

Om du driver en återanvändbar bioreaktor i rostfritt stål, är regeln enkel: CIP tar bort rester, SIP dödar mikrober, och du behöver båda i den ordningen.
För bioprocessingenjörer och team inom odlat kött är den uppdelningen inte akademisk. En behållare kan klara en slutlig sköljning vid TOC under 500 ppb och ändå misslyckas med sterilitet. Eller så kan den nå ≥121,1°C i SIP och ändå bära kvarvarande NaOH, proteingrund eller inbränd rest från dålig rengöring. Ren är inte samma sak som steril.
Här är den korta versionen:
- CIP använder kemisk cirkulation för att avlägsna proteiner, lipider, medierester, cellrester och beläggningar
- SIP använder mättad ånga för att nå ett sterilitetsmål, ofta SAL 10⁻⁶
- CIP måste komma först eftersom rester kan skydda mikrober från ånga
- CIP-validering kontrollerar restergränser, sköljkvalitet, spridningstäckning och repeterbarhet
- SIP-validering kontrollerar kalla punkter, F0, och biologisk indikatoravdödning
- I artikeln täcker jag också cykelsteg, vanliga felpunkter och ett 500 L valideringsexempel med TOC vid 76–91 ppb och F0 vid 32.1 minut
CIP vs SIP inom läkemedel | Skillnad, process och viktiga intervjufrågor 🧪
sbb-itb-ffee270
Snabb jämförelse
| Kriterier | CIP | SIP |
|---|---|---|
| Huvuduppgift | Rengör produktkontakt-ytor | Sterilisera den slutna processvägen |
| Tar bort eller dödar | Rester och smuts | Livskraftiga mikroorganismer |
| Typiska insatsvaror | NaOH, syra, renat vatten, WFI | Mättad ånga, sterilfiltrerad luft eller kväve |
| Typisk temperatur | 50°C–80°C | ≥121.1°C |
| Huvudkontroller | TOC, konduktivitet, visuell renhet, riboflavintäckning, biobörda | Val av sensorer för temperaturkartläggning, kalla punkter, biologiska indikatorer, F0 |
| Vanligt fel | Dålig spraytäckning, låg flöde, döda ben | Instängd luft, kondensatansamling, kalla punkter |
| När används | Efter skörd, före sterilisering | Efter CIP, före inokulering |
Så om du funderar på om CIP eller SIP är viktigare, är svaret enkelt: för återanvändbara aseptiska bioreaktorer ersätter den ena inte den andra. Att förstå dessa skalningsutmaningar är avgörande för att upprätthålla sterilitet i volym.
Jämförelsetabell för CIP vs SIP
Viktiga skillnader i syfte, metod och validering
CIP och SIP löser två olika problem. CIP tar bort rester. SIP dödar mikroorganismer. I bioreaktorer för odlat kött är den skillnaden viktig eftersom en behållare kan se ren ut och ändå misslyckas med sterilitet, eller klara en sterilitetstest medan den fortfarande bär produktrester från den senaste batchen.
CIP valideras mot restergränser. SIP valideras mot sterilitetmål.
| Funktion | Rengöring på plats (CIP) | Sterilisering på plats (SIP) |
|---|---|---|
| Primärt syfte | Borttagning av organiska och oorganiska rester | Eliminering av livskraftiga mikroorganismer |
| Målkontaminanter | Proteiner, lipider, celldebris, media, mineralskalor | Bakterier, svampar, sporer, virus |
| Metod | Automatiserad kemisk cirkulation med turbulent flöde | Injektion av mättad ånga under tryck |
| Typiska ingångar | NaOH (kaustik), fosforsyra, WFI/renat vatten | Mättad ånga; sterilfiltrerad luft eller kväve |
| Processtemperaturområde | 50°C–80°C (vanligtvis 65°C för kaustisk tvätt) [1] | ≥ 121.1°C [1] |
| Validerat resultat | Visuellt ren; TOC ≤ 500 ppb; konduktivitet ≤ 1.3 μS/cm [1] | Sterilitetsgarantinivå (SAL) på 10⁻⁶ [1] |
| Batchstadium | Omedelbart efter skörd, före sterilisering | Efter CIP-slutförande, omedelbart före inokulering |
| Valideringsfokus | Restgränser (MACO), riboflavinspraytäckning, sköljvattenrenhet | Termoelementkartläggning (kalla punkter), biologiska indikatorer, F0-dödlighet |
| Relevans för odlat kött | Förhindrar restöverföring och biofilmuppbyggnad mellan batcher | Säkerställer att dyrt tillväxtmedium (som ofta kräver serumfri medieoptimering) inte går förlorat till kontaminering |
Ett kort valideringsexempel gör uppdelningen tydlig.I en validerad CIP-cykel för en 500 L rostfri stålbioreaktor, levererade den slutliga WFI-sköljen TOC-nivåer på 76–91 ppb, väl under 500 ppb acceptansgränsen. SIP-cykeln som följde nådde en F0 på 32,1 minuter vid den kallaste punkten, och Geobacillus stearothermophilus biologiska indikatorer visade ingen tillväxt efter sju dagars inkubation [1] .
Enkelt uttryckt, CIP-validering frågar: blev varje produktkontaktyta rengjord? SIP-validering frågar: nådde ångan varje kall punkt tillräckligt länge för att leverera letalitet?
De nästa avsnitten bryter ner varje cykel och vad validering faktiskt kontrollerar.
Hur CIP fungerar vid rengöring av bioreaktorer
CIP vs SIP: Rengöring av bioreaktorer & Steriliseringsarbetsflöde
Efter jämförelseöversikten är själva rengöringscykeln ganska enkel: i bioreaktorer för odlat kött tar CIP bort processföroreningar från produktkontaktytor före sterilisering. Det använder stegvis kemi eftersom en tvätt inte kommer att ta bort alla typer av föroreningar.
Typiska CIP-cykelsteg
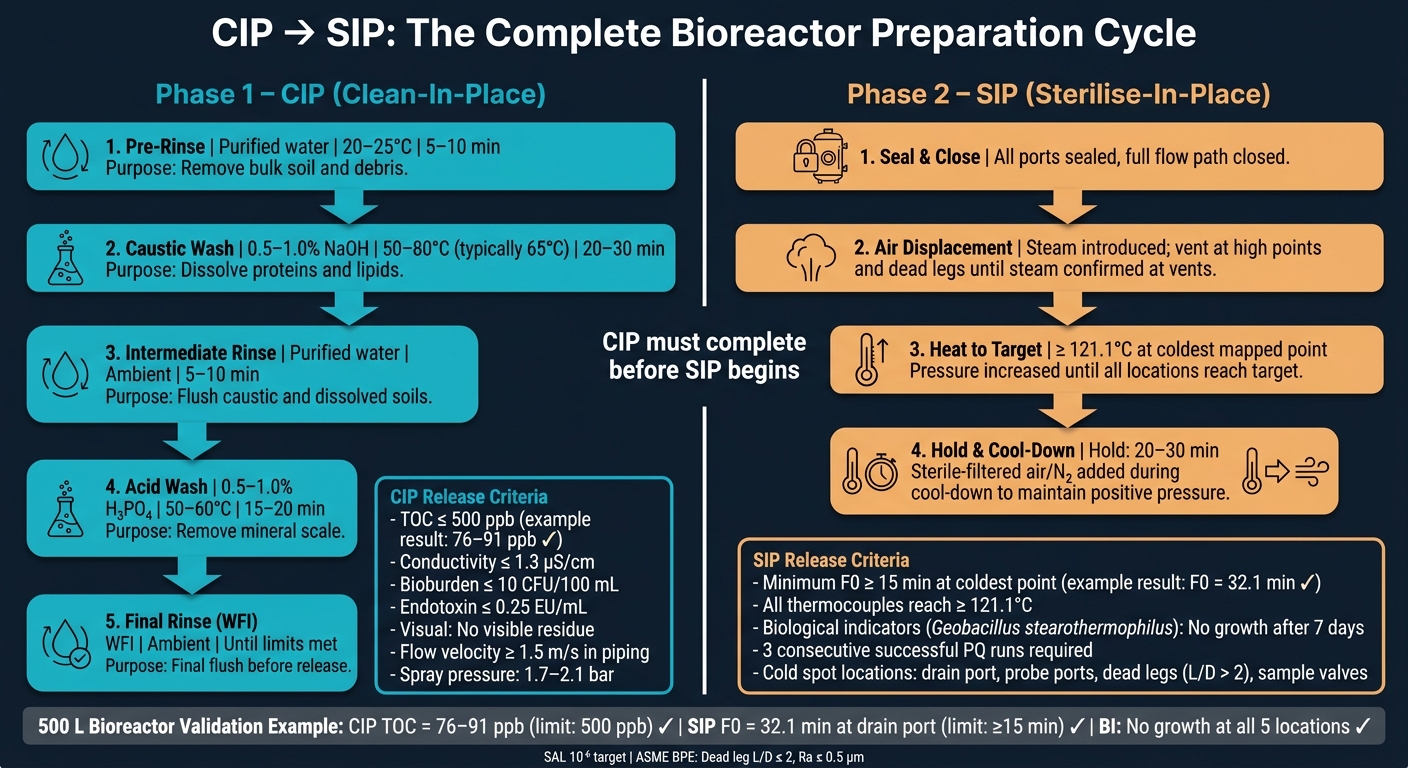
En standard femstegs CIP-cykel för en rostfri bioreaktor fortskrider enligt följande [1]:
| CIP-steg | Typisk kemi | Temperatur | Varaktighet | Syfte |
|---|---|---|---|---|
| Försköljning | Renat vatten | 20–25°C | 5–10 min | Ta bort grov smuts och stora skräp |
| Kaustisk tvätt | 0,5–1,0% NaOH | 50–80°C | 20–30 min | Lösa upp proteiner och lipider genom hydrolys och förtvålning |
| Mellanliggande sköljning | Renat vatten | Omgivning | 5–10 min | Spola ut kaustiska rengöringsmedel och upplösta föroreningar |
| Syratvätt | 0,5–1.0% H₃PO₄ | 50–60°C | 15–20 min | Ta bort mineralskala och oorganiska avlagringar |
| Slutlig sköljning | WFI | Rumstemperatur | Tills TOC- och ledningsgränser uppnås | Slutlig spolning före frisläppning |
Den kaustiska tvätten gör det mesta av det tunga arbetet. Natriumhydroxid vid 65°C är ungefär dubbelt så effektivt för att ta bort proteinhaltiga smuts som samma lösning vid 40°C [1]. Men det finns en gräns. Över 80°C kan proteiner denaturera och fastna på ytan, vilket gör dem svårare att ta bort [1].
Kemi ensam räcker inte. Mekanisk verkan är lika viktig. I processrörledning måste flödeshastigheten nå ≥ 1,5 m/s för att skapa det turbulenta flöde som behövs för att lossa fastsittande smuts [1]. Inuti kärlet arbetar sprayanordningar vid 1,7–2,1 bar (25–30 psi) för att täcka huvudplattan, omrörartätningar, bafflar och sondhus [1]. Områden bakom pH- och löst syre-sonder är vanliga otäckta områden, där spraytäckningen kan vara inkonsekvent [1].
Den punkten dyker upp gång på gång i praktiken: täckning, inte bara kemi, avgör om CIP godkänns. En studie av en 500 L bioreaktor fann en skuggzon bakom den lösta syre-sonden. Att flytta spraybollen med 5 cm stängde gapet, och tre efterföljande PQ-körningar godkändes [1].
Vad CIP-validering kontrollerar
CIP-validering bekräftar att varje produktkontaktyta har rengjorts till en definierad restgräns och att resultatet kan upprepas över partier.
De standardiserade acceptanskriterierna är:
- Visuell inspektion: ingen synlig rest
- TOC (sköljvatten): ≤ 500 ppb [1]
- Konduktivitet: ≤ 1.3 μS/cm vid 25°C [1]
- Biobörda: ≤ 10 CFU/100 mL [1]
- Endotoxin: ≤ 0.25 EU/mL [1]
Riboflavintestning kontrollerar spraytäckning. En 100–200 ppm lösning cirkuleras och inspekteras sedan under UV-ljus vid 365 nm för att visa områden som spraymönstret missar [1]. Geometri är också viktigt på hårdvarunivå. ASME BPE standarder kräver dödbenförhållanden på L/D ≤ 2 och ytjämnhet på Ra ≤ 0.5 μm för att minska jordinfångning i rör och kopplingar [1] . PQ kräver vanligtvis tre på varandra följande framgångsrika körningar under MACO, gränsen för överföring baserad på den tidigare produktens HBEL och delad yta [1]. När CIP-frisläppningskriterierna är uppfyllda, går kärlet vidare till SIP.
Hur SIP fungerar vid bioreaktorsterilisering
Efter validerad CIP steriliserar SIP den slutna processvägen med mättad ånga. Målet är en Sterility Assurance Level (SAL) på 10⁻⁶. I enkla termer betyder det mindre än en på miljonen chans att en mikroorganism överlever någonstans i processvägen [1][3].
Detta fungerar endast om systemet redan är rent. Resterande jord kan skydda mikrober från ånga, vilket är ett vanligt fel i praktiken.Och om du applicerar högtemperaturånga på smutsiga ytor kan du baka organiskt material på stålet. Det kan lämna kvar en envis biofilm som är svårare att ta bort i senare rengöringscykler [1].
Typiska SIP-cykelsteg
Först förseglas alla portar och hela flödesvägen stängs. Ånga introduceras sedan för att förflytta luft från systemet. Den delen är viktigare än den ibland får erkännande för: instängd luft skapar kalla punkter, så operatörer fortsätter att ventilera vid höga punkter och döda ben tills kondensatdräneringar visar ånga vid ventilerna [1].
När luften är ute ökas ångtrycket tills den kallaste kartlagda punkten når minst 121,1°C, vilket är standardmålet för mättad ångsterilisering [1][2]. Systemet hålls sedan vid den temperaturen under en validerad period, ofta 20 till 30 minuter. Under hållfasen avlägsnar ångfällor kontinuerligt kondensat. Om kondensat samlas kan den lokala temperaturen sjunka med 5–15°C, och det kan vara tillräckligt för att förlora sterilitet på den platsen [1].
Nedkylningen är kontrollerad, inte lämnad att ske av sig själv. När ångan kondenserar sjunker systemtrycket. För att undvika att dra in icke-steril rumsluft tillsätts sterilfiltrerad luft eller kväve för att hålla systemet under positivt tryck [1].
Ett bra fallstudieexempel kommer från en 500 L rostfri stålbioreaktor. I det systemet nådde en 125°C SIP-cykel punkten där alla kartlagda platser hade uppnått 121,1°C efter 18 minuter . Det följdes av en 30-minuters hållfas.Den lägsta F0 vid den kallaste punkten, som var dräneringsporten, var 32,1 minuter . Biologiska indikatorer placerade på fem platser visade ingen tillväxt efter sju dagar av inkubation [1].
Vilka SIP-valideringskontroller
SIP-validering handlar om en enkel fråga: fick varje punkt i processvägen tillräckligt med dödlig värme?
Den huvudsakliga mätvärdet är F0, vilket betyder de kumulativa ekvivalenta minuterna av exponering vid 121,1°C. Den accepterade industrimålet är ett minimum F0 på 15 minuter vid den kallaste punkten [1] [3].
De kalla punkterna driver risken, så temperaturkartläggning fokuserar på dessa områden. Termoelement placeras vanligtvis vid kondensatavlopp, provportar, provtagningsventiler och döda ben med ett L/D-förhållande över 2 [1].
| Plats | Risknivå | Typisk ΔT från tillförsel | BI krävs? |
|---|---|---|---|
| Avloppsport / bottenventil | Hög | 3–8°C | Ja |
| Provportar (pH, DO) | Medium | 1–4°C | Ja |
| Döda ben (L/D > 2) | Hög | 5–15°C | Ja |
| Provtagningventil | Medium | 2–5°C | Ja |
Biologiska indikatorer ger direkt bevis på mikrobiell avdödning.In SIP-arbete används vanligtvis Geobacillus stearothermophilus sporer eftersom de är mycket värmebeständiga. Deras D121 värde är 1,5 till 2,0 minuter , och validering tillämpar en 12D overkill metod för att reducera en sporpopulation från 10⁶ till 10⁻⁶ [1] .
För prestandakvalificering måste cykeln klara tre på varandra följande lyckade körningar med biologiska indikatorer placerade på alla kartlagda platser innan den kan släppas för rutinanvändning [1].
SIP valideras genom temperaturkartläggning och biologiska indikatorer. Nästa avsnitt visar när odlingsköttsystem behöver CIP, SIP eller båda.
Varför båda är viktiga för produktion av odlat kött
Inom produktion av odlat kött är kontaminering inte ett mindre bakslag. Det är ett processfel som kan stoppa en batch helt och hållet. En kontaminationshändelse kan utplåna media, produkt och produktionstid. Det är därför CIP och SIP behöver separat validering.
CIP tar bort rester. SIP förstör eventuella kvarvarande mikroorganismer. I återanvändbara bioreaktorer av rostfritt stål ligger dessa två steg på samma frigivningsväg, men de utför olika uppgifter.
Batchkonsekvens beror på att båda processerna är repeterbara. Om CIP är inkonsekvent kan restuppbyggnad förändras från en cykel till nästa och ändra ytförhållandena. Om SIP är inkonsekvent kan sterilitet inte garanteras, vilket ökar risken för att kontaminering kommer in i kulturen.
När en process behöver CIP, SIP eller båda
För återanvändbara bioreaktorer av rostfritt stål, behövs både CIP och SIP före varje batch. CIP avlägsnar rester, sedan levererar SIP den sterilitetssäkerhetsnivå på 10⁻⁶ som krävs för aseptisk bioprocessering [1] [3].
SIP på egen hand är ovanligt. Det passar bara i fall där utrustningen redan är ren men fortfarande behöver steriliseras. CIP på egen hand fungerar för icke-sterila processsteg, men det kan inte ersätta SIP där sterilitet krävs [3].
Utrustningsdesign är också viktig. ASME BPE-riktlinjerna anger ett dödbenförhållande på L/D ≤ 2 och en ytjämnhet på Ra ≤ 0,5 μm för att hjälpa rengöring och ångpenetration att fungera som avsett [1] .
Slutsats: rengöring och sterilisering löser olika problem
Den praktiska regeln är enkel: rengör först, sterilisera sedan.
CIP och SIP fungerar tillsammans, men de är inte utbytbara.CIP avlägsnar rester till validerade kemiska och mikrobiologiska gränser. SIP förstör livskraftiga mikroorganismer till en definierad sterilitetssäkerhetsnivå. Inom aseptisk odlad köttbioprocessering krävs båda, och ordningen ändras inte: CIP kommer alltid först [1] [3]. Ett kärl måste stödja både validerad CIP och validerad SIP.
Vanliga frågor
Kan SIP ersätta CIP?
Nej. SIP kan inte ersätta CIP eftersom de två processerna har olika uppgifter, och CIP måste komma först.
CIP avlägsnar fysiska rester såsom tillväxtmedium och celldebris från bioreaktorytor. SIP använder sedan mättad ånga för att eliminera mikroorganismer. Om CIP hoppas över kan rester finnas kvar och bli fastbrända under sterilisering, vilket ökar risken för kontaminering.
Vad betyder F0 i SIP?
I Sterilise-in-Place (SIP) system, F0 är den totala ekvivalenta tiden, i minuter, vid en referenstemperatur på 121,1 °C.
Under validering använder ingenjörer det för att kontrollera att den kallaste punkten i bioreaktorn eller rörledningen har fått tillräcklig värmeexponering för mikrobiell inaktivering.
Vid produktion av odlat kött kräver validering vanligtvis en F0 på minst 15 minuter.
Varför är kalla punkter viktiga?
Kalla punkter är viktiga eftersom de är de svåraste platserna att värma under Sterilise-in-Place (SIP). Under validering måste dessa punkter hålla 121,1 °C under en bestämd tid så att alla livskraftiga mikroorganismer dödas.
Om en kall punkt misslyckas med att nå målvärmetemperaturen kan den hysa föroreningar och sätta en hel sats av odlat kött i riskzonen.









