

Cleanroom validation ensures production environments meet strict contamination standards, vital for cultivated meat production. This is a critical step when scaling cultivated meat processes. Proper validation prevents contamination risks, protects product quality, and complies with regulations like ISO 14644 and GMP. The process involves four key phases:
- Design Qualification (DQ): Confirms the cleanroom's design meets operational and regulatory needs.
- Installation Qualification (IQ): Verifies components are installed correctly and match specifications.
- Operational Qualification (OQ): Tests systems in an inactive state to ensure they function as intended.
- Performance Qualification (PQ): Assesses cleanroom performance during actual production.
Testing protocols, including particle counts, HEPA filter integrity checks, and airflow measurements, are critical to maintaining compliance. Continuous monitoring and periodic revalidation help sustain cleanroom performance over time. Adhering to these steps ensures contamination risks are minimised, safeguarding both product consistency and regulatory approval.
Cleanroom Validation from URS to PQ
sbb-itb-ffee270
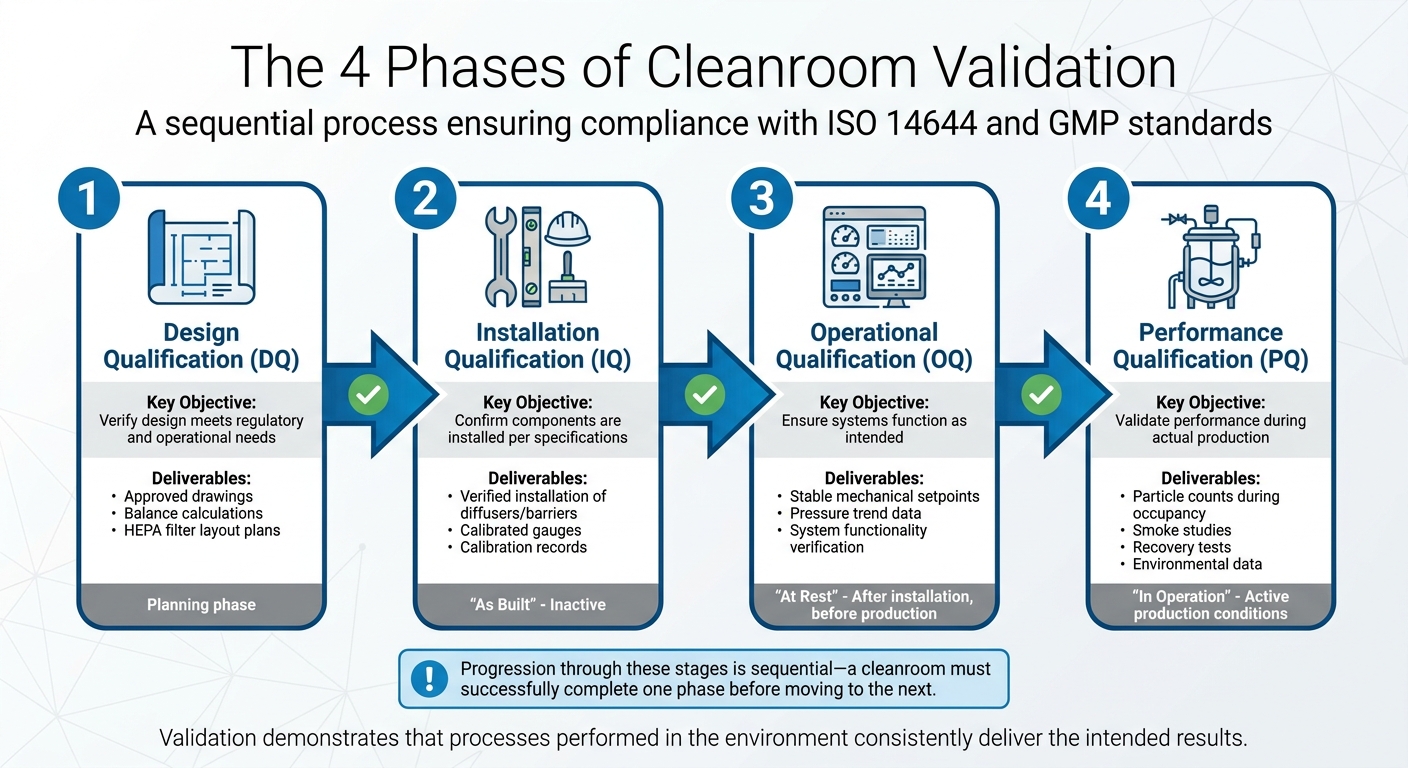
The 4 Phases of Cleanroom Validation
4 Phases of Cleanroom Validation for Cultivated Meat Production
Cleanroom validation is a step-by-step process with four distinct phases, each building on the last. Progression through these stages is sequential - a cleanroom must successfully complete one phase before moving to the next. As Allied Cleanrooms aptly states:
"Validation is what separates a cleanroom that looks ready from one that actually is" [8].
While qualification ensures that the cleanroom and its systems are installed and function as designed, validation goes a step further. It demonstrates that processes performed in the environment consistently deliver the intended results [7]. The four stages - Design Qualification (DQ), Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ) - are designed to prepare facilities for validated production processes. These stages also lay the groundwork for rigorous testing protocols.
| Validation Phase | Key Objectives | Typical Deliverables/Tests |
|---|---|---|
| Design Qualification (DQ) | Verify design meets regulatory and operational needs. | Approved drawings, balance calculations, HEPA filter layout plans. |
| Installation Qualification (IQ) | Confirm components are installed per specifications. | Verified installation of diffusers/barriers, calibrated gauges. |
| Operational Qualification (OQ) | Ensure systems function as intended. | Stable mechanical setpoints, pressure trend data. |
| Performance Qualification (PQ) | Validate performance during production/occupancy. | Particle counts, smoke studies, recovery tests, environmental monitoring data. |
Design Qualification (DQ)
The Design Qualification (DQ) phase ensures that the cleanroom's design aligns with the specific requirements of cultivated meat production. This involves verifying that design documents, such as balance calculations and HEPA filter layouts, reflect actual operational needs. Each design element must meet strict acceptance criteria, often based on ISO 14644 standards or user-defined requirements [7].
Installation Qualification (IQ)
Installation Qualification (IQ) focuses on verifying the cleanroom's "as built" condition in its inactive state. This phase confirms that diffusers, returns, and barriers match the design specifications. It also checks that pressure monitors and gauges are correctly calibrated and fully operational. Detailed documentation, including calibration records and mapped test locations, is critical to this stage [7][8].
Operational Qualification (OQ)
Operational Qualification (OQ) tests the cleanroom in its "at rest" state - after installation but before production begins. This phase ensures that systems are functioning as intended by documenting stable mechanical setpoints and consistent pressure trends. If any significant changes occur, such as relocating equipment or modifying airflow, targeted retesting is required to maintain balance [7][8]. Once the systems are confirmed to operate correctly, the facility is ready for performance validation under active conditions.
Performance Qualification (PQ)
The final stage, Performance Qualification (PQ), validates the cleanroom's performance during actual production conditions. This phase assesses whether the facility meets performance targets while in use for cultivated meat production. Key evaluations include particle counts during occupancy, airflow visualisation (like smoke studies) around critical areas, and recovery tests to measure how quickly the room returns to required cleanliness after a disturbance. Before beginning PQ, ensure that mechanical setpoints are stable, managed via bioprocess control software, critical sampling locations are identified, and cleaning records confirm validated conditions [7].
For cultivated meat facilities, using independent third-party validation agencies is highly recommended. This impartial verification carries more weight with regulators and auditors. Allied Cleanrooms emphasises:
"Regulators and auditors give more weight to results that come from an outside party with no stake in the outcome" [8].
This independent approach is especially crucial for facilities seeking a USDA grant of inspection, which requires successful completion of FDA premarket consultation [5][6].
Required Testing Protocols for Cleanroom Validation
Once the Design Qualification (DQ), Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ) are complete, the next step is a thorough series of tests to verify the cleanroom's performance. These tests ensure the cleanroom complies with its ISO classification and is fit for cultivated meat production. Below is an overview of the key testing protocols.
Airborne Particle Count Tests
This test measures the number of particles in the air to confirm that the cleanroom adheres to its ISO classification. For instance, an ISO 5 cleanroom should not exceed 3,520 particles of 0.5 µm or larger per cubic metre. Testing involves using calibrated particle counters at designated sampling points under both "at rest" and "in operation" conditions. According to ISO 14644-2, particle concentration tests should be conducted every six months for ISO 5 and stricter classifications, and annually for ISO 6 and above [8].
HEPA Filter Integrity Tests
These tests ensure that High-Efficiency Particulate Air (HEPA) filters are functioning properly, with no leaks or defects. While particle count tests assess the overall cleanliness of the room, integrity tests focus on the filters themselves. Any significant changes, such as filter replacements or room modifications, require immediate retesting. Many facilities opt for third-party agencies to carry out these tests, as independent verification is often highly regarded by regulators [8].
Airflow Velocity and Volume Measurements
Proper airflow is critical to maintaining cleanliness. The airflow in unidirectional cleanrooms should typically fall within 0.45 m/s ±20% (between 0.36 and 0.54 m/s). Measurements are usually taken at working height - where sensitive operations, such as bioreactor inoculation, occur within scalable bioreactor systems - or 150 to 300 mm from the filter face. ISO 14644-3:2005 outlines that the number of sampling points should equal the square root of 10 times the room's area (in square metres), with a minimum of four readings and at least one point per filter. Smoke studies or airflow visualisation mapping can further verify unidirectional airflow and detect areas of stagnant air, known as "wake regions" [9].
Pressure Differential Checks
Maintaining proper pressure differentials between cleanroom zones is essential to prevent contamination. Cleaner zones must maintain positive pressure relative to adjacent, less clean areas. Calibrated pressure gauges and sensors are used to document and ensure stable pressure differentials.
Temperature and Humidity Verification
The cleanroom's temperature and humidity levels must be carefully controlled to support cultivated meat production. These conditions influence product quality as well as the performance of HEPA filters and other systems. Continuous monitoring helps ensure that these parameters remain within the required setpoints throughout production cycles.
Continuous Monitoring and Revalidation
Validation doesn’t stop once systems are in place. Continuous monitoring and periodic revalidation are essential to counter the effects of filter wear, HVAC system degradation, and process changes. After achieving initial compliance through DQ, IQ, OQ, and PQ, maintaining performance during active production requires ongoing oversight.
Environmental Monitoring Programmes
A robust environmental monitoring programme keeps track of airborne particle counts, microbial contamination, temperature, humidity, and pressure differentials according to a defined schedule. For Grade A zones, monitoring must be continuous, while Grade B zones require checks every 15–30 minutes. Grade C and D zones can be monitored hourly or per shift, based on risk assessments [3][4].
Microbial monitoring combines active air sampling with settle plates. According to UK GMP guidelines, settle plates should be tested at least weekly, while non-viable particle counts should be conducted daily. Monitoring frequency should increase after maintenance activities [3][4]. All data should be logged in real time, with defined alert limits. For instance, a Grade A zone might set an action limit of 1 CFU/m³ for viable particles [1][2]. Analysing trends in this data can help identify potential issues early.
Advanced tools like remote laser particle counters, active air samplers, and data loggers with real-time alerts ensure continuous monitoring. Wireless sensor networks provide 24/7 oversight through dashboards, reducing the reliance on manual checks [2][10]. To maintain accuracy, sensors should undergo preventive maintenance every six months.
Revalidation Scheduling
Revalidation ensures cleanroom performance stays within required specifications, even as equipment ages, processes evolve, or regulatory requirements change. Triggers for revalidation include major changes, such as installing new bioreactors, upgrading HVAC systems, or altering facility layouts. For cultivated meat facilities, process changes - like modifications in media formulation - must also be accounted for to manage contamination risks [1][3].
Critical parameters should be revalidated annually, with semi-annual checks and immediate revalidation following significant changes. According to MHRA GMP guidelines, high-risk cleanrooms for cultivated meat should revalidate their Performance Qualification (PQ) every 12 months, covering all IQ, OQ, and PQ elements. After HVAC upgrades, retesting should occur within 30 days [4][10]. Preventive maintenance schedules should also align with GMP audits [2][3].
For ongoing validation needs, Cellbase connects professionals in the cultivated meat industry with trusted suppliers of environmental sensors, particle counters, data loggers, and calibration services. The platform offers transparent pricing and industry-specific options, ensuring compliance with GMP and ISO standards while avoiding delays often associated with broader lab supply platforms.
Compliance Standards for Cultivated Meat Cleanrooms
After addressing validation and testing protocols, the final hurdle for cultivated meat production is meeting compliance standards to secure regulatory approval. Cleanrooms used in this process must adhere to ISO 14644 for particle limits and testing methods, alongside Good Manufacturing Practice (GMP) guidelines for contamination control and validation. By following these frameworks, manufacturers can ensure their facilities meet stringent regulatory demands. Let’s break down the role of each standard in cleanroom compliance.
ISO 14644 Standards for Cleanroom Classification
ISO 14644 outlines cleanroom classifications based on the concentration of airborne particles. It measures particles sized ≥ 0.5 μm per cubic metre, with classes ranging from ISO 1 (the cleanest) to ISO 9. For cultivated meat production, the most relevant classifications are ISO 5 through ISO 8, which align with GMP Grades A through D. These standards focus on "at rest" conditions - when the cleanroom is fully set up but unoccupied.
While ISO 14644 establishes the foundation for classifying cleanrooms, it does not cover validation during active operations or require microbial monitoring. This is where GMP guidelines come into play, adding an extra layer of compliance for cultivated meat facilities.
GMP Requirements for Cultivated Meat
Unlike ISO standards, GMP mandates validation for both "at rest" (unoccupied) and "in operation" (occupied) states. For instance, a Grade B cleanroom permits up to 3,520 particles ≥ 0.5 μm/m³ when at rest, but this increases to 352,000 particles during operation [12].
GMP employs a Contamination Control Strategy (CCS), guided by Quality Risk Management (QRM), to identify and minimise contamination risks. The guidelines also specify structural and surface requirements to prevent particle build-up and enable effective cleaning. Surfaces must be smooth, waterproof, and durable, while sliding doors are discouraged due to cleaning difficulties. Additionally, sinks and drains are prohibited in Grade A and B areas to avoid microbial reservoirs.
Since humans are responsible for 75–80% of particles detected during cleanroom inspections [11], GMP enforces strict gowning protocols and limits personnel access during critical Performance Qualification (PQ) phases.
For products requiring sterile handling, GMP validation includes aseptic process simulations (media fills) to confirm that the production process can prevent microbial contamination. Environmental monitoring is another critical aspect, covering both non-viable particles and viable microorganisms. Grade A zones require continuous monitoring, while lower-grade areas undergo frequent checks to maintain compliance.
Using Cellbase for Cleanroom Validation Resources
Sourcing cleanroom validation equipment for cultivated meat facilities can be a tricky process, primarily because of the specialised monitoring tools needed to meet ISO 14644 and GMP standards. General lab supply platforms often fail to stock these niche items, leaving procurement teams to piece together solutions from fragmented supplier networks. Enter Cellbase - the first B2B marketplace dedicated exclusively to the cultivated meat industry. This platform connects professionals with trusted suppliers offering HEPA filters, particle counters, airflow sensors, and differential pressure gauges, all tailored to meet the unique demands of cultivated meat cleanrooms [13]. From initial design to performance qualification, Cellbase ensures every stage is equipped with precise, compliant tools.
Access to Verified Equipment and Materials
Cellbase simplifies access to all the essential tools needed for validation phases like Design Qualification (DQ), Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ). R&D teams can source critical instruments directly from suppliers who have been thoroughly vetted to ensure compliance with GMP standards and ISO 14644 classifications [14]. This verification process minimises the risk of purchasing unsuitable or non-compliant equipment, which is particularly crucial during key validation stages [15].
Take, for example, a startup that successfully reduced its validation timeline by sourcing through Cellbase. This approach not only streamlined their process but also ensured compliance with ISO 14644 standards and seamless integration with metric measurement requirements [16].
Simplified Procurement for Validation Needs
Beyond offering verified equipment, Cellbase makes the procurement process faster and more efficient. The platform provides tools specifically designed for cultivated meat cleanrooms, such as bioreactor-integrated sensors and airflow measurement devices calibrated in metres per second (m/s). Features like transparent pricing in pounds (£) and direct supplier communication help cut down procurement times for validation-critical items [17].
Procurement managers have reported quicker restocking of essential monitoring tools, including real-time particle counters and data loggers, which are key for maintaining effective environmental monitoring programmes and scheduling revalidation under GMP guidelines [18]. Additionally, Cellbase supports long-term compliance by offering continuous access to sensors and loggers needed for ongoing monitoring and revalidation efforts, ensuring adherence to ISO 14644 particle limits and GMP contamination control strategies.
Conclusion
Cleanroom validation in cultivated meat production is a meticulous process designed to ensure facilities meet ISO 14644 particle limits and GMP standards before bioreactor operations can begin. The data speaks for itself: validated cleanrooms consistently achieve a 99.99% sterility assurance rate, with ISO 14644-compliant facilities reporting contamination rates under 1%. In contrast, non-validated environments face contamination rates of up to 15% - a stark difference that highlights the importance of proper validation[13][14].
But the work doesn’t stop after initial validation. Maintaining cleanroom performance is just as important. According to experts from the Cleanroom Technology Institute, inadequate validation accounts for 40% of GMP non-conformances in biopharma. For cultivated meat, this poses a serious risk, as even a single contamination event could jeopardise production runs worth tens of thousands of pounds , highlighting the need for a reliable procurement layer to secure high-quality inputs[13][14].
FAQs
What’s the difference between qualification and validation in a cleanroom?
Qualification and validation play different but equally important roles in maintaining cleanroom compliance.
Qualification is all about ensuring that the cleanroom and its systems are properly installed and function as intended. This process involves several stages, including Design Qualification (DQ), Installation Qualification (IQ), and Operational Qualification (OQ). Each step confirms that the cleanroom meets its design specifications and operates effectively.
Validation, on the other hand, focuses on the cleanroom's ability to consistently provide the required environment during actual production. It's about ensuring long-term reliability, safety, and adherence to regulatory standards.
How do I choose the right ISO class/GMP grade for cultivated meat areas?
When choosing the right ISO class or GMP grade for cultivated meat production, it all comes down to the specific stage of production and the associated contamination risks.
- ISO Class 5: Best suited for early culturing stages where maintaining sterility is crucial.
- ISO Class 6: Ideal for bioreactor operations, balancing cleanliness with practicality.
- ISO Class 8: Suitable for harvesting and transfer processes, where contamination risks are lower.
Maintaining higher cleanliness standards is essential in areas where sterility cannot be compromised. Additionally, proper environmental controls are a must to meet regulatory requirements.
What changes require immediate cleanroom revalidation?
When major changes take place - like alterations to the cleanroom layout, the addition of new equipment, or updates to environmental controls that could influence sterility or compliance - immediate revalidation becomes necessary. Such changes can affect critical conditions, so revalidation ensures everything continues to meet regulatory requirements.










