

Si escalas el cultivo de células animales de volumen piloto a comercial sin solucionar primero la transferencia de masa, el control de desechos, la esterilidad y el tiempo de actividad, tu costo por kilogramo puede aumentar, no disminuir.
Para los ingenieros de bioprocesos y los equipos de carne cultivada, el problema de costos es simple: los biorreactores más grandes son más difíciles de oxigenar, enfriar, mezclar y mantener estériles, mientras que las células animales siguen siendo sensibles al cizallamiento y de crecimiento lento. En la práctica, eso significa más gasto en medios, sistemas de acero inoxidable, sensores, servicios, mano de obra y lotes fallidos. El artículo también señala límites biológicos difíciles, incluyendo la inhibición de amoníaco a 2–10 mM, pérdidas de lotes en 20 m³ recipientes que pueden eliminar 2–3 toneladas de producto, y la brecha entre aproximadamente 7.0 g/L y 110 g/L dependiendo del rendimiento celular y la configuración del proceso.
Aquí está la versión corta:
- Los recipientes más grandes no garantizan un menor costo unitario
- La transferencia de oxígeno y la eliminación de CO₂ se vuelven más difíciles a medida que aumenta el volumen
- La acumulación de amoníaco y lactato puede reducir la producción antes de que se utilice la capacidad del recipiente
- Los tiempos de duplicación lentos aumentan la exposición a la contaminación, el tiempo de inactividad y el desvío
- Las plantas comerciales necesitan más que un recipiente: CIP/SIP, tuberías asépticas, acero inoxidable 316L, sondas, refrigeración, suministro de oxígeno, vapor, agua y HVAC
- La perfusión y un control más estricto pueden aumentar la producción por m³ instalado , pero también añaden carga de hardware y control
- TEA debe reflejar los límites de la planta desde el principio, o los planes de capex pueden desviarse de lo que la biología puede soportar
- La adquisición solo funciona cuando sigue los datos del proceso, no solo el volumen de pronóstico
Veo el punto principal de esta manera: la ampliación no es un ejercicio de multiplicación.Es un reinicio de costo y riesgo. Si la ventana de proceso es débil a escala piloto, un reactor más grande solo hace que la debilidad sea más costosa.
Desafíos de escalado en biorreactores
sbb-itb-ffee270
Por qué los costos de los biorreactores aumentan a escala comercial
Esos límites empujan a las plantas hacia equipos más complejos, un control de proceso más estricto y costos operativos más altos. La razón es bastante simple: los recipientes grandes son más difíciles de mezclar, enfriar y mantener estériles.
Equilibrar la transferencia de masa, la mezcla, el cizallamiento y la eliminación de calor en volúmenes más grandes
En volúmenes de trabajo más grandes, los operadores tienen menos margen de maniobra. La agitación debe mantenerse lo suficientemente suave para evitar daños a las células. El burbujeo también debe mantenerse bajo para reducir el daño por burbujas, y eso pone la transferencia de oxígeno bajo una presión más estricta [1].
Esa compensación se manifiesta rápidamente en la operación diaria.Si reduces la mezcla y el flujo de gas para proteger las células, la entrega de oxígeno se vuelve más difícil. Además de eso, la eliminación de CO2 puede convertirse en un límite práctico para la densidad celular, lo que significa que a menudo se necesita una capacidad adicional de manejo de gas [1]. Si ese límite se empuja demasiado, el crecimiento disminuye. Incluso mantenerse dentro del límite puede significar agregar sistemas de enriquecimiento de oxígeno y separación de gases.
La eliminación de calor se vuelve más difícil a medida que aumenta el volumen del reactor. En muchos casos, eso significa agregar serpentines de enfriamiento internos o intercambiadores de calor externos [1]. Nada de esto se mantiene confinado al propio recipiente. Se traduce directamente en el uso de medios, especificación de equipos y costos generales de la planta.
El control de contaminación y la consistencia del proceso exigen más infraestructura
Los lotes grandes no solo producen más producto. También hacen que cada falla sea mucho más costosa.Un evento de contaminación en un biorreactor de 20 m³ puede eliminar de 2 a 3 toneladas de producto, junto con todos los costosos componentes del medio en ese lote [1].
Ese riesgo impulsa una carga de infraestructura más pesada. Los sistemas comerciales necesitan acero inoxidable conforme a ASME BPE, tuberías asépticas, sellos estériles y CIP/SIP automatizado [1]. El monitoreo del proceso también debe ser mucho más estricto. El oxígeno disuelto, el pH, el amoníaco y el lactato necesitan una atención cercana, porque los gradientes que pueden ser manejables en un recipiente pequeño pueden desencadenar cambios metabólicos a nivel de todo el recipiente a escala comercial [1] [3].
Cómo la escala magnifica el tiempo de inactividad, el fallo del lote y la exposición al mantenimiento
El crecimiento lento cambia la economía del tiempo de inactividad. Si la producción lleva tiempo, cualquier interrupción consume una gran parte de la ventana del lote [1]. A escala comercial, un día perdido no es un pequeño contratiempo operativo. Significa pérdida de producción mientras los costos fijos siguen acumulándose.
La fiabilidad de los sensores también pasa de ser “útil” a económicamente crítica. La retroalimentación automatizada para el pH y el oxígeno disuelto no está solo para facilitar el funcionamiento del sistema. Es parte de cómo los operadores detectan la acumulación inhibitoria antes de que un lote tenga que ser abandonado. Una vez que el amoníaco o el CO2 alcanzan niveles inhibitorios, terminar el lote puede costar menos que mantener un cultivo que ya se ha ralentizado [1].
El mantenimiento añade otra carga fija. Los sistemas más grandes críticos para la esterilidad necesitan más mantenimiento preventivo y más trabajo de validación, lo que aumenta aún más los costos [1].
Estas restricciones se traducen directamente en mayores gastos operativos y un diseño de planta más complejo. En la práctica, se reflejan en los principales grupos de costos: medios, equipos, servicios públicos y mano de obra.
Los principales impulsores de costos en las operaciones comerciales de biorreactores
Impulsores de Costos de Biorreactores Comerciales: Desafíos de Escalado & Mitigaciones
A escala comercial, los costos generalmente se dividen en tres grandes categorías: medios, equipos y operaciones diarias.
Medios de crecimiento e insumos críticos
Los medios son a menudo donde la presión de costos aparece primero. La glucosa suele ser manejable en cuanto a costos, pero los aminoácidos y los factores de crecimiento son otra historia. Por eso, muchos equipos consideran insumos de grado alimenticio e hidrolizados de proteínas vegetales para reemplazar parte de la pila de componentes de alta pureza.
Pero esto no es un intercambio directo. La composición del hidrolizado puede variar de un lote a otro, y la enzima utilizada durante el procesamiento añade una variable más para gestionar en la planta.Incluso con esas compensaciones, la dirección es bastante clara: la adquisición a granel y de grado alimenticio es un requisito práctico si la producción comercial es el objetivo.
La inhibición metabólica complica el panorama. A medida que aumenta la densidad celular, se acumulan amoníaco y lactato. Cuando eso sucede, la producción puede disminuir antes de que el recipiente esté completamente utilizado. La filtración por perfusión puede ayudar al eliminar estos inhibidores de manera continua, pero también significa más hardware, más puntos de control y más trabajo para operar bien el sistema.
Una vez que los equipos controlan los costos de entrada, los sistemas de equipos e instalaciones tienden a convertirse en el siguiente gran obstáculo en los costos.
Equipos de biorreactores, sensores y piezas de repuesto
El propio recipiente es solo una parte de la carga de capital. A gran escala, las tuberías, la electricidad, la instrumentación y la instalación a menudo cuestan más de lo que la gente espera inicialmente.Además, todavía necesita sistemas de acero inoxidable, electropulido y capacidad CIP/SIP para mantener la esterilidad.
La selección de sensores importa aún más en esta etapa. Si una sonda de oxígeno disuelto falla, o un sensor de pH comienza a desviarse durante una ejecución de gran volumen, es posible que no detecte el problema hasta que la calidad del lote ya esté comprometida. En el peor de los casos, todo el lote se pierde. Por eso, las sondas, los sellos y las carcasas de los filtros necesitan ciclos de reemplazo planificados en lugar de arreglos de última hora.
Costos generales de la instalación, servicios públicos y operaciones intensivas en mano de obra
Los servicios públicos escalan con la biología. Las células animales generan calor metabólico, por lo que los sistemas grandes necesitan una fuerte capacidad de enfriamiento. Los sitios a gran escala también a menudo necesitan generación de oxígeno en el lugar a través de adsorción por cambio de presión al vacío para satisfacer la demanda de burbujeo. Agregue vapor limpio para la esterilización, sistemas de agua purificada y HVAC de alta capacidad, y terminará con costos fijos que permanecen altos incluso cuando un lote no rinde bien.
La mano de obra también es difícil de reducir a menos que la automatización realice más trabajo. Las grandes instalaciones necesitan monitoreo 24/7, además de equipos especializados para la limpieza y la cosecha.
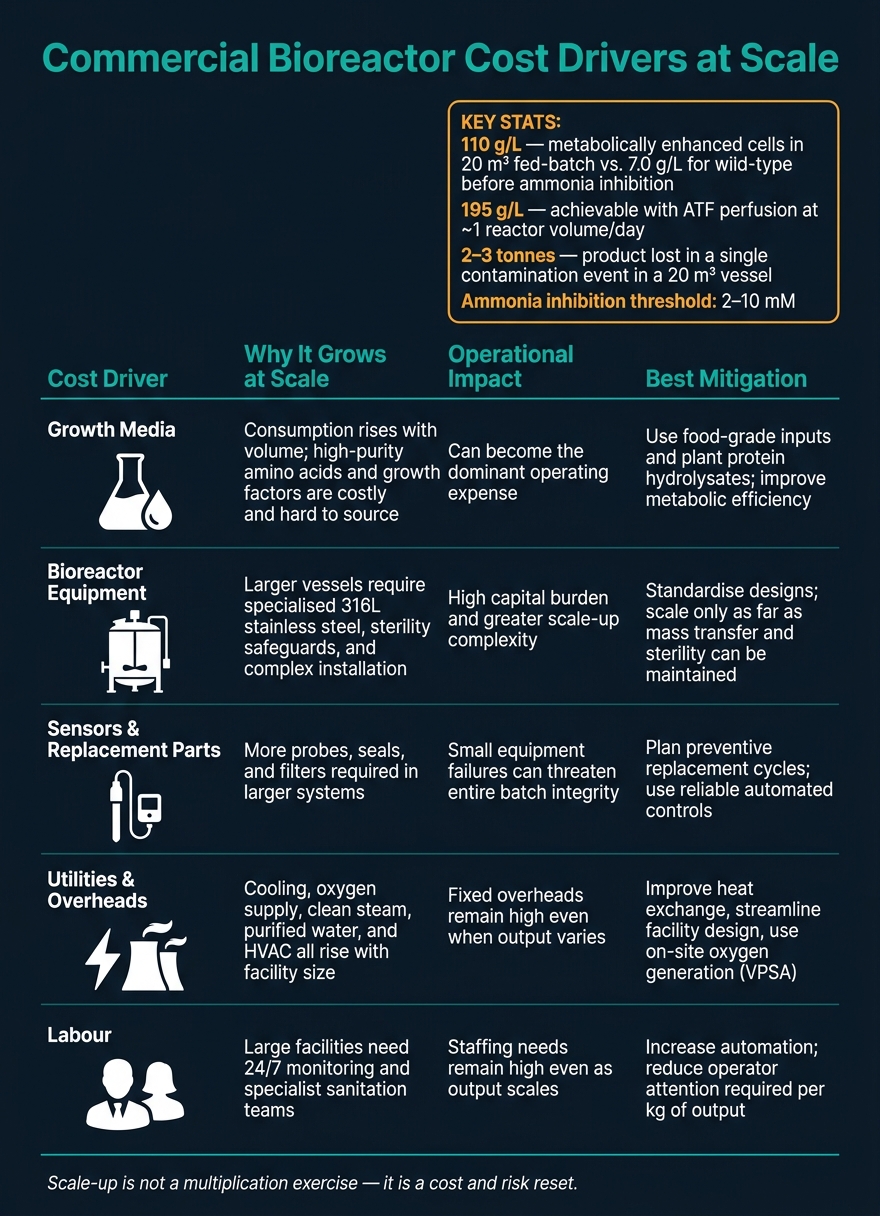
La tabla a continuación muestra cómo cambia cada impulsor de costos a escala y dónde el trabajo de mitigación suele tener el mejor rendimiento.
| Factor de costo | Por qué crece a escala | Impacto operativo típico | Enfoque de mitigación más relevante |
|---|---|---|---|
| Medios de crecimiento | El consumo aumenta con el volumen de producción; los aminoácidos de alta pureza y los factores de crecimiento son difíciles de obtener | Puede convertirse en el gasto operativo dominante | Utilizar insumos de grado alimenticio e hidrolizados de proteínas vegetales cuando sea posible; mejorar la eficiencia metabólica |
| Equipo de biorreactor | Los recipientes más grandes necesitan acero inoxidable especializado, salvaguardas de esterilidad e instalación más compleja | Alta carga de capital y mayor complejidad de escalado | Estandarizar diseños y escalar solo hasta donde se pueda mantener la transferencia de masa y la esterilidad |
| Sensores y piezas de repuesto | Se requieren más sondas, sellos y filtros en sistemas más grandes | Las fallas en equipos pequeños pueden amenazar la integridad del lote | Planifique ciclos de reemplazo preventivo y utilice controles automatizados confiables |
| Servicios públicos y gastos generales | La refrigeración, el suministro de oxígeno, el vapor, el agua y el HVAC aumentan con el tamaño de la instalación | Los gastos generales fijos continuos pueden permanecer altos incluso cuando la producción varía | Mejore el intercambio de calor, optimice el diseño de la instalación y utilice generación de oxígeno en el sitio cuando sea apropiado |
| Mano de obra | Las instalaciones más grandes necesitan monitoreo continuo y saneamiento especializado | Las necesidades de personal permanecen altas incluso cuando la producción escala | Aumente la automatización y reduzca la atención del operador por kilogramo de producción |
Los equipos de adquisiciones pueden usar
Cómo reducir la carga de costos del aumento de escala
Cambios de ingeniería que mejoran la producción por unidad de capacidad instalada
La forma más rápida de reducir los gastos operativos es simple: obtener más producción de la misma capacidad instalada.
En grandes biorreactores de tanque agitado, tres palancas son las más importantes: densidad celular, perfusión y control de procesos. Las líneas celulares mejoradas metabólicamente pueden alcanzar 110 g/L en un biorreactor de alimentación por lotes de 20 m³, en comparación con 7.0 g/L para células de tipo salvaje antes de que la inhibición por amoníaco comience a afectar [1].
La perfusión puede llevar eso mucho más lejos. Usando dispositivos de retención celular como filtros de flujo tangencial alterno (ATF), las densidades celulares en estado estacionario pueden alcanzar 195 g/L a aproximadamente un volumen de reactor por día [1] . Eso cambia la economía rápidamente, porque la huella del buque permanece igual mientras la producción aumenta.
El control del proceso es igual de importante. El control de retroalimentación de glucosa y pH ayuda a limitar la acumulación de lactato y amoníaco , lo que extiende la ventana viable de cada ciclo de producción [1] . En pocas palabras, un buque más grande no solucionará una ventana operativa débil. Asegure la ventana operativa antes de comprometerse con un buque más grande.
Planificación operativa para reducir el tiempo de inactividad y el riesgo de contaminación
Una mayor producción en papel significa poco si el proceso no puede ejecutarse limpiamente de un lote a otro.
La validación de CIP/SIP, tuberías asépticas, y la calibración rutinaria de sensores siguen las mejores prácticas para la esterilidad de medios y ayudan a reducir la pérdida de lotes. Aquí es donde la ampliación a menudo se vuelve dolorosamente práctica.Un proceso puede parecer bien en desarrollo, luego perder dinero a escala de planta porque el tiempo de inactividad, los eventos de contaminación o la desviación en las lecturas de los sensores reducen el tiempo de ejecución.
Si la inhibición por catabolitos se acumula durante una ejecución y las tasas de crecimiento disminuyen, a menudo es más barato detener el lote y reiniciar a una tasa de crecimiento no inhibida que mantener una ejecución en declive [1] . Esa decisión depende de los datos del proceso en tiempo real. Los operadores necesitan una visión clara de lo que está sucediendo dentro del recipiente, no una visión retrasada o parcial.
Disciplina de adquisición y acceso a proveedores para equipos y materiales especializados
Una vez que la ventana del proceso está fijada, la adquisición necesita apoyarla, no adelantarse a ella.
Un error común en la ampliación es sobreconstruir antes de que se prueben las suposiciones del proceso.Un análisis tecno-económico antes del despliegue completo ayuda a definir el rendimiento de crecimiento y la densidad que cada tamaño de reactor puede soportar [2]. Eso permite a los equipos planificar la capacidad en torno a datos de procesos validados en lugar de objetivos de producción esperados.
En ese punto, la disciplina de abastecimiento importa. Use
Lo que requiere un modelo de costo comercial viable
El papel del modelado tecno-económico antes del despliegue completo
Esas restricciones operativas solo importan si el modelo de costos realmente las refleja. En pocas palabras, un modelo de costo comercial es tan sólido como las suposiciones en las que se basa.Antes de que cualquier equipo comprometa capital, necesita poner a prueba las variables que impulsan la economía unitaria: intensidad de medios, utilización del biorreactor, demanda de servicios, carga de mantenimiento y riesgo de contaminación.
Ahí es donde entra el análisis tecno-económico, o TEA. El TEA debe evaluar los límites biológicos, la demanda de servicios y el tiempo de inactividad juntos. El objetivo es convertir esas restricciones en decisiones de inversión, no dejarlas enterradas en notas de ingeniería.
Los gastos generales de la instalación también deben estar en el modelo desde el primer día. El mantenimiento, el seguro y otros gastos generales fijos se acumulan rápidamente. Lo mismo ocurre con los costos laborales, los factores de carga de capital y la demanda de servicios para el enfriamiento a altas densidades celulares. Si estos insumos no se modelan antes de la construcción, el caso de negocio casi siempre sobreestimará la producción y subestimará los gastos generales.
Una vez que el modelo refleja la realidad de la planta, la adquisición debe coincidir con él.
Conclusiones clave para la toma de decisiones comerciales
Los principales impulsores de costos son los medios de crecimiento, el equipo, las instalaciones y la eficiencia operativa, y la escala hace que cada uno sea más difícil de gestionar. Los límites de ingeniería en torno a la transferencia de oxígeno, la eliminación de CO₂ y la mezcla no desaparecen en volúmenes más grandes. Se vuelven más estrictos. La infraestructura de esterilidad, que incluye acero inoxidable 316L, electropulido y sistemas CIP/SIP automatizados, añade un costo de capital significativo [1].
El enfoque más fuerte para el control de costos reúne tres partes:
- optimización de procesos y abordaje de desafíos de escalado
- expansión cuidadosa de la capacidad
- abastecimiento confiable de insumos especializados
El escalado funciona solo cuando el modelo coincide con la realidad del proceso y la adquisición sigue los datos del proceso.
Preguntas Frecuentes
¿Por qué un biorreactor más grande no siempre reduce el costo unitario?
Escalar puede introducir nuevas ineficiencias. En biorreactores más grandes, se vuelve más difícil mantener un control estricto sobre las condiciones del proceso. También puede ser necesaria la aireación activa, lo que puede aumentar el uso de energía y el riesgo de daño por estrés de cizallamiento.
Los sistemas más grandes también pueden enfrentar una peor mezcla, límites de transferencia de masa, variabilidad de lote a lote y un mayor riesgo de contaminación. Por lo tanto, el costo unitario depende menos solo de la escala y más de los costos de los medios, la fisiología celular y el control confiable del proceso.
¿Qué suele limitar primero la producción a escala comercial?
A escala comercial, la producción suele estar limitada primero por hasta dónde se puede escalar el proceso de producción celular a granel. Las células animales crecen más lentamente que las células microbianas, por lo que los volúmenes de producción iniciales pueden alcanzar un techo antes de lo que muchos equipos desearían.
Los sistemas a gran escala también enfrentan límites de transferencia de masa. En la práctica, la dispersión de gas y la agitación deben equilibrarse con cuidado. Si se presiona demasiado en la transferencia de oxígeno, se aumenta el cizallamiento. Si se reduce demasiado, las células pueden no obtener lo que necesitan. Ese compromiso es aún más importante con las células animales delicadas, que son mucho menos tolerantes al estrés hidrodinámico que los microbios.
¿Cuándo debería la TEA guiar las decisiones de escalado?
La TEA debería guiar las decisiones de escalado cuando los equipos diseñan y construyen sistemas de biorreactores a gran escala, donde los costos son altos y se necesita modelado predictivo para probar la viabilidad económica.
Ayuda a los equipos a evaluar los diseños de las instalaciones, los volúmenes de trabajo de los biorreactores y las medidas de ahorro de costos antes de un gasto de capital importante. También les permite comparar escenarios de producción y estrategias operativas, para que puedan equilibrar el uso de energía con los requisitos del proceso.









