

- Syfte: Säkerställer att bioreaktorer uppfyller reglerings- och produktionsstandarder, bibehåller sterilitet, precis miljökontroll, och livsmedelssäkerhet.
- Viktiga Funktioner: Omrörda tankbioreaktorer valdes för deras lämplighet för bovina muskelceller, vilket erbjuder kontrollerade skjuvkrafter och skalbarhet.
- Utmaningar: Att skala bioreaktorer för höga celldensiteter och minska kostnaderna krävde omprövning av material, steriliseringsmetoder och processdesign.
- Lösningar: Övergång till livsmedelsklassade material, användning av kostnadseffektiva steriliseringsmetoder och integrering av bioprocesskontrollprogramvara för processoptimering minskade kostnaderna avsevärt.
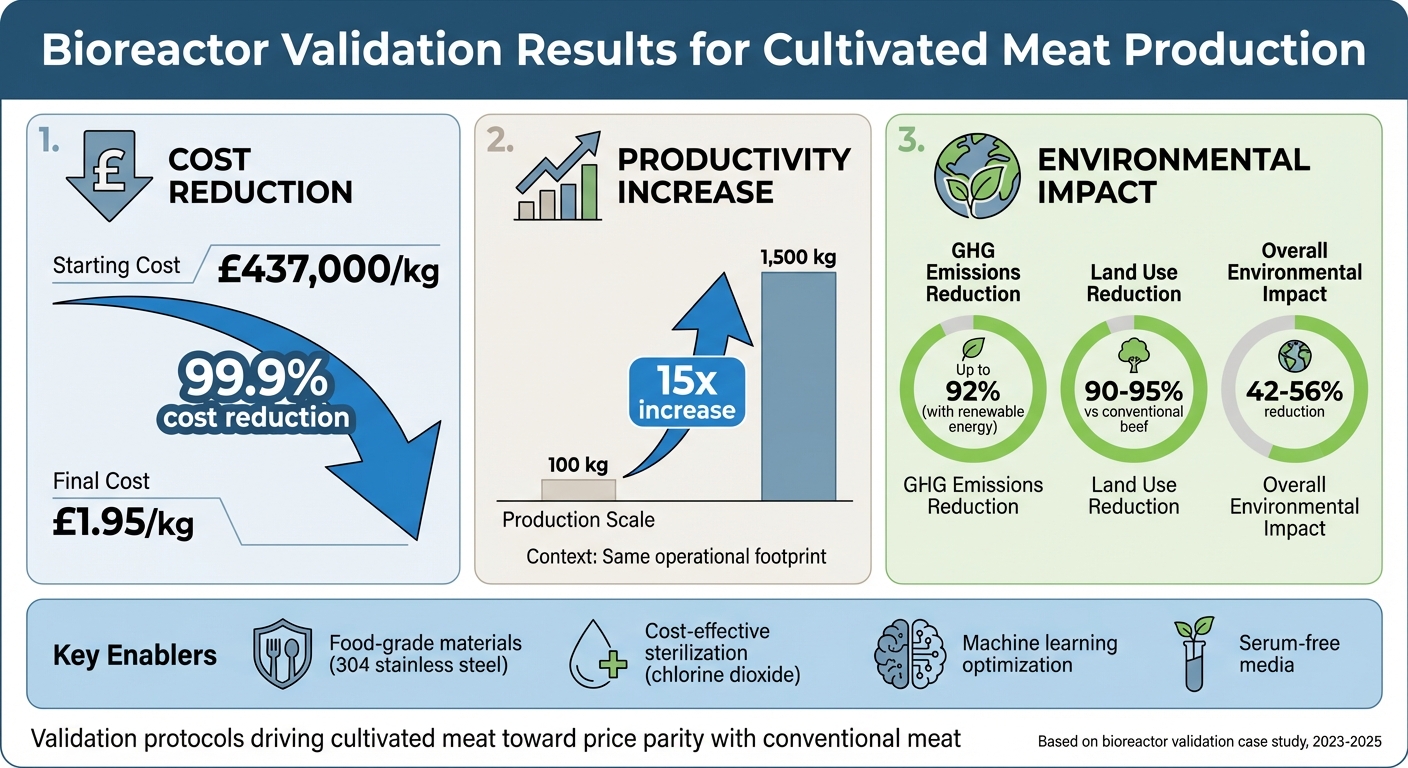
- Resultat: Produktionskostnaderna sjönk dramatiskt, med en 15-faldig ökning i produktivitet och upp till 92% minskning av växthusgasutsläpp när de drivs av förnybar energi.
Denna studie beskriver hur valideringsprotokoll och smarta designval driver odlat kött närmare prisparitet med konventionellt kött.
Validering av bioreaktorer: Kostnadsreduktion och miljöfördelar i produktionen av odlat kött
Regulatoriska krav för validering av bioreaktorer
Tillämpliga regulatoriska standarder
Inom industrin för odlat kött är det avgörande att uppfylla strikta regulatoriska standarder som en del av valideringsprocessen för bioreaktorer. I Storbritannien kategoriserar Food Standards Agency (FSA) och Food Standards Scotland (FSS) odlat kött under "produkter av animaliskt ursprung" (POAO). Denna klassificering säkerställer att livsmedelssäkerhet och hygienregler gäller för alla produktionssteg, inklusive bioreaktoroperationer.Men enligt brittisk vägledning (december 2025), även om dessa produkter faller under POAO-kategorin, kvalificerar de sig inte juridiskt som "kött". Denna distinktion innebär att vissa konventionella djurskydds- och mikrobiologiska krav är undantagna, vilket formar de specifika valideringsprotokoll som behövs i Storbritannien.
Globalt varierar säkerhetsbedömningar i varaktighet. Singapore och USA slutför vanligtvis granskningar inom 12 månader, medan Europeiska unionen i genomsnitt tar cirka 18 månader. Storbritannien har kartlagt sin egen väg med CCP Sandbox-programmet, finansierat till februari 2027. Detta initiativ möjliggör för tillsynsmyndigheter att samarbeta direkt med företag som Gourmey, Hoxton Farms, och Mosa Meat, för att effektivisera datakrav och påskynda säkerhetsbedömningar.
"Sandbox-programmet gör det möjligt för oss att snabbt spåra regulatorisk kunskap för att minska hinder för framväxande livsmedelsteknologier utan att kompromissa med säkerhetsstandarder."
– Dr. Thomas Vincent, biträdande direktör för innovation, FSA [3]
Oavsett jurisdiktion måste företag lämna in detaljerade säkerhetsdokument innan de går in på marknaden. Dessa dokument beskriver produktionsprocesser, produktens sammansättning och säkerhetsdata. De måste också bekräfta att odlat kött är näringsmässigt jämförbart med konventionellt kött, inklusive analyser av makro- och mikronäringsämnen samt aminosyra- och fettsyraprofiler.
Valideringsprotokollkrav
Regulatoriska standarder kräver strikta valideringsprotokoll för bioreaktorer för att säkerställa säkra och kontrollerade operationer. En viktig komponent är implementeringen av en faroanalys och kritiska styrpunkter (HACCP) plan.Detta ramverk identifierar och mildrar risker i varje produktionsstadium, från den initiala cellbiopsin till den slutliga skörden av cellmassan. Med tanke på nyheten av odlad köttproduktion måste säkerhetsbedömningar adressera potentiella faror genom hela processen.
Valideringsprotokoll måste bevisa att bioreaktorsystemen upprätthåller sterila förhållanden under produktionscykler, vilket effektivt förhindrar mikrobiell kontaminering. Dessutom behöver dessa protokoll bedöma om proteiner i odlat kött kan utlösa allergiska reaktioner hos konsumenter.
"Vår nya vägledning ger klarhet för företag, vilket hjälper dem att förstå och korrekt visa för brittiska livsmedelsregulatorer hur deras produkter är säkra. Specifikt säkerställer denna vägledning att företag har bedömt potentiella allergirisker och att de är näringsmässigt lämpliga innan de kan godkännas för försäljning."
– Dr. Thomas Vincent, biträdande direktör för innovation, FSA [2]
I Storbritannien fokuserar validering på att tillhandahålla tillräckliga data för en vetenskaplig riskbedömning snarare än att bevilja marknadsgodkännande. Nicolas Morin-Forest, medgrundare & VD för GOURMEY, betonade denna skillnad:
"Storbritanniens validering markerar ett kritiskt steg i vår regleringsresa för nya livsmedel och bekräftar att vi nu går vidare till fullständig riskbedömning, vilket tar oss ett steg närmare att göra våra produkter tillgängliga för konsumenter." [4]
sbb-itb-ffee270
Bioreaktorval och systemspecifikationer
Vald bioreaktorteknik
Anläggningen valde en omrörd tankbioreaktor, ett val drivet av dess pålitliga prestanda med bovint muskelprogenitorceller. Viktiga faktorer som påverkade detta beslut inkluderade cellernas specifika behov, den önskade produktionsskalan och övergripande kostnadsöverväganden.
Bovint muskelceller, som är förankringsberoende, kräver låga skjuvkrafter - under 0,1 N/m² - för att undvika skador under odling. Den omrörda tankdesignen uppfyllde detta krav samtidigt som den visade sig anpassningsbar för både pilotförsök och kommersiell produktion. Kostnad var en annan viktig faktor, med pilotanläggningar som positionerades som mer tillgängliga för budgetar typiska inom den odlade köttsektorn än inom läkemedelsindustrin[5][7].
Produktionsskalan riktade in sig på volymer mellan 100 och 1 000 liter för att säkerställa kommersiell genomförbarhet. Modulära omrörda tanksystem valdes över packade bäddalternativ på grund av deras förmåga att skala upp med en faktor av 10 utan att överskrida massöverföringsgränser, och bibehålla kLa-värden över 50 h⁻¹. Dessa system syftar till att producera 1–10 kg odlat kött per batch samtidigt som kapitalinvesteringen för skalbar kapacitet balanseras [7][8].
Systemdesignfunktioner
När den omrörda tankbioreaktorn valdes, inkorporerades dess design med avancerade funktioner för att främja optimal celltillväxt. Gasutbytessystemet använder mikrospargerteknologi, som levererar bubblor mellan 20–100 µm. Denna uppsättning uppnår kLa-värden på 100–200 h⁻¹ vid 37°C, vilket bibehåller lösta syrenivåer vid 30–50% mättnad. För att hantera CO₂-strippning kombineras huvudutrymmesluftning med membrankontaktorer och antiskumsensorer[5][6].
För effektiv blandning använder bioreaktorn dubbel Rushton-impeller, som arbetar vid hastigheter på 50–150 rpm.Detta säkerställer enhetlig blandning med skjuvhastigheter under 5 000 s⁻¹, som skyddar cellerna från skador samtidigt som näringsgradienterna hålls under 10 %. Omrörningen är PID-kontrollerad, med realtidsfeedback på pH och lösta syrenivåer, vilket stöder perfusionshastigheter på 1–5 kärlvolymer per dag[5][7].
Skalbarhet var ett nyckelfokus i designen. Bioreaktorn bibehåller geometrisk likhet över olika skalor, med en höjd-till-diameter-förhållande på 2:1. CFD-optimerade impellrar säkerställer linjär uppskalning, och pilotstudier visade en 95 % bibehållning av cellviabilitet vid uppskalning från 10 liter till 200 liter. Den modulära designen möjliggör integration i större produktionssystem samtidigt som den uppfyller GxP-efterlevnadsstandarder [7][8].
Processanalysteknik är också integrerad, med Ramanspektroskopi för realtidsövervakning av kritiska parametrar som pH (6,8–7,2) och laktat (hålls under 2 g/L). Prediktiva modeller, anpassade från produktion av monoklonala antikroppar, spårar glukosnivåer med R²-värden över 0,95, vilket säkerställer exakt processkontroll[5] [6][7].
Dessa funktioner förbättrar inte bara cellodling utan uppfyller också de strikta valideringsstandarder som krävs av brittiska tillsynsmyndigheter.
Utförande av valideringsprotokoll
Kärnvalideringsprocedurer
För att säkerställa operativ integritet genomfördes ett grundligt valideringsprotokoll, som inkluderade avancerade designfunktioner. Realtidsövervakning spelade en nyckelroll, med processanalytisk teknik (PAT) sensorer som kontinuerligt spårade kritiska parametrar som löst syre, pH och CO₂-nivåer under varje odlingskörning[6] . Processen började med celler sådda vid en densitet av 1×10⁵ celler/mL, odlade i en vecka i ett medium innehållande 3 g/L glukos. Ramanspektroskopi användes för att övervaka laktat- och glukosnivåer genom hela processen[5].
Skjuvspänningsanalys bekräftade att omrörningskrafterna höll sig under 0,1 Pa, vilket är den kritiska gränsen för bovina muskelceller. Tester efter stress visade att cellviabiliteten förblev över 90%[6].
Sterilitetstestning utökades till alla råmaterial, med särskild uppmärksamhet på tillväxtmedier. Leverantörer krävdes att tillhandahålla analyscertifikat, verifierade genom tredjepartstestning, i enlighet med brittiska anläggningsstandarder.Protokollet inkluderade ELISA immunanalyser för att upptäcka endotoxiner från gramnegativa bakterier, tillsammans med flödescytometri för att identifiera föroreningar baserat på cellstorlek, form och fluorescensegenskaper [9] .
Processoptimeringsmetoder
När systemstabiliteten bekräftades, skiftade insatserna till att förfina processen med hjälp av avancerad analys. Maskininlärningsalgoritmer justerade dynamiskt medieflödeshastigheter och omrörningshastigheter baserat på kontinuerliga PAT-data. Dessa modeller, tränade på design av experiment (DoE) dataset, identifierade kostnadseffektiva matningsstrategier genom att korrelera permittivitetsmätningar med biomassakvalitet[6] . Denna metod var särskilt effektiv under proliferationsfasen, där konsekventa tillväxthastigheter är avgörande för kommersiell produktion.
Ramanspektroskopi, som ursprungligen utvecklades för produktion av monoklonala antikroppar, anpassades framgångsrikt för odlat kött. Dess analytspecificitet gjorde det möjligt för anläggningen att anta etablerade valideringsprotokoll samtidigt som den precision som krävs för realtidsövervakning under hela odlingscykeln bibehölls[5].
Tekniska utmaningar och lösningar
Skalnings- och produktivitetsproblem
Att skala upp bioreaktorer från laboratoriemiljöer till kommersiell produktion var ingen liten bedrift. Anläggningen siktade på att producera 10–100 kg odlat kött, vilket krävde enorma 10¹²–10¹³ celler för att uppnå detta mål [11] . Men att nå höga celldensiteter visade sig vara ett betydande hinder. Medan hålfiberbioreaktorer teoretiskt kan uppnå densiteter på 10⁸ till 10⁹ celler/mL [13], föll konventionella bioreaktordesigner kort för odlat köttproduktion.
Matt McNulty, en GFI-forskningsstipendiat, förklarade roten till problemet: "Bioreaktorerna som används i odlat kött är fortfarande till stor del anpassade från konventionella livsmedels- och läkemedelsdesigner. Dessa designer är inte specifikt skräddarsydda för odlade köttproduktionsbehov och driver därför högre kostnader genom ineffektivitet i denna brist på passform" [12]. Denna missanpassning mellan design och syfte krävde en fullständig omvärdering av utrustning och processer.
Implementerade lösningar och prestandadata
För att hantera dessa utmaningar omarbetade anläggningen sin utrustning och sina protokoll för att bättre anpassa sig till de specifika kraven för odlad köttproduktion.En av de viktigaste förändringarna innebar en övergång från läkemedelsklassade till livsmedelsklassade standarder. Till exempel ersatte teamet 316 rostfria stålkärl med 304 rostfria stålalternativ, som uppfyllde livsmedelssäkerhetskraven samtidigt som de avsevärt sänkte kapitalkostnaderna [12]. Dessutom byttes den traditionella ångsteriliseringsprocessen ut mot behandling med klordioxidgas. Denna justering möjliggjorde användning av tunnväggiga kärl tillverkade av alternativa material, vilket ytterligare minskade kostnaderna [12].
En annan kostnadsbesparande åtgärd innebar att byta från läkemedelsklassat vatten till livsmedelsklassat vatten klassificerat som "Allmänt erkänt som säkert" (GRAS) för medieförberedelse [12]. Teamet introducerade också ätbara mikrobärare och ställningar, vilket inte bara löste problem med celldelning utan också uppfyllde livsmedelssäkerhetsföreskrifter [11].
För att optimera verksamheten ytterligare implementerade anläggningen multiplexade sensorsystem. Dessa sensorer gav realtidsdata om prestanda, som kunde användas i maskininlärningsapplikationer för att finjustera processer [12]. Tillsammans hade dessa förändringar en dramatisk inverkan på produktionskostnaderna, vilket minskade dem avsevärt [10]. Denna anmärkningsvärda kostnadsminskning belyser hur anpassning av produktionsprotokoll till regleringsstandarder kan uppnå kommersiell skalbarhet utan att kompromissa med säkerhet eller kvalitet.
Valideringsresultat och branschpåverkan
Uppmätta prestandautfall
Genom rigorösa tester visade systemet ett imponerande språng i produktivitet.Genom att använda bubbel-fri kontinuerlig bioreaktorteknik ökade celltillväxtproduktiviteten 15 gånger, vilket ökade produktionen från 100 kg till 1 500 kg - allt inom samma operativa fotavtryck[16]. Under differentieringsstadiet ledde justeringar för att optimera cellbiomassa till en 128% ökning, vilket avsevärt minskade den totala miljöpåverkan med 42–56%. Övergången från C2C12 till CHO-cellmetabolism spelade också en stor roll i att minska miljöpåverkan, med minskningar på upp till 67% när den drivs av förnybara energikällor[14] . Ännu mer slående är att användningen av förnybar energi minskade växthusgasutsläppen med upp till 92% och minskade markanvändningen med 90–95% jämfört med traditionella nötköttsproduktionsmetoder [15] [16]. Dessa resultat banar väg för bredare adoption inom branschen.
Bidrag till branschpraxis
Valideringsresultaten har omdefinierat standarder för bioreaktordesign och regulatorisk efterlevnad i produktion av odlat kött. Genom att visa att livsmedelsklassade standarder effektivt kan ersätta läkemedelsklassade utan att kompromissa med säkerheten, har processen introducerat en kostnadsbesparande färdplan för branschen. Till exempel, genom att byta från 316 till 304 rostfritt stål, kombinerat med klordioxidsterilisering och användning av GRAS-klassificerat vatten, sänktes kapitalkostnaderna avsevärt samtidigt som efterlevnaden bibehölls.
Utöver att bevisa teknisk genomförbarhet, förändrar dessa framsteg branschens riktmärken. Ekonomiska modeller antyder att kontinuerlig vs fed-batch bearbetning skulle kunna ge 55% besparingar på kapital- och driftskostnader över ett decennium [1] . För inköpsteam erbjuder plattformar som
Slutsats
Huvudfynd
Denna analys belyser hur odlad köttproduktion kan röra sig mot kommersiell framgång genom att göra smarta utrustningsval och förfina operativa protokoll. Att välja livsmedelsklassade material som 304 rostfritt stål istället för dyrare 316 rostfritt stål säkerställer säkerhet och efterlevnad samtidigt som kostnaderna minskas. Skiftet till serumfritt medium, som validerats av Singapore Food Agency:s godkännande av GOOD Meats formuleringar i början av 2023, eliminerar de etiska och ekonomiska utmaningarna kopplade till djurhärledda insatsvaror[15].
Att skala upp produktionen med luftlyftsreaktorer, särskilt vid 260 000 L, har visat stark potential att sänka kostnaderna jämfört med mindre 42 000 L omrörda tankreaktorer[17]. Men för att uppnå höga celldensiteter - upp till 2 × 10⁸ celler/mL - krävs avancerade perfusionssystem för att hantera metaboliskt avfall som ammoniak och laktat. Processoptimering har visat sig vara avgörande för att hantera dessa utmaningar[11]. För inköpsteam, plattformar som
Framtida Utvecklingar
Med kostnadseffektivitet och processkontroll validerade, skiftar fokus nu till megaskaliga bioreaktorer, som lovar att omdefiniera produktionsekonomin.GOOD Meats tillkännagivande i maj 2022 av en anläggning med tio 250 000 L bioreaktorer - kapabel att producera 13 700 metriska ton odlat kyckling- och nötkött årligen - markerar en betydande övergång från pilotprojekt till industriell skala produktion[11][15]. Detta överensstämmer med det ekonomiska riktmärke som satts av Patrick G. Negulescu et al. från University of California, Davis:
"För att vara direkt konkurrenskraftiga med nötkött måste CM-produkter, eller åtminstone produktionskostnaden, sjunka till en kommersiellt konkurrenskraftig nivå"[17]
Prognoser indikerar att detta mål är inom räckhåll, särskilt eftersom mediekostnaderna fortsätter att minska ytterligare.
Innovationer som ätbara mikrobärare och hybridsystem, som kombinerar cellexpansion och differentiering i ett enda kärl, förväntas förenkla valideringsprocesser och minska kontaminationsrisker. Protokollen som beskrivs i denna fallstudie erbjuder en replikerbar modell för företag som skalar upp sina verksamheter, vilket bevisar att rigorös testning kan samexistera med kostnadsreduktion. När fler anläggningar antar dessa validerade metoder, närmar sig den odlade köttindustrin prisparitet med traditionellt kött. Tillsammans med detta levererar sektorn betydande miljöfördelar, inklusive upp till 92% minskning av växthusgasutsläpp när den drivs av förnybara energikällor[15].
Bioreaktorer sammanfattning: sensorer, modellering, uppskalning och alternativ reaktordesign
Vanliga frågor
Vilka bevis förväntar sig tillsynsmyndigheter i en bioreaktorvalideringsdossier för odlat kött?
Tillsynsmyndigheter kräver bioreaktorvalideringsdossierer för att bekräfta att systemen fungerar inom definierade parametrar. Detta innebär att säkerställa konsekvent processprestanda och övervakning i realtid av viktiga faktorer som pH-nivåer , lösta syre , och temperatur. Dessutom spelar sterilitetstestning en avgörande roll för att förhindra kontaminering. Efterlevnad av standarder som ISO 14644-1 och EU GMP Annex 1 är obligatorisk för att upprätthålla mikrobiell kontroll och upprätthålla sterila tillverkningsmetoder.
Hur kan en omrörd tankbioreaktor skalas upp utan att skada bovina muskelceller?
Att skala upp en omrörd tankbioreaktor för odlad köttproduktion innebär att hantera skjuvspänning, som kan skada bovina muskelceller. För att hantera detta används verktyg som beräkningsvätskedynamik (CFD) och nedskalningsmodeller för att förutsäga flödesmönster. Dessa insikter vägleder justeringar av omrörarens design och omrörningshastigheter, vilket hjälper till att minska cellskador.
Lika viktigt är att säkerställa en jämn fördelning av näringsämnen och syre. Avancerade övervakningssystem, kombinerade med effektiva blandningstekniker, är nyckeln till att skapa konsekventa förhållanden. Detta tillvägagångssätt hjälper till att minimera lokaliserad stress och stödjer cellhälsa under storskalig produktion.
Vilka valideringsändringar för kostnadsbesparing har störst inverkan på enhetsekonomin?
Att anta engångsbioreaktorer har en märkbar effekt på att minska kostnaderna mätt i £/kg. Även om dessa system minskar initiala kapitalinvesteringar och arbetskostnader, medför de högre kostnader för förbrukningsvaror. Dessutom ökar införandet av övervakning i realtid och medieåtervinningsteknologier den operativa effektiviteten. Dessa framsteg strömlinjeformar inte bara processer utan leder också till långsiktiga kostnadsbesparingar.









