

ISO-renrumsklassificeringar är avgörande för att upprätthålla luftens renhet under produktion av odlat kött, säkerställa produktsäkerhet och minimera kontaminationsrisker. Här är en snabb översikt över hur dessa standarder tillämpas:
- ISO 14644-1:2015 definierar renrumsklasser baserat på gränser för luftburna partiklar (0,1–5 µm), från ISO-klass 1 (renast) till ISO-klass 9 (minst sträng).
- Produktion av odlat kött kräver vanligtvis:
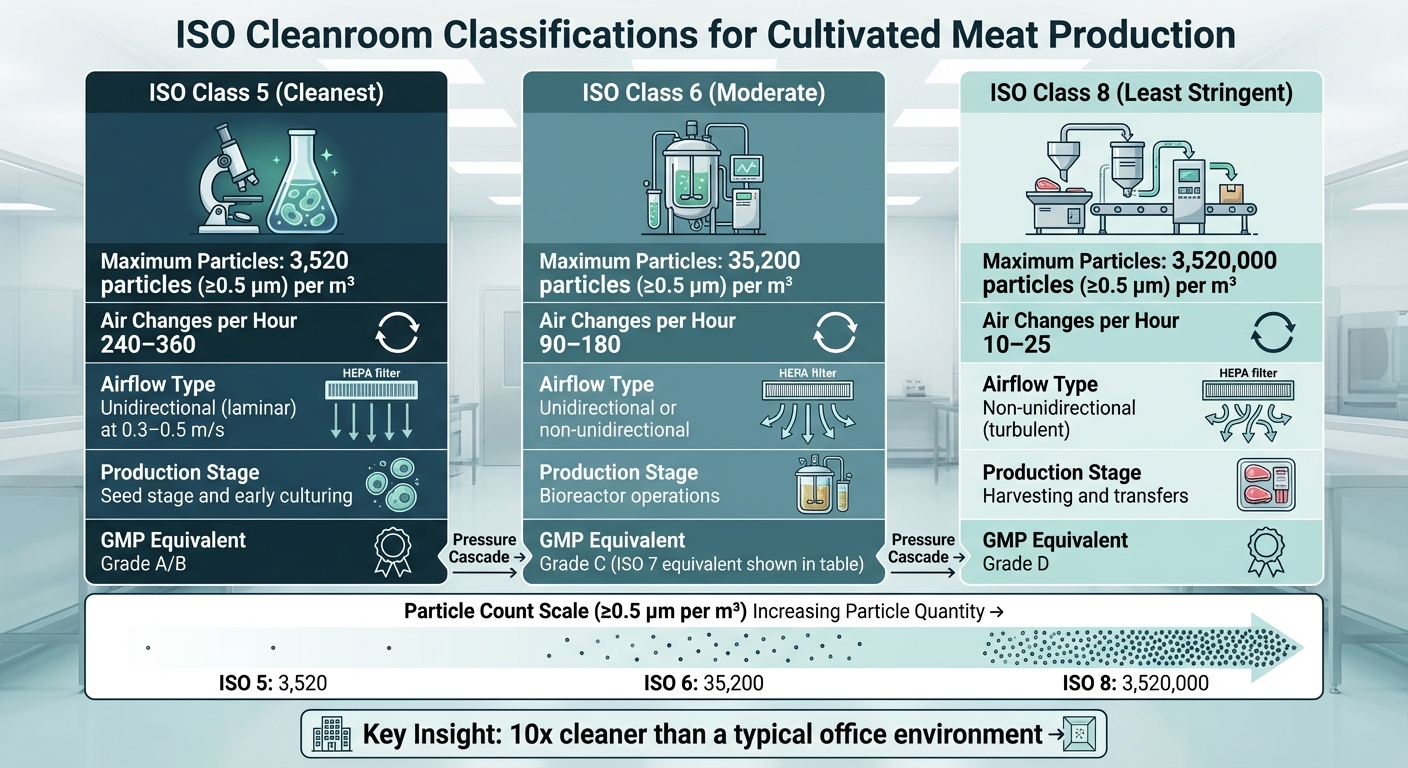
- ISO-klass 5: För fröstadiet och tidig odling, tillåter upp till 3 520 partiklar (≥0,5 µm) per kubikmeter.
- ISO-klass 6: För bioreaktoroperationer, tillåter upp till 35 200 partiklar (≥0,5 µm).
- ISO-klass 8: För skörd och överföringar, med en gräns på 3 520 000 partiklar (≥0,5 µm).
- HEPA-filter, luftflödeskontroll och tryckkaskader upprätthåller renheten. Högre luftväxlingshastigheter ( e.g. , 240–360 per timme för ISO Klass 5) används i striktare miljöer.
- Renrum är kritiska för odlat kött eftersom kontaminering kan förstöra satser, vilket leder till ekonomiska förluster och säkerhetsproblem.
Balansen mellan användning av renrum och slutna bioreaktorsystem kan minska kostnaderna samtidigt som säkerhetsstandarder uppfylls. Till exempel minimerar slutna system beroendet av dyra ISO 5-miljöer, vilket gör produktionen mer kostnadseffektiv.
Viktigt att notera: Renrumsklassificeringar och korrekt miljökontroll är avgörande för säker, effektiv produktion av odlat kött, särskilt i högriskstadier som cellsådd.
ISO-renrumsklasser för odlat kött
ISO-renrumsklassificeringar för produktionsstadier av odlat kött
Produktion av odlat kött förlitar sig på tre huvudsakliga ISO-renrumsklassificeringar - Klass 5, Klass 6 och Klass 8. Varje klass är utformad för att hantera specifika kontaminationsrisker under olika produktionsstadier, vilket påverkar både produktsäkerhet och driftskostnader.
För att upprätthålla dessa standarder använder anläggningar ofta en skiktad rumsdesign som skapar tryckkaskader för att förhindra att förorenad luft kommer in i kritiska områden [9]. Dr Heiko Baumgartner betonar att "Klasserna 5 till 7 används mest i livsmedelsproduktion" [9], vilket understryker deras betydelse i tillverkningen av odlat kött. Nedan följer en uppdelning av hur varje ISO-klass tillämpas på skalningsprocessen för odlat kött.
ISO Klass 5: Fröstadium och Tidig Odling
ISO Klass 5 representerar den renaste miljön i produktionen av odlat kött, vilket tillåter högst 3 520 partiklar (≥0,5 µm) per kubikmeter [5][7]. Vid fröstadiet kan även den minsta kontamineringen äventyra hela satsen.
För att uppnå denna renhetsnivå använder anläggningar enriktad (laminär) luftström vid hastigheter på 0,3–0,5 m/s, kombinerat med 240–360 luftbyten per timme [8][3][5]. Dessa förhållanden överensstämmer med EU GMP Grade A/B-standarder (i vila) [5]. Den höga frekvensen av luftbyten säkerställer en kontinuerlig svepning av partiklar, vilket upprätthåller sterilitet under kritiska operationer som cellsådd och hantering.
ISO Klass 6: Bioreaktoroperationer
ISO Klass 6 renrum är mindre strikta än Klass 5, vilket tillåter upp till 35 200 partiklar (≥0,5 µm) per kubikmeter. Dessa zoner fungerar med 90–180 luftväxlingar per timme, balanserar strikt kontroll med praktisk användbarhet [5][7][8][3]. Både riktad och icke-riktad luftflödesmetoder kan användas [8][3].
GOOD Meat Inc. betonade i deras FDA-konsultationsdossier att deras cellexpansionsprocesser sker i renrum utrustade med HEPA-filter och system för differentierat lufttryck, i enlighet med biofarmaceutiska standarder [6]. Detta visar hur ISO Klass 6-miljöer stödjer storskalig celltillväxt samtidigt som renlighet bibehålls.
ISO Klass 8: Skörd och Överföringar
ISO Klass 8 är den minst restriktiva klassificeringen som används i odlat köttproduktion, vilket tillåter upp till 3 520 000 partiklar (≥0,5 µm) per kubikmeter [5] [7]. Trots denna högre tröskel är det fortfarande betydligt renare än en typisk kontorsmiljö [7]. Dessa områden används för nedströmsprocesser såsom skörd, formulering och hantering efter skörd.
I november 2021 noterade Mosa Meat att "köttskördeprocessen … sannolikt skulle vara i ett [International Standards Organisation] ISO Klass 8 område" [6]. Dessa zoner kräver endast 10–25 luftbyten per timme och förlitar sig på icke-enriktad (turbulent) luftflöde [8] . För mindre kostsamt, för de fortfarande tillräckligt för att för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för per för5 µm/m³)
sbb-itb-ffee270
Luftfiltrering och miljökontrollkrav
ISO-renrumsstandarder kräver exakt luftfiltrering, kontrollerat luftflöde och stabila miljöförhållanden för att hålla partikelhalterna inom acceptabla gränser under produktion av odlat kött.Dessa system är noggrant integrerade i anläggningens övergripande design för att uppfylla strikta ISO-klassificeringar.
HEPA-filter för luftkvalitet
HEPA (High-Efficiency Particulate Air) filter är utformade för att fånga partiklar så små som 0,3 µm [3]. I ISO klass 5-miljöer - vanligtvis använda för fröstadieoperationer - täcker HEPA-filter ofta hela taket, vilket möjliggör en riktad (laminär) luftström. Denna luftström rör sig nedåt i hastigheter mellan 0,3 m/s och 0,5 m/s, vilket effektivt sveper bort partiklar genom golvnivåns utsug [3].
I mindre strikta områden, som ISO klass 7 och 8 utrymmen, används vanligtvis icke-riktade (turbulenta) luftflödessystem. Dessa områden förlitar sig på högre luftväxlingshastigheter för att avlägsna partiklar.Till exempel kräver ISO Klass 5-rum 240–360 luftväxlingar per timme, medan ISO Klass 8-rum endast behöver 10–25 luftväxlingar per timme [3] .
Luftväxlingar, Tryckkaskader och Övervakning
Luftväxlingshastigheter är inte en lösning som passar alla. HVAC-specialister beräknar dem baserat på faktorer som rummets storlek, värmen som genereras av utrustning och antalet närvarande personer, snarare än att tillämpa generiska standarder [3]. Tryckkaskader är en annan kritisk åtgärd, som säkerställer att renare zoner bibehåller högre lufttryck för att trycka luft mot mindre rena områden, vilket minskar risken för kontaminering. Luftslussar och omklädningsrum fungerar som fysiska barriärer mellan zoner med olika ISO-klassificeringar [3].
För att bevara tryckintegriteten måste övergångar mellan angränsande ISO-klasser hanteras noggrant [3]. Real-tidsövervakning , för per ISO 14644-2:2015, använder för att övervaka för att för per för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för per för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för för
För att förvalla förvirring med ISO-klassificeringsresultaten, förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar förtjänar fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per fört per förISO Klass 5 renrum, motsvarande GMP Klass A/B inom läkemedelstillverkning, används ofta för fröstadieoperationer och tidig cellodling[11][13].
Efterlevnad av dessa standarder är avgörande. Dean Joel Powell betonar att odlat kött som produceras under sterila förhållanden speglar läkemedelsstandarder, vilket avsevärt minskar riskerna från patogener som Salmonella, Campylobacter, och patogena E. coli[6].
Trots dessa åtgärder kvarstår kontaminering som en utmaning. Branschrapporter visar en 11,2% genomsnittlig kontaminationsfelprocent, som stiger till 19,5% för storskaliga operationer. Däremot rapporterade biofarmaceutiska anläggningar - erfarna med ISO-protokoll - endast 3.2% kontaminationsfel år 2022[6].
För att balansera sterilitet med kostnadseffektivitet, antar många anläggningar en "rum-i-rum"-design. Denna metod placerar en ISO 5-kärna inom zoner med lägre renhet (ISO 6 eller 7), med användning av tryckkaskader för att styra luftflödet från renare områden till mindre kritiska zoner, vilket minimerar korskontaminering[9]. För ytterligare skydd kan anläggningar använda separativa enheter som renluftshuvar eller isolatorer, enligt specifikationerna i ISO 14644-7[4][12] .
När proliferationsfasen säkerställer cellulär integritet, övergår processen till skörd, där ISO Klass 8-miljöer tar över.
Skörd och för- och efterbehandling
Skördatasen, där celler samlas in efter förmognad, förlitar sig på ISO-klass 8 förtollningssvirum, vilket är likvärdigt med GMP-klass D [sve13] . För tillfället är cellerna mer förtollningssvirum och mindre förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvirum för förtollningssvir
ISO 14698-1 ger riktlinjer för biokontaminationskontroll, inklusive övervakningssystem för att upptäcka bakterier och sporer som kan påverka produktsäkerheten[10]. Regulatorisk tillsyn förändras också under denna fas. I USA övervakar FDA spridnings- och tillväxtstadierna, medan USDA-FSIS övervakar skörd och efterföljande bearbetning[14].
Påklädnings- och arbetsflödesprotokoll
Att upprätthålla renrumsstandarder beror också starkt på personalprotokoll. ISO 14644-5:2025 beskriver krav för renrumsdrift, med fokus på rörelse av människor och material för att bevara kulturens integritet[4].
Korrekt påklädning är avgörande för att förhindra kontaminering från mänskliga källor som hudceller eller mikroorganismer.Evirke för förklädning måste vara förtolliga med den förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga förtolliga
| ISO-klass | GMP-klass motsvarande | Typisk bioprocesseringsfas | Luftväxlingar per timme |
|---|---|---|---|
| ISO 5 | Grad A/B | Fröstadium, tidig odling | 240–360 |
| ISO 7 | Grad C | Bioreaktoroperationer | 30–60 |
| ISO 8 | Grad D | Skörd, hantering efter skörd | 10–25 |
| ISO 9 | N/A | Allmänna anläggningar/stödzoner | Variabel |
Renrum vs slutna system: Kostnad och effektivitet
När man bestämmer ISO-klassificering för produktion handlar det inte bara om att uppfylla biosäkerhetskrav.De val du gör medför också betydande kostnads- och effektivitetskonsekvenser som kan påverka kommersiell framgång.
Kostnader för renrumsbyggnation och underhåll
Att bygga ISO-kompatibla renrum är ingen liten investering. Kostnaderna varierar kraftigt beroende på klassificeringsnivå och tekniska specifikationer som krävs [16]. För att sätta detta i perspektiv kan det vara upp till tio gånger dyrare att bygga ett renrum än att inrätta ett oklassificerat utrymme för sluten bearbetning [17].
"Det kan vara tio gånger dyrare att bygga ett renrum jämfört med ett oklassificerat rum." – Sebastian Bohn, Sub Market Leader, Alternative Proteins, CRB [17]
En av de största bidragsgivarna till dessa kostnader är HVAC-systemet, som kan stå för 25%–50% av de totala utgifterna. Till exempel kräver ett ISO 6-renrum konditionering av mer än dubbelt så stor luftvolym som behövs för en ISO 8-miljö [18]. Och det är inte allt - kostnader som övervakningssystem och specialfunktioner som interlock eller anpassade golv lämnas ofta utanför de initiala offerterna [18].
Fördelar med slutna bioreaktorsystem
Slutna bioreaktorsystem erbjuder ett mer kostnadseffektivt alternativ till renrum, samtidigt som de förbättrar biosäkerheten. Dessa system möjliggör cellodling i förseglade kärl, vilket minskar behovet av ISO-klassade miljöer [17]. Denna metod minskar inte bara byggkostnaderna utan ökar också säkerheten genom funktioner som ångsterilisering och minimering av kärlöppningar under provtagning.
Dekan Joel Powell från The Good Food Institute Asien och Stillahavsområdet har påpekat att klassificerade renrum kanske inte behövs för varje steg i produktionen om utrustningen är utformad som ett slutet system. Detta är särskilt relevant för odlade köttproducenter som strävar efter att hålla kostnaderna låga, i stark kontrast till den mycket högre kostnadsstrukturen som är typisk för biopharmaceutisk produktion [6].
Genom att förlita sig på slutna system kan producenterna uppnå en balans mellan prisvärdhet och säkerhet, vilket gör det till ett praktiskt val för att skala upp produktionen.
Balansera kostnad och efterlevnad
Att ta ett hybridtillvägagångssätt - att kombinera slutna system med riktad användning av renrum - kan hjälpa till att optimera kostnaderna samtidigt som man följer reglerna. Till exempel kan anläggningar använda slutna system för de flesta bioprocesseringssteg och reservera renrum för högrisksteg som frökultivering.Denna metod kan minska beroendet av kostsamma ISO 5-miljöer, som vanligtvis kräver 240–360 luftbyten per timme [8][19].
Olika företag har tagit olika tillvägagångssätt för denna balans. GOOD Meat Inc., använder till exempel renrum med HEPA-filter och differentierat lufttryck, och följer biopharmaceutiska standarder för hela sin process [6]. Å andra sidan har Mosa Meat föreslagit att skördning kan ske i ett ISO Klass 8-område, den minst strikta klassificeringen, medan UPSIDE Foods har valt "ren utrustning" i temperaturkontrollerade förhållanden för vissa operationer [6].
Slutligen måste producenter noggrant överväga avvägningarna.Stängda system kan avsevärt minska både kapital- och driftskostnader, samtidigt som de potentiellt levererar bättre biosäkerhetsresultat. Detta gör dem till ett attraktivt alternativ för många inom den odlade köttindustrin.
Slutsats
ISO-renrumsklassificeringar spelar en kritisk roll i hanteringen av kontaminering under produktionen av odlat kött. För fröstadieoperationer är det vanligtvis nödvändigt att upprätthålla en ISO Klass 5-miljö med 240–360 luftbyten per timme, medan ISO Klass 8-förhållanden generellt är tillräckliga för skördestadier [8] . Även om det är tekniskt möjligt att uppnå farmaceutisk sterilitet - att helt avlägsna patogener - är de associerade kostnaderna höga. För perspektiv är produktion av monoklonala antikroppar betydligt dyrare per kilogram än odlat kött kan vara om det ska förbli kommersiellt livskraftigt [6]. Dessa finansiella begränsningar understryker vikten av anpassningsbara strategier för kontaminationskontroll.
Branschledare visar redan hur skräddarsydda renrumsdesigner och slutna systemtillvägagångssätt kan fungera inom befintliga regulatoriska ramar [6]. Denna balans mellan renrumsstandarder och slutna system understryker vikten av ISO-riktlinjer i produktionen av odlat kött.
Nyckeln till framgång ligger i strategisk implementering. Anläggningar kan kombinera slutna system för majoriteten av bioprocesseringsstegen med selektiv användning av renrum för högrisksteg. Detta tillvägagångssätt hjälper till att upprätthålla biosäkerhet samtidigt som både kapital- och driftskostnader hanteras. När branschen går mot livsmedelsklassade Good Cell Culture Practices (GCCP) kommer sådana riskbaserade strategier att bli allt viktigare för att uppfylla regulatoriska krav och säkerställa kommersiell livskraft [6]. För mer detaljerad vägledning om optimering av renrum i produktion av odlat kött, besök
Vanliga frågor
Vilka är fördelarna med att använda ISO Klass 5-renrum i produktion av odlat kött?
ISO Klass 5-renrum erbjuder en miljö med strikt reglerade partikelkoncentrationer, vilket säkerställer en extremt ren och kontrollerad miljö. Denna nivå av precision är avgörande för att upprätthålla sterilitet och minska risken för kontaminering under kritiska aseptiska processer i produktion av odlat kött.
Att följa ISO Klass 5-standarder hjälper anläggningar att upprätthålla produktens integritet, skydda känsliga cellkulturer och följa strikta biosäkerhets- och hygienföreskrifter. I produktion av odlat kött kan även den minsta kontamineringen störa hela processen, vilket gör sådana kontroller oumbärliga.
Hur sänker slutna bioreaktorsystem produktionskostnaderna i anläggningar för odlat kött?
Slutna bioreaktorsystem spelar en nyckelroll i att sänka produktionskostnaderna genom att drastiskt minska risken för kontaminering. Detta innebär mindre frekvent rengöring och sterilisering, vilket sparar både tid och resurser.
Dessa system ger också noggrant kontrollerade tillväxtförhållanden, vilket möjliggör effektiv användning av insatsvaror som tillväxtmedia och energi. Genom att öka effektiviteten och begränsa avfallet gör slutna bioreaktorer produktionen av odlat kött mer prisvärd och lättare att skala upp.
Varför är luftväxlingshastigheten avgörande för att upprätthålla renrumsstandarder i produktionen av odlat kött?
Luftväxlingshastigheten spelar en nyckelroll i att upprätthålla renrumsstandarder i produktionen av odlat kött. Den säkerställer effektiv kontroll av luftburna partiklar och mikroorganismer genom att ofta byta ut luften i renrummet.
Denna process minskar risken för kontaminering och hjälper till att upprätthålla den nödvändiga ISO-renhetsklassificeringen. Konsekvent luftcirkulation skyddar inte bara biosäkerheten utan skyddar också produktkvaliteten, vilket ger de idealiska förhållandena för att odla köttceller samtidigt som strikta branschkrav uppfylls.









