

Om du skalar upp djurcellskultur från pilot- till kommersiell volym utan att först åtgärda massöverföring, avfallskontroll, sterilitet och drifttid, kan din kostnad per kilogram gå upp, inte ner.
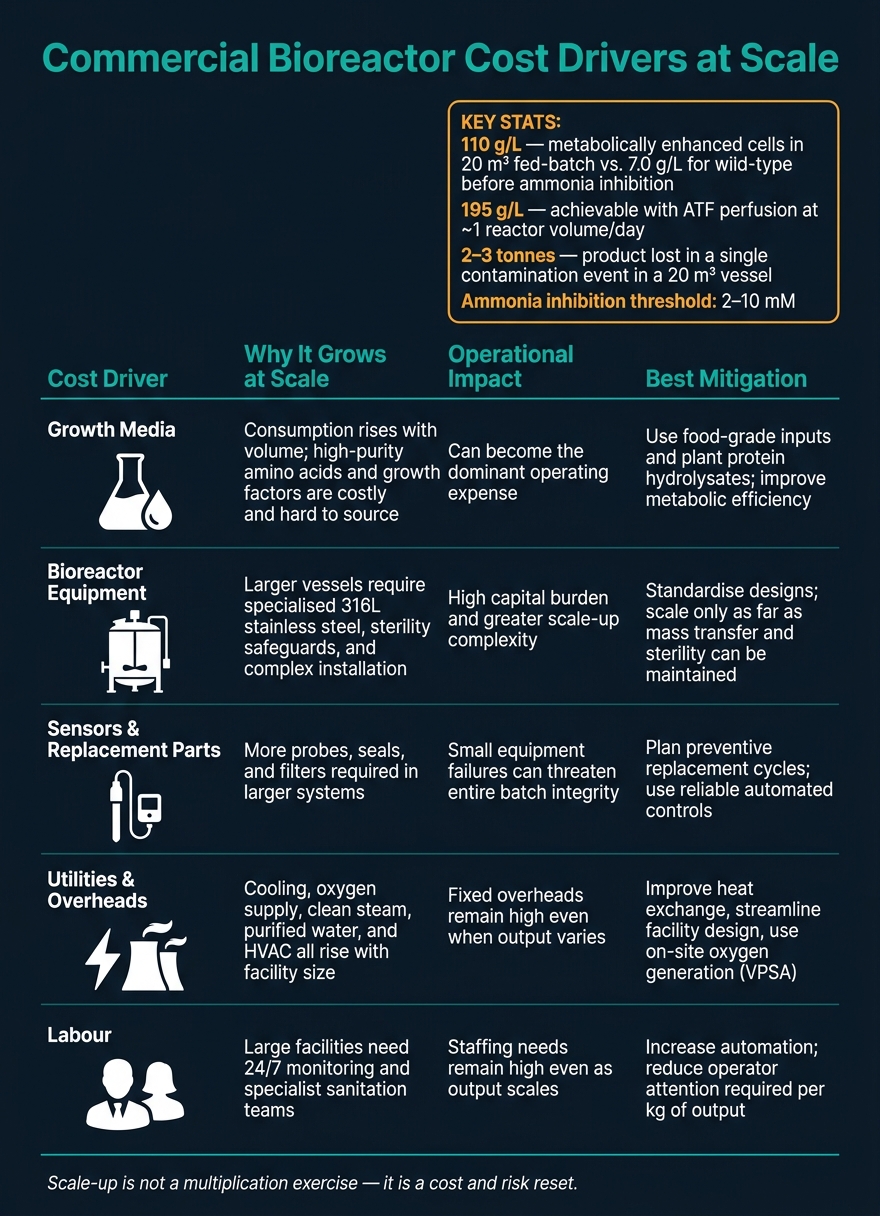
För bioprocessingenjörer och team inom odlat kött är kostnadsproblemet enkelt: större bioreaktorer är svårare att syresätta, kyla, blanda och hålla sterila, medan djurceller förblir känsliga för skjuvning och växer långsamt. I praktiken innebär det mer utgifter för media, rostfria stålsystem, sensorer, verktyg, arbetskraft och misslyckade satser. Artikeln pekar också på hårda biologiska begränsningar, inklusive ammoniakhämning vid 2–10 mM, satser förluster i 20 m³ kärl som kan utplåna 2–3 ton av produkten, och gapet mellan cirka 7,0 g/L och 110 g/L beroende på cellprestanda och processinställning.
Här är den korta versionen:
- Större kärl garanterar inte lägre enhetskostnad
- Syreöverföring och CO₂-strippning blir svårare när volymen ökar
- Ammoniak- och laktatuppbyggnad kan minska produktionen innan kärlkapaciteten används
- Långsamma fördubblingstider ökar risken för kontaminering, stillestånd och avdrift
- Kommersiella anläggningar behöver mer än ett kärl: CIP/SIP, aseptisk rördragning, 316L rostfritt stål, sonder, kylning, syretillförsel, ånga, vatten och HVAC
- Perfusion och stramare kontroll kan öka produktionen per installerad m³ , men de lägger också till hårdvara och kontrollbelastning
- TEA måste återspegla anläggningens begränsningar tidigt, annars kan capex-planer avvika från vad biologin kan stödja
- Inköp fungerar endast när det följer processdata, inte enbart prognosvolym
Jag ser huvudpoängen så här: uppskalning är inte en multiplikationsövning.Det är en kostnads- och riskåterställning. Om processfönstret är svagt i pilotskala, gör en större reaktor bara svagheten dyrare.
Uppskalningsutmaningar i bioreaktorer
sbb-itb-ffee270
Varför bioreaktorkostnader ökar i kommersiell skala
Dessa begränsningar driver anläggningar mot mer komplex utrustning, strängare processkontroll och högre driftskostnader. Anledningen är ganska enkel: stora kärl är svårare att blanda, kyla och hålla sterila.
Balans mellan massöverföring, blandning, skjuvning och värmeborttagning vid större volymer
Vid större arbetsvolymer har operatörer mindre utrymme att manövrera. Omrörning måste förbli tillräckligt mild för att undvika cellskador. Luftning måste också hållas låg för att minska bubbelskador, och det sätter syreöverföringen under hårdare tryck [1].
Denna kompromiss visar sig snabbt i den dagliga driften.Om du minskar blandning och gasflöde för att skydda cellerna, blir syretillförseln svårare. Utöver det kan CO2-strippning bli ett praktiskt tak för celldensitet, vilket innebär att extra gaskapacitet ofta behövs [1]. Om det taket pressas för långt, minskar tillväxten. Även att hålla sig inom gränsen kan fortfarande innebära att lägga till syreberiknings- och gasseparationssystem.
Värmeborttagning blir svårare när reaktorvolymen ökar. I många fall innebär det att lägga till interna kylspiraler eller externa värmeväxlare [1]. Inget av detta stannar inom själva kärlet. Det påverkar direkt medieanvändning, utrustningsspecifikation och anläggningskostnader.
Kontaminationskontroll och processkonsekvens kräver mer infrastruktur
Stora satser producerar inte bara mer produkt. De gör också varje misslyckande mycket dyrare.En kontaminationshändelse i en 20 m³ bioreaktor kan utplåna 2–3 ton produkt, tillsammans med alla de kostsamma mediekomponenterna i den batchen [1].
Den risken driver en tyngre infrastrukturbelastning. Kommersiella system behöver ASME BPE-kompatibelt rostfritt stål, aseptiska rörledningar, sterila tätningar och automatiserad CIP/SIP [1]. Processövervakning måste också vara mycket strängare. Löst syre, pH, ammoniak och laktat behöver alla noggrann uppmärksamhet, eftersom gradienter som kan vara hanterbara i ett litet kärl kan utlösa kärlvida metaboliska skift vid kommersiell skala [1] [3].
Hur skalan förstorar stilleståndstid, batchfel och underhållsexponering
Långsam tillväxt förändrar ekonomin för stilleståndstid. Om produktionen tar tid, äter varje avbrott upp en stor del av batchfönstret [1]. Vid kommersiell skala är en förlorad dag inte ett litet operativt avbrott. Det innebär förlorad produktion medan fasta kostnader fortsätter att ticka på.
Sensorpålitlighet går också från att vara "användbar" till ekonomiskt kritisk. Automatiserad feedback för pH och löst syre finns inte bara där för att göra systemet lättare att driva. Det är en del av hur operatörer upptäcker hämmande uppbyggnad innan en sats måste överges. När ammoniak eller CO2 når hämmande nivåer kan det kosta mindre att avsluta satsen än att fortsätta med en kultur som redan har saktat ner [1].
Underhåll lägger till en annan fast börda. Större sterilitet-kritiska system behöver mer förebyggande underhåll och mer valideringsarbete, vilket driver upp kostnaderna ytterligare [1].
Dessa begränsningar leder direkt till högre opex och en mer komplex anläggningsdesign. I praktiken visar de sig i de huvudsakliga kostnadsposterna: media, utrustning, verktyg och arbetskraft.
De huvudsakliga kostnadsdrivarna i kommersiella bioreaktoroperationer
Kommersiella bioreaktorkostnadsdrivare: Utmaningar vid uppskalning & Åtgärder
På kommersiell skala hamnar kostnader vanligtvis i tre breda kategorier: media, utrustning och dagliga operationer.
Tillväxtmedia och kritiska insatsvaror
Media är ofta där kostnadstrycket först visar sig. Glukos är vanligtvis hanterbart kostnadsmässigt, men aminosyror och tillväxtfaktorer är en annan historia. Det är därför många team tittar på livsmedelsklassade insatsvaror och växtproteinhydrolysat för att ersätta en del av den högrenade komponentstacken.
Men detta är inte ett rakt byte. Hydrolysatsammansättningen kan variera från batch till batch, och enzymet som används under bearbetningen lägger till ytterligare en variabel att hantera på fabriksgolvet.Även med dessa kompromisser är riktningen ganska klar: bulk, livsmedelsklassad sourcing är ett praktiskt krav om kommersiell produktion är målet.
Metabolisk hämning gör bilden svårare. När celldensiteten ökar, byggs ammoniak och laktat upp. När det händer kan produktionen minska innan kärlet ens är fullt utnyttjat. Perfusionsfiltrering kan hjälpa genom att kontinuerligt avlägsna dessa hämmare, men det innebär också mer hårdvara, fler kontrollpunkter och mer arbete för att driva systemet väl.
När teamen får grepp om ingångskostnaderna tenderar utrustning och anläggningssystem att bli nästa stora kostnadsbelastning.
Bioreaktorutrustning, sensorer och reservdelar
Själva kärlet är bara en del av kapitallasten. I stor skala kostar rördragning, el, instrumentering och installation ofta mer än vad folk först förväntar sig.Utöver det behöver du fortfarande rostfria stålsystem, elektropolering och CIP/SIP-kapacitet för att upprätthålla sterilitet.
Att välja sensorer är ännu viktigare i detta skede. Om en syreprobe misslyckas eller en pH-sensor börjar driva under en storvolymskörning, kanske du inte upptäcker problemet förrän batchkvaliteten redan är komprometterad. I värsta fall är hela batchen borta. Därför behöver prober, tätningar och filterhus planerade utbytescykler istället för sista minuten-lösningar.
Anläggningskostnader, verktyg och arbetsintensiva operationer
Verktyg skalar med biologin. Djursceller genererar metabolisk värme, så stora system behöver stark kylkapacitet. Storskaliga anläggningar behöver också ofta syregenerering på plats genom vakuumtryck-svängadsorption för att stödja spargningsbehovet.Lägg till ren ånga för sterilisering, renade vattensystem och högkapacitets-HVAC, och du får fasta omkostnader som förblir höga även när en batch underpresterar.
Arbetskraft är också svår att minska om inte automatisering gör mer av arbetet. Stora anläggningar behöver övervakning dygnet runt, plus specialistteam för sanering och skörd.
Tabellen nedan visar hur varje kostnadsdrivare förändras i skala och var åtgärdsarbete vanligtvis ger bäst avkastning.
| Kostnadsdrivare | Varför det växer i skala | Typisk operativ påverkan | Mest relevant mildringsmetod |
|---|---|---|---|
| Tillväxtmedium | Konsumtionen ökar med produktionsvolymen; aminosyror av hög renhet och tillväxtfaktorer är svåra att få tag på | Kan bli den dominerande driftskostnaden | Använd livsmedelsklassade insatsvaror och växtproteinhydrolysat där det är möjligt; förbättra metabolisk effektivitet |
| Bioreaktorutrustning | Större kärl kräver specialiserat rostfritt stål, sterilitetsskydd och mer komplex installation | Hög kapitalbörda och större komplexitet vid uppskalning | Standardisera design och skala endast så långt som massöverföring och sterilitet kan bibehållas |
| Sensorer och reservdelar | Fler sonder, tätningar och filter krävs i större system | Små utrustningsfel kan hota batchens integritet | Planera förebyggande utbytescykler och använd pålitliga automatiserade kontroller |
| Verktyg och omkostnader | Kylning, syretillförsel, ånga, vatten och HVAC ökar alla med anläggningens storlek | Löpande fasta omkostnader kan förbli höga även när produktionen varierar | Förbättra värmeväxling, effektivisera anläggningsdesign och använd syregenerering på plats där det är lämpligt |
| Arbete | Större anläggningar behöver övervakning dygnet runt och specialiserad sanering | Personalbehovet förblir högt även när produktionen skalar upp | Öka automatiseringen och minska operatörens uppmärksamhet per kilogram produktion |
Inköpsteam kan använda
Hur man minskar kostnadsbördan vid uppskalning
Ingenjörsförändringar som förbättrar produktionen per enhet installerad kapacitet
Det snabbaste sättet att minska driftskostnaderna är enkelt: få mer produktion från samma installerade kapacitet.
I stora omrörda tankbioreaktorer är tre hävstänger viktigast: celldensitet, perfusion och processkontroll. Metaboliskt förbättrade cellinjer kan nå 110 g/L i en 20 m³ fed-batch bioreaktor, jämfört med 7,0 g/L för vildtypsceller innan ammoniakhämning börjar påverka [1].
Perfusion kan driva det mycket längre. Genom att använda cellretentionsenheter som alternerande tangentialflödes (ATF) filter, kan steady-state celldensiteter nå 195 g/L vid ungefär en reaktorvolym per dag [1]. Det förändrar ekonomin snabbt, eftersom fartygsytan förblir densamma medan produktionen ökar.
Processkontroll är lika viktig. Återkopplingskontroll av glukos och pH hjälper till att begränsa laktat och ammoniak uppbyggnad, vilket förlänger det livskraftiga fönstret för varje produktionskörning [1]. För att uttrycka det enkelt, ett större fartyg kommer inte att lösa ett svagt driftfönster. Lås driftfönstret innan du åtar dig ett större fartyg.
Operativ planering för att minska stilleståndstid och kontaminationsrisk
Högre produktion på papper betyder lite om processen inte kan köras rent från batch till batch.
Validerad CIP/SIP, aseptisk rörledning och rutinmässig sensorkalibrering följer bästa praxis för medie-sterilitet och hjälper till att hålla batchförlusten nere. Det är här uppskalning ofta blir smärtsamt praktisk.En process kan se bra ut under utveckling, men förlora pengar i fullskalig produktion på grund av stillestånd, kontaminering eller avvikelser i sensoravläsningar som äter upp körtiden.
Om katabolit-inhibition byggs upp under en körning och tillväxthastigheterna faller, är det ofta billigare att stoppa batchen och starta om vid en ohämmad tillväxthastighet än att fortsätta en avtagande körning [1]. Det beslutet beror på realtidsprocessdata. Operatörer behöver en tydlig bild av vad som händer inuti kärlet, inte en fördröjd eller ofullständig.
Inköpsdisciplin och leverantörstillgång för specialiserad utrustning och material
När processfönstret är fastställt måste inköp stödja det, inte ligga före det.
Ett vanligt misstag vid uppskalning är att överbygga innan processantagandena är bevisade.En teknisk-ekonomisk analys innan fullständig implementering hjälper till att definiera tillväxtavkastningen och densiteten som varje reaktorstorlek kan stödja [2]. Det låter teamen planera kapacitet baserat på validerade processdata istället för förväntade produktionsmål.
Vid den tidpunkten är inköpsdisciplin viktig. Använd
Vad en fungerande kommersiell kostnadsmodell kräver
Rollen av teknisk-ekonomisk modellering innan fullständig implementering
Dessa driftsbegränsningar är endast viktiga om kostnadsmodellen faktiskt återspeglar dem. Enkelt uttryckt är en kommersiell kostnadsmodell bara så solid som antagandena under den.Innan något team investerar kapital måste det testa de variabler som driver enhetsekonomin: medieintensitet, bioreaktorutnyttjande, efterfrågan på verktyg, underhållsbelastning och kontaminationsrisk.
Det är där teknisk-ekonomisk analys, eller TEA, kommer in. TEA bör bedöma biologiska gränser, efterfrågan på verktyg och stilleståndstid tillsammans. Poängen är att omvandla dessa begränsningar till investeringsbeslut, inte lämna dem begravda i ingenjörsanteckningar.
Anläggningens overhead måste också finnas med i modellen från dag ett. Underhåll, försäkring och andra fasta overheadkostnader ökar snabbt. Det gör även arbetskostnader, kapitalkostnadsfaktorer och efterfrågan på verktyg för kylning vid höga celldensiteter. Om dessa indata inte modelleras innan konstruktion kommer affärsfallet nästan alltid att överskatta produktionen och underskatta overheadkostnader.
När modellen återspeglar anläggningens verklighet måste upphandlingen matcha den.
Viktiga insikter för kommersiellt beslutsfattande
De främsta kostnadsdrivarna är tillväxtmedia, utrustning, anläggningar och driftseffektivitet - och skalan gör varje del svårare att hantera. Ingenjörsbegränsningar kring syreöverföring, CO₂-strippning och blandning försvinner inte vid större volymer. De blir stramare. Sterilitetsinfrastruktur, inklusive 316L rostfritt stål, elektropolering och automatiserade CIP/SIP-system, tillför stora kapitalkostnader [1].
Den starkaste kostnadskontrollmetoden sammanför tre delar:
- optimera processer och hantera uppskalningsutmaningar
- noggrann kapacitetsutvidgning
- pålitlig anskaffning av specialiserade insatsvaror
Uppskalning fungerar endast när modellen matchar processens verklighet och upphandling följer processdata.
Vanliga frågor
Varför sänker inte alltid en större bioreaktor enhetskostnaden?
Uppskalning kan introducera nya ineffektiviteter. I större bioreaktorer blir det svårare att hålla strikt kontroll över processförhållandena. Aktiv luftning kan också krävas, vilket kan öka energianvändningen och öka risken för skjuvspänningsskador.
Större system kan också stöta på sämre blandning, begränsningar i massöverföring, variationer mellan batcher och högre risk för kontaminering. Så enhetskostnaden beror mindre på enbart skalan och mer på mediekostnader, cellfysiologi och tillförlitlig processkontroll.
Vad begränsar vanligtvis produktionen först i kommersiell skala?
I kommersiell skala begränsas produktionen vanligtvis först av hur långt du kan skala upp bulkcellproduktionsprocessen. Djursceller växer långsammare än mikrobiella celler, så tidiga produktionsvolymer kan nå en gräns tidigare än många team skulle vilja.
Storskaliga system stöter också på massöverförings begränsningar. I praktiken måste gasinblåsning och omrörning balanseras med omsorg. Trycker man för hårt på syreöverföring ökar skjuvningen. Backar man för mycket kanske cellerna inte får vad de behöver. Denna avvägning är ännu viktigare med känsliga djurceller, som är mycket mindre toleranta mot hydrodynamisk stress än mikrober.
När bör TEA vägleda beslut om uppskalning?
TEA bör vägleda beslut om uppskalning när team designar och bygger storskaliga bioreaktorsystem, där kostnaderna är höga och prediktiv modellering behövs för att testa ekonomisk genomförbarhet.
Det hjälper team att bedöma anläggningsdesign, bioreaktorers arbetsvolymer och kostnadsbesparande åtgärder innan stora kapitalutgifter. Det låter dem också jämföra produktionsscenarier och driftsstrategier, så att de kan balansera energianvändning med processkrav.









