

Hvis du skalerer dyrecellekultur fra pilot til kommercielt volumen uden først at løse masseoverførsel, affaldskontrol, sterilitet og oppetid, kan din omkostning per kilogram gå op, ikke ned.
For bioprocesingeniører og teams inden for dyrket kød er omkostningsproblemet enkelt: større bioreaktorer er sværere at ilte, køle, blande og holde sterile, mens dyreceller forbliver skærefølsomme og langsomt voksende. I praksis betyder det flere udgifter til medier, rustfri stålsystemer, sensorer, forsyninger, arbejdskraft og mislykkede batches. Artiklen peger også på hårde biologiske grænser, herunder ammoniakinhibering ved 2–10 mM, batchtab i 20 m³ beholdere, der kan udslette 2–3 tons af produkt, og forskellen mellem omkring 7,0 g/L og 110 g/L afhængigt af celleydelse og procesopsætning.
Her er den korte version:
- Større beholdere garanterer ikke lavere enhedsomkostninger
- Oxygenoverførsel og CO₂-stripping bliver sværere, når volumen vokser
- Ammoniak- og laktatophobning kan reducere output, før beholderkapaciteten er udnyttet
- Lange fordoblingstider øger risikoen for kontaminering, nedetid og afdrift
- Kommercielle anlæg har brug for mere end en beholder: CIP/SIP, aseptisk rørføring, 316L rustfrit stål, sonder, køling, iltforsyning, damp, vand og HVAC
- Perfusion og strammere kontrol kan øge output pr. installeret m³ , men de tilføjer også hardware og kontrolbelastning
- TEA skal afspejle anlægsbegrænsninger tidligt, ellers kan capex-planer afvige fra, hvad biologien kan understøtte
- Indkøb fungerer kun, når det følger procesdata, ikke kun prognosevolumen
Jeg ser hovedpunktet sådan: opskalering er ikke en multiplikationsøvelse.Det er en omkostnings- og risikoreset. Hvis procesvinduet er svagt i pilotskala, gør en større reaktor blot svagheden dyrere.
Opskaleringsudfordringer i bioreaktorer
sbb-itb-ffee270
Hvorfor bioreaktorkostnader stiger i kommerciel skala
Disse begrænsninger skubber anlæg mod mere komplekst udstyr, strammere proceskontrol og højere driftsomkostninger. Årsagen er ret enkel: store beholdere er sværere at blande, køle og holde sterile.
Balancering af massetransport, blanding, skæring og varmefjernelse ved større volumener
Ved større arbejdsmængder har operatører mindre manøvrerum. Omrøring skal forblive blid nok til at undgå celledamage. Luftning skal også holdes lav for at reducere bobleskader, og det sætter iltoverførsel under strammere pres [1].
Den afvejning viser sig hurtigt i den daglige drift.Hvis du reducerer blanding og gasstrøm for at beskytte cellerne, bliver iltlevering sværere. Derudover kan CO2-stripping blive et praktisk loft for celletæthed, hvilket betyder, at ekstra gaskapacitet ofte er nødvendig [1]. Hvis det loft skubbes for langt, falder væksten. Selv inden for grænsen kan det stadig betyde tilføjelse af iltberigelses- og gas-separationssystemer.
Varmefjernelse bliver sværere, når reaktorvolumen stiger. I mange tilfælde betyder det tilføjelse af interne kølespiraler eller eksterne varmevekslere [1]. Intet af dette forbliver begrænset til selve beholderen. Det påvirker direkte medieforbrug, udstyrsspecifikation og anlægsoverhead.
Kontaminationskontrol og proceskonsistens kræver mere infrastruktur
Store partier producerer ikke kun mere produkt. De gør også hver fejl meget dyrere.En kontaminationshændelse i en 20 m³ bioreaktor kan udslette 2–3 tons produkt, sammen med alle de dyre mediekomponenter i den batch [1].
Den risiko medfører en tungere infrastrukturbyrde. Kommercielle systemer har brug for ASME BPE-kompatibelt rustfrit stål, aseptisk rørføring, sterile tætninger og automatiseret CIP/SIP [1]. Procesovervågning skal også være meget strammere. Opløst ilt, pH, ammoniak og laktat kræver alle tæt opmærksomhed, fordi gradienter, der kan være håndterbare i et lille kar, kan udløse kar-dækkende metaboliske skift i kommerciel skala [1] [3].
Hvordan skala forstørrer nedetid, batchfejl og vedligeholdelseseksponering
Langsom vækst ændrer økonomien ved nedetid. Hvis produktionen tager tid, spiser enhver afbrydelse en stor del af batchvinduet [1]. På kommerciel skala er en mistet dag ikke en lille operationel forstyrrelse. Det betyder tabt output, mens de faste omkostninger fortsætter med at løbe.
Sensorpålidelighed bevæger sig også fra "nyttig" til økonomisk kritisk. Automatiseret feedback for pH og opløst ilt er ikke kun der for at gøre systemet lettere at køre. Det er en del af, hvordan operatører opdager hæmmende ophobning, før et parti skal opgives. Når ammoniak eller CO2 når hæmmende niveauer, kan det koste mindre at afslutte partiet end at fortsætte med en kultur, der allerede er bremset [1].
Vedligeholdelse tilføjer en anden fast byrde. Større sterilitet-kritiske systemer har brug for mere forebyggende vedligeholdelse og mere valideringsarbejde, hvilket øger omkostningerne yderligere [1].
Disse begrænsninger fører direkte til højere driftsomkostninger og et mere komplekst anlægsdesign. I praksis viser de sig i de vigtigste omkostningskategorier: medier, udstyr, forsyninger og arbejdskraft.
De vigtigste omkostningsdrivere i kommercielle bioreaktoroperationer
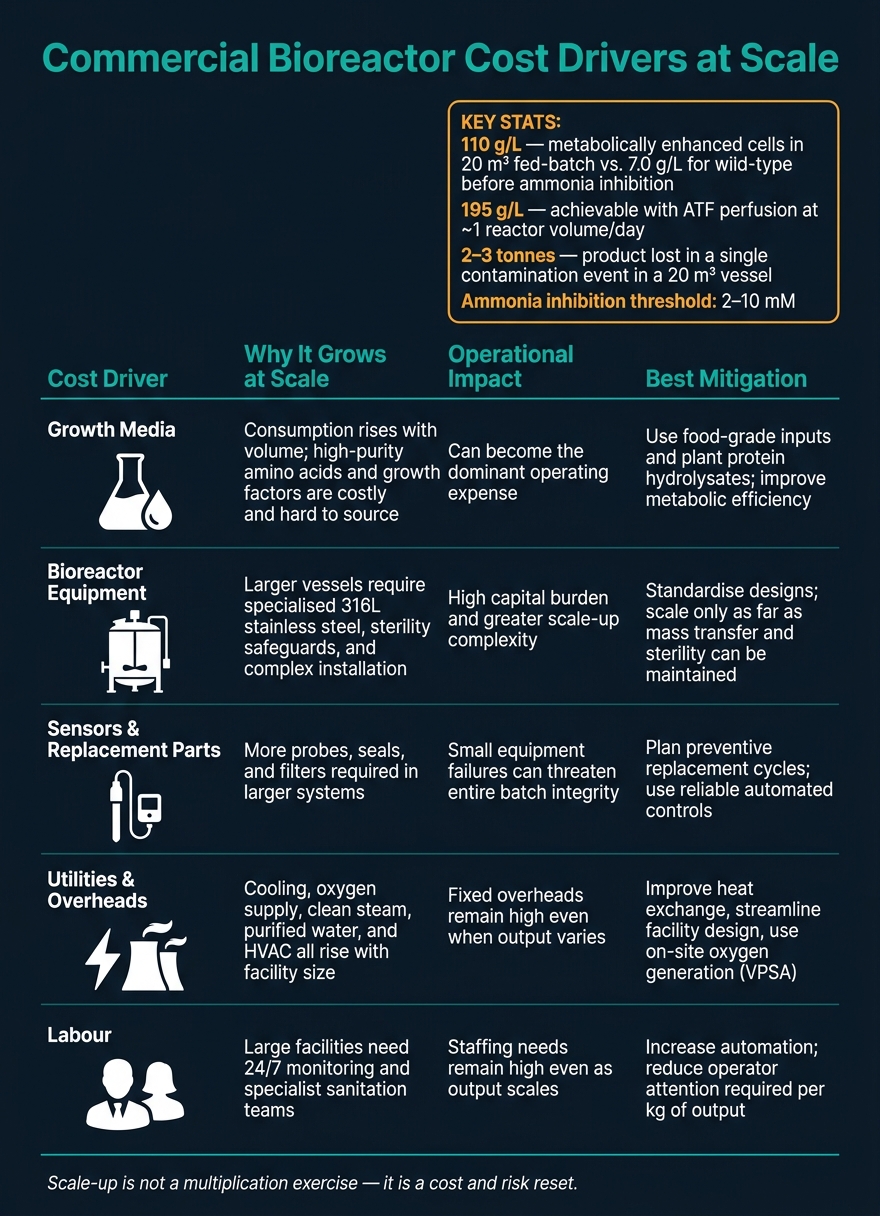
Kommercielle Bioreaktor Omkostningsdrivere: Opskaleringsudfordringer & Afbødninger
På kommerciel skala falder omkostningerne normalt i tre brede kategorier: medier, udstyr og daglig drift.
Vækstmedier og kritiske input
Medier er ofte, hvor omkostningspresset først viser sig. Glukose er normalt håndterbart med hensyn til omkostninger, men aminosyrer og vækstfaktorer er en anden historie. Derfor ser mange teams på fødevarekvalitetsinput og planteproteinhydrolysater for at erstatte en del af den højpurede komponentstak.
Men dette er ikke en direkte udskiftning. Hydrolysatsammensætningen kan ændre sig fra batch til batch, og enzymet, der anvendes under forarbejdningen, tilføjer endnu en variabel at håndtere på fabriksgulvet.Selv med disse kompromiser er retningen ret klar: bulk, fødevarekvalitet sourcing er et praktisk krav, hvis kommerciel produktion er målet.
Metabolisk hæmning gør billedet sværere. Når celletætheden øges, opbygges ammoniak og laktat. Når det sker, kan output falde, før beholderen overhovedet er fuldt udnyttet. Perfusionsfiltrering kan hjælpe ved at fjerne disse hæmmere kontinuerligt, men det betyder også mere hardware, flere kontrolpunkter og mere arbejde for at køre systemet godt.
Når teams får styr på inputomkostningerne, har udstyr og anlægssystemer en tendens til at blive den næste store omkostningsbyrde.
Bioreaktorudstyr, sensorer og reservedele
Beholderen selv er kun en del af kapitalbelastningen. I stor skala koster rørføring, elektriske installationer, instrumentering og installation ofte mere, end folk først forventer.Derudover har du stadig brug for rustfri stålsystemer, elektropolering og CIP/SIP-kapacitet for at opretholde sterilitet.
Valg af sensorer er endnu vigtigere på dette stadie. Hvis en opløst iltprobe svigter, eller en pH-sensor begynder at drive under en storvolumenproduktion, opdager du måske ikke problemet, før batchkvaliteten allerede er kompromitteret. I værste fald er hele batchen tabt. Derfor har prober, tætninger og filterhuse brug for planlagte udskiftningscyklusser i stedet for sidste-øjebliks reparationer.
Facilitetsomkostninger, forsyninger og arbejdskrævende operationer
Forsyninger skalerer med biologien. Dyreceller genererer metabolisk varme, så store systemer har brug for stærk kølekapacitet. Storskala steder har også ofte brug for iltgenerering på stedet gennem vakuumtryk-svingadsorption for at understøtte spargebehovet.Tilføj ren damp til sterilisering, rensede vandsystemer og højkapacitets HVAC, og du ender med faste omkostninger, der forbliver høje, selv når en batch underpræsterer.
Arbejdskraft er også svær at reducere, medmindre automatisering udfører mere af arbejdet. Store faciliteter kræver overvågning døgnet rundt, plus specialiserede teams til sanitet og høst.
Tabellen nedenfor viser, hvordan hver omkostningsdriver ændrer sig i skala, og hvor afbødningsarbejde normalt giver det bedste udbytte.
| Omkostningsdriver | Hvorfor det vokser i skala | Typisk operationel påvirkning | Mest relevante afbødningsmetode |
|---|---|---|---|
| Vækstmedie | Forbruget stiger med produktionsvolumen; aminosyrer af høj renhed og vækstfaktorer er svære at skaffe | Kan blive den dominerende driftsudgift | Brug fødevarekvalitetsinput og planteproteinhydrolysater, hvor det er muligt; forbedre metabolisk effektivitet |
| Bioreaktorudstyr | Større beholdere kræver specialiseret rustfrit stål, sterilitetssikringer og mere kompleks installation | Høj kapitalbyrde og større skaleringskompleksitet | Standardiser design og skaler kun så langt som masseoverførsel og sterilitet kan opretholdes |
| Sensorer og reservedele | Flere sonder, pakninger og filtre er nødvendige i større systemer | Små udstyrsfejl kan true batchintegriteten | Planlæg forebyggende udskiftningscyklusser og brug pålidelige automatiserede kontroller |
| Forsyninger og overheads | Køling, iltforsyning, damp, vand og HVAC stiger alle med anlæggets størrelse | Løbende faste overheads kan forblive høje, selv når output varierer | Forbedr varmeudveksling, strømlin anlægsdesign, og brug iltgenerering på stedet, hvor det er passende |
| Arbejdskraft | Større faciliteter kræver overvågning døgnet rundt og specialiseret sanitet | Personalebehovet forbliver højt, selv når output skaleres | Øg automatiseringen og reducer operatørens opmærksomhed pr. kilogram output |
Indkøbsteams kan bruge
Hvordan man reducerer omkostningsbyrden ved opskalering
Ingeniørændringer, der forbedrer output pr. enhed installeret kapacitet
Den hurtigste måde at reducere driftsomkostningerne på er enkel: få mere output fra den samme installerede kapacitet.
I store omrørte tankbioreaktorer er der tre håndtag, der betyder mest: celletæthed, perfusion og proceskontrol. Metabolisk forbedrede cellelinjer kan nå 110 g/L i en 20 m³ fed-batch bioreaktor, sammenlignet med 7,0 g/L for vildtypeceller, før ammoniakinhibering begynder at bide [1].
Perfusion kan skubbe det meget længere. Ved brug af celleretentionsenheder som vekslende tangential-flow (ATF) filtre, kan steady-state celletætheder nå 195 g/L ved omkring en reaktorvolumen pr. dag [1] . Det ændrer økonomien hurtigt, fordi fartøjets fodaftryk forbliver det samme, mens outputtet stiger.
Proceskontrol er lige så vigtig. Feedbackkontrol af glukose og pH hjælper med at begrænse opbygningen af laktat og ammoniak , hvilket forlænger det levedygtige vindue for hver produktionskørsel [1] . For at sige det ligeud, vil et større fartøj ikke løse et svagt driftsvindue. Lås driftsvinduet, før du forpligter dig til et større fartøj.
Operationel planlægning for at reducere nedetid og risiko for kontaminering
Højere output på papiret betyder lidt, hvis processen ikke kan køre rent fra batch til batch.
Valideret CIP/SIP, aseptisk rørføring og rutinemæssig sensorkalibrering følger bedste praksis for medie-sterilitet og hjælper med at holde batchtab nede. Det er her, opskalering ofte bliver smertefuldt praktisk.En proces kan se fin ud under udvikling, men så tabe penge i fuld skala på anlægget, fordi nedetid, kontaminationshændelser eller afvigelser i sensoraflæsningerne spiser af driftstiden.
Hvis katabolithæmning opbygges under en kørsel, og vækstraterne falder, er det ofte billigere at stoppe batchen og genstarte ved en uhindret vækstrate end at fortsætte en faldende kørsel [1] . Den beslutning afhænger af realtidsprocesdata. Operatører har brug for et klart billede af, hvad der sker inde i beholderen, ikke et forsinket eller delvist.
Indkøbsdisciplin og leverandøradgang til specialiseret udstyr og materialer
Når procesvinduet er fastlagt, skal indkøb støtte det, ikke komme foran det.
En almindelig opskaleringsfejl er at overbygge, før procesantagelserne er bevist. En teknisk-økonomisk analyse før fuld implementering hjælper med at definere vækstudbyttet og tætheden, som hver reaktorstørrelse kan understøtte [2]. Det gør det muligt for teams at planlægge kapacitet omkring validerede procesdata i stedet for forventede produktionsmål.
På det tidspunkt er sourcing-disciplinen vigtig. Brug
Hvad en brugbar kommerciel omkostningsmodel kræver
Rollen af teknisk-økonomisk modellering før fuld implementering
Disse driftsbegrænsninger betyder kun noget, hvis omkostningsmodellen faktisk afspejler dem. Kort sagt, en kommerciel omkostningsmodel er kun så solid som de antagelser, der ligger til grund for den.Før et team investerer kapital, skal det teste de variabler, der driver enhedens økonomi: medieintensitet, bioreaktorudnyttelse, energibehov, vedligeholdelsesbelastning og kontaminationsrisiko.
Det er her, at teknisk-økonomisk analyse, eller TEA, kommer ind i billedet. TEA bør vurdere biologiske grænser, energibehov og nedetid sammen. Pointen er at omdanne disse begrænsninger til investeringsbeslutninger, ikke lade dem være begravet i ingeniørnoter.
Facilitetsomkostninger skal også være med i modellen fra dag ét. Vedligeholdelse, forsikring og andre faste omkostninger løber hurtigt op. Det samme gør lønomkostninger, kapitalomkostningsfaktorer og energibehov til køling ved høje celletætheder. Hvis disse input ikke modelleres før konstruktion, vil forretningscasen næsten altid overvurdere output og undervurdere omkostninger.
Når modellen afspejler anlæggets virkelighed, skal indkøb matche den.
Vigtige punkter for kommerciel beslutningstagning
De vigtigste omkostningsdrivere er vækstmedier, udstyr, faciliteter og driftsmæssig effektivitet - og skala gør hver enkelt sværere at håndtere. Ingeniørmæssige begrænsninger omkring iltoverførsel, CO₂-stripping og blanding forsvinder ikke ved større volumener. De bliver strammere. Sterilitetsinfrastruktur, herunder 316L rustfrit stål, elektropolering og automatiserede CIP/SIP-systemer, tilføjer store kapitalomkostninger [1].
Den stærkeste omkostningskontroltilgang samler tre dele:
- optimering af processer og adressering af opskaleringsudfordringer
- omhyggelig kapacitetsudvidelse
- pålidelig sourcing af specialiserede input
Opskalering fungerer kun, når modellen matcher procesrealiteten, og indkøb følger procesdataene.
Ofte stillede spørgsmål
Hvorfor sænker en større bioreaktor ikke altid enhedsomkostningerne?
Opskalering kan introducere nye ineffektiviteter. I større bioreaktorer bliver det sværere at opretholde stram kontrol over procesbetingelserne. Aktiv beluftning kan også være nødvendig, hvilket kan øge energiforbruget og øge risikoen for skader fra skærestress.
Større systemer kan også støde på dårligere blanding, masseoverførselsbegrænsninger, batch-til-batch-variabilitet og højere risiko for kontaminering. Så enhedsomkostninger afhænger mindre af skala alene og mere af medieomkostninger, cellefysiologi og pålidelig proceskontrol.
Hvad begrænser normalt output først i kommerciel skala?
I kommerciel skala er output normalt først begrænset af, hvor langt du kan skalere bulk celleproduktion processen. Dyreceller vokser langsommere end mikrobielle celler, så tidlige produktionsvolumener kan nå et loft hurtigere, end mange teams kunne ønske sig.
Storskala systemer støder også på masseoverførsels begrænsninger. I praksis skal gasindblæsning og omrøring balanceres med omhu. Presser man for hårdt på iltoverførsel, øger man shear. Går man for meget tilbage, får cellerne måske ikke det, de har brug for. Denne afvejning er endnu vigtigere med sarte dyreceller, som er langt mindre tolerante over for hydrodynamisk stress end mikrober.
Hvornår skal TEA vejlede beslutninger om opskalering?
TEA skal vejlede beslutninger om opskalering, når teams designer og bygger storskala bioreaktorsystemer, hvor omkostningerne er høje, og forudsigende modellering er nødvendig for at teste økonomisk levedygtighed.
Det hjælper teams med at vurdere anlægsdesign, bioreaktorarbejdsvolumener og omkostningsbesparende foranstaltninger før større kapitaludgifter. Det giver dem også mulighed for at sammenligne produktionsscenarier og driftsstrategier, så de kan balancere energiforbrug med proceskrav.









