

ISO-renrumsklassifikationer er essentielle for at opretholde luftens renhed under produktionen af dyrket kød, sikre produktsikkerhed og minimere forureningsrisici. Her er en kort oversigt over, hvordan disse standarder anvendes:
- ISO 14644-1:2015 definerer renrumsklasser baseret på grænser for luftbårne partikler (0,1–5 µm), fra ISO Klasse 1 (renest) til ISO Klasse 9 (mindst streng).
- Produktion af dyrket kød kræver typisk:
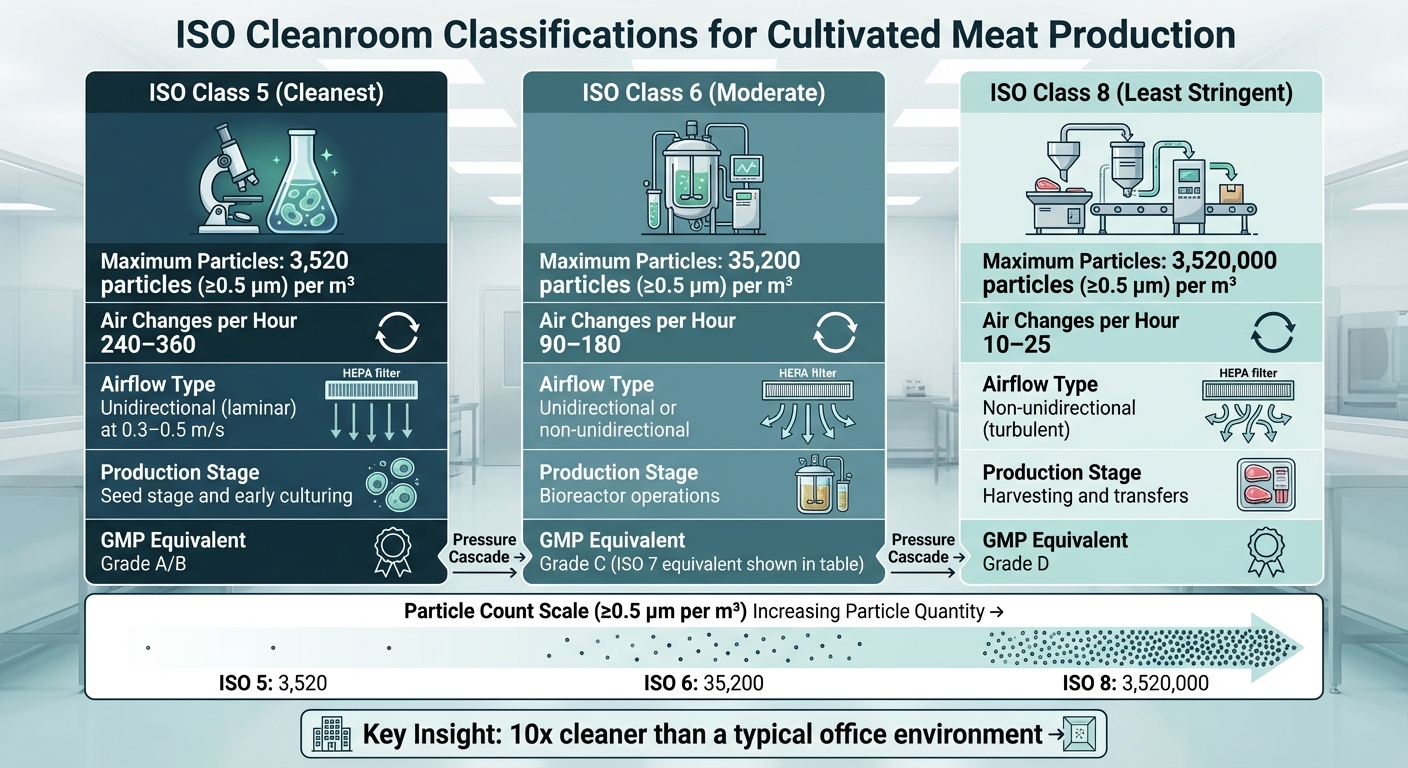
- ISO Klasse 5: Til frøstadie og tidlig kultivering, tillader op til 3.520 partikler (≥0,5 µm) pr. kubikmeter.
- ISO Klasse 6: Til bioreaktoroperationer, tillader op til 35.200 partikler (≥0,5 µm).
- ISO Klasse 8: Til høst og overførsler, med en grænse på 3.520.000 partikler (≥0,5 µm).
- HEPA-filtre, luftstrømskontrol og trykkaskader opretholder renheden. Højere luftskiftehastigheder ( e.g. , 240–360 per time for ISO Klasse 5) bruges i strengere miljøer.
- Renrum er kritiske for dyrket kød, da forurening kan ødelægge partier, hvilket fører til økonomiske tab og sikkerhedsproblemer.
Balancen mellem brug af renrum og lukkede bioreaktorsystemer kan reducere omkostningerne, mens sikkerhedsstandarderne opretholdes. For eksempel minimerer lukkede systemer afhængigheden af dyre ISO 5-miljøer, hvilket gør produktionen mere omkostningseffektiv.
Vigtig pointe: Renrumsklassifikationer og korrekt miljøkontrol er afgørende for sikker, effektiv produktion af dyrket kød, især i højrisikofaser som celleudsæd.
ISO Renrumsklasser for Dyrket Kød
ISO Renrumsklassifikationer for Produktionsstadier af Dyrket Kød
Produktion af dyrket kød afhænger af tre hoved-ISO renrumsklassifikationer - Klasse 5, Klasse 6 og Klasse 8. Hver er designet til at håndtere specifikke kontaminationsrisici under forskellige produktionsstadier, hvilket påvirker både produktsikkerhed og driftsomkostninger.
For at opretholde disse standarder bruger faciliteter ofte et lagdelt rumdesign, der skaber trykfald for at forhindre kontamineret luft i at komme ind i kritiske områder [9]. Dr. Heiko Baumgartner understreger, at "Klasser 5 til 7 bruges mest i fødevareproduktion" [9], og fremhæver deres betydning i fremstilling af dyrket kød. Nedenfor er en oversigt over, hvordan hver ISO-klasse anvendes i skalering af dyrket kød.
ISO Klasse 5: Frøstadie og Tidlig Kultivering
ISO Klasse 5 repræsenterer det reneste miljø i produktionen af dyrket kød, hvilket tillader højst 3.520 partikler (≥0,5 µm) pr. kubikmeter [5][7]. På frøstadiet kan selv den mindste forurening bringe hele batchen i fare.
For at opnå dette renhedsniveau bruger faciliteter unidirektionel (laminar) luftstrøm ved hastigheder på 0,3–0,5 m/s, kombineret med 240–360 luftskift i timen [8][3][5]. Disse forhold er i overensstemmelse med EU GMP Grade A/B standarder (i hvile) [5]. Den høje luftskiftehastighed sikrer en kontinuerlig fjernelse af partikler, hvilket opretholder sterilitet under kritiske operationer som celleudsæd og håndtering.
ISO Klasse 6: Bioreaktoroperationer
ISO Klasse 6 renrum er mindre strenge end Klasse 5, hvilket tillader op til 35.200 partikler (≥0,5 µm) pr. kubikmeter. Disse zoner opererer med 90–180 luftskift pr. time, balancerer streng kontrol med praktisk anvendelighed [5][7][8][3]. Både unidirektionelle og ikke-unidirektionelle luftstrømsmetoder kan anvendes [8][3].
GOOD Meat Inc. fremhævede i deres FDA-konsultationsdossier, at deres celleekspansionsprocesser foregår i renrum udstyret med HEPA-filtre og differentielle lufttryksystemer, i overensstemmelse med biofarmaceutiske standarder [6]. Dette demonstrerer, hvordan ISO Klasse 6 miljøer understøtter storskala cellevækst, mens renligheden opretholdes.
ISO Klasse 8: Høst og Overførsler
ISO Klasse 8 er den mindst restriktive klassifikation, der anvendes i produktionen af dyrket kød, hvilket tillader op til 3.520.000 partikler (≥0,5 µm) pr. kubikmeter [5] [7]. På trods af denne højere grænse forbliver det betydeligt renere end et typisk kontormiljø [7]. Disse områder bruges til downstream-processer såsom høst, formulering og håndtering efter høst.
I november 2021 bemærkede Mosa Meat, at "kødhøstningsprocessen … sandsynligvis ville være i et [International Standards Organisation] ISO Klasse 8 område" [6]. Disse zoner kræver kun 10–25 luftskift i timen og er afhængige af ikke-retningsbestemt (turbulent) luftstrøm [8] . Mens de er mere omkostningseffektive, giver de stadig tilstrækkelig beskyttelse mod miljøforurenende stoffer under den endelige produktbehandling.
| ISO-klassifikation | Maksimale partikler (≥0.5 µm/m³) | Luftskift pr. time | Typisk dyrket kød stadie |
|---|---|---|---|
| ISO Klasse 5 | 3.520 | 240–360 | Frøstadie og tidlig kultivering |
| ISO Klasse 6 | 35.200 | 90–180 | Bioreaktor operationer |
| ISO Klasse 8 | 3.520.000 | 10–25 | Høst og overførsler |
sbb-itb-ffee270
Luftfiltrering og miljøkontrolkrav
ISO renrumsstandarder kræver præcis luftfiltrering, kontrolleret luftstrøm og stabile miljøforhold for at opretholde partikelniveauer inden for acceptable grænser under produktion af dyrket kød.Disse systemer er omhyggeligt integreret i anlæggets overordnede design for at opfylde strenge ISO-klassifikationer.
HEPA-filtre for luftkvalitet
HEPA (High-Efficiency Particulate Air) filtre er designet til at fange partikler så små som 0,3 µm [3] . I ISO klasse 5 miljøer - almindeligt anvendt til frøstadieoperationer - dækker HEPA-filtre ofte hele loftet, hvilket muliggør unidirektionel (laminær) luftstrøm. Denne luftstrøm bevæger sig nedad med hastigheder mellem 0,3 m/s og 0,5 m/s, hvilket effektivt fejer partikler ud gennem gulvniveau-udstødninger [3].
I mindre strenge områder, som ISO klasse 7 og 8 rum, anvendes typisk ikke-unidirektionelle (turbulente) luftstrømssystemer. Disse områder er afhængige af højere luftskiftehastigheder for at fjerne partikler.For eksempel kræver ISO Klasse 5 rum 240–360 luftskift per time, mens ISO Klasse 8 rum kun har brug for 10–25 luftskift per time [3].
Luftskift, Tryk Kaskader og Overvågning
Luftskiftehastigheder er ikke en standardløsning. HVAC-specialister beregner dem baseret på faktorer som rumstørrelse, varme genereret af udstyr og antallet af tilstedeværende personer, snarere end at anvende generiske standarder [3]. Tryk kaskader er en anden kritisk foranstaltning, der sikrer, at renere zoner opretholder højere lufttryk for at skubbe luft mod mindre rene områder, hvilket reducerer risikoen for kontaminering. Luftsluser og påklædningsrum fungerer som fysiske barrierer mellem zoner med forskellige ISO-klassifikationer [3].
For at bevare trykintegriteten skal overgange mellem tilstødende ISO-klasser håndteres omhyggeligt [3]. Overvågning i realtid, som beskrevet i ISO 14644-2:2015, bruger Light Scattering Airborne Particle Counters (LSAPC) for at sikre, at partikelkoncentrationer forbliver inden for specificerede grænser [1]. Derudover giver ISO 14644-1:2015's statistiske model et 95% konfidensniveau for, at mindst 90% af renrumsområdet opfylder klassens grænser [2].
Temperatur- og fugtighedskontrol
Luftstrømsstyring arbejder hånd i hånd med at opretholde stabile temperatur- og fugtighedsniveauer, som har en betydelig indvirkning på partikeladfærd og filtreringsydelse. Selvom ISO 14644-1 ikke foreskriver specifikke temperatur- eller fugtighedsindstillinger, er disse faktorer kritiske for at optimere filtreringseffektiviteten [2]. HVAC-systemer skal tage højde for varme genereret af bioreaktorer og personale for at sikre konsistente forhold [3].
Før der udføres partikeloptællingstests, bør temperatur og luftfugtighed stabiliseres for at forhindre interferens med ISO-klassifikationsresultater [2]. Disse miljøkontroller skal indarbejdes under anlæggets design- og konstruktionsfaser, som specificeret i ISO 14644-4, med skræddersyede justeringer for at imødekomme de unikke krav til produktion af dyrket kød [4].
ISO-standarder i bioprocessering af dyrket kød
ISO-renrumsklassifikationer spiller en afgørende rolle i produktionen af dyrket kød, idet de tilpasses til hver fases behov for at opretholde renlighed, forhindre kontaminering og sikre sikkerhed. Disse standarder giver en ramme for at opretholde strenge miljøkontroller gennem hele processen.
Proliferations- og vækstfaser
Under proliferationsfasen, hvor celler formerer sig hurtigt, er det afgørende at opretholde et sterilt miljø.ISO Klasse 5 renrum, svarende til GMP Grade A/B i farmaceutisk produktion, anvendes almindeligvis til frøstadieoperationer og tidlig cellekultivering [11] [13].
Overholdelse af disse standarder er afgørende. Dean Joel Powell fremhæver, at dyrket kød produceret under sterile forhold afspejler farmaceutiske standarder, hvilket reducerer risikoen betydeligt fra patogener som Salmonella, Campylobacter, og patogene E. coli[6].
På trods af disse foranstaltninger forbliver kontaminering en udfordring. Brancheanalyser viser en 11,2% gennemsnitlig kontaminationsfejlrate, som stiger til 19,5% for større operationer. Til sammenligning rapporterede biofarmaceutiske faciliteter - erfarne med ISO-protokoller - kun 3.2% kontaminationsfejl i 2022 [6] .
For at balancere sterilitet med omkostningseffektivitet, anvender mange faciliteter et "rum-i-rum" design. Denne tilgang placerer en ISO 5 kerne inden for zoner med lavere renhed (ISO 6 eller 7), ved at bruge trykkaskader til at lede luftstrømmen fra renere områder til mindre kritiske zoner, hvilket minimerer krydskontaminering[9]. For yderligere beskyttelse kan faciliteter bruge separative enheder som renluftshætter eller isolatorer, som specificeret i ISO 14644-7[4][12].
Når proliferationsfasen sikrer cellulær integritet, overgår processen til høstning, hvor ISO Klasse 8 miljøer tager over.
Høst og efterhøst håndtering
Høstfasen, hvor celler samles efter modning, opererer i ISO Klasse 8 renrum, svarende til GMP Grade D[13] . På dette stadium er cellerne mere stabile og mindre tilbøjelige til kontaminering sammenlignet med tidligere vækstfaser. ISO 8 miljøer kræver færre luftskift - 10–25 per time - sammenlignet med de 240–360 der er nødvendige for ISO 5 rum [8].
Disse renrum reducerer luftbårne partikler med en faktor ti sammenlignet med standard kontormiljøer, og opretholder færre end 3.520.000 partikler (≥0,5 µm)[15]. Dette kontrollerede miljø sikrer produktkvalitet under overførsler og indledende behandling.
ISO 14698-1 giver retningslinjer for biokontaminationskontrol, herunder overvågningssystemer til at opdage bakterier og sporer, der kan påvirke produktsikkerheden[10]. Regulatorisk tilsyn ændrer sig også i denne fase. I USA overvåger FDA formerings- og vækstfaserne, mens USDA-FSIS fører tilsyn med høst og efterfølgende forarbejdning [14].
Påklædnings- og Arbejdsgangsprotokoller
Opretholdelse af renrumsstandarder afhænger også i høj grad af personalets protokoller. ISO 14644-5:2025 beskriver krav til renrumsdrift med fokus på bevægelse af personer og materialer for at bevare kulturens integritet[4].
Korrekt påklædning er afgørende for at forhindre kontaminering fra menneskelige kilder som hudceller eller mikroorganismer. Materialer, der anvendes til påklædning, skal være kompatible med ISO-klassen for den specifikke zone, som beskrevet i ISO 14644-18:2023[4]. Luftsluser og påklædningsrum fungerer som barrierer, der sikrer, at forurenende stoffer ikke bæres mellem zoner med forskellige renhedsniveauer.
Træning er en anden kritisk komponent. Ifølge ISO 14698-1 Annex G, skal personalet ikke kun mestre påklædningsteknikker, men også forstå de risici, der er forbundet med forurening, og begrundelsen bag protokollerne[10]. Denne viden fremmer årvågenhed, hvilket reducerer procedurefejl, der kunne bringe hele produktionspartier i fare. Avanceret bioprocess control software reducerer yderligere disse risici ved at automatisere kritiske miljøparametre.
| ISO-klasse | GMP-klasseækvivalent | Typisk bioprocesseringsstadie | Luftskift pr. time |
|---|---|---|---|
| ISO 5 | Klasse A/B | Frøstadie, tidlig kultivering | 240–360 |
| ISO 7 | Klasse C | Bioreaktoroperationer | 30–60 |
| ISO 8 | Klasse D | Høst, efterhåndtering af høst | 10–25 |
| ISO 9 | N/A | Generelle faciliteter/støttezoner | Variabel |
Renrum vs lukkede systemer: Omkostninger og effektivitet
Når man beslutter sig for ISO-klassifikation til produktion, handler det ikke kun om at opfylde biosikkerhedskrav.
Omkostninger til renrumskonstruktion og -vedligeholdelse
At bygge ISO-kompatible renrum er en betydelig investering. Omkostningerne varierer meget afhængigt af klassifikationsniveauet og de tekniske specifikationer, der kræves [16]. For at sætte dette i perspektiv kan konstruktionen af et renrum være op til ti gange dyrere end at etablere et uklassificeret rum til lukket bearbejdning [17].
"Det kan være ti gange dyrere at konstruere et renrum i forhold til et uklassificeret rum." – Sebastian Bohn, Sub Market Leader, Alternative Proteins, CRB [17]
En af de største bidragydere til disse omkostninger er HVAC-systemet, som kan udgøre 25%–50% af de samlede udgifter. For eksempel kræver et ISO 6 renrum konditionering af mere end dobbelt så meget luftvolumen som et ISO 8 miljø [18]. Og det er ikke alt - udgifter som overvågningssystemer og specialiserede funktioner som interlocks eller specialgulve er ofte udeladt fra de oprindelige tilbud [18].
Fordele ved lukkede bioreaktorsystemer
Lukkede bioreaktorsystemer tilbyder et mere omkostningseffektivt alternativ til renrum, samtidig med at de forbedrer biosikkerheden. Disse systemer tillader cellekultivering at finde sted i forseglede beholdere, hvilket reducerer behovet for ISO-klassificerede miljøer [17]. Denne tilgang reducerer ikke kun konstruktionsomkostningerne, men forbedrer også sikkerheden gennem funktioner som dampsterilisering og minimering af åbninger i beholderne under prøvetagning.
Dekan Joel Powell fra The Good Food Institute Asien og Stillehavsområdet har påpeget, at klassificerede renrum muligvis ikke er nødvendige for hvert trin i produktionen, hvis udstyret er designet som et lukket system. Dette er især relevant for producenter af dyrket kød, der sigter mod at holde omkostningerne lave, i skarp kontrast til den meget højere omkostningsstruktur, der er typisk for biofarmaceutisk produktion [6].
Ved at stole på lukkede systemer kan producenterne opnå en balance mellem overkommelighed og sikkerhed, hvilket gør det til et praktisk valg for opskalering af produktionen.
Balancering af omkostninger og overholdelse
Ved at tage en hybrid tilgang - kombinere lukkede systemer med målrettet brug af renrum - kan man optimere omkostningerne, mens man forbliver i overensstemmelse med reglerne. For eksempel kan faciliteter bruge lukkede systemer til de fleste bioprocestrin og reservere renrum til højrisikostadier som frøkultivering.Denne tilgang kunne reducere afhængigheden af dyre ISO 5-miljøer, som generelt kræver 240–360 luftskift per time [8] [19].
Forskellige virksomheder har taget forskellige tilgange til denne balance. GOOD Meat Inc., for eksempel, bruger renrum med HEPA-filtre og differentielt lufttryk, og følger biofarmaceutiske standarder for hele deres proces [6]. På den anden side har Mosa Meat foreslået, at høst kunne finde sted i et ISO Klasse 8 område, den mindst stringente klassifikation, mens UPSIDE Foods har valgt "rent udstyr" i temperaturkontrollerede forhold til nogle operationer [6].
Ultimativt må producenter nøje afveje kompromiserne.Lukkede systemer kan betydeligt reducere både kapital- og driftsomkostninger, samtidig med at de potentielt leverer bedre biosikkerhedsresultater. Dette gør dem til en attraktiv mulighed for mange i den dyrkede kødindustri.
Konklusion
ISO-renrumsklassifikationer spiller en kritisk rolle i håndteringen af kontaminering under produktionen af dyrket kød. For frøstadieoperationer er det typisk nødvendigt at opretholde et ISO Klasse 5-miljø med 240–360 luftskift per time, mens ISO Klasse 8-forhold generelt er tilstrækkelige til høststadier [8]. Selvom det teknisk set er muligt at opnå farmaceutisk sterilitet - fuldstændig fjernelse af patogener - er de tilknyttede omkostninger høje. Til sammenligning er produktion af monoklonale antistoffer langt dyrere per kilogram, end dyrket kød kan være, hvis det skal forblive kommercielt levedygtigt [6]. Disse finansielle begrænsninger fremhæver vigtigheden af tilpasningsdygtige strategier for kontaminationskontrol.
Industriens ledere viser allerede, hvordan skræddersyede renrumsdesign og lukkede systemtilgange kan fungere inden for eksisterende regulatoriske rammer [6]. Denne balance mellem renrumsstandarder og lukkede systemer understreger vigtigheden af ISO-retningslinjer i produktionen af dyrket kød.
Nøglen til succes ligger i strategisk implementering. Faciliteter kan kombinere lukkede systemer til de fleste bioprocesseringsstadier med selektiv brug af renrum til højrisikostadier. Denne tilgang hjælper med at opretholde biosikkerhed, samtidig med at både kapital- og driftsomkostninger håndteres. Efterhånden som industrien bevæger sig mod fødevarekvalitets Good Cell Culture Practices (GCCP), vil sådanne risikobaserede strategier blive stadig mere afgørende for at opfylde regulatoriske krav og sikre kommerciel levedygtighed [6]. For mere detaljeret vejledning om optimering af renrum i produktion af dyrket kød, besøg
Ofte stillede spørgsmål
Hvad er fordelene ved at bruge ISO Klasse 5 renrum i produktion af dyrket kød?
ISO Klasse 5 renrum tilbyder et miljø med strengt regulerede partikelkoncentrationer, hvilket sikrer et ekstremt rent og kontrolleret rum. Dette præcisionsniveau er essentielt for at opretholde sterilitet og reducere risikoen for kontaminering under kritiske aseptiske processer i produktion af dyrket kød.
At følge ISO Klasse 5 standarder hjælper faciliteter med at opretholde produktintegritet, beskytte sarte cellekulturer og overholde strenge biosikkerheds- og hygiejneforskrifter. I produktion af dyrket kød kan selv den mindste kontaminering forstyrre hele processen, hvilket gør sådanne kontroller uundværlige.
Hvordan sænker lukkede bioreaktorsystemer produktionsomkostningerne i dyrkede kød faciliteter?
Lukkede bioreaktorsystemer spiller en nøglerolle i at reducere produktionsomkostningerne ved drastisk at mindske risikoen for kontaminering. Dette betyder mindre hyppig rengøring og sterilisering, hvilket sparer både tid og ressourcer.
Disse systemer giver også stramt kontrollerede vækstbetingelser, hvilket muliggør effektiv brug af input som vækstmedier og energi. Ved at øge effektiviteten og begrænse spild gør lukkede bioreaktorer produktionen af dyrket kød mere overkommelig og lettere at skalere.
Hvorfor er luftskiftehastigheden afgørende for at opretholde renrumsstandarder i produktionen af dyrket kød?
Luftskiftehastigheden spiller en nøglerolle i at opretholde renrumsstandarder i produktionen af dyrket kød. Den sikrer effektiv kontrol af luftbårne partikler og mikroorganismer ved hyppigt at udskifte luften inden for renrummet.
Denne proces reducerer risikoen for kontaminering og hjælper med at opretholde den nødvendige ISO-renhedsklassifikation. Konsistent luftcirkulation beskytter ikke kun biosikkerheden, men beskytter også produktkvaliteten, hvilket giver de ideelle betingelser for at dyrke kødceller, samtidig med at strenge industrikrav opfyldes.









