

Bioreaktoreiden skaalaaminen viljellyn lihan tuotantoon - pienistä (1–5 L) suuriin (1 000+ L) järjestelmiin - tuo mukanaan energiakysymyksiä. Suuremmat tilavuudet vaativat enemmän tehoa sekoitukseen, hapensiirtoon ja lämmönhallintaan, mutta ne tarjoavat myös tehokkuutta. Esimerkiksi siirtyminen 5 m³:stä 100 m³:iin voi vähentää spesifistä energiankulutusta jopa 88%. Kuitenkin hitaampi sekoitus suurissa järjestelmissä voi aiheuttaa hapen ja ravinteiden epätasapainoa, mikä vaikuttaa solujen kasvuun. Automaattiset ohjausjärjestelmät ja strategiat, kuten "tulvapiste" -toiminta, auttavat tasapainottamaan energiankulutusta ja ylläpitämään solujen elinkelpoisuutta. Tässä on, mitä sinun tulee tietää:
- Pienimittakaavaiset bioreaktorit: Korkea energia litraa kohden, nopea sekoitus, helpompi lämmönpoisto, mutta ei ihanteellinen suurimittakaavaiseen tuotantoon.
- Suurimittakaavaiset bioreaktorit: Alhaisempi energia litraa kohden, hitaampi sekoitus, monimutkaisempi lämmön ja kaasun hallinta, mutta parempi kaupalliseen tuotantoon.
Energiatehokkuus paranee mittakaavan kasvaessa, mutta solujen laadun ylläpitäminen vaatii kehittynyttä automaatiota ja tarkkaa sekoituksen, ilmastuksen ja lämpötilan hallintaa.
Fermentointiprosessin suunnittelu ja skaalaus: Ylävirran käsittely (USP)
sbb-itb-ffee270
1. Pienimittakaavaiset bioreaktorit (1–5 L)
Laboratoriomittakaavan bioreaktorit toimivat hyvin erilaisissa energiaympäristöissä verrattuna teollisiin vastineisiinsa. Tässä pienemmässä mittakaavassa prosessien suorituskykyyn vaikuttavat yleensä enemmän solujen kinetiikka kuin kuljetusilmiöt [2]. Korkea pinta-ala-tilavuus-suhde tekee lämmön poistamisesta yksinkertaisempaa, mutta se tarkoittaa myös, että sekoitusparametreja ei voida suoraan skaalata suurempiin järjestelmiin. Tämä dynamiikka johtaa usein siihen, että sekoitus on energian kulutuksen ensisijainen tekijä tässä vaiheessa.
Pienimittakaavaisissa järjestelmissä energian käyttö määräytyy suurelta osin sekoituksen ja sekoittamisen perusteella.Saavuttaakseen saman tilavuudellisen tehoinputin (P/V) kuin suuremmat bioreaktorit, pienemmät tarvitsevat suurempia sekoittimen nopeuksia pienempien sekoittimen halkaisijoidensa vuoksi [2][9]. Nisäkässoluviljelmissä - keskeinen viljellyn lihan tuotannossa - P/V-arvo 20–40 W/m³ on tyypillisesti optimaalinen. Tämä alue tukee solujen kasvua samalla kun minimoi solujen aggregoitumista [5].
Ilmastus lisää monimutkaisuutta. Tilavuudellinen massansiirtokerroin (kLa) mittaa, kuinka tehokkaasti happi saavuttaa solut. Kuitenkin, sekoituksen lisääminen kLa:n parantamiseksi voi myös lisätä hydromekaanista leikkausjännitystä. Leikkausherkissä prosesseissa, kuten lentivirus-tuotannossa, avoimet putki-ilmastimet ovat usein suositeltavia, sillä mikroilmastimet voivat vähentää toiminnallisia virustittereitä jopa 25% [5].Toiminta lähellä tulvimispistettä, pienemmällä sekoituksella ja suuremmalla ilmastuksella, voi auttaa tasapainottamaan energiankulutusta samalla kun täytetään hapensiirtotarpeet [1].
Lämpöhallinta näissä bioreaktoreissa hoidetaan tyypillisesti vesipohjaisilla jäähdytysjärjestelmillä, kuten takit tai sisäiset kelat, ylimääräisen lämmön hajauttamiseksi. Jokainen mekaanisen sekoituksen watti tuottaa lämpöä, joka on poistettava tehokkaasti. Lisäksi mikrobien aineenvaihduntatoiminta tuottaa noin 14,7 kJ lämpöä per kulutettu happigramma [7]. Tarvittava jäähdytysteho riippuu tuotetun lämmön kokonaismäärästä ja jäähdytysjärjestelmän tehokkuudesta, tyypillisen suorituskykykertoimen ollessa noin 0,6. Sekoittimen asetusten säätäminen eräprosessin eri vaiheissa voi merkittävästi vähentää energiankulutusta [7].
Modernit pienikokoiset bioreaktorit on varustettu automaatiojärjestelmillä, jotka käyttävät antureita ja algoritmeja säätelemään dynaamisesti pH-arvoa, happitasoja ja lämpötilaa. Nämä järjestelmät varmistavat, että vain tarvittava jäähdytys tai sekoitus käytetään kunkin kasvuvaiheen aikana, mikä vähentää energian hukkaa [6][10]. Viljellyn lihan yrityksille, jotka hankkivat laitteita alustoilta kuten
2.Suuret bioreaktorit (yli 1 000 L)
Kun tuotantoa laajennetaan, haasteet kasvavat, kun sekoitusajat pidentyvät merkittävästi - pienissä 3 litran järjestelmissä vain 10 sekunnista huomattavasti pidempiin 80–180 sekuntiin suurissa 5 000–20 000 litran astioissa. Nämä hitaammat sekoitusajat luovat toiminnallisia esteitä, kuten liuenneen hapen gradientteja ja aineenvaihdunnan muutoksia, jotka voivat vähentää elinkelpoisten solujen tiheyttä jopa 15% stationaarivaiheen aikana [4]. Viljellyn lihan tuotannossa käytettävissä nisäkässoluviljelmissä 90 sekunnin sekoitusajan ylittäminen voi laukaista aineenvaihdunnan muutoksia, mikä johtaa laktaatin kertymiseen [4]. Näiden ongelmien ratkaisemiseksi on tarpeen tehdä muutoksia sekoitus- ja ilmastusstrategioihin suuremmissa mittakaavoissa.
Näissä suuremmissa tilavuuksissa energiantarpeet muuttuvat. Aluksi sekoitus näyttelee suurempaa roolia energiankulutuksessa, kun hapensiirtonopeudet ovat alhaisia.Kuitenkin, kun solujen kasvu kiihtyy, ilmastus tulee hallitsevaksi tekijäksi, vastaten jopa 70% energiankulutuksesta. Toiminta lähellä tulvimispistettä - pistettä, jossa kaasun virtaus häiritsee nesteen sekoittumista - pysyy kriittisenä, mutta tässä mittakaavassa kyse on ensisijaisesti ilmastuksen energiakuorman hallinnasta. Pään tilan paineen lisääminen on toinen tehokas taktiikka, sillä se parantaa hapen liukoisuutta ja vähentää tarvetta korkeille sekoitusnopeuksille, kun hapensiirtokyky on korkea [9].
Lämpöhallinnasta tulee myös monimutkaisempaa mittakaavassa, mutta se tarjoaa mahdollisuuksia suurempaan tehokkuuteen. Esimerkiksi teollisissa fermentaatioissa on laaja valikoima tehontarpeita: itakonihappofermentaatio keskimäärin 0,51 kW/m³, kun taas lysiinin tuotanto, joka vaatii enemmän happea, vaatii 2,61 kW/m³ [1]. Jäähdytysjärjestelmät saavuttavat tyypillisesti jäähdytystehokkuuden noin 0.6, vaikka ihanteellisissa olosuhteissa suorituskyvyn kertoimet voivat nousta jopa 8,6 [7].
Laajentaminen 5 m³:stä 100 m³:iin voi vähentää erityisiä tehontarpeita jopa 88%, edellyttäen, että toiminnot on optimoitu [9]. Tämä on ratkaisevan tärkeää viljellyn lihan tuotannossa, jossa energiatehokkuuden tasapainottaminen tuotteen laadun säilyttämisen kanssa on avainasemassa. Mekaaninen mallinnus mahdollistaa nyt tuotantotiimien ennustaa lämmöntuotantoa ja tehontarpeita yhdistämällä mikrobikasvutiedot termodynaamisiin malleihin [9][1]. Yrityksille, jotka toimivat viljellyn lihan alalla ja hankkivat suuria järjestelmiä alustoilta kuten
Jotta energiansäästöistä saataisiin täysi hyöty, optimoidut fyysiset parametrit on yhdistettävä tarkkaan automaatioon. Tämän mittakaavan automaatiojärjestelmien on hallittava useita vaatimuksia tehokkaasti. Yksi strategia sisältää fermentointiprosessin jakamisen jaksoihin, joissa sekoittimen teho pysyy vakiona samalla kun ilmavirta säädetään vastaamaan hapenottoa, mikä minimoi energiankulutuksen [7]. Modernit ohjausjärjestelmät myös seuraavat liuenneen hapen tasoja reaaliajassa, säätäen dynaamisesti sekä mekaanisia että pneumaattisia asetuksia estääkseen aineenvaihdunnan häiriöt, jotka syntyvät, kun sekoitusajat ylittävät fysiologiset rajat [4] .
Edut ja Haitat
Pienimuotoisten ja suurimuotoisten bioreaktoreiden energiatehokkuuden vertailu
Päätös pienimuotoisten ja suurimuotoisten bioreaktoreiden välillä viljellyn lihan tuotannossa edellyttää energiatehokkuuden, toiminnan monimutkaisuuden ja tuotantotarpeiden sopivuuden punnitsemista. Tässä on tarkempi katsaus siihen, miten ne vertautuvat:
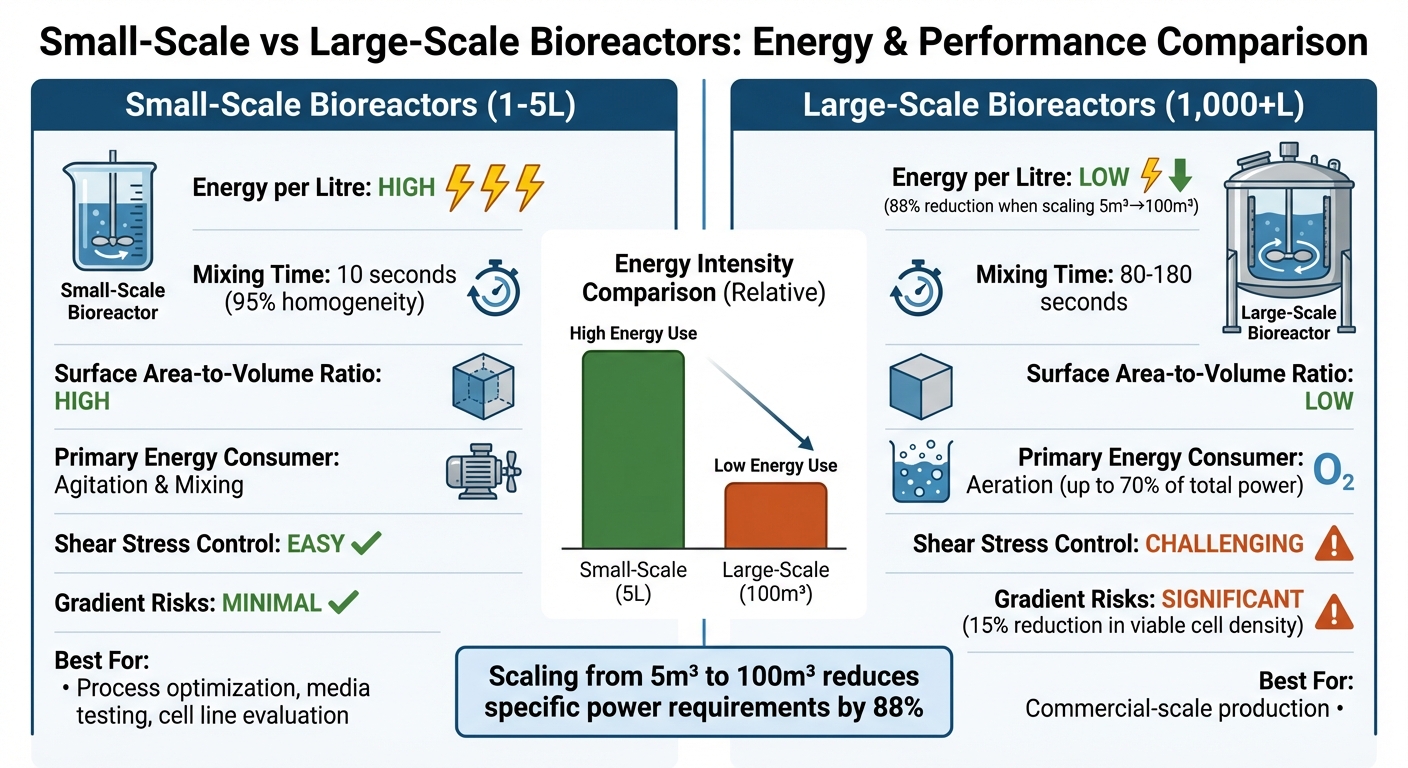
| Ominaisuus | Pienikokoiset bioreaktorit (1–5 L) | Suurikokoiset bioreaktorit (1,000+ L) |
|---|---|---|
| Energian intensiteetti litraa kohden | Korkea; vaatii enemmän erityistä tehoa ylläpitääkseen tasaisuutta ja hapensiirtoa [9][8] | Matala; skaalaus 5 m³:stä 100 m³:iin voi vähentää erityistä tehontarvetta 88% [9] |
| Sekoittumistehokkuus | Tehokas; saavuttaa 95% homogeenisuuden noin 10 sekunnissa [4] | Heikko; kestää 80–180 sekuntia, mikä lisää gradienttien riskiä [4] |
| Pinta-ala-tilavuus-suhde | Korkea; tukee tehokasta lämmönpoistoa ja CO₂:n poistoa [2] | Matala; aiheuttaa haasteita lämmön ja kaasun vaihdon hallinnassa [2] |
| Pääasiallinen energian kuluttaja | Agitaatio ja sekoitus [9] | Ilmastus (jopa 70% kokonaistehosta solujen nopean kasvun aikana) [9] |
| Leikkausjännityksen hallinta | Helpompi hallita; solut altistuvat vähemmän vahingollisille voimille [3][4] | Vaikeampi hallita; voimakas agitaatio voi vahingoittaa hauraita eläinsoluja [3][4] |
| Gradienttiin liittyvät riskit | Minimaalinen; nopea sekoitus välttää aineenvaihdunnan häiriöt | Merkittävät; happigradientit yli 90 sekunnin aikana voivat alentaa elinkelpoisten solujen tiheyttä 15% [4] |
| Viljellyn lihan soveltuvuus | Ihanteellinen prosessien optimointiin, väliaineiden testaamiseen ja solulinjojen arviointiin [3][8] | Kriittinen kaupallisen mittakaavan tuotannolle; vaatii erikoistuneita matalan leikkausvoiman suunnitelmia [11][3] |
Pöytämalliset bioreaktorit ovat erinomaisia saavuttamaan nopean ja tasaisen sekoituksen, mikä tekee niistä täydellisiä soluviljelyolosuhteiden hienosäätöön.Kuitenkin niiden korkea energiantarve litraa kohden tekee niistä vähemmän käytännöllisiä suurimittakaavaisessa tuotannossa. Toisaalta suurimittakaavaiset bioreaktorit ovat huomattavasti energiatehokkaampia litraa kohden, mutta niihin liittyy toiminnallisia haasteita, jotka voivat vaikuttaa solujen elinkelpoisuuteen. Esimerkiksi hitaammat sekoitusajat voivat luoda happi- ja ravinnegradientteja, jotka voivat häiritä viljellyssä lihassa käytettyjen leikkausherkkien solujen kasvua.
Yrityksille, jotka työskentelevät toimittajien kuten
Päätelmä
Bioreaktoreiden skaalaaminen tarjoaa valtavan energiansäästön litraa kohden. Esimerkiksi siirtyminen 5 m³:stä 100 m³:n bioreaktoriin voi vähentää tehontarvetta 88% [9], mikä tekee suurimittakaavaisesta tuotannosta huomattavasti kustannustehokkaampaa. Tämä tehokkuus tulee kuitenkin kompromissin kanssa. Pienemmät bioreaktorit saavuttavat tasaisen sekoituksen noin 10 sekunnissa, kun taas suuremmat teolliset astiat vievät huomattavasti kauemmin - noin 80-180 sekuntia. Tämä hitaampi sekoitus voi luoda haitallisia liuenneen hapen gradientteja [4] .
Tämä tehokkuuden muutos vaikuttaa myös siihen, missä energiaa kulutetaan. Pienemmissä järjestelmissä suurin osa energiasta menee sekoittamiseen. Mutta kaupallisessa mittakaavassa, erityisesti korkeilla solutiheyksillä, ilmastus tulee hallitsevaksi energiankuluttajaksi, vastaten jopa 70% kokonaisenergiantarpeesta [9].
Automaatio on avain näiden haasteiden ratkaisemiseen. Työkalut kuten CAE, CFD ja AI mahdollistavat tuottajille mallintamisen ja optimoinnin sekoittamisen ja ilmastuksen tasapainon välillä ennen fyysistä skaalausta [3]. Lisäksi, reaaliaikaiset sensorit, jotka seuraavat liuenneen hapen ja hiilidioksidin tasoja, mahdollistavat dynaamiset säädöt automatisoitujen ohjausjärjestelmien kautta. Nämä järjestelmät auttavat estämään kalliita aineenvaihdunnan muutoksia, pitäen energiankulutuksen kilogrammaa tuotetta kohden hallinnassa ja luoden pohjan älykkäämmille skaalausstrategioille.
Laajentamista harkitseville tuottajille toiminta lähellä tulvimispistettä on usein tehokkain lähestymistapa. Tämä strategia asettaa etusijalle voimakkaan ilmastuksen energiaa kuluttavan sekoittamisen sijaan [1]. Tekniikat kuten tilan paineistus voivat edelleen vähentää sekoittamisen tarvetta huippuhapen siirron aikana [9]. Kun hankitaan laitteita, alustat kuten
Usein kysytyt kysymykset
Miten automaatio parantaa energiatehokkuutta suurissa bioreaktoreissa?
Automaatio on ratkaisevassa roolissa energiatehokkuuden parantamisessa suurissa bioreaktoreissa, sillä se mahdollistaa kriittisten parametrien, kuten sekoituksen, ilmastuksen, lämpötilan ja liuenneen hapen tason, tarkan reaaliaikaisen säätämisen.Sen sijaan, että pitäydyttäisiin jäykissä, liian varovaisissa asetuksissa, automatisoidut järjestelmät luottavat reaaliaikaiseen anturidataan hienosäätääkseen näitä tekijöitä, varmistaen, että energiaa käytetään tehokkaasti solujen kasvulle ihanteellisten olosuhteiden ylläpitämiseksi.
Tämä dynaaminen ohjaus on erityisen hyödyllinen käynnistys- ja laajennusvaiheissa, joissa automaatio mahdollistaa nopeat säädöt muuttuviin prosessiolosuhteisiin, vähentäen tarpeetonta energiankulutusta. Sovittamalla ohjausjärjestelmät bioreaktorisuunnittelun erityispiirteisiin - kuten sekoitussäiliö- tai ilmankohotusjärjestelmiin - automaatio parantaa paitsi johdonmukaisuutta myös vähentää energiaa, joka tarvitaan jokaisen viljellyn lihakilon tuottamiseen. Nämä edistysaskeleet ovat avainasemassa tuotannon laajentamisessa tehokkaasti samalla, kun ympäristövaikutukset pidetään kurissa.
htmlMitkä ongelmat voivat ilmetä hitaammista sekoitusajoista suurissa bioreaktoreissa?
Suurissa bioreaktoreissa hitaampi sekoitus voi aiheuttaa ravinteiden ja hapen epätasaisen jakautumisen, mikä johtaa gradienttien kehittymiseen. Nämä gradientit voivat häiritä solujen kasvua, aiheuttaa epätasaista jätteen kertymistä ja vähentää järjestelmän kokonaistehokkuutta.
Näiden ongelmien ratkaisemiseksi operaattorit turvautuvat usein suurempiin tehosyötteisiin. Vaikka tämä lähestymistapa auttaa, se myös lisää energiankulutusta ja käyttökustannuksia. Ratkaisujen löytäminen näihin haasteisiin on olennaista energiatehokkuuden ylläpitämiseksi ja optimaalisen suorituskyvyn saavuttamiseksi skaalausprosessin aikana.
Miksi toiminta lähellä tulvimispistettä katsotaan energiatehokkaaksi bioreaktorin skaalausprosessin aikana?
Toiminta lähellä tulvimispistettä bioreaktorin skaalausprosessin aikana nähdään usein energiatehokkaana lähestymistapana. Tämä menetelmä optimoi kaasu-neste-sekoituksen, mikä on kriittistä tehokkaalle massansiirrolle. Maksimoimalla kaasun virtausnopeuden ilman, että järjestelmä ajautuu epävakauteen, bioreaktori voi toimia tehokkaasti samalla kun energian käyttö pysyy hallinnassa.
Siitä huolimatta, toiminta lähellä tätä kynnystä vaatii huolellista seurantaa ja hallintaa. Tulvimispisteen ylittäminen voi häiritä järjestelmää tai johtaa suorituskyvyn heikkenemiseen, mikä tekee tarkkuudesta keskeisen tekijän tehokkuuden ylläpitämisessä.










