omdesigna impellrar för laminärt flöde [1] |
| pH-gradienter | Dålig blandning; långa cirkulationstider [3] | Lokala pH-spikar nära basadditionportar [3] | Optimera portplacering; öka omrörning inom skjuvgränser [3] |
| Metabolit toxicitet | Ammoniak och mjölksyra uppbyggnad [1] | Minskad tillväxthastighet; platåande biomassa [1] | Perfusion eller medieutbyte; konstruerade ammoniaktoleranta cellinjer [1] |
| Termisk instabilitet | Minskat SA/V-förhållande som begränsar värmeavledning [3] | Temperaturfluktuationer över kärlet [3] | Optimerade kyljackor; CFD-styrd kärlgeometri [3] |
En praktisk valideringsarbetsflöde
Validering måste börja innan något åtagande till ett produktionskärl.Nedskalad modellering börjar vanligtvis med höggenomströmningsminiatyrbioreaktorer i intervallet 15–250 mL, där team kan justera parametrar och testa driftfönster [1] [3]. Dessa modeller är viktigast när de efterliknar de svåra fallen, inte de enkla, inklusive tillfälliga förändringar i DO och pH som celler kan uppleva i heterogena storskaliga miljöer [3].
CFD hjälper till att bedöma risk innan fysiska körningar. Det kan förutsäga syrefördelning och skjuvning i förväg [1] [2]. Li et al. använde CFD för att optimera reaktorgeometri samtidigt som de modellerade en 300 000 L luftlyftreaktor för djurcellstillväxt. Deras modellering föreslog att ett enda kärl i den skalan teoretiskt sett skulle kunna föda 75 000 människor varje år [1].
Arbete i pilotskala kommer härnäst.I det skedet är målet enkelt: kontrollera om cellerna kan hantera flödesmiljön i det större kärlet och definiera den övre gränsen för hydrodynamisk stress som processen kan tolerera [2].
Sensorjämförbarhet behöver också en direkt kontroll över skalor. In-line-sensorer i stora kärl måste överleva sterilisering och fortsätta fungera i veckor utan omkalibrering [1] [4]. I många fall räcker inte en sond. Sensorarrayer kan behövas för att upptäcka gradienter som en enda mätpunkt skulle missa [1] [4]. Endast kärl som producerar jämförbara data över skalor bör gå vidare till upphandlingsgranskning.
Slutsats: Bygg en bioreaktorlista kring processanpassning
Uppskalning är en serie kompromisser. Biologi sätter gränserna.Då måste blandning, syreöverföring, kontrollarkitektur och kärldesign fungera inom dessa gränser. Dessa tre beslutsaxlar - cellbiologi, överföringsprestanda och operativ passform - dyker upp i varje plattformsjämförelse och varje valideringssteg i denna guide.
Det begränsar snabbt din kortlista. Målet är inte att hitta reaktorn med den längsta funktionslistan. Det är att hitta plattformen som matchar processläget och kan behålla den passformen när du skalar upp.
Innan något kapitalbeslut, testa kortlistan med nedskalningsmodeller, CFD och pilotstudier [1]. Om ett system inte kan hålla prestanda under dessa förhållanden, bör det inte gå vidare till leverantörsval.
Viktiga beslut att ta med i upphandlingen
Sätt dessa kriterier i en skriftlig kravlista innan du pratar med leverantörer.
| Krav | Vad som ska definieras |
|---|---|
| Celltyp och förankringsberoende | Suspensionsanpassad, mikrobärarberoende eller integrerad i ställning |
| Odlingstyp | Batch, fed-batch eller perfusion - och om kontinuerlig bearbetning är ett mål |
| Syrebehov och överföringsmål | Baserat på maximal celldensitet, syreöverföringshastigheter, och krav på värmeavledning |
| Skjuvtoleransgräns | Maximal hydrodynamisk stress cellinjen kan tåla, empiriskt bestämd |
| Kontroll- och avkänningskrav | In-line vs off-line; parametrar att övervaka i realtid (pH, DO, CO₂, glukos, biomassa) |
| Skalans mål och kärlets material | Engångsbruk vs rostfritt stål, baserat på produktionsvolym och livsmedelsgodkända materialkrav |
| Artsspecifika förhållanden | Driftstemperatur (e.g. 37 °C för däggdjursceller; lägre för marina arter) och gasutbyteshastigheter [1] |
Vanliga frågor
Hur väljer jag mellan STR och airlift?
Det beror på din celltyp, dina uppskalningsmål och processprioriteringar.
STRs används ofta, skalar bra och ger dig strikt processkontroll. Det gör dem till en vanlig passform för suspensionskulturer och mikrocarrier-baserade celler, särskilt när du går över till större volymer. Kompromissen är skjuvning: STRs kan utsätta celler för mer hydrodynamisk stress, så valet av impeller, spetsens hastighet och gasstrategi är viktigt.
Airlift-bioreaktorer är vanligtvis skonsammare mot skjuvkänsliga celler och har mindre mekanisk komplexitet eftersom de inte förlitar sig på intern omrörning på samma sätt. Men uppskalning kan vara mindre enkel, särskilt när du behöver hålla blandning, gasöverföring och cirkulationsbeteende i linje över skalor.
Som en tumregel tenderar airlift-system att passa mer känsliga celler, medan STR:er ofta är standard för mer etablerade storskaliga processer.
När ska jag byta från batch till perfusion?
Överväg att byta från batch till perfusion när du behöver högre celldensiteter och mer processintensifiering för produktion av odlat kött.
I de flesta fall är det logiskt när din process behöver hålla mycket höga celldensiteter - över 100 miljoner celler per milliliter - och drar nytta av kontinuerlig näringstillförsel, avfallsborttagning, stramare processkontroll och högre produktivitet när du går från F&U till tillverkning.
Vilka uppskalningsrisker bör jag testa först?
Testa de tidigaste uppskalningsriskerna kring cellviabilitet och processkontroll. Lägg extra fokus på:
- ökad skjuvspänning
- syreöverföring
- avfallsborttagning, inklusive CO₂-ackumulering
Du bör också kontrollera temperatur, pH, näringstillförsel, kontaminationsrisk och om förhållandena förblir enhetliga när du går från små laboratorieuppställningar till större bioreaktorer.
Det är viktigt eftersom en process som verkar stabil i bänkskala kan förändras när volymen ökar. Blandningen förändras.Gasöverföringsskift. Lokala gradienter kan uppstå. Celler känner ofta av dessa förändringar innan dina huvudprocessmetrik gör det.
Tidig övervakning hjälper till att minska inkonsekvens och skydda cellhälsan.









