

- מטרה: מבטיח שהביוריאקטורים עומדים בתקנים רגולטוריים וייצוריים, תוך שמירה על סטריליות, בקרה סביבתית מדויקת, ובטיחות מזון.
- תכונות עיקריות: ביוריאקטורים מסוג טנק מעורב נבחרו בשל התאמתם לתאי שריר בקר, ומציעים כוחות גזירה מבוקרים ויכולת הרחבה.
- אתגרים: הגדלת הביוריאקטורים לצפיפות תאים גבוהה והפחתת עלויות דרשו חשיבה מחדש על חומרים, שיטות סטריליזציה ועיצוב תהליכים.
- פתרונות: מעבר לחומרים בדרגת מזון, שימוש בשיטות סטריליזציה חסכוניות ושילוב תוכנת בקרת ביופרוסס לאופטימיזציה של התהליך הפחיתו משמעותית את העלויות.
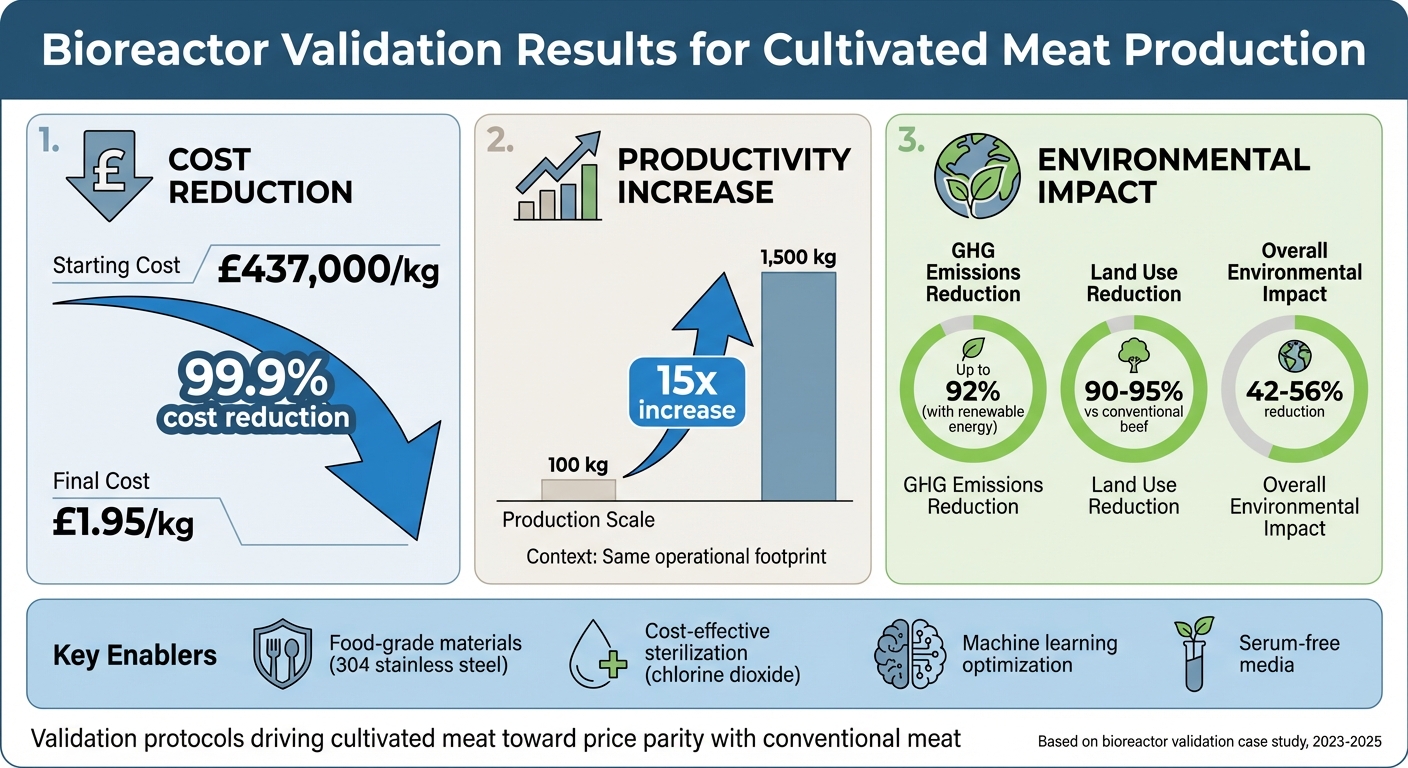
- תוצאות: עלויות הייצור ירדו באופן דרמטי, עם עלייה פי 15 בפרודוקטיביות והפחתה של עד 92% בפליטות גזי חממה כאשר מופעלים על ידי אנרגיה מתחדשת.
מחקר זה מתאר כיצד פרוטוקולי אימות ובחירות עיצוב חכמות מקרבים את הבשר המתורבת לשוויון מחירים עם בשר קונבנציונלי.
השפעת אימות ביוריאקטור: הפחתת עלויות ותועלות סביבתיות בייצור בשר מתורבת
דרישות רגולטוריות לאימות ביוריאקטור
תקנים רגולטוריים חלים
בתעשיית הבשר המתורבת, עמידה בתקנים רגולטוריים מחמירים היא חלק קריטי מתהליך אימות הביוריאקטור. בתוך הממלכה המאוחדת, סוכנות תקני המזון (FSA) ותקני המזון של סקוטלנד (FSS) מסווגים בשר מתורבת תחת "מוצרים ממקור חי" (POAO). סיווג זה מבטיח כי תקנות בטיחות המזון וההיגיינה חלות על כל שלבי הייצור, כולל פעולות הביוריאקטור.עם זאת, על פי ההנחיות בבריטניה (דצמבר 2025), בעוד שמוצרים אלו נופלים תחת קטגוריית POAO, הם אינם נחשבים חוקית כ"בשר". הבחנה זו משמעותה כי דרישות מסוימות של רווחת בעלי חיים ומיקרוביולוגיה אינן נכללות, מה שמעצב את פרוטוקולי האימות הספציפיים הנדרשים בבריטניה.
ברמה הגלובלית, הערכות בטיחות משתנות באורכן. בסינגפור ובארצות הברית בדרך כלל משלימים את הביקורות בתוך 12 חודשים, בעוד שהאיחוד האירופי ממוצע סביב 18 חודשים. בריטניה התוותה את דרכה עם תכנית ה-CCP Sandbox, הממומנת עד פברואר 2027. יוזמה זו מאפשרת לרגולטורים לשתף פעולה ישירות עם חברות כמו Gourmey, Hoxton Farms, ו-Mosa Meat, לייעל את דרישות הנתונים ולהאיץ את הערכות הבטיחות.
html"תוכנית הסנדבוקס מאפשרת לנו להאיץ את הידע הרגולטורי כדי להפחית חסמים לטכנולוגיות מזון מתקדמות מבלי להתפשר על תקני בטיחות."
– ד"ר תומאס וינסנט, סגן מנהל החדשנות, FSA [3]
ללא קשר לסמכות השיפוט, חברות חייבות להגיש תיקי בטיחות מפורטים לפני כניסתן לשוק. תיקי אלו מפרטים את תהליכי הייצור, הרכב המוצר ונתוני הבטיחות. הם חייבים גם לאשר כי בשר מתורבת הוא תזונתית דומה לבשר קונבנציונלי, כולל ניתוחים של מקרו ומיקרו-נוטריאנטים, כמו גם פרופילים של חומצות אמינו וחומצות שומן.
דרישות פרוטוקול אימות
תקנים רגולטוריים דורשים פרוטוקולי אימות ביוריאקטור מחמירים כדי להבטיח פעולות בטוחות ומבוקרות. מרכיב מרכזי הוא יישום תוכנית ניתוח סיכונים ונקודות בקרה קריטיות (HACCP).מסגרת זו מזהה ומפחיתה סיכונים בכל שלב של הייצור, מהביופסיה הראשונית של התא ועד לקציר הסופי של מסת התאים. בהתחשב בחדשנות של ייצור בשר מתורבת, הערכות בטיחות חייבות לטפל בסיכונים פוטנציאליים לאורך כל התהליך.
פרוטוקולי אימות חייבים להוכיח שמערכות הביוראקטור שומרות על תנאים סטריליים במהלך מחזורי הייצור, ומונעות ביעילות זיהום מיקרוביאלי. בנוסף, פרוטוקולים אלה צריכים להעריך האם חלבונים בבשר מתורבת יכולים לעורר תגובות אלרגיות אצל צרכנים.
"ההנחיות החדשות שלנו מספקות בהירות לעסקים, ועוזרות להם להבין ולהדגים כראוי לרגולטורים של מזון בבריטניה כיצד המוצרים שלהם בטוחים. במיוחד, הנחיות אלו מבטיחות שחברות העריכו סיכונים אלרגניים פוטנציאליים ושהם מתאימים תזונתית לפני שניתן לאשרם למכירה."
– ד"ר תומאס וינסנט, סגן מנהל החדשנות, FSA [2]
בבריטניה, האימות מתמקד במתן נתונים מספקים להערכת סיכונים מדעית ולא במתן אישור לשיווק. ניקולא מורין-פורסט, מייסד שותף & מנכ"ל GOURMEY, הדגיש את ההבחנה הזו:
"האימות של בריטניה הגדולה מסמן צעד קריטי במסע הרגולטורי שלנו למזון חדש ומאשר שאנו מתקדמים כעת להערכת סיכונים מלאה, מה שמקרב אותנו צעד אחד נוסף להפיכת המוצרים שלנו לזמינים לצרכנים." [4]
sbb-itb-ffee270
בחירת ביוריאקטור ומפרטי מערכת
טכנולוגיית ביוריאקטור נבחרת
המתקן בחר ב-ביוריאקטור מסוג טנק מעורבל, בחירה שנעשתה בשל ביצועיו האמינים עם תאי מוצא של שריר בקר. הגורמים המרכזיים שהשפיעו על ההחלטה כללו את הצרכים הספציפיים של התאים, קנה המידה הרצוי לייצור ושיקולי עלות כוללים.
תאי שריר בקר, בהיותם תלויי עיגון, דורשים כוחות גזירה נמוכים - מתחת ל-0.1 N/m² - כדי למנוע נזק במהלך הגידול. עיצוב המיכל המערבל ענה על דרישה זו תוך הוכחת התאמה הן לניסויים בקנה מידה פיילוט והן לייצור מסחרי. העלות הייתה גורם מרכזי נוסף, כאשר יחידות בקנה מידה פיילוט הוצבו כיותר נגישות לתקציבים אופייניים במגזר הבשר המתורבת מאשר בתעשיית התרופות[5][7].
קנה המידה של הייצור כוון לנפחים בין 100 ל-1,000 ליטר כדי להבטיח היתכנות מסחרית. מערכות מיכל מערבל מודולריות נבחרו על פני חלופות של מיטת אריזה בשל יכולתן להגדיל פי 10 מבלי לעבור את מגבלות העברת המסה, תוך שמירה על ערכי kLa מעל 50 h⁻¹.מערכות אלו שואפות לייצר 1–10 ק"ג של בשר מתורבת לכל אצווה תוך איזון השקעה הונית עבור קיבולת ניתנת להרחבה [7][8].
תכונות עיצוב מערכת
לאחר שנבחר הביוראקטור עם מיכל מעורבל, עיצובו כלל תכונות מתקדמות לטיפוח גידול תאים אופטימלי. מערכת חילוף הגזים משתמשת בטכנולוגיית מיקרו-ספארגר, המספקת בועות בגודל 20–100 מיקרומטר. תצורה זו משיגה ערכי kLa של 100–200 h⁻¹ ב-37°C, תוך שמירה על רמות חמצן מומסות ב-30–50% רוויה. לניהול הפחתת CO₂, אוורור חלל ראש משולב עם ממברנות מגע וחיישני אנטי-קצף[5][6].
לערבוב יעיל, הביוראקטור משתמש ב-שני מערבלים מסוג רושטון, הפועלים במהירויות של 50–150 סל"ד.This ensures uniform mixing with shear rates below 5,000 s⁻¹, protecting the cells from damage while keeping nutrient gradients under 10%. Agitation is PID-controlled, with real-time feedback on pH and dissolved oxygen levels, supporting perfusion rates of 1–5 vessel volumes per day[5][7].
היכולת להתרחב הייתה מיקוד מרכזי בעיצוב. הביוראקטור שומר על דמיון גיאומטרי בקני מידה שונים, תוך שמירה על יחס גובה לקוטר של 2:1. מדחפים מותאמים CFD מבטיחים הגדלה לינארית, ובדיקות פיילוט הראו שמירה של 95% בחיות התאים כאשר מגדילים מ-10 ליטרים ל-200 ליטרים. העיצוב המודולרי מאפשר אינטגרציה למערכות ייצור גדולות יותר תוך עמידה בתקני תאימות GxP [7][8].
טכנולוגיית ניתוח תהליכים משולבת גם היא, וכוללת ספקטרוסקופיית ראמאן לניטור בזמן אמת של פרמטרים קריטיים כמו pH (6.8–7.2) ולקטט (נשמר מתחת ל-2 גרם/ליטר). מודלים חיזויים, המותאמים מייצור נוגדנים חד-שבטיים, עוקבים אחר רמות גלוקוז עם ערכי R² מעל 0.95, ומבטיחים שליטה מדויקת בתהליך [5][6][7].
תכונות אלו לא רק משפרות את גידול התאים אלא גם עומדות בסטנדרטים המחמירים של גופים רגולטוריים בבריטניה.
ביצוע פרוטוקול אימות
נהלי אימות ליבה
כדי להבטיח את שלמות התפעול, בוצע פרוטוקול אימות יסודי, שכלל תכונות עיצוב מתקדמות. ניטור בזמן אמת שיחק תפקיד מרכזי, עם טכנולוגיית ניתוח תהליכים (PAT) חיישנים שעוקבים באופן רציף אחר פרמטרים קריטיים כמו חמצן מומס, pH ורמות CO₂ במהלך כל ריצת גידול [6]. התהליך התחיל עם תאים שנזרעו בצפיפות של 1×10⁵ תאים/מ"ל, שגודלו במשך שבוע במדיום המכיל 3 גרם/ליטר גלוקוז. ספקטרוסקופיית ראמאן שימשה לניטור רמות לקטט וגלוקוז לאורך כל התהליך[5].
ניתוח לחץ גזירה אישר שכוחות הערבוב נשארו מתחת ל-0.1 Pa, שהוא הגבול הקריטי לתאי שריר בקר. בדיקות לאחר לחץ הראו כי חיות התאים נשארה מעל 90%[6].
בדיקות סטריליות הורחבו לכל חומרי הגלם, עם תשומת לב מיוחדת למדיום הגידול. ספקים נדרשו לספק תעודות ניתוח, שאומתו באמצעות בדיקות צד שלישי, בהתאם לסטנדרטים של מתקנים בבריטניה.הפרוטוקול כלל ELISA מבחני חיסון לזיהוי אנדוטוקסינים מחיידקים גרם-שליליים, לצד ציטומטריה בזרימה לזיהוי מזהמים על בסיס גודל תאים, צורה ותכונות פלואורסצנטיות [9].
שיטות אופטימיזציה של תהליכים
לאחר שאושרה יציבות המערכת, המאמצים הועברו לשיפור התהליך באמצעות אנליטיקה מתקדמת. אלגוריתמים של למידת מכונה התאימו באופן דינמי את קצבי זרימת המדיה ומהירויות הערבול על בסיס נתוני PAT רציפים. מודלים אלו, שאומנו על עיצוב ניסויים (DoE) מערכי נתונים, זיהו אסטרטגיות הזנה חסכוניות על ידי קישור מדידות פרמיטיביות עם איכות הביומסה [6]. גישה זו הייתה יעילה במיוחד במהלך שלב ההתרבות, שבו שיעורי גידול עקביים הם קריטיים לייצור מסחרי.
ספקטרוסקופיית ראמאן, שפותחה במקור לייצור נוגדנים חד שבטיים, הותאמה בהצלחה ליישומים של בשר מתורבת. הספציפיות של האנליט אפשרה למתקן לאמץ פרוטוקולי אימות מבוססים תוך שמירה על הדיוק הנדרש לניטור בזמן אמת לאורך מחזור הגידול[5].
אתגרים טכניים ופתרונות
בעיות בהגדלת קנה מידה ופרודוקטיביות
הגדלת ביוריאקטורים מהגדרות מעבדה לייצור מסחרי לא הייתה משימה פשוטה. המתקן שאף לייצר 10–100 ק"ג של בשר מתורבת, מה שדרש כמות עצומה של 10¹²–10¹³ תאים כדי להשיג מטרה זו [11] . עם זאת, הגעה לצפיפות תאים גבוהה התבררה כאתגר משמעותי.בעוד שביו-ריאקטורים עם סיבים חלולים יכולים תאורטית להשיג צפיפויות של 10⁸ עד 10⁹ תאים/מ"ל [13], עיצובים קונבנציונליים של ביו-ריאקטורים לא עמדו בדרישות לייצור בשר מתורבת.
מאט מקנולטי, עמית מחקר ב-GFI, הסביר את שורש הבעיה: "הביו-ריאקטורים המשמשים בייצור בשר מתורבת עדיין מותאמים במידה רבה מעיצובים קונבנציונליים של מזון ותרופות. עיצובים אלו אינם מותאמים במיוחד לצרכים של ייצור בשר מתורבת ולכן גורמים לעלויות גבוהות יותר עקב חוסר היעילות בהתאמה זו" [12]. חוסר ההתאמה בין העיצוב למטרה הצריך חשיבה מחדש מוחלטת של הציוד והתהליכים.
פתרונות מיושמים ונתוני ביצועים
כדי להתמודד עם אתגרים אלו, המתקן עבד מחדש את הציוד והפרוטוקולים שלו כדי להתאים בצורה קרובה יותר לדרישות הספציפיות של ייצור בשר מתורבת.אחד השינויים המרכזיים כלל מעבר מסטנדרטים ברמת תרופות לסטנדרטים ברמת מזון. לדוגמה, הצוות החליף כלי נירוסטה 316 באלטרנטיבות מנירוסטה 304, אשר עמדו בדרישות בטיחות המזון תוך הפחתה משמעותית בעלויות ההון [12]. בנוסף, תהליך הסטריליזציה המסורתי באמצעות קיטור הוחלף בטיפול בגז דו-חמצני כלורי. התאמה זו אפשרה שימוש בכלים עם דפנות דקות יותר העשויים מחומרים חלופיים, מה שהפחית עוד יותר את העלויות [12].
אמצעי חיסכון נוסף בעלויות כלל מעבר ממים ברמת תרופות למים ברמת מזון המסווגים כ"בטוחים לשימוש" (GRAS) להכנת מדיה [12]. הצוות גם הציג נשאים מיקרוסקופיים אכילים ומבנים, אשר לא רק פתרו בעיות ניתוק תאים אלא גם עמדו בתקנות בטיחות המזון [11].
כדי לייעל את הפעילות עוד יותר, המתקן יישם מערכות חיישנים מרובות. חיישנים אלו סיפקו נתוני ביצועים בזמן אמת, שניתן היה להשתמש בהם ביישומי למידת מכונה כדי לכוונן תהליכים [12]. ביחד, שינויים אלו השפיעו באופן דרמטי על עלויות הייצור, והפחיתו אותן באופן משמעותי [10]. הפחתת העלויות המרשימה הזו מדגישה כיצד יישור פרוטוקולי הייצור עם תקני רגולציה יכול להשיג קנה מידה מסחרי מבלי להקריב בטיחות או איכות.
תוצאות אימות והשפעת התעשייה
תוצאות ביצועים נמדדות
באמצעות בדיקות קפדניות, המערכת הדגימה קפיצה מרשימה בפרודוקטיביות.באמצעות טכנולוגיית ביוריאקטור רציף ללא בועות, תפוקת גידול התאים עלתה פי 15, והגדילה את הייצור מ-100 ק"ג ל-1,500 ק"ג - הכל בתוך אותו שטח תפעולי[16]. בשלב ההתמיינות, התאמות לאופטימיזציה של ביומסת התאים הובילו לעלייה של 128%, שצמצמה באופן משמעותי את ההשפעה הסביבתית הכוללת ב-42–56%. מעבר ממטבוליזם של תאי C2C12 למטבוליזם של תאי CHO גם שיחק תפקיד גדול בצמצום ההשפעות הסביבתיות, והגיע להפחתות של עד 67% כאשר מופעל על ידי מקורות אנרגיה מתחדשים[14] . אפילו יותר מרשים, השימוש באנרגיה מתחדשת הפחית את פליטות גזי החממה בעד 92% והפחית את השימוש בקרקע ב-90–95% בהשוואה לשיטות ייצור בשר מסורתיות[15] [16]. תוצאות אלו סוללות את הדרך לאימוץ רחב יותר בתעשייה.
תרומות לפרקטיקות בתעשייה
תוצאות האימות הגדירו מחדש את הסטנדרטים עבור עיצוב ביוריאקטורים ועמידה ברגולציה בייצור בשר מתורבת. על ידי הוכחה שסטנדרטים בדרגת מזון יכולים להחליף ביעילות את אלו בדרגת תרופות מבלי לפגוע בבטיחות, התהליך הציג מפת דרכים לחיסכון בעלויות עבור התעשייה. לדוגמה, מעבר מפלדת אל-חלד 316 ל-304, בשילוב עם חיטוי באמצעות כלור דו-חמצני ושימוש במים המסווגים כ-GRAS, הוריד משמעותית את עלויות ההון תוך שמירה על עמידה ברגולציה.
מעבר להוכחת היתכנות טכנית, התקדמויות אלו משנות את אמות המידה בתעשייה. מודלים כלכליים מציעים שעיבוד רציף לעומת עיבוד באצוות יכול לספק חיסכון של 55% בעלויות הון ותפעול על פני עשור[1] . עבור צוותי רכש, פלטפורמות כמו
סיכום
ממצאים עיקריים
ניתוח זה מדגיש כיצד ייצור בשר מתורבת יכול להתקדם להצלחה מסחרית על ידי בחירת ציוד חכמה ושיפור פרוטוקולים תפעוליים. בחירה בחומרים בדרגת מזון כמו נירוסטה 304 במקום נירוסטה 316 היקרה יותר מבטיחה בטיחות ועמידה בתקנים תוך חיסכון בעלויות. המעבר למדיה ללא סרום, כפי שאושר על ידי סוכנות המזון של סינגפור לאישור הנוסחאות של GOOD Meat בתחילת 2023, מבטל את האתגרים האתיים והפיננסיים הקשורים לתשומות שמקורן בבעלי חיים[15].
הגדלת הייצור עם ריאקטורים מסוג איירליפט, במיוחד בנפח של 260,000 ליטר, הראתה פוטנציאל חזק להורדת עלויות בהשוואה לריאקטורים קטנים יותר בנפח של 42,000 ליטר[17]. עם זאת, השגת צפיפות תאים גבוהה - עד 2 × 10⁸ תאים/מ"ל - דורשת מערכות פרפוזיה מתקדמות לטיפול בפסולת מטבולית כמו אמוניה ולקטט. אופטימיזציה של התהליך הוכחה כחיונית בהתמודדות עם אתגרים אלו[11]. עבור צוותי רכש, פלטפורמות כמו
פיתוחים עתידיים
עם יעילות עלות ובקרת תהליך מאומתות, המיקוד כעת עובר לביוראקטורים בקנה מידה ענק, המבטיחים להגדיר מחדש את כלכלת הייצור.ההכרזה של GOOD Meat במאי 2022 על מתקן הכולל עשרה ביוריאקטורים בנפח של 250,000 ליטר - המסוגלים לייצר 13,700 טון מטרי של עוף ובקר מתורבת בשנה - מסמנת מעבר משמעותי מפרויקטים ניסיוניים לייצור בקנה מידה תעשייתי[11][15]. זה מתיישר עם אמת המידה הכלכלית שנקבעה על ידי פטריק ג. נגולסקו ואחרים מאוניברסיטת קליפורניה, דייויס:
"כדי להיות תחרותיים ישירות עם בקר, מוצרי CM, או לפחות עלות הייצור, חייבים לרדת לרמה תחרותית מסחרית"[17]
תחזיות מצביעות על כך שמטרה זו ניתנת להשגה, במיוחד כאשר עלויות המדיה ממשיכות לרדת עוד יותר.
חידושים כמו נשאים מיקרוסקופיים אכילים ומערכות היברידיות, המשלבות הרחבת תאים והתמיינות בכלי אחד, צפויים לפשט תהליכי אימות ולהפחית סיכוני זיהום. הפרוטוקולים המפורטים במחקר מקרה זה מציעים מודל שניתן לשכפול עבור חברות המגדילות את פעילותן, ומוכיחים כי בדיקות קפדניות יכולות להתקיים לצד הפחתת עלויות. ככל שיותר מתקנים מאמצים את השיטות המאומתות הללו, תעשיית הבשר המתורבת מתקרבת לשוויון מחירים עם בשר מסורתי. לצד זאת, המגזר מספק יתרונות סביבתיים ניכרים, כולל הפחתה של עד 92% בפליטת גזי חממה כאשר מופעל על ידי מקורות אנרגיה מתחדשים[15].
סיכום ביוריאקטורים: חיישנים, מודלים, הגדלה ועיצוב ריאקטורים חלופי
שאלות נפוצות
איזה ראיות מצפים הרגולטורים לראות בתיק אימות ביוריאקטור לבשר מתורבת?
גופים רגולטוריים דורשים תיקים לאימות ביוריאקטורים כדי לאשר שהמערכות פועלות בתוך פרמטרים מוגדרים. זה כולל הבטחת ביצועי תהליך עקביים וניטור בזמן אמת של גורמים מרכזיים כמו רמות pH, חמצן מומס, ו טמפרטורה. בנוסף, בדיקות סטריליות משחקות תפקיד מכריע במניעת זיהום. עמידה בתקנים כמו ISO 14644-1 וEU GMP Annex 1 היא חובה לשמירה על בקרת מיקרוביאלית ותחזוקת פרקטיקות ייצור סטריליות.
כיצד ניתן להגדיל ביוריאקטור עם מיכל מעורב מבלי לפגוע בתאי שריר בקר?
הגדלת ביוריאקטור עם מיכל מעורב לייצור בשר מתורבת כוללת ניהול מתח גזירה, שיכול לפגוע בתאי שריר בקר. כדי להתמודד עם זה, כלים כמו דינמיקה חישובית של נוזלים (CFD) ומודלים בקנה מידה קטן משמשים לחיזוי דפוסי זרימה. תובנות אלו מנחות התאמות לעיצוב מערבל ומהירויות ערבוב, ועוזרות להפחית נזק לתאים.
חשוב באותה מידה להבטיח חלוקה אחידה של חומרים מזינים וחמצן. מערכות ניטור מתקדמות, בשילוב עם טכניקות ערבוב יעילות, הן המפתח ליצירת תנאים עקביים. גישה זו מסייעת למזער מתח מקומי ותומכת בבריאות התאים לאורך כל הייצור בקנה מידה גדול.
אילו שינויים באימות חיסכון בעלויות משפיעים ביותר על כלכלת היחידה?
אימוץ ביוריאקטורים חד-פעמיים משפיע באופן ניכר על הפחתת עלויות הנמדדות ב-£/ק"ג. בעוד שמערכות אלו מפחיתות את ההשקעות ההתחלתיות ואת הוצאות העבודה, הן מגיעות עם עלויות צריכה גבוהות יותר. בנוסף לכך, הכנסת ניטור בזמן אמת ו-טכנולוגיות מיחזור מדיה משפרת את היעילות התפעולית. התקדמויות אלו לא רק מייעלות תהליכים אלא גם מובילות לחיסכון בעלויות לטווח הארוך.









